Изобретение относится к способу выполнения цветных надписей на поверхностях бумаги, пленок, пластика, металла, керамических поверхностях, искусственных или натуральных камнях, лаковых или коррозионно-защитных слоях.
Выполнение цветных надписей на материалах, таких как бумага, пленки, пластики или другие поверхности, происходит в большинстве случаев посредством печати, например посредством известных струйных, лазерных принтеров и т.п. Для этого принтер оснащается соответственно картриджами с краской или тонер-картриджами, и содержащиеся в них пигментные составы осаждаются при печати на запечатываемом материале.
Из ЕР 677738 А1 известен оптико-химический датчик для измерения концентраций вещества с помощью реактивного сенсорного слоя, отличающийся тем, что предусмотрены зеркальный слой (2), реактивная, в частности способная к набуханию, матрица (4) и слой (3) из большого числа островков (5) электропроводящего материала, в частности металла, причем диаметр островков (5) меньше длины волны света, используемого для рассмотрения или обработки.
Из АТ 407165 А1 известны цветные металлические листы, металлические детали и металлизированные поверхности, на поверхность которых методом анодирования нанесен тонкий слой толщиной менее 1000 нм, несущий на поверхности слой металлических или хромофорных частиц размером менее 200 нм, которые создают видимые цветовые эффекты за счет поверхностно-усиленного поглощения кластеров.
В JP 59126468 описаны, например, пластинчатые пигменты на основе слюдяных подложек, покрытых слоем диоксида и субоксидов и/или нитридов титана.
В JP 6060163 описаны пластинчатые пигменты на основе слюдяных подложек, покрытых первым слоем из субоксидов или нитридов титана и вторым слоем из диоксида титана.
Из JP 3052945, JP 3052943, JP 3052944, JP 3059065, JP 3059062 и JP 3059064 известны составы эпоксидных смол, которые могут подвергаться лазерному запечатыванию.
В WO 93/19131 описан способ получения пластинчатых цветных пигментов, при котором покрытые оксидом титана пластинчатые подложки с помощью выбранного восстановителя в твердом виде восстанавливаются в неокисляющей газовой атмосфере при повышенной температуре. При этом пигмент получается по цвету от серого через желтовато-черный и голубовато-черный до черного, причем интерференционный цвет можно варьировать за счет изменения толщины слоя оксида титана.
Пигменты, в которых в качестве основы использован высокопреломляющий слой, известны, например, под названием Iriodin®. При этом речь идет о многослойных интерференционных пигментах из слоев с разными показателями преломления.
Задачей изобретения является создание материала, который без использования тонер- или пигментсодержащих печатных средств можно было бы снабжать информацией, такой как знаки, цепочки знаков, линии, символы, рисунки и т.п.
Другой задачей изобретения является создание способа получения таких материалов.
Объектом изобретения являются поэтому бумага, гладкий картон, гофрокартон, пигментные частицы, пленки, отлитые под давлением пластмассовые детали, металл, керамические поверхности, лаковые или коррозионно-защитные слои, покрытые несколькими тонкими слоями, причем сам материал или первый слой является зеркальным слоем, который сам или на своей границе (3), по меньшей мере, частично отражает электромагнитные волны, над этим зеркальным слоем и/или под ним нанесен второй прозрачный слой (4), и на этот прозрачный слой нанесен, по меньшей мере, один третий слой металлических или сильно хромофорных частиц или наночастиц (5), или их химические предступени, или металлическая тонкая пленка, и вся структура за счет воздействия света, или прямого контакта, или сильного приближения к горячим объектам пространственно определенным и структурированным образом может быть изменена по цвету с возможностью различения человеческим глазом.
Другим объектом изобретения является способ выполнения цветных надписей на материалах, отличающийся тем, что на или в материал (1, 2) или в нем наносятся несколько тонких слоев, причем материал или первый слой является зеркальным слоем, который сам или на своей границе (3), по меньшей мере, частично отражает электромагнитные волны, над этим зеркальным слоем и/или под ним наносится прозрачный слой (4), на этот прозрачный слой наносится, по меньшей мере, один слой металлических или сильно хромофорных частиц (5), или их химические предступени, или металлическая тонкая пленка и вся структура за счет воздействия света, или прямого контакта, или сильного приближения к горячим объектам пространственно определенным и структурированным образом изменяется по цвету с возможностью различения человеческим глазом.
Еще одним объектом изобретения является способ получения оптически-термически надписываемых материалов, таких как бумага, гладкий картон, гофрокартон, пигментные частицы, пленки, отлитые под давлением пластмассовые детали, металл, керамические поверхности, лаковые или коррозионно-защитные слои, отличающийся тем, что на материале (1, 2) или в нем наносятся несколько тонких слоев, причем материал или один слой является зеркальным слоем, который сам или на своей границе (3), по меньшей мере, частично отражает электромагнитные волны, над этим зеркальным слоем и/или под ним наносится прозрачный слой (4) и на этот прозрачный слой наносится, по меньшей мере, один слой металлических или сильно хромофорных частиц или наночастиц (5), или их химические предступени, или металлическая тонкая пленка.
На поверхность материала, в частности материала-основы, нанесены несколько тонких слоев толщиной предпочтительно менее 800 нм, особенно предпочтительно менее 500 нм, причем один слой или его граница может, по меньшей мере, частично отражать электромагнитные волны (зеркальный слой). Над этим зеркальным слоем и/или под ним нанесен нанометрически тонкий промежуточный слой толщиной предпочтительно менее 800 нм. Другой слой образован металлическими или сильно хромофорными частицами, или их химическими предступенями, или металлической тонкой пленкой толщиной менее 50 нм.
Многослойная структура нанесена либо непосредственно на поверхность материала-основы, либо также на пластинчатые в большинстве случаев пигменты, которые, в свою очередь, могут быть связаны поверхностью с материалом-основой.
Эта структура может быть, при необходимости, покрыта заодно известной защитной пленкой и/или слоем со светорассеивающими свойствами. Этот светорассеивающий слой содержит, например, светорассеивающие частицы, например латексные частицы, которые имеют обратнорассеянный цвет от белого до беловатого и становятся прозрачными за счет их расплавления в слой.
В качестве материала-основы рассматриваются бумага, гладкий картон, гофрокартон, пигментные частицы, пленки, отлитые под давлением пластмассовые детали, металл, керамические поверхности, лаковые или коррозионно-защитные слои.
Зеркальный слой является предпочтительно металлическим слоем или слоем из сильно хромофорных частиц, выбранных из группы, включающей серебро, золото, палладий, платину, медь, индий, алюминий, никель, хром, ванадий, молибден, вольфрам, титан, ниобий, тантал, цирконий, олово, германий, висмут, сурьму или кремний, или из другого проводящего материала, их соединений, сплавов или предступеней.
Прозрачный, нанометрически тонкий промежуточный слой состоит предпочтительно из слоя фторида кальция, фторида магния, фторида бария, или из кварца, или из полимерных слоев. Поры пористого или пенообразного полимерного промежуточного слоя могут быть заполнены газом, предпочтительно воздухом.
Третий слой из металлических или сильно хромофорных частиц состоит предпочтительно из элементов или соединений, выбранных из группы, включающий серебро, золото, палладий, платину, медь, индий, алюминий, никель, хром, ванадий, молибден, вольфрам, титан, ниобий, тантал, цирконий, олово, германий, висмут, сурьму или кремний, или из другого проводящего материала, их соединений, сплавов или предступеней.
Под соединениями понимаются соответственно преимущественно металлические соли, такие как оксалаты, карбонаты, формиаты, ацетаты, гидроксиды, фосфаты или гидрофосфиты. Если используются металлические соли, то к ним могут добавляться восстановители или окислители.
В качестве восстановителей рассматриваются соли муравьиной кислоты, щавелевой кислоты, восстановительные азотно-водородные соединения, такие как гидразины, или неорганические восстановители, такие как оловянные (II) соли, гипофосфиты, дитиониты или бороводородные соединения.
В качестве окислителей рассматриваются пероксиды, перкарбонаты, пербораты, нитраты, хлораты, перхлораты или аналогичные бромовые соединения. Поэтому такие добавки предпочтительно могут активироваться лазером.
При этом под воздействием тепла или света (предпочтительно лазерного света) образуются наночастицы или низшие оксиды металлических соединений.
Вся структура под воздействием света, в первую очередь лазерного света или другого источника света достаточной силы, или за счет прямого контакта или сильного приближения к горячим объектам пространственно определенным и структурированным образом изменяется по цвету, причем за счет изменения структуры нанослоев, или упорядочивания, или переупорядочивания наночастиц или части частиц становятся видны любые знаки, буквы, цепочки знаков, узоры, линии, рисунки, символы или графическая информация.
Число металлических или сильно хромофорных частиц может достигаться за счет термического изменения или растворения металлических частиц, предпочтительно с помощью высокоэнергетического лазерного света в бесцветные продукты, предпочтительно за счет твердых и разжижаемых лазером кислот или щелочей или активируемых лазером окислителей в слое.
Слои могут содержать также поглощающие лазерный свет добавки, причем добавками являются предпочтительно содержащие карбоксильные группы молекулы.
Упорядочивание или переупорядочивание покрытых частиц или части частиц может осуществляться также, в частности, за счет термического или механического изменения слоев, например тиснения.
Многослойная структура, состоящая предпочтительно, по меньшей мере, из трех слоев, вызывает за счет оптического резонансного усиления поглощения наночастиц отражающей электромагнитные волны границей раздела фаз, или зеркалом, или слоем из материала (2/3) с достаточно высоким показателем преломления сильное окрашивание объекта, причем достигается оптическое двухмерное окрашивание/структурирование материала лазерным светом или другим локальным источником тепла.
При этом в противоположность пигментным краскам результирующий цвет в заявляемой структуре зависит от расстояния металлических частиц до границы раздела фаз и от показателя преломления материалов, а не от собственного цвета частиц.
Вне зависимости от любого основанного на интерференции окрашивания этот эффект возникает только в присутствии большей частью металлических наночастиц на намного более тонких нанометрических слоях и проявляется только в случае сильно поглощающих свет частиц.
Изобретение основано на печатающей системе нового типа, которая позволяет надписывать материалы непосредственно теплом или светом, предпочтительно лазерным светом.
В противоположность лазерной или струйной печати или аналогичным методам печати краска или ее предступень уже интегрирована в виде нанослоя в материал и лишь локально и целенаправленно изменяется лазерным светом.
Лазерное выполнение надписей на пленках, бумаге, природных камнях, кафеле, керамике, эмалированных поверхностях, пассивированных анодированных, лакированных или снабженных прозрачным покрытием металлах с использованием наночастиц и нанометрических тонких слоев, с помощью которого можно оптимальным образом достичь, в частности, окрашивания поверхностей, фасадов, сантехнической и уличной керамики, украшений, а также кузовных листов или отделочных элементов, отличается от остальных, основанных на пигментах, окрашиваний множеством особенностей:
- регулируемый оттенок;
- все цвета одинаковой химии;
- стойкость к выцветанию под воздействием света;
- небольшой расход материала (слой толщиной в нанометровом диапазоне по сравнению с пигментными слоями в микрометровом диапазоне);
- при желании элегантный внешний вид с металлическим отливом;
- низкая токсичность за счет небольшого расхода материала и большого выбора используемых химикалий;
- комбинация видимых и невидимых элементов (в первую очередь, в инфракрасной области спектра);
- возможность машинного чтения;
- исключительная термическая активность;
- возможность комбинирования со штрихкодом и наклейками;
- интеграция элементов, реагирующих изменением цвета на внешнее воздействие, такое как температура или влажность.
Также использование на открытом воздухе ежедневно подвергаемых воздействию света продуктов, таких как печатная продукция, бумага или пленки, можно рассматривать благодаря стойкому к выцветанию окрашиванию как важную область применения нового продукта.
Важно, что сам материал-основа создает оптический эффект за счет локального изменения многослойной структуры, называемой также резонансным слоем, в результате воздействия лазерного света или локального тепла, и для этого не требуется наносить никаких пигментов, как в лазерном, струйном или термальном принтере, что приводит к цветам с оптическими 2D/3D-микроструктурами.
В одном типичном применении для окрашивания можно использовать также связь, отделение или создание большей частью металлических частиц, в частности наночастиц.
Также изменение толщины промежуточного слоя преобразуется за счет резонансного усиления наночастиц структурированными слоями с показателями преломления в хорошо видимый оптический сигнал.
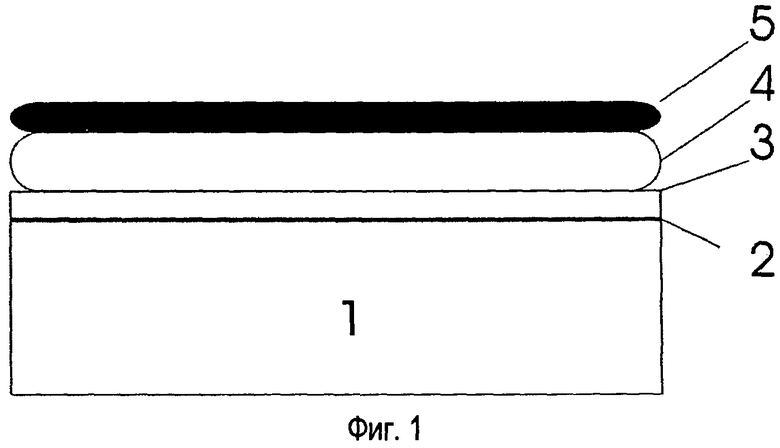
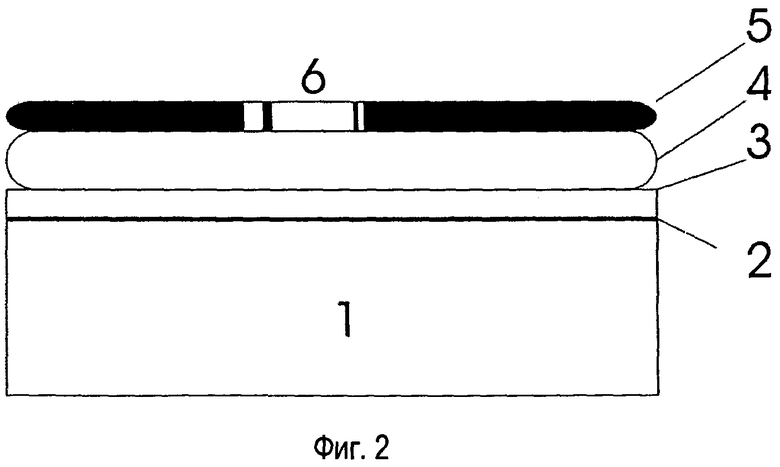
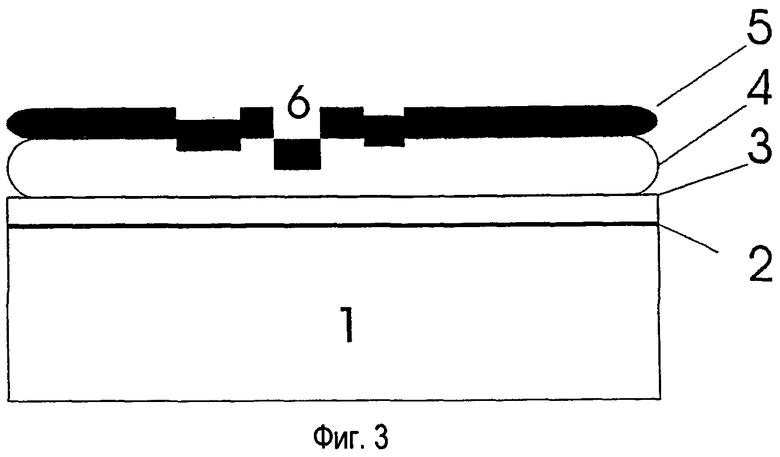
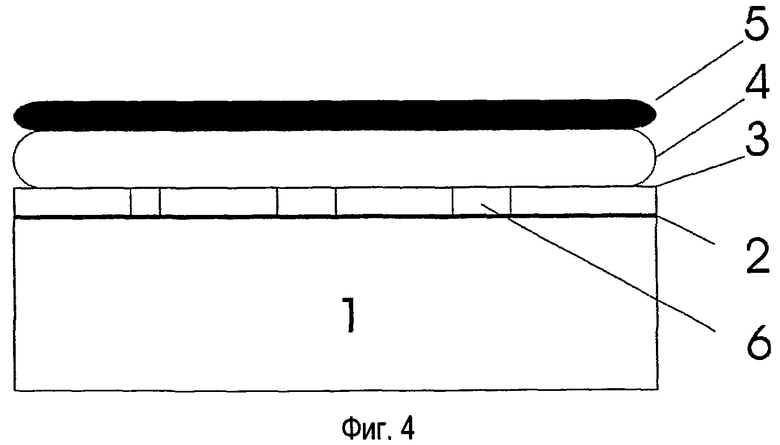
На фиг.1-4 изображены предложенные структуры. На них поз. 1 обозначен материал, поз. 2 - поверхность материала, поз. 3 - тонкий слой (тонкие слои), поз. 4 - дистанцирующий слой, поз. 5 - металлические или сильно хромофорные частицы или их химические предступени, поз. 6 - оптическая информация (знаки, цепочки знаков, символы, фигуры, линии, рисунки).
Структура состоит, по меньшей мере, из, по меньшей мере, частично светоотражающей поверхности материала-основы, дистанцирующего слоя, слоя частиц и, при необходимости, покрывного слоя.
Для достижения четкого окрашивания диаметр наночастиц выбирается предпочтительно меньше 50 нм, особенно предпочтительно меньше 40 нм.
Для широкополосного поглощения могут использоваться также большие и асимметричные частицы.
Вместо слоя частиц можно использовать тонкую, по существу, более или менее сплошную металлическую пленку толщиной менее 40 нм.
Изменение плотности покрытия слоя частиц в молекулярном масштабе или изменение в пространственном расположении связанных наночастиц в материале приводит к характерным изменениям оптического проявления поверхности.
Металлические или металловидные пленки со средним диаметром наночастиц менее 500 нм, предпочтительно менее 100 нм, особенно предпочтительно менее 40 нм, имеют сильно узкополосные минимумы отражения, спектральные положения которых крайне восприимчиво зависят от пространственного расположения, в частности от расстояния до границ раздела фаз. (Очень большие частицы рассеивают больше, чем поглощают.)
Такая структура может сама преобразовывать даже минимальные изменения покрытия поверхности с наночастицами, строения границы раздела фаз материал/тонкий слой или показателей преломления в четко различимые изменения цвета, т.е. либо в изменение экстинкции при определенной длине волны, либо в спектральный сдвиг максимума поглощения.
В смысле структуры здесь можно наблюдать особый эффект. В то время как поглощение хромофоров не зависит от угла рассмотрения, спектральный минимум отражения резонансных слоев более или менее сильно смещается с углом наблюдения. Поэтому покрытый согласно изобретению предмет изменяет свой цвет в зависимости от угла наблюдения. В зависимости от структуры это может быть желательным или поддерживаться почти невидимым за счет адекватного выбора компонентов.
Согласно изобретению создаются, изменяются или разрушаются, в первую очередь, наночастицы.
Согласно изобретению использованы зеркальный слой или только отражающая поверхность, дистанцирующий слой толщиной несколько десятков, максимум несколько сотен нанометров, и на них металлические или хромофорные слои предпочтительно в несколько нанометров с массовой толщиной 1-20 нм.
Только таким образом лазер в имеющееся в распоряжении время (обычно в диапазоне микросекунд или менее) может химически полностью изменить слой так, что резонансный цвет визуально изменяется. «Массивные» слои в диапазоне 50 нм или более приводят к сильному собственному нагреву материалов, который, например, в случае бумаги вызывает «надписывание выжиганием» с соответствующим количеством отходящих газов и токсикологически опасными продуктами.
Согласно изобретению печатная система позволяет избежать этой проблемы за счет использования сильно хромофорных резонансных структур и обеспечивает процесс письма в условиях офиса за счет химического превращения частей структуры без заметной отдачи газообразных продуктов. Помимо изменения толщины резонатора, растворения частиц и изменения зеркала наночастицы предпочтительно получают из бесцветных предступеней.
Получение наночастиц создает затем только in situ резонансный оттенок после реакции бесцветного или слабоокрашенного слоя прекурсорных соединений.
В качестве примера здесь можно назвать превращение ацетата серебра в темные оксидные пигменты, превращение солей висмута, таких как оксалат висмута, основный карбонат висмута или основный нитрат висмута, в черные, желтые, оранжевые или коричневые пигменты, превращение оксалата никеля или оксалата кобальта в черные или темноокрашенные оксиды, превращение неустойчивых медных соединений в оксиды меди или металлическую медь.
Прозрачный слой, в частности его толщина, за счет термического изменения, вспенивания, сшивания или термического коллапса может регулироваться предпочтительно с помощью лазера или термическим путем.
Все эти реакции протекают при температурах ниже 400°С, предпочтительно примерно при 250°С. Крайне реактивные соединения, показывающие химическое превращение уже при 120°С или ниже, сначала не используются, поскольку они оказывали бы негативное влияние на необходимую долговременную стабильность материалов.
На стабильные поверхности резонансный слой может быть нанесен непосредственно, а бумага и большие, в частности 3-мерные, объекты покрываются мелкими частицами с описанной выше структурой.
Эти частицы, на которые нанесена многослойная структура, предпочтительно имеют размер максимум 3 мм, особенно предпочтительно 0,5-60 мкм, и представляют собой предпочтительно плоские металлические частицы или неорганические пластинки, такие как слюда, каолин, тальк или стекло.
Однако бумага также может быть непосредственно снабжена цветовым эффектом, а целлюлозное волокно - смесь карбоната кальция - покрывается зеркальным, дистанцирующим слоями и слоем наночастиц, и наблюдаемые цвета являются вполне весьма интенсивными и красочными.
При использовании частиц в качестве основы многослойной структуры для нанесения на бумагу, гофрокартон или гладкий картон применяются обычные в бумажном производстве способы покрытия бумаги, в частности последних этапов покрытия бумаги. Такие способы покрытия бумаги известны специалисту из уровня техники.
Независимо от материала-основы предпочтительно связывать частицы с поверхностью покрытого материала с помощью адгезива, например клея на основе крахмала или биологически совместимых и/или разлагаемых полимеров. Такие адгезивы известны специалисту из уровня техники.
Дополнительное покрытие поверхности осуществляется материалом, который способен поглощать энергию лазера, направлять тепло дальше в слой наночастиц или их прекурсоров и защищать всю структуру. При длине волны используемого лазера, например, 10 мкм этот слой должен иметь толщину несколько мкм, чтобы энергия лазера могла поглощаться с максимальной интенсивностью.
Многие полимеры, например поливинилпирролидон, поливинилацетат, сополимер поливинилпирролидона и поливинилацетата, целлюлоза и ее производные, такие как простые или сложные эфиры, крахмал и его производные, вплоть до эпоксидных и алкидных смол, подходят для выполнения долговременных надписей на металле и пластиковых поверхностях. Предпочтительно применяются полистирол, поливинилацетат, сложные или простые эфиры целлюлозы, другие виниловые полимеры, акрилаты, метакрилаты, полиалкидные смолы или их смешанные полимеры или смеси, особенно предпочтительно полистирольный латекс.
Слои частиц наносятся либо непосредственно на материал, либо сначала на пигментные частицы посредством химических процессов, напыления, катодного распыления, адсорбтивного осаждения из раствора, ковалентной связи из раствора, поверхностно-каталитических способов, напыления или печати известными способами, такими как флексопечать, глубокая печать, трафаретная печать, офсетная печать, цифровая печать, попутное или встречное валковое нанесение, нанесение поливом и т.п.
Затем пигментные частицы принятыми в данной области способами переносятся на поверхность запечатываемых объектов и связываются там.
Материалом этих частиц являются большей частью коррозионностойкие металлы, такие как золото, серебро, палладий, медь, никель, хром, олово, титан, тантал, ниобий, вольфрам, молибден, висмут, сурьма, германий или кремний.
Вследствие дороговизны или нестабильности могут ограниченно применяться другие металлы, например алюминий.
Менее благородные металлы могут найти применение с защищающей от коррозии защитной пленкой, например, из оксида алюминия, оксида титана, оксида олова, кварца, прочносцепленные оксидирующие пленки или полимеры, слои из (поли)карбоксилатов, (поли)фосфатов, (поли)фосфонатов.
За счет своей толщины эти слои могут, разумеется, влиять на цвет или показатель преломления пленки защитного материала.
По существу, с разным качеством цвета могут служить также любые другие металлы и сплавы любого рода или цветные частицы подходящего размера и с подходящим (предпочтительным образом большей частью стабильным) оптическим поведением, например преципитаты из порфиринов, фталоцианинов и т.п.
Предпочтительно применяемые в многослойных структурах металлы или их соли могут быть получены в очистной установке в процессе рисайклинга, предпочтительно до 80%.
Согласно изобретению для получения печатного изображения все материалы структуры могут быть термически-оптически модифицированы, и так изменяют либо зеркало расстояние между наночастицами зеркала, либо их число над дистанцирующим слоем или под ним, чтобы достичь нужных цветовых эффектов.
Достигаемый согласно изобретению технический эффект заключается в следующем:
- формоустойчиво, без выцветания запечатанные бумаги, пленки и поверхности материала;
- создание и изменение цвета за счет локальной лазерной энергии или теплопередачи;
- произвольно выбираемые цвета без пигментов;
- структура из нанометрически тонких слоев.
Необходимые для термического надписывания источники света имеют предпочтительно небольшую расходимость лучей, небольшую ширину линий/полосы (небольшая ширина линий является частотной чистотой созданного излучения), высокую плотность энергии (за счет сильной направленности и самоусиления лазерных лучей в резонаторе) и большую временную и пространственную когерентность. Таким образом, в качестве источников света подходят, в первую очередь, лазеры. Также могут использоваться и другие источники света после подходящей оптической подготовки (светодиоды, высокоэнергетические ртутные лампы или металлический пар и т.п.), однако они имеют большей частью слишком малую плотность энергии. Термическое создание эффекта за счет горячих поверхностей также возможно и аналогично термопринтерам может осуществляться с небольшой скоростью.
Возможными типами лазеров являются твердотельные, полупроводниковые, жидкостные, газовые и химические лазеры. По физическому принципу различаются лазеры с оптической накачкой, газоразрядные лазеры и химические лазеры, в которых энергия накачки создается за счет химических процессов.
В качестве старейшего типа лазеров известны твердотельные лазеры, однако они имеют низкое качество лучей. Важнейшими твердотельными лазерами являются рубиновый лазер, Nd:YAG-лазер и лазер на Nd-стекле.
Полупроводниковые лазеры, светодиоды, криптоновые дуговые лампы и галогенные лампы подходят для CW-режима, а ксеноновые лампы-вспышки подходят, в частности, для импульсного режима.
Лазер на парах меди является самым известным представителем серии лазеров на парах металлов, имеющих аналогичные эксплуатационные данные (лазеры на парах свинца, кальция, золота, марганца, таллия, индия). Всем этим системам присуще то, что они имеют довольно высокие температуры и могут эксплуатироваться только в импульсном режиме, зато имеют очень высокий коэффициент усиления и отчасти также высокий кпд.
Преимуществом полупроводниковых лазеров является высокий кпд, для работы необходимо лишь небольшое постоянное напряжение, лазерные диоды очень малы, имеют очень большой срок службы (до миллионов рабочих часов) и подходят для непрерывного, периодического и импульсного режимов.
Группа газовых лазеров очень велика - для лазерного излучения подходят самые разные газы. Этими газами заполняются газоразрядные трубки длиной 10-200 см. Накачка этих лазеров происходит, главным образом, за счет высоковольтного разряда электродов. Разрядные токи могут составлять от нескольких мА до 100 А. Примером в том числе является гелий-неоновый лазер.
В ионном лазере в качестве активной среды используется газ, например аргон или криптон. Лазерное излучение происходит, однако, не от нейтральных, а от ионизированных атомов. Особый интерес представляет лазер, работающий с трехкратно ионизированным кислородом. Помимо некоторых ультрафиолетовых линий существует сильный лазерный переход с желто-зеленой областью при 559 нм. Эта линия отличается в импульсном режиме очень большим усилением.
Эксимерный лазер получил свое название от английского выражения «excited dimer», что означает «возбужденная двухатомная молекула». При отсутствии возбуждения эти молекулы распадаются и отдают свою энергию в виде лазерного излучения. Наиболее часто для этого типа лазера используются соединения атомов благородных газов с галогенными атомами, например фторид аргона, фторид криптона и хлорид ксенона. Эксимерные лазеры являются мощными импульсными лазерами с длинами волн в ультрафиолетовой или синей области спектра. С их помощью можно достичь холодной резки человеческих тканей, т.е. резки тканей без их нагрева.
Другим лазером является, например, СО2-лазер.
Лазер на оксиде углерода (СО2-лазер) является электрически возбуждаемым газовым лазером. Наряду с твердотельными лазерами он относится к наиболее часто используемым в промышленности и наиболее мощным лазерам.
Молекулы N2 возбуждаются в резонаторе газовым разрядом. В этом возбужденном состоянии молекулы N2 могут оставаться очень долго (≈1 мс), и тем самым существует высокая вероятность того, что они будут сталкиваться с молекулами СО2 и возбуждать их. Типичная выходная мощность составляет 10-15 кВт. Такой лазер используется, в первую очередь, для обработки материалов. Излучение таких СО2-лазеров является линейно-поляризованным. С помощью относительно простой техники достигается очень высокая выходная мощность при высоком кпд, а за счет их высокого показателя преломления - также высокое отражение, так что они могут использоваться в качестве выходных зеркал.
Helix TEA-лазер является поперечно возбужденным, работающим при высоком давлении СО2-лазером.
Длина волны СО2-лазера лежит в инфракрасном диапазоне и поэтому иначе, чем в Nd:YAG-лазерах или диодных лазерах, не может направляться в стеклянных волокнах.
Основной конструктивной формой нанопишущих лазеров являются СО2-лазеры с диффузионным охлаждением. В них использован высокочастотный плазменный разряд между расположенными близко друг к другу пластинами, которые в то же время вызывают охлаждение за счет диффузии. Луч проходит несколько раз возвратно-поступательно между зеркалами, вывод происходит на укороченном конце одного из зеркал. Они часто называются также щелевыми лазерами. При небольших мощностях до 300 Вт луч проходит вдоль двух вытянутых электродов, однако в этих лазерах не происходит газообмена. В импульсном режиме с короткой длительностью импульсов (0,01-1 мкс) можно при небольших мощностях отказаться от охлаждения и добавки гелия. Такие TEA-СО2-лазеры (от англ. transversal excited atmospheric pressure - лазеры атмосферного давления на оксиде углерода с поперечным возбуждением) питаются, например, от генераторов Маркса и построены в виде генератора Блумлайна. Они имеют поперечное возбуждение и работают также при нормальном давлении.
Используемые в диапазоне мощности 500 Вт-15 кВт СО2-лазеры с продольной прокачкой наиболее распространены. В лазерах с «медленной прокачкой» происходит только газообмен, а охлаждение происходит за счет диффузии на стенках трубки. Газовая смесь, заполняющая лазеры «с быстрой продольной прокачкой», подвергается циркуляции с целью газообмена и охлаждения с помощью дополнительного насоса (насос Рута или турбина). При очень высоких мощностях разряды и поток газа осуществляются поперек направления луча (СО2-лазер с поперечной прокачкой), так что возможен особенно быстрый газообмен. Однако из-за необходимого снабжения газом лазеры с накачкой нецелесообразно использовать в качестве нанопринтерных лазеров.
Нанопринтерная лазерная система содержит предпочтительно, по меньшей мере, один запаянный СО2-лазер, который создает интенсивное и невидимое излучение с длиной волны 10,6 мкм в инфракрасном диапазоне.
В соответствии с распоряжением ВОЗ лазеры делятся с 1977 г. на 5 разных классов. Чтобы система соответствовала классу 1 (лазерный луч безвреден), она должна иметь в том числе следующие защитные признаки.
Вся система полностью заключена в защитный корпус. При нормальном применении он полностью закрывает лазерный луч. Система содержит защитную блокировку. При открывании корпуса лазерный луч гаснет.
При ненадлежащем обращении с лазерной системой она выключается посредством технических устройств, поскольку лазерный луч может вызвать физические ожоги и тяжелые повреждения глаз. При попадании лазерного луча в глаз превышается максимально допустимая температура, и расположенные близко друг от друга зрительные ячейки (колбочки) втягиваются в сетчатку, где они разрушаются лазерным лучом.
Лазерный луч может привести к воспламенению горючих материалов и вызвать пожар. Поэтому лазерная система никогда не эксплуатируется без постоянного контроля за счет внутренних датчиков.
Правильно конфигурированный, установленный, обслуживаемый и работоспособный фильтр является условием использования лазерной системы. Пары и дым в процессе письма минимальные, поскольку при этом речь не идет о процессе гравировки технологическими газами, однако незначительный съем материала должен быть предотвращен, если нужно, активированным угольным фильтром.
Применение непригодных для лазерного принтера материалов может вызывать токсичные и едкие пары.
Внутри электронных и лазерных установок имеются опасные напряжения. Во вмешательстве в машину при нормальном использовании нет необходимости, и это технически предотвращено.
В системе размещены защитные наклейки. Они видны только тогда, когда корпус открыт с применением силы. Кроме того, одна - на лазерной трубке прямо рядом с выходным отверстием лазера, а также на верхней стороне трубки. Эти наклейки видны только тогда, когда лазерная трубка освобождается или вынимается, и в нормальных эксплуатационных условиях не видны.
Температура помещения должна составлять 17-27°С. Влажность воздуха должна составлять менее 70%.
Лазерная система является единственным блоком выдачи-лазерным принтером, блоком выдачи на растровой основе, а также струйным принтером, принтером BubbleJet и матричным принтером или плоттером (блок выдачи на векторной основе). Отличие в том, как формируются знаки и другая графика. Растровый принтер совершает возвратно-поступательное движение для формирования знака, тогда как векторный плоттер следует контуру знака. Лазерная система использует как растровые, так и векторные движения. Драйвер принтера лазерной системы взаимодействует непосредственно с Windows, Unix (Linux,…) или аналогичными прикладными программами, чтобы посылать правильное изображение на лазерную систему.
Лазерная система является блоком выдачи точно так же, как принтер или плоттер. После формирования графики в компьютере ее распечатывают таким же образом, как если бы она печаталась на лазерном принтере или плоттере. Эта информация передается по кабелю (обычно USB) на лазерную систему, а затем сохраняется в ее оперативной памяти. Как только пользователь загрузит файл полностью или частично в память, начнется его обработка.
Единственное важное отличие между обычным лазерным принтером и нанопринтером состоит в том, что драйвер принтера лазерной системы дополнительно может управлять энергией принтера.
Интенсивностью лазера можно управлять чисто в черно-белом цвете, или она контролируется за счет того, что для каждой используемой при графическом черчении краски назначает процент интенсивности 0-100%. Поскольку лазер пропорционально пульсирует или управление его интенсивностью происходит иначе, этот процент отражает, как долго длятся лазерные импульсы или как велика интенсивность лазерного света. В принципе, регулирование интенсивности относится непосредственно к тому, насколько глубок цветовой эффект.
Регулирование скорости посредством гальванозеркала, вращающегося зеркала и подачи среды позволяет контролировать, как быстро система перемещения работает относительно максимальной скорости системы. Например, 100% скорости равны 100 см, а 10% скорости - 10 см. При письме - это скорость, с которой лазерный луч движется по среде. Высокая интенсивность и большая скорость вызывают такие же эффекты, что и низкая интенсивность и медленная скорость при меньшей скорости печати системы. В растровом режиме значение ppi (число лазерных импульсов на дюйм) соответствует типичным значениям dpi (число точек на дюйм) принтера.
Небольшие значения импульсов при очень высокой энергии приводят к перфорированию бумаги, а это нежелательно, поскольку в этом случае образуются токсичные газы, требующие соответствующего отсоса.
Для отклонения лазерного луча большей частью используются вращающиеся зеркала, Q-выключатели или различные виды гальванометров (гальванометры без обратной связи и с обратной связью). От компьютера гальванометр получает напряжение - возникает короткий пик напряжения, который очень быстро ускоряется. Передаваемое датчиком на компьютер положение непрерывно сравнивается. Если ось находится в нужной точке, то в течение нескольких наносекунд полярность гальванометра меняется, т.е. подается короткий тормозной импульс, который резко останавливает ось. Избыточные колебания исключены, а скорость вращения существенно повышается. Бланкирование лазерного луча (blanking) может осуществляться с помощью зеркал, Q-выключателей или гальванометров, в противном случае с помощью вращающихся зеркал или гальванометров можно выполнять лишь замкнутые линии или рисунки. Чтобы затемнить эти пиксели и линии, используется большей частью дополнительный гальванометр, используемый в качестве модулятора (Shutter-Galvanometer). Этот гальванометр располагается между отклоняющими блоками и лазером. Компьютер посылает затем, при необходимости, сигнал на Shutter-Galvo, который поворачивается в ход луча лазера и тем самым прерывает луч. Лазерный луч должен быть таким, чтобы его можно было очень быстро затемнить и открыть с помощью бланкирующего гальванометра (Blanking-Galvo).
Лазерный эффект: в настоящее время невозможно представить себе обработку самых разных материалов без лазера, поскольку эти инструменты имеют много преимуществ: лазерные лучи могут обрабатывать небольшие, четко ограниченные места, лазерные приборы имеют возможность хорошего точного программирования, лазерные установки обладают очень хорошей воспроизводимостью, т.е. имеют минимальные допуски, лазерные лучи не имеют износа, поэтому они очень выгодны; с помощью лазеров осуществляются, например, сварка и пайка, причем, прежде всего, используется то свойство, что для этого нагреваются очень маленькие участки; выполняется также резка и сверление (импульсными лазерами) для диаметров менее 0,5 мм, а также лазерное выполнение надписей - очень быстро, с относительно небольшими затратами и с очень хорошим качеством.
С физической точки зрения взаимодействие между излучением и материалом делится на четыре категории: нагрев, плавление, испарение и ионизация. Какую из этих категорий использовать, зависит как от применения (сварка, пайка, резка, сверление, выполнение надписей), так и от материала. Чтобы получить четкий контур маркировки, необходимо препятствовать расширению зоны теплового воздействия. Это достигается за счет очень высокой плотности энергии, благодаря чему материал нагревается в течение наносекунд.
При изменении цвета пластиков маркировка достигается без ухудшения качества поверхности за счет локального изменения цвета. За счет подходящего выбора пластика в сочетании с длиной волны лазерного света при облучении достигается изменение цвета. В соответствии с выбором материалов этим способом можно выполнять маркировки разного цвета. Далее, также в случае пластиков существует возможность создания черно-белых маркировок за счет съема материала. Например, могут удаляться светонепроницаемые слои, и может открываться прозрачный материал-основа. Благодаря этому могут быть созданы маркировки, различимые за счет падения света спереди и освещения сзади. Другой возможностью является нагрев пластика лазером, в результате чего возникает наплыв. Этот наплыв сохраняется также после охлаждения и представляет собой тем самым маркировку. Эти высокотемпературные эффекты создают, однако, токсичные газы, приводят к изменениям материала и при офисной эксплуатации нежелательны или неприемлемы. Нанопринтер позволяет достичь желаемых эффектов в нанотонких слоях без массивных выделений продуктов удаления.
Пластики могут обрабатываться с существенно меньшими мощностями, чем металлы. Причина этого заключается в характере поверхности металлов, которые в чистом состоянии могут иметь коэффициенты отражения 90-100%. Кроме того, при обработке материалов большую роль играет теплопроводность и температура плавления металла. Чем выше температура плавления, тем сложнее лазерная обработка.
Какой тип лазера использовать для обработки, зависит также от диаметра фокального пятна, фокусируемого посредством подходящей оптики для достижения более высоких плотностей мощности и более тонкой обработки. He-Ne-лазеры могут фокусироваться примерно на 1 мкм, Nd:YAG-лазеры - на 5 мкм, а СО2-лазеры, которые представляют собой наиболее используемую для обработки материалов группу лазеров, - примерно на 25 мкм. Длительность импульсов также должна учитываться при выборе лазера, поскольку, прежде всего, сверление и резка были бы невозможны без импульсных лазеров, большей частью Nd:YAG-лазеров.
При высокой мощности лазера в любом случае возникает область испарения, к которой примыкают зона плавления и нагретая зона. В зависимости от применения деталь обрабатывается импульсным или непрерывным лазером определенной мощности и с определенным фокусированием луча.
Общее энергопотребление системы получается, в первую очередь, из мощности лазера плюс отходящее тепло, а энергопотребление подачи, напротив, незначительное, дополнительный процесс фиксации тонера теплом сначала не предусмотрен, однако может быть комбинирован со способом. Поэтому прибор потребляет энергию, в первую очередь, в режиме непосредственной печати. Типичные лазерные принтеры имеют в настоящее время мощность в режиме «stand-by» 5-30 Вт и дотягивают в режиме печати до 1000 Вт. Нанопринтер может и здесь заметно выделяться на фоне существующих способов печати за счет меньшего энергопотребления и отсутствия какого-либо времени нагрева вплоть до первого листа.
Благодаря возрастающему объему упаковывания продуктов и связанной с этим специфической для них маркировке приобретает значение перфорация упаковок (приспособления для разрыва, отрыва или разделения). Излучение СО2-лазера обеспечивает гибкие, быстрые и точные перфорирование и резку самых разных материалов без остатков на заготовке, например тонких полимерных и композитных пленок, ламинатов, текстиля и бумаги. Этот режим в качестве дополнительной опции может быть интегрирован в нанопринтер.
В качестве реактивных слоев согласно изобретению могут использоваться любые слои структуры, способствующие окрашиванию. При этом, в частности, следует обратить внимание на интеракцию с лазером, чтобы оптимально использовать необходимую энергию и тем самым максимизировать скорость письма.
СО2-лазер может быть настроен на длину волны 10,6 мкм (стандартная настройка) или близко к 9,6 мкм. Эта длина волны заметно лучше поглощается силикатами и аналогичными структурами (отличие более чем на порядок). Nd:YAG-лазер (1,06 мкм) также может использоваться, однако требует применения дополнительного хромофора для направленного ввода энергии. Трансформация пористого SiO2-гелевого слоя в прочный силикатный слой с заметным уменьшением толщины (цветовой эффект) может быть создана поэтому, например, горячим воздухом, горячими поверхностями (штемпель, пин) или энергией СО2- или Er:YAG- или Ho:YAG-лазера (лазера на иттриево-алюминиевом гранате). Чтобы оптимально поглощать энергию лазера в слое, в материал может быть добавлен краситель, предпочтительно неорганическая соль в количестве 0,1-5 мас.%, причем возможными хромофорами являются соли меди, хрома или редкоземельные элементы.
Согласно изобретению для нормальной офисной эксплуатации используются лазеры мощностью до 300 Вт. Более высокие мощности используются для промышленного применения, например для выполнения надписей на производственных линиях, например на упаковках, или на полиграфических предприятиях.
Подходящие устройства и пишущие системы приведены в формуле изобретения.
Нижеследующие примеры описывают техническую реализацию, не ограничивая ее.
Пример 1
Поверхностно-усиленный цветовой эффект
На бумажной поверхности методом ионного распыления сначала осаждается серебряная пленка толщиной 45 нм. Затем напылением в глубоком вакууме наносится слой кварца, фторида магния, фторида кальция или аналогичный прозрачный слой. При этом бумага в глубоком вакууме освобождается от приставшей воды (содержание воды до 5% требует длительного времени предварительной накачки). Подогрев бумаги может резко сократить процесс накачки. После этого термическим путем посредством вольфрамовой, молибденовой или танталовой лодочки или электронного луча (при необходимости также с плазмой постоянного тока) может быть испарен нужный материал слоя 3, большей частью также серебро. При этом температура поверхности бумаги не должна превышать 200°С во избежание термического разложения бумажной матрицы. Массовая толщина напыленного или осажденного ионным распылением серебряного слоя составляет обычно 3-10 нм, причем по мере возрастания толщины слоя цветная печать смещается от широкополосного спектра через один или несколько резких спектральных полос в направлении впечатления металлических поверхностей. Для достижения оптимального окрашивания золото или серебро может быть нанесено, например, массовой толщиной 5 нм в течение 10 с при силе тока около 10 мА/дюйм2 и давлении аргона 0,1 мбар. Часто для золотого слоя требуется промотор адгезии. Золото может быть также заменено другими коррозионно-стойкими металлами.
Пример 2
Эффект цветного слоя на пленках
Аналогично примеру 1 вместо бумаги может использоваться любая термостойкая пленка. РЕТ-, PEN-, РР- или РЕ-пленки нашли широкое промышленное применение. Однако, в принципе, может применяться любой материал-основа. В частности, проблемы адгезии на некоторых поверхностях, например РЕ или РР, делают необходимой предварительную обработку пленки посредством коронного разряда, опаливания, стравливания или плазмой.
Пример 3
Цветовой эффект на материале с промежуточным слоем с более высоким показателем преломления
На поверхности бумаги, пленки, жести, пигмента (например, слюды) или пластика посредством реактивного напыления в глубоком вакууме или реактивного ионного распыления наносится слой оксида алюминия, оксида циркония, оксида олова, оксида титана, оксида ниобия или родственных материалов, таких как нитриды или оксинитриды. Большинство оксидов имеют эффективное отражение света на границе раздела фаз. Затем поступают, как в примере 1, и наносят слой материала с более низким показателем преломления, например фторид магния, фторид кальция, фторид бария. Дальнейшие действия осуществляются аналогично примеру 1.
Реактивное напыление и ионное распыление (большей частью оксидов, нитридов или оксинитридов) требуют точного контроля технологического газа для обеспечения необходимой стехиометрии материалов. В противоположность металлам ионное распыление чистых диэлектриков возможно только на специальных установках, большей частью импульсных установках переменного или постоянного тока, и с относительно высокой мощностью. Нитриды или оксиды распыляются большей частью примерно в 10 раз медленнее, чем соответствующие металлы.
Пример 4
Цветовой эффект с полупрозрачным зеркалом
На поверхность материала или пигмента химическим путем, посредством реактивного напыления в глубоком вакууме или ионного распыления сначала наносится неплотный слой частиц или очень тонкий прозрачный слой металла с подходящей адгезией и коррозионной стойкостью. Подходящими металлами здесь являются, например, золото (большей частью только с адгезионным слоем), серебро (умеренно стойкое и с плохой адгезией), палладий (стойкий, однако с плохой адгезией), лучше титан, ниобий, хром, никель, олово и т.п. Это осуществляется посредством ионного распыления или термического или электронно-лучевого испарения. Дальнейшие действия осуществляются аналогично примеру 1.
Пример 5
Другие способы нанесения
В принципе, во всех описанных применениях также возможно лакирование или печать наночастиц как в виде наночастиц (4), так и для изменения свойств границы раздела фаз поверхности (2) материала. Дальнейшие действия осуществляются аналогично примеру 1.
Пример 6
Цветной слой на лакированных металлических поверхностях
Стандартная фольга из высококачественной стали, латуни или алюминия структурируется аналогично примеру 1. Для достижения оптимальной адгезии материал сначала покрывается адгезионными силанами. Силан большей частью напыляется на оксидный слой и подвергается горячей сушке при 80-160°С. При этом силановые слои сшиваются.
Наночастицы могут наноситься также в виде металлических коллоидов из концентрированного раствора (>>100 мг металла/л) и связываются химически или адсорбтивно. Коллоидальные растворы небольшой концентрации большей частью непригодны для технических процессов, что обусловлено длительным технологическим временем. Коллоиды используются большей частью, будучи защищены полимерами или покрытыми стекло- или полимерообразным слоем толщиной 1-100 нм. Защитные полимеры частиц могут заряжаться так, что они с высоким сродством связываются с противоположно заряженной поверхностью тонкого слоя. Также гидрофобные силы притяжения могут найти здесь предпочтительное применение (тонкий слой (3) из синтетического лака+наночастицы золота/серебра/меди с покрытием гидрофобным монослоем тиола).
Пример 7
Поверхностная защита лаками
Изготовленные в соответствии с примерами 1-6 объекты покрываются лаком путем распыления, нанесения раклей или окунанием из раствора крахмала, полиакрилатами, полиметакрилатами, полиуретанами или эпоксидной смолой. Лак сушится и, если необходимо, отверждается при повышенной температуре. Точные условия отверждения следует выбирать в соответствии с данными производителя лака. Объект может быть также покрыт полимерным раствором посредством распыления, осаждения или окунания, после чего растворитель удаляется и пленка сшивается посредством ультрафиолетового излучения (например, акрилаты), электронных лучей или термическим путем.
Пример 8
Поверхностная защита золево-гелевым способом
Аналогичным образом объекты покрываются также золево-гелевыми лаками, которые подвергаются горячей сушке обычно при температурах 200-800°С. Типичным сырьем здесь являются металлаты титана (например, этоксилаты титана), тетраэтоксисилан, металлаты циркония или аналогичные соединения, которые, вступая в реакцию большей частью с водой, при гидролизе образуют сначала гидроксиды, а после термообработки - сшитые, химически-механически стабильные оксиды с хорошей поверхностной адгезией. Здесь может использоваться большое число стандартных продуктов. Толщина слоя лака составляет в зависимости от применения примерно от 100 нм до нескольких мкм.
Пример 9
Лазерное структурирование слоя
Изготовленные в соответствии с примерами 1-6 объекты изготавливаются с использованием термически или фотохимически сшиваемого лака. При этом на объект наносится либо поверхностная пленка 2, либо один из тонких слоев 3 заменяется реактивным лаком. Прежде всего, подходят изменяемые лазерным светом лаки и лаки предступеней наночастиц, которые под действием лазерного света превращаются в темно-металлические наночастицы. После этого на объекте с использованием инфракрасного излучения посредством оптической пишущей системы, например лазерного пишущего устройства, пространственно-определенным образом выполняется цветная надпись.
Этот процесс вызывает локальное изменение показателя преломления, и/или толщины тонких слоев 3, и/или числа наночастиц на поверхности 2 материала. Аналогичным образом материал может быть оптически изменен термическим, электрохимическим путем, посредством микроволн или электронных лучей. Названные процессы приводят к выполнению цветных надписей на поверхностях. Эта технология подходит для выполнения надписей in situ, в качестве замены термобумаги, для запечатывания пленок и, в частности, в качестве новейшей электронной бумаги (e-paper).
Пример 10
Реактивное выполнение надписей на поверхностях
Изготовленные в соответствии с примерами 1-7 объекты изготавливаются с использованием термически или фотохимически сшиваемого лака с реактивными свойствами (например, водоразбухаемого, температурно-реактивного и т.д.). При этом на объект либо наносится поверхностная пленка 2, либо один из тонких слоев 3 заменяется реактивным лаком. Прежде всего, подходят сшиваемые ультрафиолетовым светом гидрогели (поливинилпирролидоны, сшитые бисазидами), или ионизированные полимеры (сополимеры полиакриловой кислоты), или термореактивные полимеры, например поли-N-изопропилакриламид. Точные условия реакции сильно зависят от материала. Покрытый необходимыми слоями объект пространственно-определенным образом сшивается затем с использованием излучения лазерного принтера. Этот процесс приводит к выполнению цветных надписей на пленках с реактивными элементами, которые целенаправленно и с пространственным разрешением реагируют на температуру, влажность, рН-значение или другие окружающие переменные.
Пример 11
Слюдяные пигменты
50 г слюды с размером частиц около 10 мкм и 0,75 г сажи (средний размер частиц 15 нм или другой черный цветной пигмент) смешивают и перемешивают. Покрытую слюду суспендируют в 500 мл воды и добавляют, например, тетраэтоксисилан, трипропоксид алюминия, тетраэтоксититанат, раствор хлорида олова, раствор тетрахлорида титана или другие пленкообразователи. В случае использования галогенвысвобождающих химикалий рН-значение раствора должно поддерживаться постоянным за счет добавки оснований. После осаждения промежуточного слоя частицы отфильтровывают, промывают водой и сушат.
На пигменты наносят наночастицы или другие химические преобразовываемые лазером предступени.
Слюда может быть заменена также стеклянными пластинками, тальком, каолином или другими основами. Также могут использоваться волокнистые пигменты, такие как целлюлоза или полимерные волокна.
Пример 12
Покрытие реактивных слоев для образования наночастиц
Пигменты с промежуточным слоем (для регулирования нужного оттенка) покрываются растворимой металлической солью или суспензией мельчайших, размером предпочтительно менее 100 нм, частиц из группы металлов V, Cr, Mn, Fe, Co, Ni, Cu, Ag, Sn, Pb, C, Si, Ge и Bi. Процесс можно поддерживать за счет преципитации посредством изменения рН-значения, изменения растворителя или добавки аниона с преципитирующими свойствами.
Эти частицы либо сами хромофорные, либо в качестве прекурсора преобразуются предпочтительно лазером в оксиды или другие оксидированные соединения, например фосфаты хромофорного характера.
Чтобы обеспечить быстрый процесс лазерного письма, средняя массовая толщина в случае металлических частиц должна составлять около 5 нм, а в случае хромофорных частиц пропорционально их коэффициенту экстинкции - больше.
Пример 13
Покрывной слой
Частицы в примере 12 смешиваются с покрывающим средством, предпочтительно полимером, и наносятся на поверхность объекта. Затем в большинстве случаев наносится покрывной слой из другого, предпочтительно органического, полимера (при наружном применении, однако, также неорганическое, например золево-гелевое, покрытие). Толщина слоя покрытия составляет 0,1-100 мкм, предпочтительно 1-20 мкм. Покрывной слой служит не только для защиты цветных слоев, но и активно поглощает энергию лазера и направляется дальше в виде тепла или химической энергии на наночастицы или слой прекурсора.
Пример 14
Рассеивающий покрывной слой
Структура аналогично примеру 13 покрывается покрывным слоем из рассеивающего материала, выбираемого большей частью белым, который после воздействия лазерным лучом становится прозрачным, поскольку на короткое время расплавляется. Предпочтительно здесь используются наночастицы, например полистирола или аналогичного полимера, которые поглощают энергию лазера, направляют ее дальше, а затем образуют защитную покрывную пленку. Рассеивающий покрывной слой имеет толщину 1-100 мкм, предпочтительно 3-20 мкм.
Структура согласно изобретению поясняется с помощью чертежей - естественные или искусственные структуры для регулирования цвета обозначены цифрой 6.
Фиг.1 - строение тонкослойной структуры по п.1.
Фиг.2 - выполнение надписей на тонкослойной структуре за счет изменения оптической плотности покрывного слоя (5) посредством лазера или тепла.
Фиг.3 - выполнение надписей на тонкослойной структуре за счет изменения оптической плотности слоя (4) посредством лазера или тепла.
Фиг.4 - выполнение надписей на тонкослойной структуре за счет изменения оптической плотности отражающего слоя (3) посредством лазера или тепла.
Фиг.5 - строение тонкослойной структуры с пигментной промежуточной основой. Цветовой эффект достигается на пигменте при таком же нанометрическом строении, что и на фиг.1, и таких же эффектах, что и на фиг.2-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцветные золь-гель чернила для струйной печати радужных голографических изображений и способ их приготовления | 2016 |
|
RU2650138C2 |
| Способ струйной печати бесцветными золь-гель чернилами радужных голографических изображений на голографической бумаге или на микроэмбоссированной поверхности и печатное изделие с радужным голографическим изображением | 2016 |
|
RU2616151C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ ВЫСОКОГО КАЧЕСТВА И ИЗДЕЛИЕ С ПОВЕРХНОСТЬЮ ВЫСОКОГО КАЧЕСТВА | 2007 |
|
RU2435871C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ С АХРОМАТИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2011 |
|
RU2591770C2 |
| ОКРАШЕННАЯ ПОКРЫТИЕМ ЧАСТЬ КУЗОВА АВТОМОБИЛЯ, СПОСОБ ЕЁ ОБРАБОТКИ И ПРИМЕНЕНИЕ МЕТАЛЛОСОДЕРЖАЩЕЙ ЧАСТИЦЫ | 2021 |
|
RU2835918C1 |
| НОВОЕ МАРКИРОВОЧНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2582408C2 |
| ЗАЩИТНЫЙ ПРИЗНАК, ЕГО ИСПОЛЬЗОВАНИЕ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2405679C2 |
| СТАБИЛИЗИРОВАННЫЕ МЕТАЛЛИЧЕСКИЕ НАНОЧАСТИЦЫ ДЛЯ 3D-ПЕЧАТИ | 2015 |
|
RU2662044C2 |
| Печатное изделие с защищенными полиграфическими методами радужными голографическими изображениями | 2016 |
|
RU2635908C2 |
| ОПТИЧЕСКИЙ ДАТЧИК С МНОГОСЛОЙНОЙ ПЛАЗМОННОЙ СТРУКТУРОЙ ДЛЯ УСОВЕРШЕНСТВОВАННОГО ОБНАРУЖЕНИЯ ХИМИЧЕСКИХ ГРУПП ПОСРЕДСТВОМ SERS | 2005 |
|
RU2361193C2 |
Изобретение относится к оптически-термически надписываемому нанопокрытию для нанесения на материал-основу. Покрытие содержит первый зеркальный слой, который сам или на своей границе, по меньшей мере, частично отражает электромагнитные волны, второй прозрачный слой, который нанесен поверх зеркального слоя или под ним, и нанесенный на этот второй прозрачный слой по меньшей мере один третий слой из металлических или сильно хромофорных частиц или наночастиц, или их химических предступеней, или металлической тонкой пленки. Прозрачный слой имеет толщину <700 нм, и слой из металлических или сильно хромофорных частиц или наночастиц имеет массовую толщину <100 нм. Причем изменение всей структуры по цвету с возможностью различения человеческим глазом обеспечено за счет воздействия света, или непосредственного контакта, или сильного приближения к горячим объектам пространственно определенным и структурированным образом. Предложенное изобретение обеспечивает снабжение материала информацией без применения печатных средств. 3 н. и 43 з.п. ф-лы, 5 ил., 14 пр.
1. Оптически-термически надписываемое нанопокрытие для нанесения на материал-основу, содержащее первый, зеркальный слой (3), который сам или на своей границе, по меньшей мере, частично отражает электромагнитные волны, второй, прозрачный слой (4), который нанесен поверх зеркального слоя (3) или под ним, и нанесенный на этот второй, прозрачный слой (4), по меньшей мере, один третий слой (5) из металлических или сильно хромофорных частиц или наночастиц, или их химических предступеней, или металлической тонкой пленки, причем прозрачный слой имеет толщину <700 нм, и слой из металлических или сильно хромофорных частиц или наночастиц имеет массовую толщину <100 нм, причем изменение всей структуры по цвету с возможностью различения человеческим глазом обеспечено за счет воздействия света или непосредственного контакта, или сильного приближения к горячим объектам пространственно определенным и структурированным образом.
2. Оптически-термически надписываемое нанопокрытие по п.1, отличающееся тем, что материал-основа выбран из группы, включающей бумагу, гладкий картон, гофрокартон, пигментные частицы, пленки, отлитые под давлением пластмассовые детали, металл, керамические поверхности, лаковые слои или коррозионно-защитные слои.
3. Оптически-термически надписываемое нанопокрытие по п.1 или 2, отличающееся тем, что различаемое человеческим глазом изменение структуры по цвету обеспечено воздействием пиксельного или векторного источника света пространственно определенным и структурированным образом.
4. Оптически-термически надписываемое нанопокрытие по п.3, отличающееся тем, что различаемое человеческим глазом изменение структуры по цвету обеспечено воздействием света лазера, света светодиодов, короткодуговых ламп, разрядных ламп пространственно определенным и структурированным образом.
5. Оптически-термически надписываемое нанопокрытие по п.3, отличающееся тем, что различаемое человеческим глазом изменение структуры по цвету дополнительно зафиксировано за счет термического или электромагнитного излучения или за счет механической обработки.
6. Способ получения оптически-термически надписываемого нанопокрытия на материале-основе, выбранной из группы, включающей бумагу, гладкий картон, гофрокартон, пигментные частицы, пленки, отлитые под давлением пластмассовые детали, металл, керамические поверхности, лаковые слои или коррозионно-защитные слои, отличающийся тем, что на материал-основу (1, 2) или в него наносят несколько тонких слоев, причем материал-основа или один слой является зеркальным слоем (3), который сам или на своей границе, по меньшей мере, частично отражает электромагнитные волны, поверх этого зеркального слоя и/или под ним наносят прозрачный слой (4), и на этот прозрачный слой наносят, по меньшей мере, один слой (5) из металлических или сильно хромофорных частиц или наночастиц, или их химических предступеней, или металлическую тонкую пленку.
7. Способ по п.6, отличающийся тем, что применяемые металлы или соли металлов повторно получают в очистной установке в процессе рисайклинга с эффективностью, по меньшей мере, 80%.
8. Способ по п.7, отличающийся тем, что применяемые металлы или соли металлов выбирают из группы, включающей алюминий, титан, серебро, медь, хром или олово и их соли.
9. Способ выполнения цветных надписей на материале-основе, отличающийся тем, что на материал-основу (1, 2) или в него наносят несколько тонких слоев, причем материал-основа или один слой является зеркальным слоем (3), который сам или на своей границе, по меньшей мере, частично отражает электромагнитные волны, поверх этого зеркального слоя и/или под ним наносят прозрачный слой (4), и на этот прозрачный слой наносят, по меньшей мере, один слой (5) из металлических или сильно хромофорных частиц или наночастиц, или их химических предступеней, или металлическую тонкую пленку, и всю структуру путем воздействия света или непосредственного контакта или сильного приближения к горячим объектам пространственно определенным и структурированным образом изменяют по цвету с возможностью различения человеческим глазом.
10. Способ по п.9, отличающийся тем, что в результате изменения структуры тонких слоев становятся видны любые знаки, цепочки знаков, символы, буквы, линии, рисунки или графическая информация (6).
11. Способ по п.9, отличающийся тем, что, по меньшей мере, часть цветовых изменений получают за счет резонансного цвета, зависящего от толщины и/или показателя преломления прозрачного слоя (4) и различимого человеческим глазом или посредством детектирующей системы.
12. Способ по п.9, отличающийся тем, что, по меньшей мере, часть цветовых изменений вызывают за счет изменения числа, и/или размера, и/или формы наночастиц и/или зеркального слоя.
13. Способ по п.9, отличающийся тем, что цветовые изменения осуществляют за счет получения хромофорных наночастиц из бесцветных или слабоокрашенных металлических солей путем термического воздействия лазером.
14. Способ по п.13, отличающийся тем, что бесцветные металлические соли выбирают из группы, включающей соли металлов V, Cr, Mn, Fe, Co, Ni, Cu, Ag, Sn, Pb, C, Si, Ge и Bi.
15. Способ по п.14, отличающийся тем, что металлические соли используют в виде оксалатов, карбонатов, формиатов, ацетатов, гидроксидов, фосфатов или гипофосфитов.
16. Способ по п.15, отличающийся тем, что дополнительно к металлическим солям добавляют термически активируемые восстановители или окислители.
17. Способ по п.16, отличающийся тем, что для получения металло-оксидных наночастиц или низких оксидов в качестве восстановителей используют соли муравьиной кислоты, щавелевой кислоты, восстановительные азотно-водородные соединения, такие как гидразины, или неорганические восстановители, такие как оловянные (II) соли, гипофосфиты, дитиониты или бороводородные соединения.
18. Способ по п.17, отличающийся тем, что для получения металл-оксидных наночастиц в качестве окислителей используют пероксиды, перкарбонаты, пербораты, нитраты, хлораты, перхлораты или аналогичные бромовые соединения.
19. Способ по п.9, отличающийся тем, что отражающий электромагнитные волны слой имеет толщину менее 800 нм.
20. Способ по п.9, отличающийся тем, что прозрачный промежуточный слой состоит из фторида или полимера.
21. Способ по п.20, отличающийся тем, что за счет термического воздействия лазером изменяют толщину пористого или пенообразного полимерного промежуточного слоя, причем поры промежуточного слоя заполнены газом, предпочтительно воздухом.
22. Способ по п.9, отличающийся тем, что в качестве покрывающего слоя над наночастицами или их прекурсорами используют слой со светорассеивающими свойствами, который перекрывает цветовой эффект и который за счет лазера преобразуют в прозрачный расплавленный слой.
23. Способ по п.22, отличающийся тем, что светорассеивающие частицы состоят из расплавляемого латекса, имеют обратнорассеянный цвет светового излучения белый или беловатый и за счет расплавления латексных частиц в слой, последний становится прозрачным.
24. Способ по п.22, отличающийся тем, что светорассеивающие частицы состоят из полистирола, поливинилацетата, сложных или простых эфиров целлюлозы, других виниловых полимеров, акрилатов, метакрилатов, полиалкидных смол или их смешанных полимеров или смесей, причем используют предпочтительно полистирольный латекс.
25. Способ по п.9, отличающийся тем, что тонкая металлическая пленка имеет толщину менее 100 нм.
26. Способ по п.9, отличающийся тем, что материал-основу выбирают из группы, включающей бумагу, гладкий картон, гофрокартон, пигментные частицы, пленки, отлитые под давлением пластмассовые детали, металл, керамические поверхности, лаковые слои или коррозионно-защитные слои.
27. Способ по п.9, отличающийся тем, что для пространственно определенного и структурированного цветового изменения покрытия используют лазеры мощностью до 300 Вт.
28. Способ по п.27, отличающийся тем, что лазер/лазеры является/являются CO2-лазером/лазерами без внешнего газоснабжения или лазерным диодом/диодами.
29. Способ по п.9, отличающийся тем, что для пространственно определенного и структурированного цветового изменения покрытия используют лазеры мощностью более 300 Вт.
30. Способ по п.9, отличающийся тем, что зеркальный слой (3) является металлическим слоем, причем металлические или сильно хромофорные частицы (5) этого слоя выбраны из группы, включающей серебро, золото, палладий, платину, медь, индий, алюминий, никель, хром, ванадий, молибден, вольфрам, титан, ниобий, тантал, цирконий, олово, германий, висмут или кремний, или из другого проводящего материала, их соединений или сплавов.
31. Способ по п.9, отличающийся тем, что металлические или сильно хромофорные частицы (5) получают за счет термического превращения или предпочтительно с помощью лазерного света, в частности за счет восстановления металлических соединений из их предпочтительно бесцветных предступеней, и для образования этого слоя используют, в частности, смесь, состоящую, по меньшей мере, из пленкообразователя, металлического соединения и действующего при более высокой температуре или в жидкой фазе восстановителя.
32. Способ по п.9, отличающийся тем, что нужное количество металлических или сильно хромофорных частиц (5) в слое получают за счет термического изменения или растворения металлических частиц с помощью высокоэнергетического лазерного света в бесцветных продуктах, предпочтительно за счет твердых и разжижаемых лазером кислот или щелочей или активируемых лазером окислителей в слое.
33. Способ по п.9, отличающийся тем, что толщину прозрачного слоя (4) регулируют за счет термического изменения, вспенивания, сшивания или термического коллапса предпочтительно с помощью лазера или термическим путем.
34. Способ по п.33, отличающийся тем, что лазером является газовый лазер, в частности CO2-лазер или диодный лазер.
35. Способ по п.9, отличающийся тем, что поглощение энергии лазерного света повышают за счет поглощающих лазерный свет добавок в слое.
36. Способ по п.35, отличающийся тем, что добавками являются содержащие карбоксильные группы молекулы или соли металлов.
37. Способ по п.9, отличающийся тем, что слои (3, 4, 5) наносят на частицы, которые затем наносят на материал-основу способами печати, лакирования или способами, используемыми в бумажном производстве, такими как нанесение раклей, распыление, окунание, или распространенными способами печати, такими как глубокая печать, флексопечать, трафаретная печать, офсетная печать, цифровая печать, нанесение поливом, или валковое нанесение валками попутного или встречного вращения.
38. Способ по п.37, отличающийся тем, что частицы имеют размер максимум 3 мм.
39. Способ по п.37, отличающийся тем, что частицы имеют размер 0,5-60 мкм.
40. Способ по п.37, отличающийся тем, что частицами являются плоские металлические частицы или неорганические пластинки, такие как слюда, каолин, тальк, TiO2 или стекло.
41. Способ по п.37, отличающийся тем, что в качестве материала-основы используют бумагу, гладкий картон, гофрокартон, а частицы наносят на последних этапах обычных в бумажной промышленности способов покрытия бумаги.
42. Способ по п.9, отличающийся тем, что поверхностное структурирование и окрашивание обеспечивают за счет пространственного упорядочивания или переупорядочивания снабженных покрытием частиц или части этих частиц, в частности за счет термического или механического изменения слоев, предпочтительно тиснения.
43. Способ по п.9, отличающийся тем, что на поверхности материала-основы снабженные покрытием частицы связывают адгезивом.
44. Способ по п.43, отличающийся тем, что адгезивом является клей на основе крахмала или на основе биологически совместимых и/или разлагаемых полимеров.
45. Способ по п.9, отличающийся тем, что применяемые металлы или соли металлов повторно получают в очистной установке в процессе рисайклинга с эффективностью, по меньшей мере, 80%.
46. Способ по п.45, отличающийся тем, что применяемые металлы или соли металлов выбирают из группы, включающей алюминий, титан, серебро, медь, хром или олово и их соли.
| WO 2007077455 A1, 12.07.2007 | |||
| Линия задержки сигналов сверхвыскових частот | 1975 |
|
SU537439A1 |
| 0 |
|
SU160628A1 | |
| Склад для хранения длинномерных изделий | 1982 |
|
SU1418204A1 |
| WO 2006113778 A2, 26.10.2006. | |||

