Изобретение относится к способу монтажа крепежных винтов на дне тормозного цилиндра согласно ограничительной части пункта 1 формулы изобретения, а также к изготовленному с помощью способа тормозному цилиндру.
Как известно, тормозные цилиндры должны быть надежно закреплены на оси автомобиля для обеспечения возможности приложения силы к собственно тормозу. Для этого служат обычно винты, которые закреплены на дне тормозного цилиндра и выступают из него. С помощью этих винтов и соответствующих гаек тормозной цилиндр привинчивается к части оси, например крепежной пластине. Из-за возникающих при приведении в действие тормоза больших сил винтовое соединение должно отвечать высоким механическим требованиям.
Как известно, например, из DE 3404014 А1, дно тормозного цилиндра имеет несколько отверстий для крепежных винтов. Винты продеваются изнутри через эти отверстия и выступают наружу. Для исключения потери винтов они свариваются внутри с дном тормозного цилиндра. Для дальнейшей защиты от проворачивания винтовые головки выполнены асимметричными. Известная сварка является относительно сложным процессом, который делает массовый конструктивный элемент тормозного цилиндра более дорогим.
Поэтому в основу изобретения положена задача создания способа монтажа крепежных винтов, который отвечает указанным выше механическим требованиям, однако является более дешевым.
Эта задача решена с помощью указанного в пункте 1 формулы изобретения способа. Зависимые пункты формулы изобретения содержат предпочтительные варианты выполнения.
За счет способа согласно изобретению с деформацией (расширением) и обратной деформацией крепежных отверстий может полностью отпадать необходимый иначе сложный процесс сварки.
Ниже приводится подробное пояснение способа согласно изобретению, со ссылками на чертежи, на которых изображено:
фиг.1 - общий вид тормозного цилиндра с закрепленными согласно изобретению винтами в поперечном разрезе;
фиг.2 - разрез крепежного винта с сформированной канавкой;
фиг.3 - дно тормозного цилиндра с соседним лежащим снаружи чеканочным инструментом;
фиг.4 - дно тормозного цилиндра с расширенным внутрь отверстием;
фиг.5 - продетый изнутри через расширенное отверстие крепежный винт;
фиг.6 - процесс обратной деформации за счет давления на головку крепежного винта;
фиг.7 - неподвижно сидящий крепежный винт с деформированной обратно закраиной;
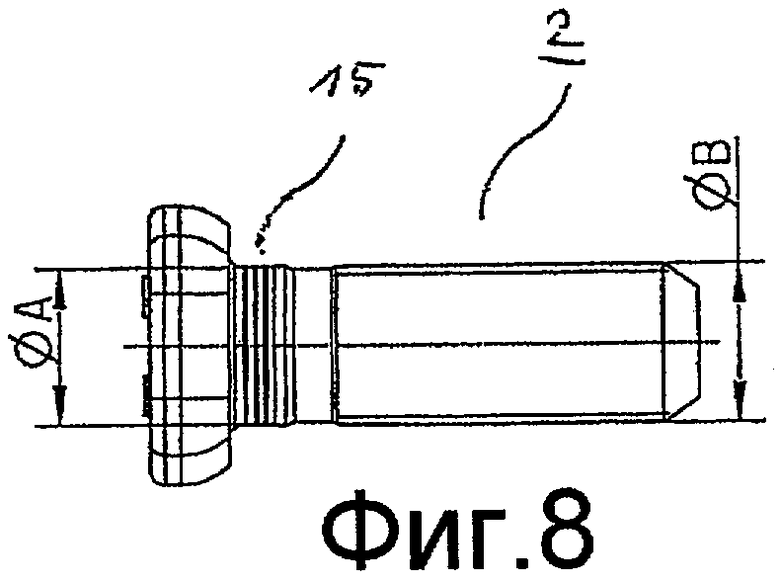
фиг.8 - крепежный винт с сформированной рифленой зоной;
фиг.9 - неподвижно сидящий крепежный винт с деформированной обратно закраиной;
фиг.10 - часть фиг.9 в зоне рифления;
фиг.11 - дно тормозного цилиндра с соседним лежащим внутри чеканочным инструментом;
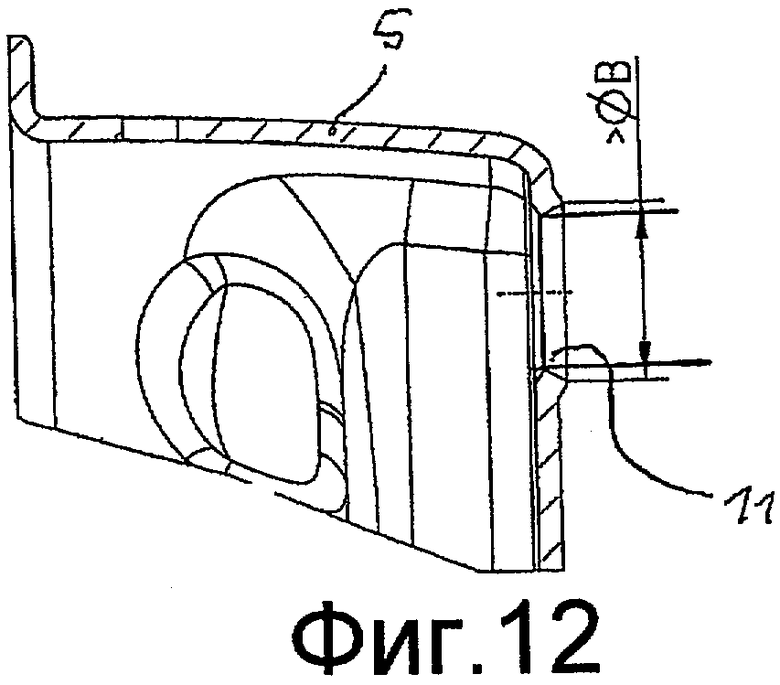
фиг.12 - дно тормозного цилиндра с расширенным наружу отверстием;
фиг.13 - продетый изнутри через расширенное отверстие крепежный винт;
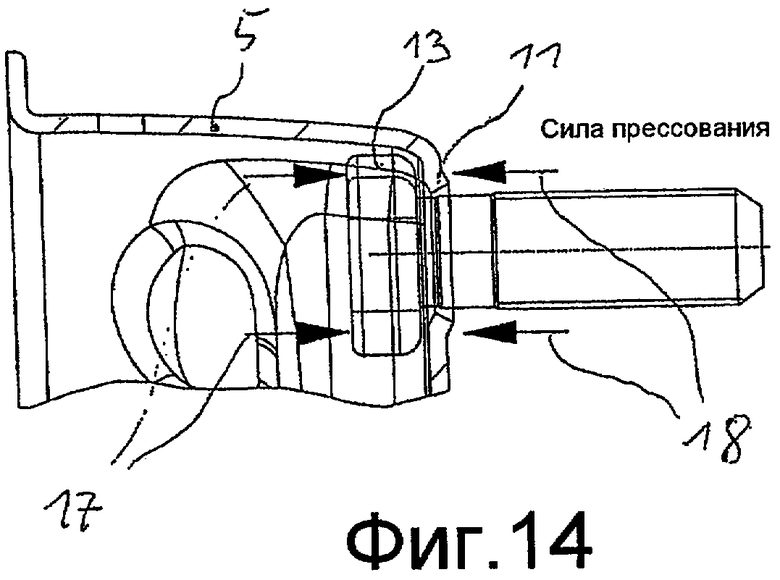
фиг.14 - процесс обратной деформации за счет давления на закраину.
На фиг.1 показан тормозной цилиндр 1 с двумя закрепленными с помощью способа согласно изобретению крепежными винтами 2, 3. Тормозной цилиндр 1 состоит из двух соединенных друг с другом частей, а именно дна 5 и крышки 6. Крышка 6 имеет соединение 4 для подачи рабочего средства, например сжатого воздуха. При заполнении тормозного цилиндра 1 рабочим средством выдвигается поршневой шток 7 для приведения в действие собственно тормоза (не изображен). Для этого поршневой шток 7 соединен внутри тормозного цилиндра 1 с (не изображенным) поршнем.
На фиг.2 отдельно показан один из крепежных винтов 2, 3. Он состоит, как обычно, из головки 13 и резьбовой части 14. Смежно с головкой 13 в резьбовой части 14 сформирована канавка 12. Резьбовая часть 14 имеет диаметр В. Канавка 12 имеет диаметр А, который меньше диаметра В.
На фиг.3 показано дно 5 тормозного цилиндра 1, которое известным образом снабжено отверстиями 8. Могут иметься два отверстия или также другие, кольцеобразно распределенные по дну тормозного цилиндра отверстия.
Отверстие 8 целесообразно имеет диаметр А, т.е. тот же диаметр, что и канавка 12 винта 2. Однако для отверстий 8 может быть выбран диаметр, который меньше диаметра А.
С помощью чеканочного инструмента 9, который снаружи вжимается в направлении стрелки 10 в отверстие 8 и который выполнен спереди коническим, сначала, в соответствии со способом согласно изобретению, расширяют отверстие 8. При этом тормозной цилиндр удерживается изнутри с помощью кольцеобразного удерживающего инструмента (не изображен), который прикладывает к окружности отверстия 8 усилие в направлении стрелок 16.
Как показано на фиг.4, при этом за счет деформации образуется выступающая внутрь закраина 11, диаметр которой должен быть таким большим, чтобы обеспечивать прохождение винта 2 с резьбовой частью 14. Таким образом, диаметр закраины 11 больше диаметра В резьбовой части 14 винта 2.
На следующем этапе способа (см. фиг.5) изнутри вставляют винт 2 через расширенное отверстие 8.
На следующем этапе способа (см. фиг.6) прижимают изнутри головку 13 вставленного крепежного винта 2 с помощью пресса к закраине 11 и тем самым деформируют ее обратно. При этом давление пресса действует в направлении стрелок 17 на головку 13 винта. За счет этого край отверстия 8 полностью вдавливается в канавку 12, за счет чего устанавливается диаметр А отверстия 8. При этом дно 5 тормозного цилиндра 1 в зоне отверстия 8 удерживается с помощью воздействующего снаружи кольцеобразного удерживающего инструмента (не изображен), который прикладывает силу в направлении стрелок 18.
Как следует из фиг.7, на которой показано конечное состояние способа согласно изобретению, при этом закраина 11 вдавливается в канавку 12 винта 2 и тем самым удерживает его без возможности утери.
На фиг.8 показан один вариант выполнения крепежного винта 2. В этом случае вместо канавки 12 предусмотрена рифленая зона 15. При этом рифление проходит кольцеобразно вокруг тела винта. Однако оно может быть выполнено также по-другому, например диагонально. В зоне рифления винт 2 имеет диаметр А.
Как показано на фиг.9, край отверстия 8 после обратной деформации входит в рифление 15, за счет чего винт также удерживается без возможности утери.
На фиг.10 показано более точно, как при этом рифление винта 2 входит в край отверстия 8. При этом материал винта 2 является более жестким, чем материал дна 5 тормозного цилиндра.
На фиг.11-14 показан вариант выполнения способа согласно изобретению, при этом чеканочный инструмент 9 действует не изнутри, а снаружи.
На фиг.11 показано дно 5 тормозного цилиндра с чеканочным инструментом 9, который с силой давит изнутри в направлении стрелки 10 на дно 5 тормозного цилиндра с отверстием 8. При этом дно 5 снаружи удерживается с помощью (не изображенного) кольцеобразного инструмента, который прикладывает силу к дну 5 в направлении стрелок 16 в зоне отверстия 8. При этом исходный диаметр отверстия 8 равен А или меньше А.
На фиг.12 показано, как за счет силы чеканочного инструмента 9 образуется закраина 11, в этот раз наружу. За счет этого диаметр отверстия 8 расширяется до диаметра, который больше диаметра В резьбовой части 14 винта 2.
На следующем этапе способа, показанном на фиг.13, винт 2 согласно фиг.5 вставляют изнутри через расширенное отверстие 8.
В качестве следующего этапа способа (см. фиг.14) прикладывают изнутри силу к головке 13 винта в направлении стрелок 17. При этом дно 5 удерживается в зоне отверстия 8 в направлении стрелок 18 с помощью (не изображенного) кольцеобразного удерживающего инструмента. При этом выступающая до этого наружу закраина 11 деформируется обратно внутрь. В качестве конечного состояния получают снова прочно сидящий винт согласно фиг.7 и, соответственно, фиг.1.
Процесс чеканки дна 5 тормозного цилиндра можно выполнять по отдельности или же совместно для всех отверстий 8.
Для обеспечения непроницаемости для воды дна 5 можно затем покрывать тормозной цилиндр 1 лаком. При этом лак проникает в еще остающийся зазор между канавкой 12 или, соответственно, рифлением 15 и закраиной 11 и тем самым дополнительно уплотняет его. За счет этого можно обеспечивать бродоходимость снабженного тормозным цилиндром 1 автомобиля. В процессе лакирования необходимо закрывать резьбовую часть крепежных винтов 2, 3.
Для предотвращения проворачивания крепежных винтов 2, 3 при привинчивании тормозного цилиндра 1 головка 13 винтов может быть дополнительно выполнена известным образом асимметричной (не изображена). За счет этого при прилегании асимметричной головки 13 винта к внутренней стенке дна 5 цилиндра 1 обеспечивается соединение с геометрическим замыканием и тем самым невозможность проворачивания винтов (см. DE 3404014 А1).
С помощью способа согласно изобретению обеспечивается возможность надежного и экономичного крепления крепежных винтов тормозных цилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЕПЕЖНАЯ СИСТЕМА И СПОСОБ ЕЕ КРЕПЛЕНИЯ В ФАСАДНОЙ ПЛИТЕ | 2013 |
|
RU2615951C2 |
| АВТОРЕГУЛЯТОР ГРУЗОВЫХ РЕЖИМОВ ТОРМОЖЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2021 |
|
RU2766019C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ В КОРОТКОМ, НЕПОДНУТРЕННОМ ГЛУХОМ ОТВЕРСТИИ, СПОСОБ И УСТАНОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ ПОДОБНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА | 2004 |
|
RU2320906C2 |
| УСТРОЙСТВО ЗАКУПОРИВАНИЯ ОТВЕРСТИЯ В СТЕНКЕ КОЖУХА ДЛЯ ДОСТУПА К ВРАЩАЮЩЕМУСЯ ВАЛУ | 2013 |
|
RU2633335C2 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2350433C2 |
| КОНСТРУКЦИЯ КРЫШИ, СОДЕРЖАЩАЯ РИФЛЕНЫЙ ЛИСТОВОЙ МАТЕРИАЛ, И КРЕПЕЖНЫЙ ЭЛЕМЕНТ ДЛЯ ПРИКРЕПЛЕНИЯ РИФЛЕНОГО ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2152490C1 |
| РОЛИКОВЫЙ ПАЛЕЦ | 2009 |
|
RU2455442C2 |
| Айсбайль | 1989 |
|
SU1796219A1 |
| Узел стыковки деталей | 1974 |
|
SU521409A1 |
| ДИСКОВЫЙ ТОРМОЗ С ПРЕОБРАЗУЮЩИМ ДВИЖЕНИЕ ПАТРОНОМ | 2011 |
|
RU2539711C2 |










Изобретения относятся к области транспортного машиностроения, в частности к тормозным системам транспортных средств. Способ заключается в том, что изготавливают отверстия в дне тормозного цилиндра, при этом отверстия имеют диаметр, меньший диаметра резьбы крепежных винтов. Затем расширяют отверстия с помощью чеканочного инструмента с образованием закраины настолько, что крепежные винты проходят через них. После чего с помощью процесса надавливания на крепежные винты закраины деформируют обратно так, что закраины входят в канавку или рифление крепежных винтов и тем самым удерживают их неподвижно. Тормозной цилиндр изготовлен с помощью способа монтажа крепежных винтов. Достигается повышение надежности закрепления тормоза на оси автомобиля за счет надежного закрепления крепежных винтов на дне тормозного цилиндра. 2 н. и 5 з.п. ф-лы, 14 ил.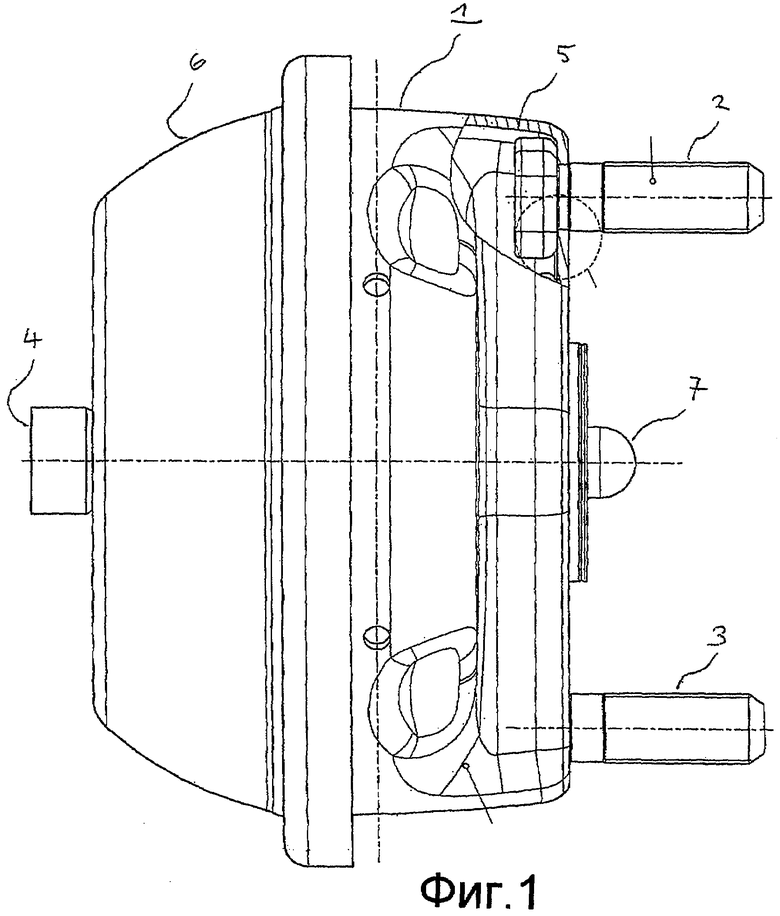
1. Способ монтажа крепежных винтов (2, 3) на дне (5) тормозного цилиндра (1), отличающийся тем, что содержит следующие этапы:
a) изготовление отверстий (8) в дне (5) тормозного цилиндра (1) с диаметром (А), меньшим диаметра (В) резьбы крепежных винтов (2, 3);
b) расширение отверстий (8) с помощью чеканочного инструмента (9) до диаметра, большего диаметра (В), с образованием деформированной закраины (11);
c) вставка крепежных винтов (2, 3) в расширенные отверстия (8);
d) прессование с обратной деформацией закраины (11) так, что она прилегает к крепежным винтам (2, 3).
2. Способ по п.1, отличающийся тем, что отверстия (8) расширяют внутрь с помощью воздействующего снаружи чеканочного инструмента (9) с образованием деформированной внутрь закраины (11).
3. Способ по п.1, отличающийся тем, что отверстия (8) расширяют наружу с помощью воздействующего изнутри чеканочного инструмента (9) с образованием деформированной наружу закраины (11).
4. Способ по п.1, отличающийся тем, что выполняют покрытие лаком тормозного цилиндра (1) с целью достижения непроницаемости для воды в зоне крепежных винтов (2, 3).
5. Тормозной цилиндр (1) с крепежными винтами (2, 3), изготовленный с помощью способа по п.1.
6. Тормозной цилиндр по п.5, отличающийся тем, что он имеет крепежные винты (2, 3), которые удерживаются с помощью деформированной обратно закраины (11), которая входит в канавку (12) крепежных винтов (2, 3).
7. Тормозной цилиндр по п.5, отличающийся тем, что он имеет крепежные винты (2, 3), которые удерживаются с помощью деформированной обратно закраины (11), которая входит в рифление (15) крепежных винтов (2, 3).
| US 3060562 А, 30.10.1962 | |||
| DE 3404014 А1, 08.08.1985 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 7121191 В1, 17.10.2006 | |||
| ТОРМОЗНАЯ КАМЕРА С ПРУЖИННЫМ ЭНЕРГОАККУМУЛЯТОРОМ | 1988 |
|
RU2040418C1 |

