Область техники, к которой относится изобретение
Настоящее техническое решение относится к монтажному устройству для кронштейна дутьевой головки для размещения дутьевой головки над чистовыми формами в стеклоформующей машине.
Уровень техники
В патенте США №3,871,856 раскрыто монтажное устройство для кронштейна дутьевой головки, которое содержит цельный кронштейн дутьевой головки и ряд дутьевых головок, поддержанных кронштейном. Кронштейн дутьевой головки имеет внутреннюю воздушную нагнетательную камеру для сжатого воздуха, которая действует в качестве пружин для смещения дутьевых головок из кронштейна для обеспечения взаимодействия с чистовыми формами в стеклоформующей машине. В кронштейн ввинчены переходники, через которые воздух нагнетается в дутьевые головки для подачи выдувного воздуха в дутьевые головки.
В патенте Великобритании №2317610 А раскрыто приспособление для отклонения перегородкой сжатого выдувного воздуха для стеклоформующей машины, в котором по меньшей мере одна перегородка установлена в боковом канале опорного кронштейна, содержащего продольный воздушный канал для подачи сжатого воздуха для выдува к перегородке. Спиральная пружина отклоняет перегородку в нижнем направлении относительно опорного кронштейна для обеспечения взаимодействия с воронкой над заготовкой для выдува с подачей сжатого воздуха для выдува в форму через воронку или для обеспечения взаимодействия с формой непосредственно и действия в качестве перегородки, направляющей формирующий заготовку воздух, поданный в другой конец формы.
В патенте США №4,678,494 раскрыта система дутьевой головки, содержащая два зажима для выдувной головки, установленных на цельном кронштейне дутьевой головки, и отдельные воздушные каналы в кронштейне дутьевой головки для подачи воздуха для выдува и воздуха для чистового охлаждения в каждую дутьевую головку. Каждый зажим дутьевой головки смещен в нижнем направлении относительно кронштейна пружиной, расположенной между зажимом дутьевой головки и накрывающим колпачком.
Раскрытие изобретения
Общая задача настоящего раскрытия технического решения состоит в создании монтажного устройства для кронштейна дутьевой головки для стеклоформующей машины, которое легче и дешевле при сборке и обслуживании по сравнению с известными монтажными устройствами для кронштейна дутьевой головки. Настоящее описание реализует различные аспекты, которые могут быть осуществлены отдельно или в комбинации друг с другом.
Монтажное устройство для кронштейна дутьевой головки стеклоформующей машины в соответствии с одним аспектом настоящего раскрытия содержит цельный корпус кронштейна дутьевой головки, имеющий по меньшей мере один продольный воздушный канал и боковые воздушные каналы, соединенные с продольным каналом. Зажим дутьевой головки размещен с возможностью разъединения в первом конце каждого бокового канала, и колпачок навинчен на второй конец каждого бокового канала, расположенный на расстоянии от относящегося к нему зажима дутьевой головки. Пружина, сжатая между каждым колпачком и относящимся к нему зажимом дутьевой головки, смещает зажим дутьевой головки в направлении от бокового канала и от колпачка. В примерном варианте реализации настоящего изобретения, приспособленного к использованию вместе с так называемыми изолированными дутьевыми головками чистового охлаждения, в корпусе кронштейна дутьевой головки выполнены первый и второй продольные воздушные каналы, проходящие отдельно друг от друга, и отдельные воздушные входы в корпус, соответственно соединенные с первым и вторым продольными каналами. Каждый боковой воздушный канал отдельно соединен с продольными воздушными каналами, и зажимы дутьевой головки имеют отдельные воздушные каналы для подачи воздуха для выдува и чистового охлаждения в дутьевую головку, установленную в зажиме. Каждый продольный воздушный канал предпочтительно выполнен машинным способом в корпусе кронштейна дутьевой головки, и монтажное устройство предпочтительно содержит по меньшей мере одну расширяющуюся заглушку, размещенную в конце каждого продольного канала, закрывающую конец каждого продольного воздушного канала.
Краткое описание чертежей
Настоящее изобретение вместе с дополнительными задачами, отличительными особенностями, преимуществами и его аспектами будет лучше понято из следующего описания, приложенных требований и сопровождающих чертежей.
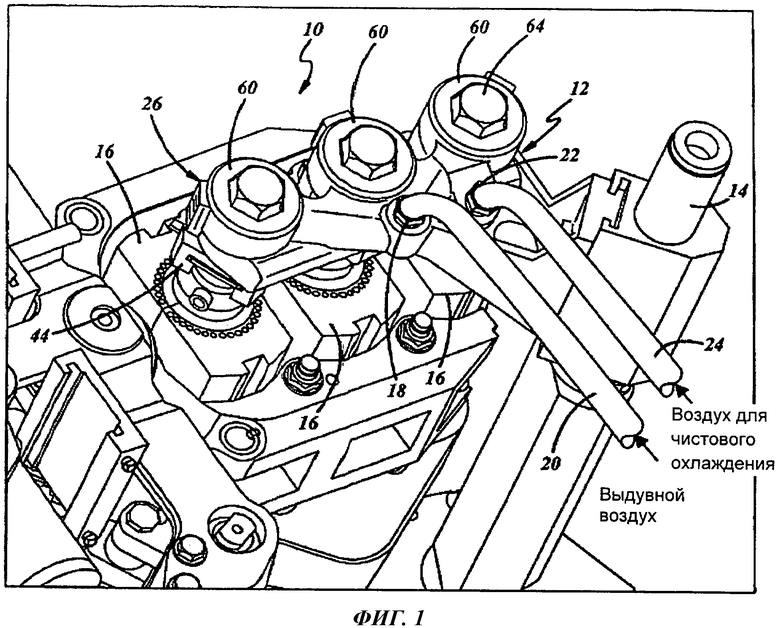
Фиг.1 показывает частный перспективный вид стеклоформующей машины, которая содержит монтажное устройство для кронштейна дутьевой головки в соответствии с примерным вариантом реализации настоящего изобретения.
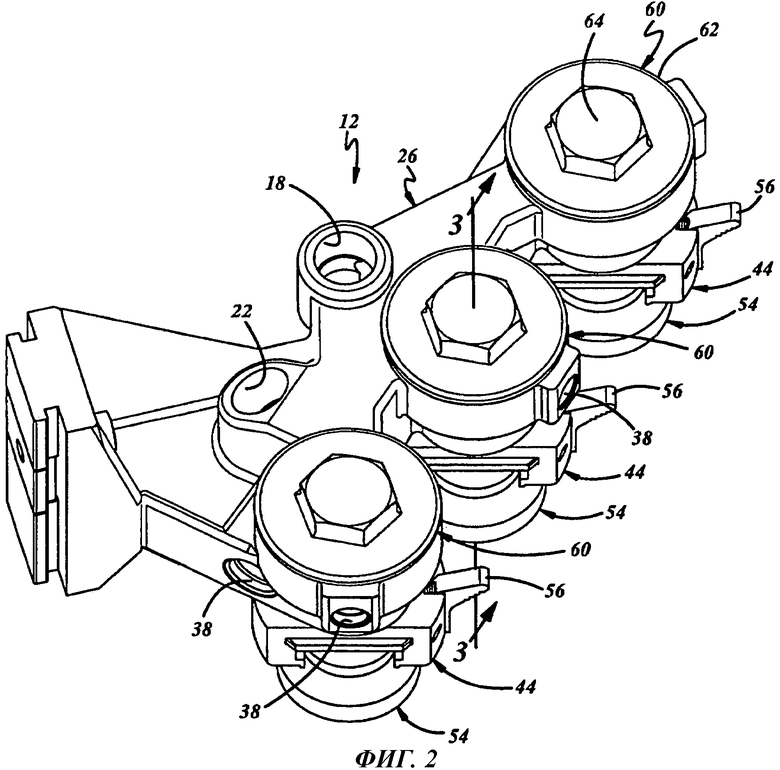
Фиг.2 показывает перспективный вид монтажного устройства для кронштейна дутьевой головки, проиллюстрированного на фиг.1.
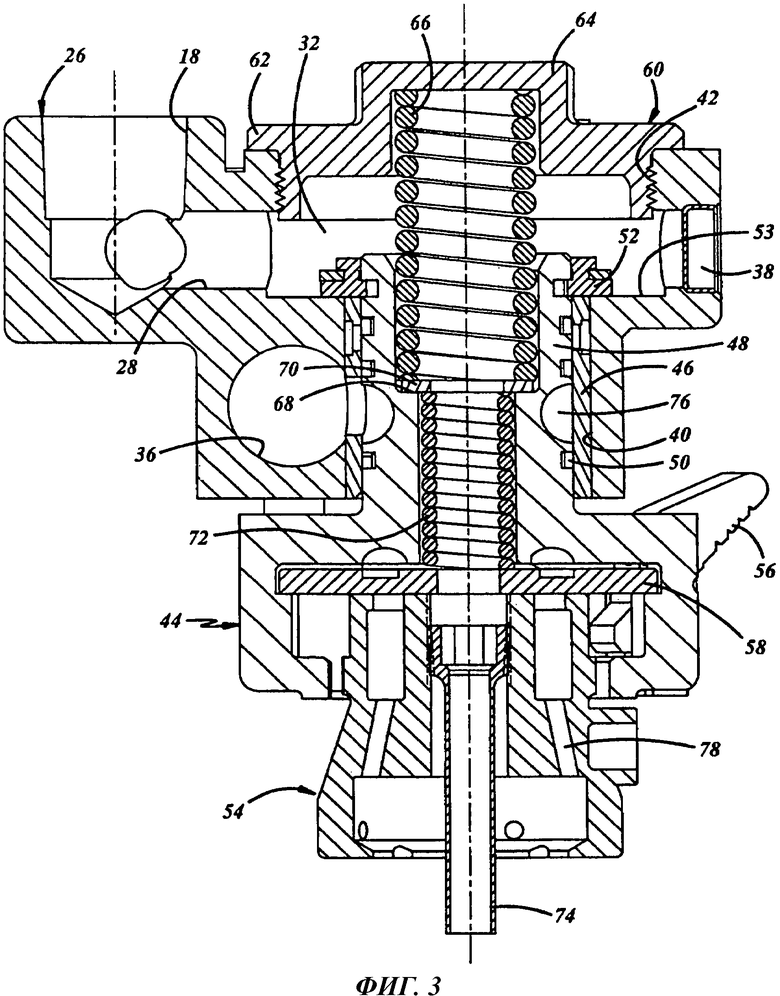
Фиг.3 показывает сечение по линии 3-3, показанной на фиг.2.
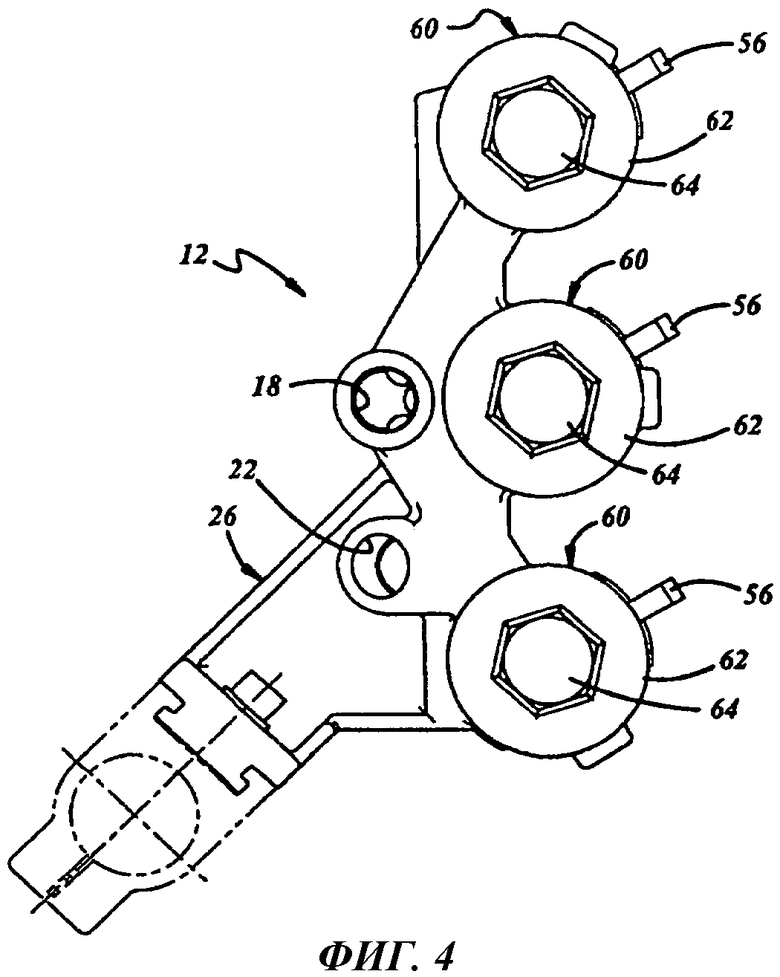
Фиг.4 показывает вид сверху монтажного устройства для кронштейна дутьевой головки, показанного на фиг.1-3.
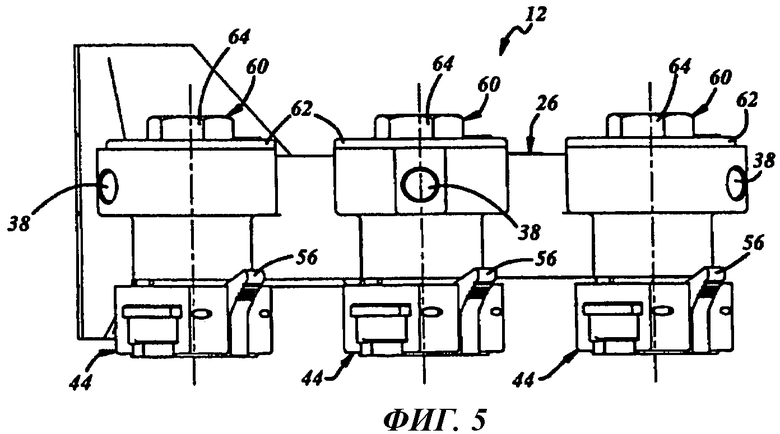
Фиг.5 показывает вид спереди монтажного устройства для кронштейна дутьевой головки, показанного на фиг.1-4.
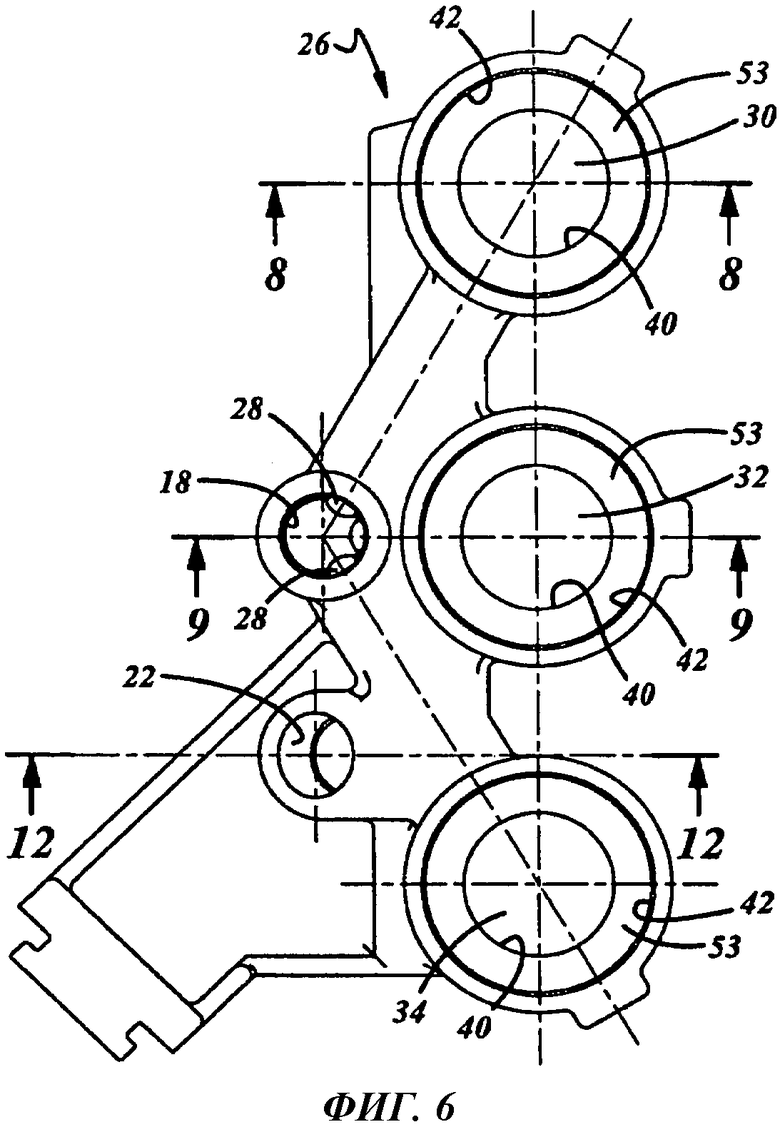
Фиг.6 показывает вид сверху корпуса кронштейна дутьевой головки в монтажном устройстве, показанном на фиг.1-5.
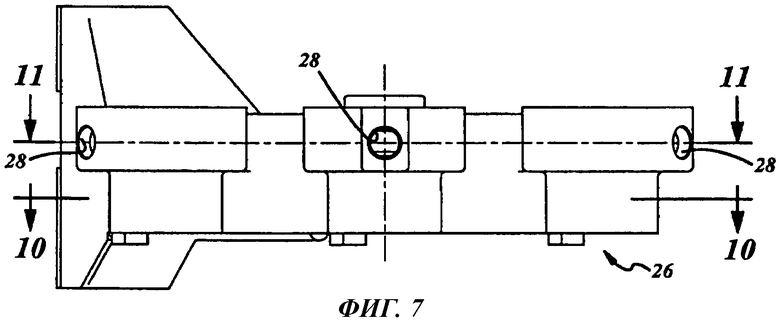
Фиг.7 показывает вид спереди корпуса кронштейна дутьевой головки, показанного на фиг.6.
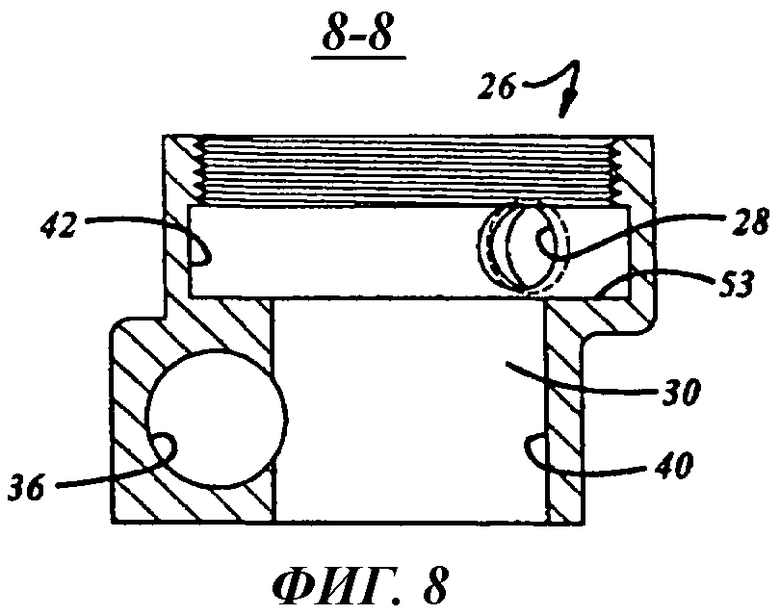
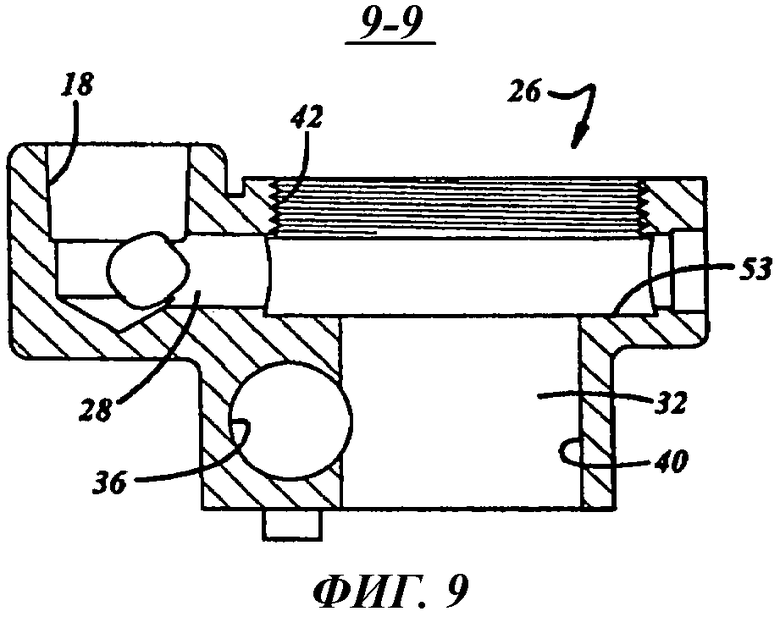
Фиг.8-9 показывают сечения, взятые соответственно по линиям 8-8 и 9-9, показанным на фиг.6.
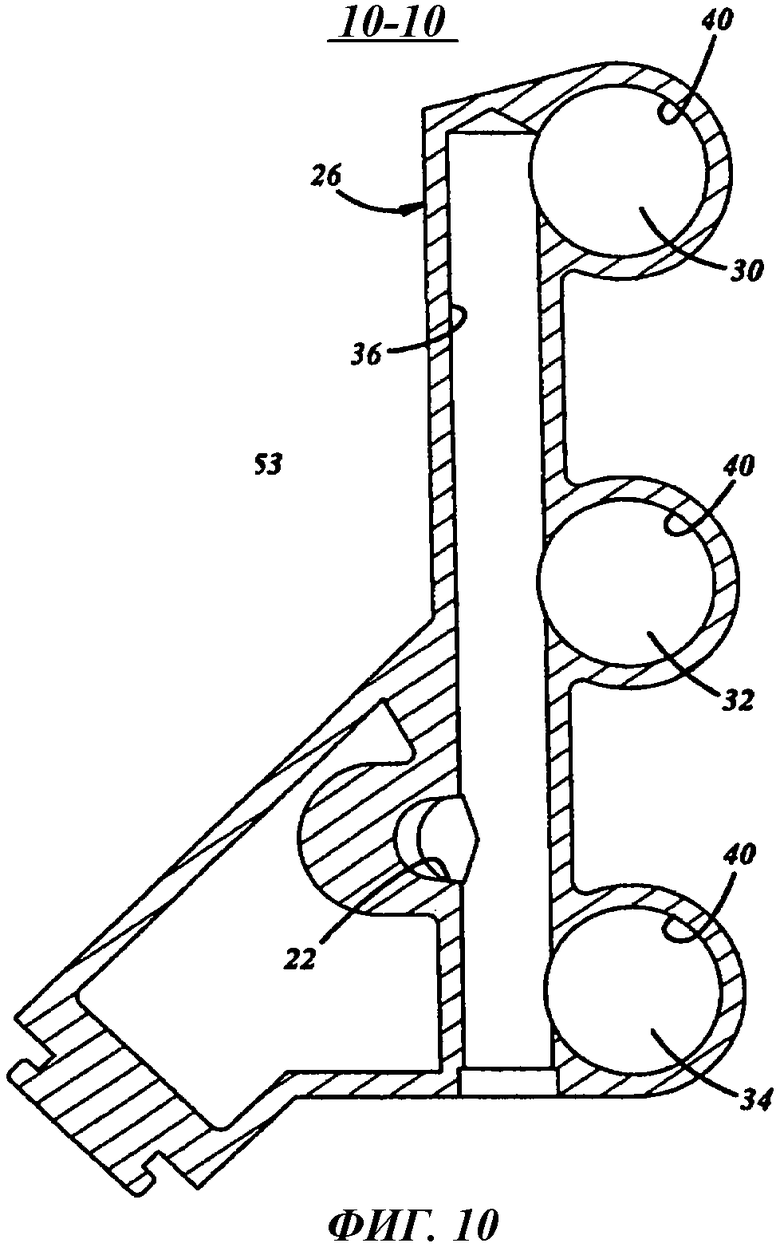
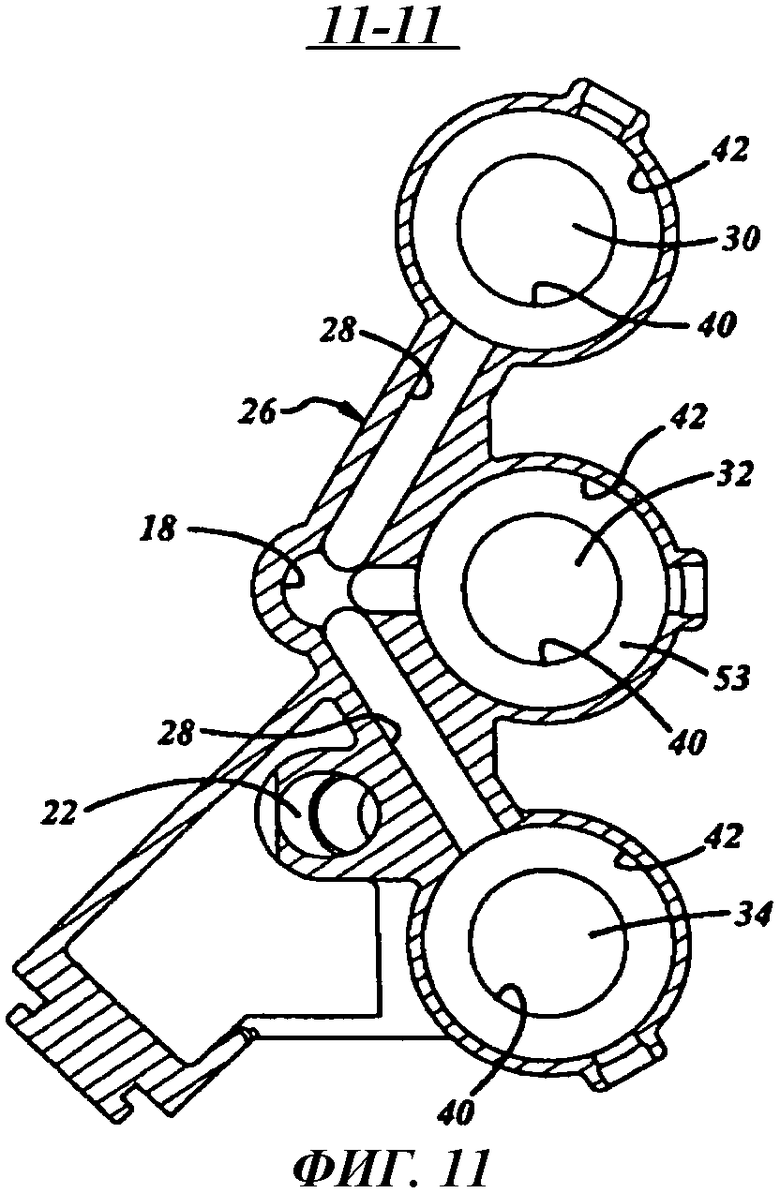
Фиг.10 и 11 показывают сечения, взятые соответственно по линиям 10-10 и 11-11, показанным на фиг.7.
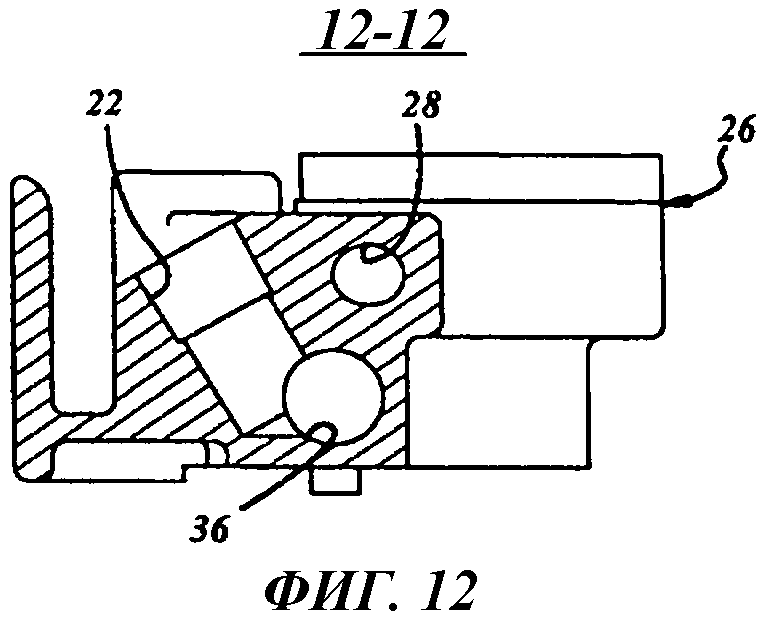
Фиг.12 показывает сечение по линии 12-12, показанной на фиг.6.
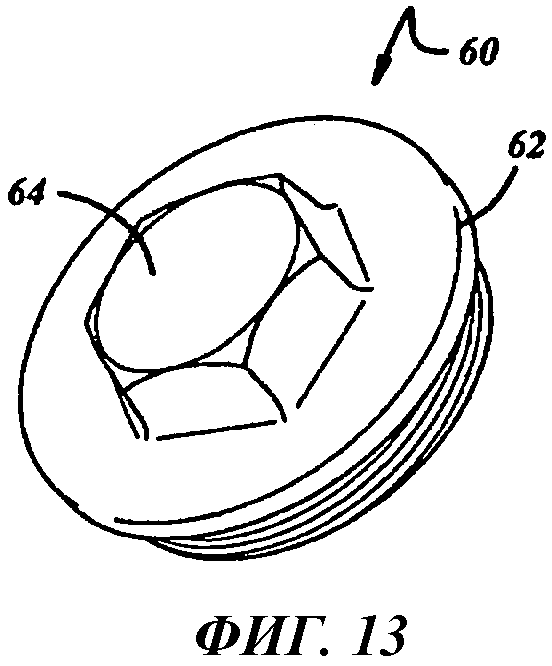
Фиг.13 показывает перспективный вид колпачка кронштейна дутьевой головки в монтажном устройстве для кронштейна дутьевой головки, показанном на фиг.1-5.
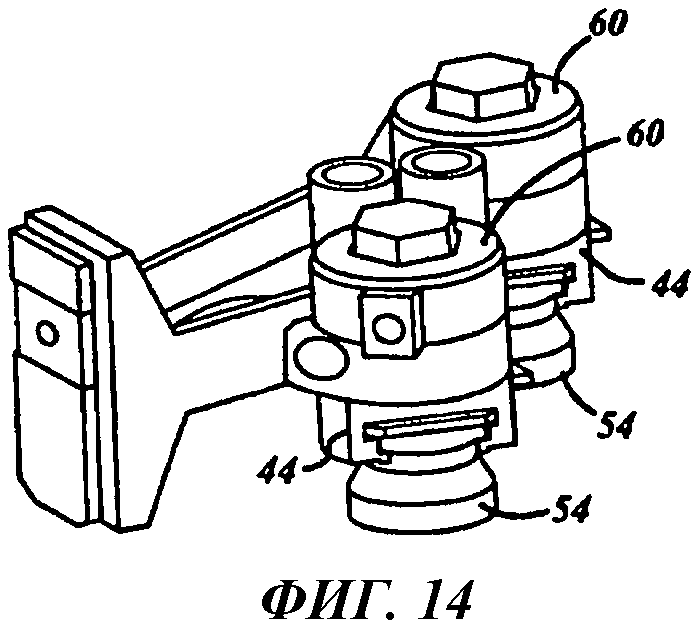
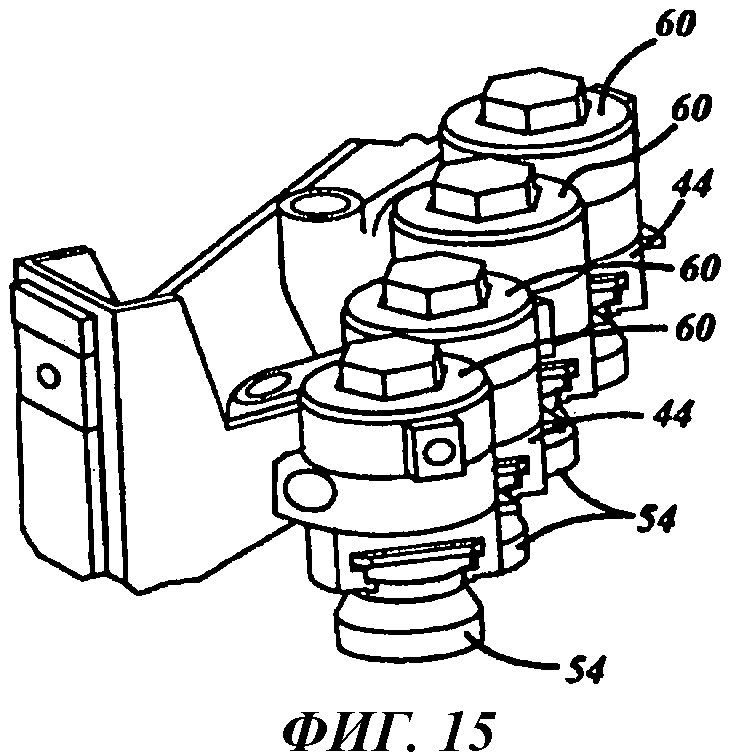
Фиг.14 и 15 показывают перспективные виды, подобные показанному на фиг.2, но иллюстрирующие монтажное устройство для кронштейна дутьевой головки для использования вместе с двумя или четырьмя дутьевыми головками соответственно.
Осуществление изобретения
На фиг.1 проиллюстрирована часть стеклоформующей машины 10, которая содержит монтажное устройство 12 для кронштейна дутьевой головки в соответствии с примерным вариантом реализации настоящего изобретения. Монтажное устройство 12 может быть установлено на опоре 14 с возможностью вращательного перемещения относительно чистовых форм 16 и продольного перемещения в направлениях к открытым концам чистовых форм и от них. Примерная стеклоформующая машина 10, показанная на фиг.1, является так называемой трехсекционной машиной, содержащей три чистовые формы 16. В проиллюстрированном примерном варианте реализации настоящего изобретения монтажное устройство 12 имеет первое отверстие 18 для соединения посредством соответствующего патрубка 20 с источником воздуха для выдува и второе отверстие 22 для соединения посредством соответствующего патрубка 24 с источником воздуха для чистового охлаждения. Таким образом, монтажное устройство 12 приспособлено для использования в так называемых системах дутьевых головок с изолированным чистовым охлаждением. Однако монтажное устройство для кронштейна дутьевой головки согласно настоящему раскрытию в равной степени и хорошо приспособлено к использованию вместе с дутьевой головкой, подающей воздух для чистового охлаждения из воздуха для выдува емкостей, а не от отдельного источника подачи воздуха для чистового охлаждения. Термин "воздух" используется здесь лишь в описательных целях и не содержит ограничений, и кроме воздуха для выдува и/или чистового охлаждения также могут быть использованы газы.
На фиг.2-5 показано монтажное устройство 12, содержащее цельный корпус 26. Корпус 26 предпочтительно является цельной металлической отливкой, прошедшей послеотливочную механическую обработку (например, сверлением) для выполнения по меньшей мере одного продольного воздушного канала. Корпус 26 имеет по меньшей мере один продольный воздушный канал 28 и боковые каналы 30, 32, 34. В использованной ориентации, проиллюстрированной на фиг.1, продольный канал 28 проходит по длине корпуса 26 по существу в горизонтальном направлении, а боковые каналы 30, 32, 34 проходят в вертикальном направлении. Продольный канал 28 соединяет входное отверстие 18 для подачи выдувного воздуха с верхними концами боковых каналов 30-34. Корпус 26 также предпочтительно содержит второй продольный канал 36, который соединяет входное отверстие 22 для подачи воздуха для чистового охлаждения со средними частями боковых каналы 30-34. Продольные каналы 28,36 размещены отдельно и изолированно друг от друга между соответствующими входными отверстиями 18, 22 и боковыми каналами 30-34. Продольные каналы 28, 36 выполнены путем механической обработки в отлитом корпусе 26, предпочтительно сверлением после отливки, а концы продольных каналов при необходимости закрыты расширяющимися заглушками 38. Также следует отметить, что если в конкретном применении отсутствует необходимость в изолированном чистовом охлаждении, изолированное входное отверстие 22 в отлитом корпусе 26 может быть закрыто подходящей расширяющейся заглушкой. Использование расширяющихся заглушек вместо обычных трубных пробок упрощает и уменьшает стоимость монтажного устройства для кронштейна дутьевой головки, а расширяющиеся заглушки не требуют резьбовых отверстий.
Каждый боковой канал 30-34 в корпусе 26 имеет первый или нижний конец 40 (в направлении относительно расположения монтажного устройства для кронштейна дутьевой головки над чистовыми формами, как показано на фиг.1). Второй или верхний конец 42 каждого бокового канала 30-34 имеет по меньшей мере одну внутреннюю резьбу и имеет больший диаметр по сравнению с нижним или первым концом 40. Зажим 44 дутьевой головки может быть размещен с возможностью скольжения в каждом первом конце 40, предпочтительно с обеспечением возможности скольжения посредством подшипника 46 скольжения (фиг.3). Рабочее размещение зажимов 44 (и дутьевых головок 54) является одинаковым для всех боковых каналов 30-34, и потому будет подробно описана только установка в канале 32 со ссылкой на фиг.3. Каждый зажим 44 содержит полый шток 48, поддержанный с возможностью скольжения подшипником 46, с рядом кольцевых уплотнений 50, расположенных на расстоянии друг от друга по длине вдоль штока 48 и взаимодействующих с подшипником 46. Верхний конец каждого штока зажима дутьевой головки захвачен съемным кольцом 52, которое взаимодействует с заплечиком 53 в канале 32. Нижний конец каждого зажима 44 расширен для размещения съемной дутьевой головки 54. Конкретная дутьевая головка 54, проиллюстрированная на чертежах, является изолированной дутьевой головкой для чистового охлаждения, хотя другие типы дутьевых головок могут быть использованы вместе с монтажным устройством для кронштейна дутьевой головки согласно настоящему изобретению, как отмечено выше. Зажим 44 предпочтительно содержит замок 56, который с возможностью раскрепления захватывает дутьевую головку 54 и прижимает к износостойкой пластине 58.
Колпачок 60 имеет круглый корпус по меньшей мере с одной внешней резьбой (фиг.3 и 13) и может быть с возможностью раскрепления размещен во втором или верхнем конце 42 каждого бокового канала 30-34. Колпачок 60 имеет внешнее кольцевое заплечико 62, которое прилегает к внешней поверхности корпуса 26 в полностью ввинченном положении колпачка. Колпачок 60 также предпочтительно имеет внешний выступ 64, предпочтительно имеющий шестигранную форму для взаимодействия с подходящим инструментом при ввинчивании и вывинчивании колпачка 60 в верхний конец 42 и из верхнего конца 42 каждого бокового канала 30-34. Колпачок 60 может быть выполнен путем прецизионной отливки. Спиральная пружина 66 расположена в сжатом состоянии между каждым колпачком 60 и заплечиком 68 на зажиме дутьевой головки 44 для смещения каждого зажима дутьевой головки в направлении из относящегося к ней бокового канала и от колпачка 60. В примерном варианте реализации настоящего изобретения, проиллюстрированном на фиг.3, спиральная пружина 66 взаимодействует с шайбой 70, которая опирается на заплечико 68. Вторая спиральная пружина 72 расположена в сжатом состоянии между шайбой 70 и износостойкой пластиной 58 для смещения дутьевой головки 54 в нижнем направлении для упругого взаимодействия с верхним концом относящейся к ней чистовой формы 16 (фиг.1).
Продольный канал 28 для подачи выдувного воздуха пересекает боковой канал 32 (и каналы 30, 34) рядом с первым или верхним концом 42 бокового канала под колпачком 60, как показано на фиг.3, 8 и 9. Таким образом, воздух для выдува направлен из продольного канала 28 в боковой канал 32 (и боковые каналы 30, 34), через пружины 66, 72, износостойкую пластину 58 и трубу 74 дутьевой головки 54 в горлышко стеклянной заготовки для выдува (не показана) в соответствующей чистовой форме. Вместе с тем, воздух для чистового охлаждения направлен по продольному каналу 36 в боковой канал 32 (и боковые каналы 30, 34), через каналы 76 в зажиме 44, и через износостойкую пластину 58 в изолированные каналы 76 для чистового охлаждения в дутьевой головке 54. Если нет необходимости в изолированном чистовом охлаждении, дутьевая головка 54 может быть заменена дутьевой головкой, подает воздух для чистового охлаждения из воздуха для выдува, централизованно направленного в дутьевую головку. В другом варианте реализации изобретения зажим 54 может быть заменен таким, который берет воздух для чистового охлаждения из воздуха для выдува, направленного через центральный канал зажима дутьевой головки. В этом отношении следует отметить, что зажим 44 дутьевой головки может быть легко снят для обслуживания или замены простым удалением колпачка 60 и последующим удалением кольца 52, которое удерживает зажим 44 на корпусе 26, поскольку кольцо 52 имеет меньший диаметр, чем верхний конец 42 канала 32.
Хотя примерный вариант реализации настоящего изобретения был представлен вместе с монтажным устройством для кронштейна дутьевой головки, которое содержит три зажима дутьевой головки для так называемой трехсекционной стеклоформующей машины, принципы настоящего изобретения могут быть одинаково успешно применены в двухсекционных машинах, имеющих две чистовые формы в каждой секции (фиг.14), или в так называемых четырехсекционных машинах, содержащих четыре чистовые формы в каждой секции (фиг.15). Все компоненты в монтажных устройствах для кронштейна дутьевой головки, показанных на фиг.14 и 15, предпочтительно те же, что и предварительно описанные, за исключением корпусов кронштейна дутьевой головки.
Таким образом, выше было раскрыто монтажное устройство для кронштейна дутьевой головки для стеклоформующей машины, которое полностью решает все задачи и удовлетворяет всем целям, сформулированным выше. Монтажное устройство для кронштейна дутьевой головки согласно настоящему изобретению содержит меньшее количество деталей и легче в сборке по сравнению с известными монтажными устройствами для кронштейна дутьевой головки. Уменьшено количество необходимых операций механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЖАТЕЛЬ ПОДДОНА, УДЕРЖИВАЮЩИЙ ЕГО С ВОЗМОЖНОСТЬЮ СМЕЩЕНИЯ В СТЕКЛОФОРМУЮЩЕЙ МАШИНЕ | 2008 |
|
RU2463261C2 |
| МЕХАНИЗМ ДЛЯ ПОДЪЕМА ПОДДОНА СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 2008 |
|
RU2471729C2 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286960C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285671C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286959C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286957C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285672C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285673C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286958C2 |
Изобретение относится к монтажному устройству для кронштейна дутьевой головки чистовой формы стеклоформующей машины. Техническим результатом изобретения является снижение затрат при сборке и обслуживании монтажного устройства для кронштейна дутьевой головки стеклоформующей машины. Монтажное устройство для кронштейна дутьевой головки стеклоформующей машины содержит цельный корпус кронштейна дутьевой головки, имеющий, по меньшей мере, один продольный воздушный канал и боковые воздушные каналы, соединенные с указанным одним продольным воздушным каналом; зажимы дутьевой головки, размещенные с возможностью снятия в первых концах указанных боковых каналов; дутьевые головки, размещенные с возможностью снятия в указанных зажимах дутьевой головки для приема воздушного потока через указанный продольный воздушный канал и указанные боковые каналы; колпачки, ввинченные во вторые концы указанных боковых каналов на расстоянии от указанных зажимов дутьевой головки; первые пружины, сжатые между указанными колпачками и указанными зажимами дутьевой головки, смещающие указанные зажимы дутьевой головки в направлении от указанных колпачков и из указанных боковых каналов. Причем каждый зажим дутьевой головки содержит нижний конец и полый шток, размещенный с возможностью скольжения в указанном первом конце указанного бокового канала. Съемные кольца расположены на указанных верхних концах указанных полых штоков указанных зажимов дутьевой головки для удерживания указанных верхних концов и зацепления заплечиков в указанных боковых воздушных каналах. Компенсирующие износ пластины расположены между указанными дутьевыми головками и зажимами дутьевых головок. Шайбы расположены в указанных полых штоках, упирающихся во внутренние заплечики. Указанные первые пружины удерживаются между указанными колпачками и указанными шайбами в указанных полых штоках указанных зажимов дутьевых головок. Вторые пружины сжаты между указанными шайбами и указанными компенсирующими износ пластинами, причем воздух для дутья протекает через указанные боковые воздушные каналы, через указанные пружины и через указанные дутьевые головки. 5 з.п. ф-лы, 15 ил.
1. Монтажное устройство для кронштейна дутьевой головки стеклоформующей машины, содержащее:
цельный корпус (26) кронштейна дутьевой головки, имеющий, по меньшей мере, один продольный воздушный канал (36) и боковые воздушные каналы (30, 32, 34), соединенные с указанным одним продольным воздушным каналом;
зажимы (44) дутьевой головки, размещенные с возможностью снятия в первых концах указанных боковых каналов;
дутьевые головки (54), размещенные с возможностью снятия в указанных зажимах дутьевой головки для приема воздушного потока через указанный продольный воздушный канал и указанные боковые каналы;
колпачки (60), ввинченные во вторые концы указанных боковых каналов на расстоянии от указанных зажимов дутьевой головки; и
первые пружины (66), сжатые между указанными колпачками и указанными зажимами дутьевой головки, смещающие указанные зажимы дутьевой головки в направлении от указанных колпачков и из указанных боковых каналов, отличающееся тем, что каждый зажим (44) дутьевой головки содержит нижний конец и полый шток (48), размещенный с возможностью скольжения в указанном первом конце указанного бокового канала,
съемные кольца (52) расположены на указанных верхних концах указанных полых штоков указанных зажимов дутьевой головки для удерживания указанных верхних концов и зацепления заплечиков (53) в указанных боковых воздушных каналах,
компенсирующие износ пластины (58) расположены между указанными дутьевыми головками и зажимами дутьевых головок,
шайбы (70) расположены в указанных полых штоках, упирающихся во внутренние заплечики (60),
указанные первые пружины удерживаются между указанными колпачками и указанными шайбами в указанных полых штоках указанных зажимов дутьевых головок,
вторые пружины (72) сжаты между указанными шайбами и указанными компенсирующими износ пластинами, причем воздух для дутья протекает через указанные боковые воздушные каналы, через указанные пружины и через указанные дутьевые головки.
2. Монтажное устройство для кронштейна дутьевой головки по п.1, в котором каждый из указанных колпачков (60) имеет круглый корпус, снабженный внешней резьбой для ввинчивания в указанный второй конец указанного бокового канала, и радиально проходящий во внешнем направлении заплечик (62), взаимодействующий с противолежащей поверхностью указанного корпуса кронштейна дутьевой головки при полном ввинчивании указанного колпачка в указанный второй конец указанного бокового воздушного канала, и внешний выступ (64) на указанном корпусе для взаимодействия с инструментом для ввинчивания указанного колпачка в указанный корпус кронштейна дутьевой головки или его вывинчивания из указанного корпуса кронштейна дутьевой головки, и каждый колпачок (60) имеет больший диаметр, чем шток противолежащего зажима, так что указанный зажим может быть удален из указанного монтажного устройства за счет удаления указанного колпачка и указанного кольца через указанный второй конец указанного бокового канала.
3. Монтажное устройство для кронштейна дутьевой головки по п.1 или 2, в котором указанный корпус кронштейна дутьевой головки содержит второй продольный воздушный канал (28), выполненный раздельно от указанного одного продольного воздушного канала (36) и соединенный с указанными боковыми каналами, и отдельные входные отверстия (18, 22) для подачи воздуха в указанные продольные воздушные каналы.
4. Монтажное устройство для кронштейна дутьевой головки по п.3, в котором каждый указанный зажим (44) имеет раздельные воздушные каналы, функционально соединенные с указанными раздельными продольными воздушными каналами (36, 28) для раздельной подачи воздуха для выдува и воздуха для чистового охлаждения из указанных воздушных каналов в указанный зажим (44) дутьевой головки и в дутьевую головку (54), размещенную в указанном зажиме дутьевой головки.
5. Монтажное устройство для кронштейна дутьевой головки по п.4, в котором каждый из указанных продольных воздушных каналов (28, 36) выполнен механическим способом в указанном корпусе кронштейна дутьевой головки, причем указанное монтажное устройство содержит, по меньшей мере, одну расширяющуюся заглушку (38), размещенную в конце каждого из указанных продольных каналов, закрывающую указанные концы указанных продольных каналов.
6. Монтажное устройство для кронштейна дутьевой головки по п.1 или 2, в котором указанный корпус кронштейна дутьевой головки содержит, по меньшей мере, один второй продольный воздушный канал (28), выполненный раздельно от указанного, по меньшей мере, одного продольного воздушного канала и соединенный с указанными боковыми воздушными каналами, и отдельные входные отверстия (18, 22), соединенные с указанными продольными воздушными каналами, и в котором охлаждающий воздух протекает через указанный, по меньшей мере, один второй продольный воздушный канал и вышеуказанные боковые воздушные каналы и через каналы в указанных зажимах дутьевой головки, через указанную компенсирующую износ пластину и в охлаждающие каналы в дутьевых головках.
| Дутьевая головка | 1989 |
|
SU1671621A1 |
| Дутьевая головка | 1989 |
|
SU1668323A2 |
| Дутьевая головка | 1986 |
|
SU1467040A1 |
| US 3871856 A, 18.03.1975 | |||
| US 4678494 A, 07.07.1987. | |||

