(54) УЗЕЛ СТЫКОВКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение деталей а.п.филимонова | 1977 |
|
SU703684A1 |
| Устройство для соединения | 1979 |
|
SU812985A1 |
| СТОПОРНЫЙ БОЛТ ЗЕМЛЯКОВА ДЛЯ КРЕПЛЕНИЯ В ГЛУХОМ ОТВЕРСТИИ | 2007 |
|
RU2354861C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| УЗЕЛ КРЕПЛЕНИЯ ДВУХ ОБЪЕКТОВ | 2012 |
|
RU2506467C1 |
| Устройство для сборки резьбовых соединений | 1982 |
|
SU1034889A1 |
| Узел стыковки оболочек из композиционного материала | 1977 |
|
SU708101A1 |
| Устройство и способ соединения объектов | 2021 |
|
RU2771883C1 |
| СНАРЯД И СПОСОБ СБОРКИ СНАРЯДА | 1999 |
|
RU2157502C1 |
| Соединение оболочек из композиционных материалов | 1977 |
|
SU708102A1 |
1
Изобретение относится к машиностроению 1И может быть использовано в устройствах, где требуется плотная по торцам соосная стыковка плоских и объемных, а частности цилиндрических, деталей.
Известен узел стыковки, содержащий сопряженные, например, пустотелые цилиндри;Ческие детали с обхватываемым, обхватывающим и торцовым упорным элементами, и крепежное устройство, выполненное в виде захватов и выемок со скосами. i Недостатки известного узла состоят в .недостаточной плотности поджатия стыкуе- ;мых деталей, в отсутствии возможности ре|гулировки поджатия, в невозможности при|менения для стьшовки деталей, подверженных относительному вращению и в низкой обтекаемости, обусловленной наличием рездо выступающих элементов.
В целях устранения перечисленных недос гтатков В предлагаемом узле стьжовки обхва;тьюаемый элемент выполнен с внутренними ;приливами, каждый из которых имеет.ради- .ально расположенное глухое резьбовое от|вбрстие и соосное с ним цилиндрическое уг«
2
лубление, обхватывающий элемент высолнен с поперечными пазами, удлиненные которых параллельны взаимодействующим торцам стыкуемых деталей, а средство крвплания Выполнено в виде винтов с центрирующим цилиндрическим подголовкам и эксцентрическим элементом, ввернутых в резьбовые отверстия приливов н взаимодействующих эксцентрическим элементом с прилежащими к торцам удлиненными сторонами поперечных пазов.
Эксцентрический элемент винта может быть выполнен заодно с его головкой, рас|положенной эксцентрически относительно оси винта, или В виде щайбы со щлицами под инструмент и с SKCueHTpH qecKHM отверстием, установленной на подголовке винта. Нилинд рическая поверхность головки винта и ксiue;itpH4ecKoft шайбы может быть выполнена рифленой.
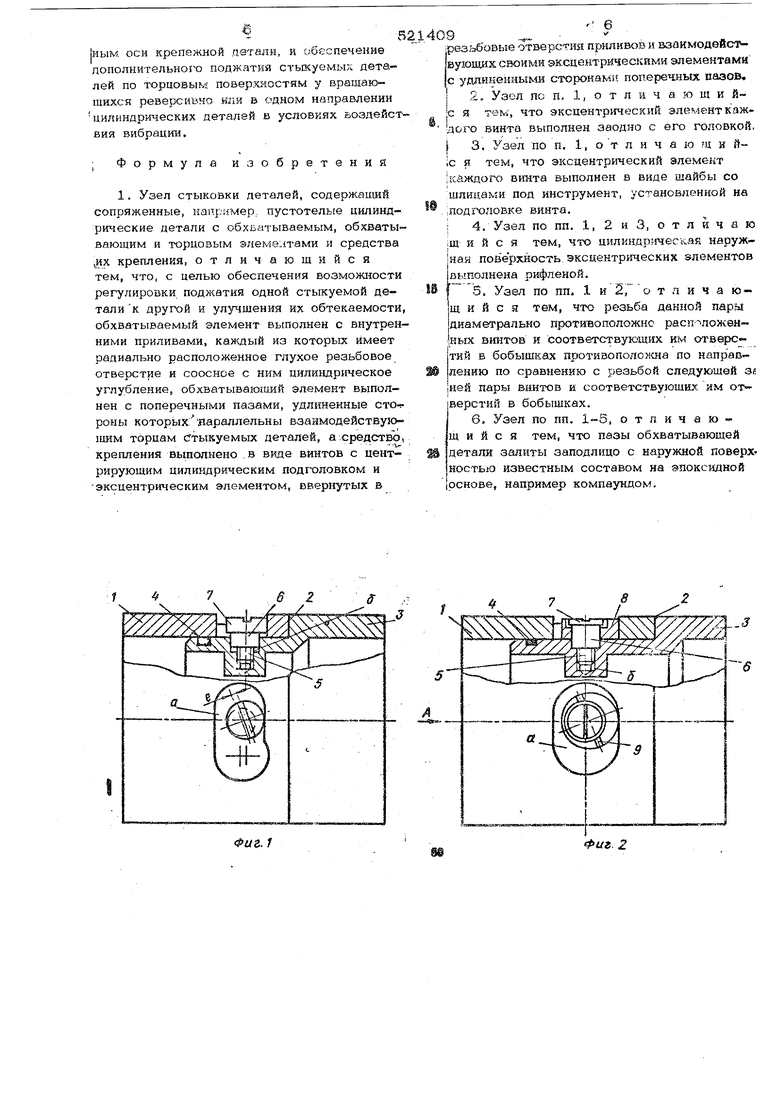
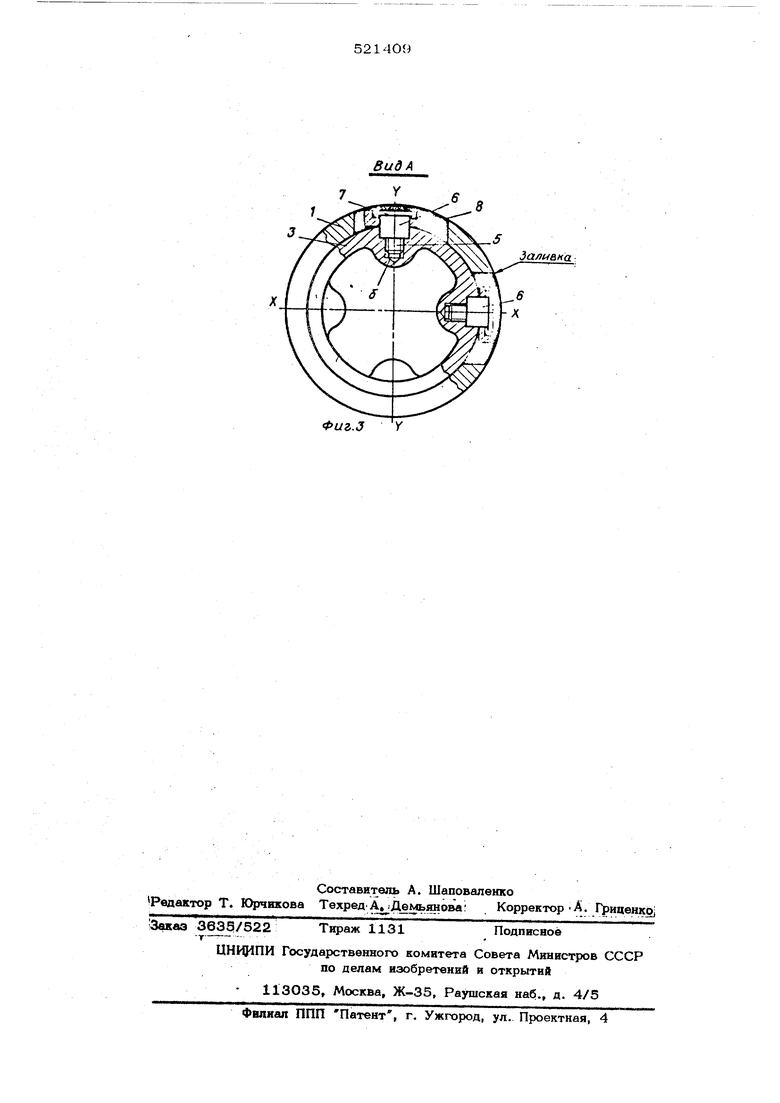
; В случив наличия относительного вращ Нгельного движения сопряженных деталей - В одну сторону или pfiuepcHBHoro - предусмот рено вьшолнение соответственно всех или смежных по расположению винтов в направ- 5 leKHHj обеспечивающем саыозатягява -ю зкгдентрического элемента. Чтобы повысить надежность стопорения виитов и обтекаемость узла предусмотрена заливка пазов заподлиLio с наружной поверхностью обхватывающей детали известным составом на эпоксидной эсновз, например компаундом. На фиг. 1 изображен предлагаемый узел стыковки с цельными акнта.ми; на фиг, 2 тот же узел с эксцентрическими maft6a vin; н фиг. 3 - вид по стрелке А на фиг. 2. Узел стыковки содержит обхватывающую деталь 1 с пазом и , пара плельным поджима емому торцу в стыке 2, и обхватываемую деталь 3 с расположенным в ее канавке уп лотнительным элементом 4 и с глухим или сквозным резьбовым отверстием 5 с цйлинд рическим направляющим пояском, В отверс тие 6 в пазу обхватывающей детали ввернут до упора винт 5 с щшйндрической напразляю щей частью 6 под головкой 7, под которую Во втором варианте исполнения (см. фиг, 2 и 3) установлена шайба 8 с эксцентрически расположенным отверстием, Цилиацрическая поверхность шайбы может быть выполнена с рифлениями (накаткой), сама шайба - плоской или с углублением под головку винта, а элемент для поворота шайбы (а также голов ки цельного винта) для поджатия стыка -.- в виде шлица 9- или двух диаметрально протк-™ вопололшых отверстий на торце, многогран™ ного углубления или диаметрально противополо шых продольных пазов на каружлой по- верхяости причем общая плоскость сиыметрии пазоа не должна совпадать с направле- нием смешения оси отверстия и шайбе. Для упроитения сборки и разборки деталей поперечные пазы U могут быть связаны продольной прорезью с под гсимаемым торцом обхватывающей детали 1 в стыке 2 (байо™ аетное соединенна)j а для повышения надежности поджатия у вращающихся де талей гзаправление поворота шайбы при подж тии стыка к соответствуюЕше ему направле« иие резьбы еинта выбрано таккм, что при а ащении происходит- дополнительное поджатие деталей по торцовым поверхностям за счет самьзатяг юания эксцентрической- шайбы 8 (или головки 7 цельного винта 5, фиГе 1). При реверсивном вращении стыкувнмых деталей направление повороти шайб и напраш ение резьбы винтов во взакмно перпен.дЕ кул«фных напрйвпеикях X м Y - Y (см фиг, 3) выбраны противоположными. Для повышения наяекшости фиксации взаимного расположенк55 деталей н улу -1шения обтекаемо ;т паз по мере необходимости быть заЛИТ заподлицо с наружной поверхностью об каатываюадей деталз 1 известным пломбире- вочиым составом на ©поксвдкой основе, ка- гшнмор иондпаущз. Р Соединение деталсм otryniecvBJisiioT с/к.-цуюшим o6j5a3OM. В канавку на поверхности o6xBaTFjiBaeMOH детали 3 устанавливают уплотнительный элеfvieHT 4, после чего обхватываемую деталь соединяют с обхватывающей 1 по их центрирующим поверхностям (или по опорным плоскостям для плоских деталей) до упора их торцовых поверхностей в стыке 2 с ориентированием паза О, относительно резьбового отверстия 6 так, чтобы в паз можно было установить винт 5 с гх)ловкой 7 (см,фиг. 1) или шайбу 8 (см. фиг 2 и 3) с винтом, завертываемым до упора. Далее в пределах дянны паза а устанавш-шают относ.ительным (поворотом ц шиндроБ или смеодением плоскихдеталей требуемое конструкцией взаимноё расположение деталей 1 и 3, после чего поворотом эксцентрической головки 7 или шайбы 8 в направлении, соответствующем направлению резьбы винта, стыкуемые детали поджимают по торцовым поверхностям всты ке. Прг-гчем для стыковки цилиндp гчecкиx деталей минимальЕюе число головок 7 или шайб, установленных под головками 7 винтов, .должно быть не менее двух при диаметраль но противоположном их расположении в глухих или сквозных резьбовых отверстиях (JT на центриру ощей поверхности обхватываемой детали с идентичньгм направлекием резьбы |во взаимно перпендикулярных направлениях Х-Х и Y-Y « особенно при реверсивном вращении состыкованных цилиндров, Фиксация от ослабления поджатия стыка 2 эксцентрг-гческой шайбой обеспечивается выполнением нарулшого диаметра шайбы с рифлениями (накаткой), а также известными способами, например .кернением шайбы в тело обхватывающей детали 1 или местной сваркой ее с последней. После поджатия деталей по .торцовым поверхностям в стыке паз CL с прорезью, связывающей его с поджимаемым торцом, по мере надобности может быть залит заподлицо с наружной поверхностью обхватывающей детали известным пломбире-. гвочным составом на эпоксидной основе, на пример компаундом. I Разборку состыкованных деталей произ водят в обратной последовательности. Предлагаемый узел обеспечивает плотное поджатие стыкуемых деталей по торцовым поверхностям, параллельным, оси крепежной детали, и регулировку взаимного расположения стыкуемых цилиндров по угпу или плоских деталей по плоскости с их фиксацией при поджатик стыка. Это проверено на опытном образце. Возможно применение узла стыковки в байонетном соединени; с обеспечением поджатия стыкуемых дета- |лей по торцовым -нопорхностям, параллель1ным оси крепежной даталн, к обеспечение лополнитепьно{Х) поджатия стыкуемых деталей по торцовым поверхностям у вращающихся реверсивно нпи в одном направлении цилиндрических деталей в условиях зосздейст вия вибрации, ; Формула изобретения 1. Узел стыковки деталей, содержащий сопряженные, например, пустотелью цилиндрические детали с обхватываемым, обхваты вающим и торцовым элементами и средства их крепления, отличающийся тем, что, с целью обеспечения возможности регулировки поджатия одной стыкуемой детали к другой и улучшения их обтекаемости обхватываемый элемент выполнен с внутрен ними приливами, каждый из которых имеет радиально расположенное глухое резьбовое отверстие и сооснсе с ним цили1щрическое углубление, обхватывающий элемент выполнен с поперечными пазами, удлиненные стороны которых: вараллельны взаамодействук 1ЦИМ торцам стыкуемых деталей, а:средстБО крепления выполнено . в виде винтов с центрирующим цилиндрическим подголовком и эксцентрическим элементом, ввернутых в 9 резьбовые отверстия прнливови взаимодейовующих своими эксцентрическими элементами с удликеиными сторонами поперечных пазов. 2. Узел по п. 1, о т л и ч а ю щ и й b я , что эксцентр1Г-1еск:ий элемент каждого винта вьтолнен заодно с его головкой, I 3. Узел по п, 1, от л и ч а ю щ к й1с я тем, что эксцентрический элемент кйждого винта выполнен в виде шайбы со шлицами под инструмент, установленной на :Подгх)Ловке винта, 4. Узел по пп. 1,2иЗ, отличаю 1Щ и и с я тем, что цилиндр-гческай наруж|ная поверх1юсть, эксцентрических элементов аыполнена рифленой. i 5. Уаел по пп. 1 и 2, отличающийся тем, что резьба данной пары диаметрально противоположно расп ложенкых винтов и соответствующих кы oi sepcтий в бобышках противопололша по напраапению по сравнению с резьбой следующей зе ней парь вгштов и соответствующих им от верстий в бобышках. б. Уаел по пп. 1-6, отличающийся тем, что пазы обхватывающей детали залиты заподлицо с наружной поверхкостью известным составом на эпоксидной основе, например компаундом.
Фиг.З Y
доливка
