Настоящее изобретение относится к панели, предназначенной для использования в блоке панелей, прикрепленных друг к другу с образованием покрытия, содержащей верхнюю поверхность и нижнюю поверхность, лежащие в разных плоскостях, при этом по меньшей мере одна кромка между этими поверхностями содержит соединительные средства, обеспечивающие присоединение данной панели к соединительным средствам другой панели, при этом верхняя поверхность имеет пониженную часть у указанного края панели.
Изобретение также относится к способу выполнения таких панелей.
Известны различные варианты выполнения таких панелей, например, в виде слоистых панелей для пола. Подобные панели выполняют на деревянной основе с декоративным слоем главным образом для имитации натуральных панелей из дерева или других природных материалов.
Целью данного изобретения является создание панели, которая еще лучше имитирует панель из природного материала.
Для достижения этой цели в настоящем изобретении предлагается панель, у которой поперечное сечение пониженной части, перпендикулярное кромке панели, изменяется вдоль кромки.
Благодаря этой особенности пониженная часть вдоль кромки имеет неплоскую форму, что улучшает естественный внешний вид панели. Преимуществом такого решения является то, что предлагаемые панели обеспечивают лучшую имитацию панелей из природных материалов, чем панели, имеющие плоскую пониженную часть.
Поперечное сечение пониженной части может неравномерно изменяться вдоль кромки, предпочтительно случайным образом, например, в виде рустов. Это дополнительно улучшает естественный внешний вид панели.
Пониженная часть может иметь край, расположенный напротив края смежной панели, который имеет постоянное положение в каждом поперечном сечении. В результате такого решения края каждой панели в блоке панелей могут быть присоединены друг к другу с образованием покрытия так, что данное покрытие уплотняется между смежными панелями у края. Такое соединение предотвращает просачивание воды или других жидкостей между панелями. Кроме того, преимуществом такого соединения является отсутствие открытых участков кромок панели, если края смежных панелей имеют различные положения при различном расположении относительно друг друга вдоль кромки.
Верхняя поверхность данной панели может иметь декоративную отделку, а поверхность пониженной части может иметь покрытие. Это обеспечивает возможность использования известного из данной области техники способа производства декоративной отделки панели, тогда как покрытие пониженной части может быть нанесено в отдельном технологическом процессе.
В другом варианте выполнения предложена панель, предназначенная для использования в блоке панелей, прикрепленных друг к другу с образованием покрытия, содержащая верхнюю поверхность и нижнюю поверхность, лежащие в разных плоскостях, при этом по меньшей мере одна кромка между этими поверхностями содержит соединительные средства, обеспечивающие присоединение данной панели к соединительным средствам другой панели, причем верхняя поверхность имеет пониженную часть у указанной кромки панели, и данная пониженная часть пересекает плоскость верхней поверхности вдоль первой линии, а также пересекает край панели, расположенный напротив края смежной панели, вдоль второй линии, при этом первая линия отклоняется от второй линии. В этом варианте выполнения первая линия между верхней поверхностью и пониженной частью может использоваться для улучшения естественного внешнего вида панели.
В настоящем изобретении также предлагается способ выполнения панели, предназначенной для использования в покрытии, включающий:
подготовку панели, имеющей верхнюю поверхность и нижнюю поверхность, каждая из которых проходит в разных плоскостях, и по меньшей мере одну кромку между этими поверхностями;
механическую обработку кромки для создания соединительных средств, обеспечивающих присоединение панели к соединительным средствам другой панели и для создания верхней поверхности с пониженной частью у указанной кромки панели;
при этом кромка механически обрабатывается так, что пониженная часть выполняется с поперечным сечением, перпендикулярным кромке панели, которое изменяется вдоль кромки.
Этот способ может обеспечивать создание панелей, обладающих указанными выше преимуществами.
Пониженная часть может быть выполнена со слоем, например из фольги или краски, преимущество которого заключается в защите панелей от грязи, воды и других жидкостей. С эстетической целью панель может быть отделана, например, в виде рустов.
В предпочтительном способе верхняя поверхность панели обработана до нанесения слоя на пониженную часть, при этом обработку верхней поверхности выполняют с использованием антиадгезионного материала до нанесения слоя на пониженную часть, при этом любой слой, нанесенный на антиадгезионный материал, удаляется вместе с ним, например, с помощью щетки. Преимущество такого способа заключается в упрощении создания панелей в соответствии с данным изобретением. Так как поперечное сечение пониженной части изменяется вдоль кромки, то ширина пониженной части, если смотреть в направлении вдоль кромки панели, может изменяться. Как следствие, ширина фольги или объем краски может также изменяться вдоль кромки панели. Из-за нанесения антиадгезионного материала ширина фольги или слоя краски может в определенном месте превышать ширину пониженной части, как отмечено выше, но избыток фольги или краски может быть легко удален с верхней поверхности, расположенной рядом с пониженной частью, например, с помощью щетки. Конечно, если нет проблем в отношении при сцеплении слоя и пониженной части, то можно использовать другие способы создания слоя пониженной части, отличные от способа с нанесением антиадгезионного материала.
Предпочтительно кромка подвергается механической обработке либо фрезой, которую перемещают в направлении кромки и от нее, либо фасонной фрезой с переменным радиусом вершин зубьев. Преимущество использования такой механической обработки заключается в том, что она обеспечивает возможность быстрого выполнения производственного процесса и получение требуемой формы пониженной части, как указано выше, таким образом снижая стоимость изготовления.
Ниже приведено описание изобретения со ссылкой на упрощенные сопроводительные чертежи.
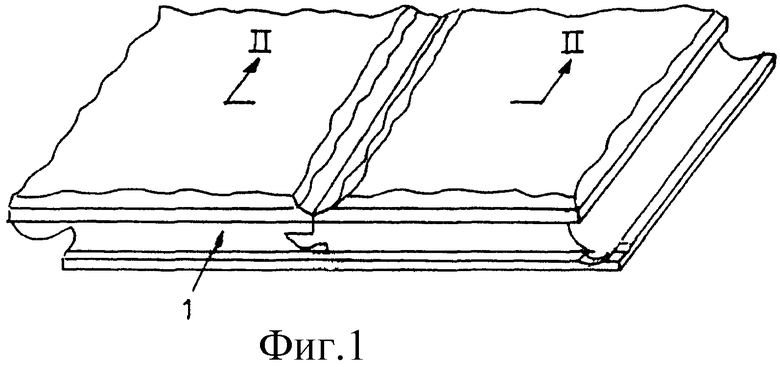
Фиг.1 представляет собой схематичный вид сверху в аксонометрии двух смежных панелей в соответствии с изобретением.
Фиг.2 представляет собой увеличенный вид в аксонометрии разреза, взятого по линии II-II, показанной на фиг.1.
Фиг.3а представляет собой упрощенный схематичный вид сбоку перевернутой панели, в соответствии с другим вариантом механической обработки.
Фиг.3b представляет собой уменьшенный вид, показанный на фиг.2, на котором показаны смежные панели, выполненные в соответствии с другим вариантом механической обработки, показанным на фиг.3а.
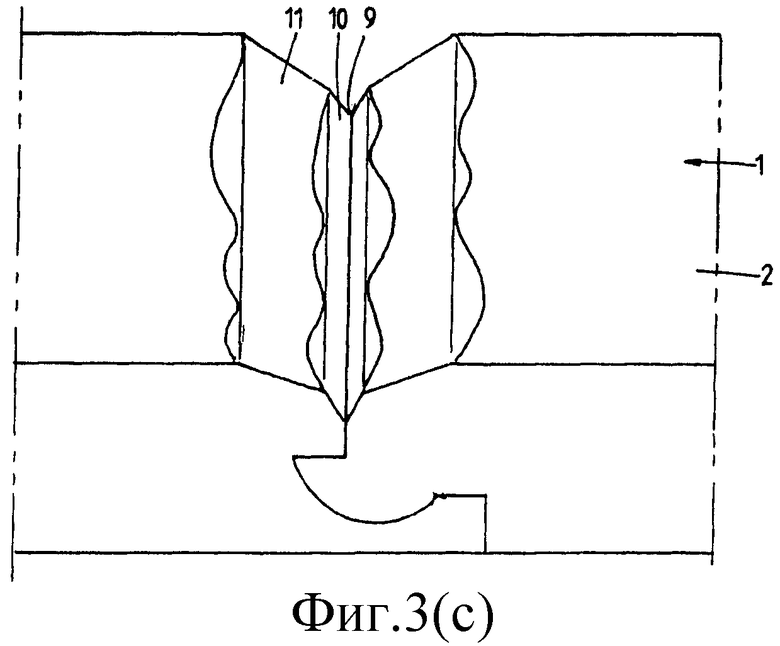
Фиг.3с представляет собой вид, показанный на фиг.2, на котором показаны смежные панели, выполненные в соответствии с еще одним вариантом механической обработки.
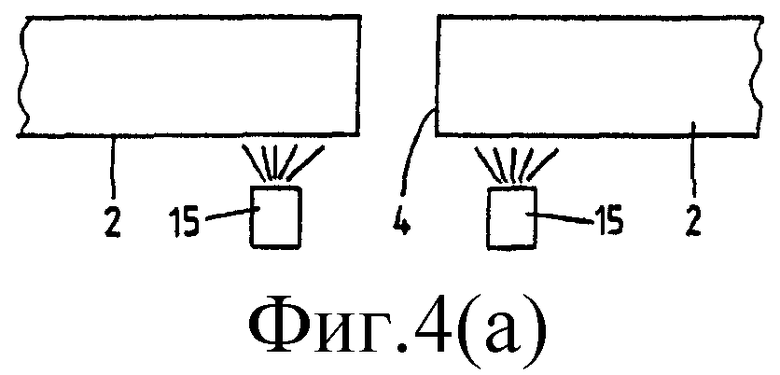
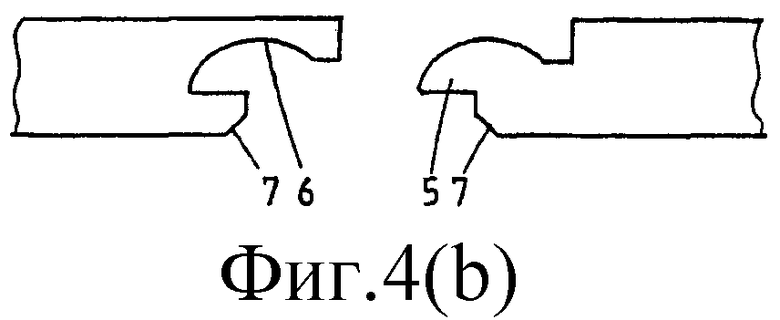
Фиг.4а-4с представляют собой схематичные виды перевернутого разреза панелей на различных этапах производства.
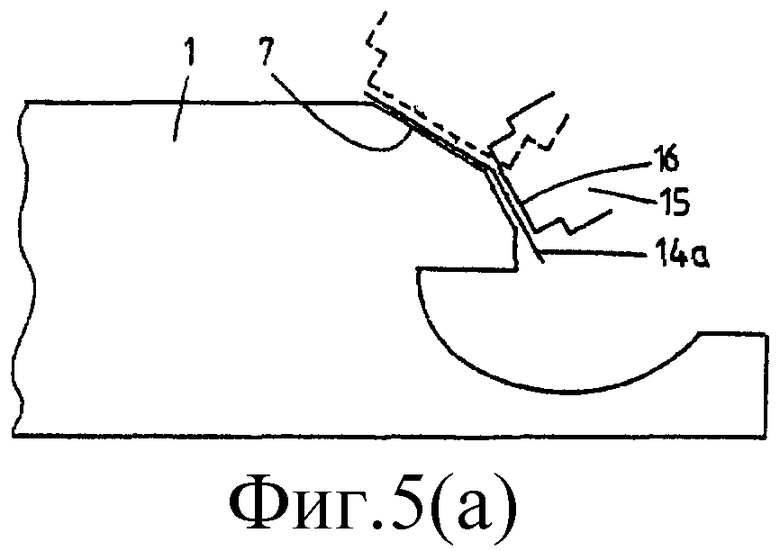
Фиг.5а-5b представляют собой схематичные виды разреза панели и пресса, на которых показан процесс прикрепления фольги к пониженной части.
Фиг.6а представляет собой схематичный вид сбоку устройства для прикрепления фольги к пониженной части панели.
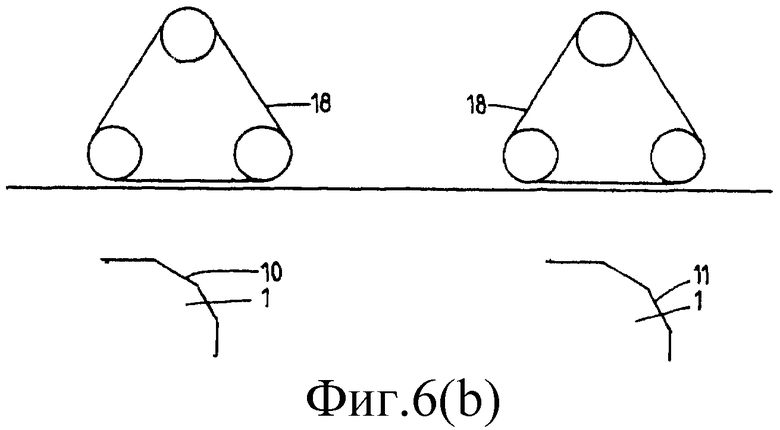
Фиг.6b представляет собой вид, частично аналогичный фиг.6а, на котором показан способ прессования двух различных участков панели.
Фиг.6с представляет собой схематичный вид сбоку устройства, похожего на устройство, показанное на фиг.6b, но содержащего одну ленту.
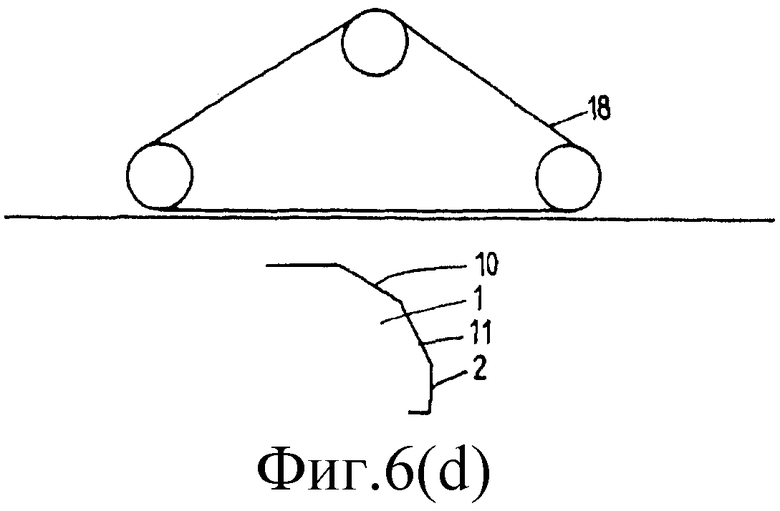
Фиг.6d представляет собой схематичный вид сбоку устройства, похожего на устройство, показанное на фиг.6с, но содержащего одну более короткую ленту, если смотреть в направлении перемещения, на котором показан способ одновременного прессования двух различных участков панели.
Фиг.7 представляет собой схематичный вид сбоку варианта выполнения фрезы для механической обработки кромки панели и создания пониженной части.
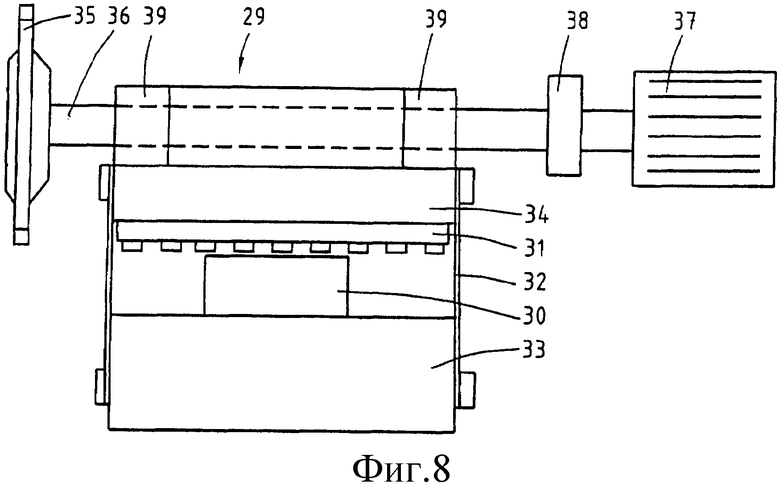
Фиг.8 представляет собой схематический вид сбоку другого варианта выполнения фрезы для механической обработки кромки панели для создания пониженной части.
На фиг.1 показаны две смежные панели 1 в соответствии с одним из вариантов выполнения изобретения. Как показано на фиг.1, панели 1 прикреплены друг к другу и могут составлять часть покрытия, составленного из прикрепленных таким способом друг к другу нескольких панелей. В целом панели имеют прямоугольную форму, либо форму квадрата, либо удлиненную форму, либо нечто среднее. Однако возможны и другие формы.
На фиг.2 показан разрез блока из панелей 1, показанных на фиг.2, в увеличенном масштабе. Каждая панель 1 имеет верхнюю поверхность 2 и нижнюю поверхность 3, которые лежат в разных плоскостях. Как показано в варианте выполнения на фиг.2, основные участки верхней поверхности 2 и нижней поверхности 3 расположены параллельно друг другу и расположены на расстоянии по оси Y. Верхняя и нижняя поверхности 2, 3 являются по существу плоскими. На кромке 4 имеются соединительные средства, предназначенные для присоединения панели 1 к соединительным средствам смежной панели 1, как показано на фиг.2. Соединительные средства хорошо известны в данной области техники, например, состоящие из язычка 5 и паза 6, и не являются частью данного изобретения. Конечно, возможны различные типы соединительных и запирающих средств панели 1, предназначенных для присоединения панелей 1 друг к другу.
Верхняя поверхность 2 имеет пониженную часть 7 по меньшей мере на одной, однако предпочтительно на всех кромках 4 панели. Как показано на фиг.2, верхняя поверхность 2 содержит по существу плоский участок 8 поверхности и пониженную часть 7, которая расположена ниже плоского участка 8 верхней поверхности 7 по оси Y.
Верхняя поверхность 2 панели 1 имеет декоративную отделку, которая имитирует естественные материалы, например дерево. Эта декоративная отделка может содержать несколько слоев бумаги, пропитанных полимером. Остальная часть панели 1 под верхней поверхностью 2 может иметь среднюю часть, содержащую один или более слоев из ДВП средней плотности, ДВП высокой плотности, пластика, ПВХ, композитных материалов или им подобных, а также может иметь выравнивающий слой.
В соответствии с изобретением поперечное сечение пониженной части 7, перпендикулярное кромке панели, изменяется вдоль кромки 4. На фиг.2 кромка 4 проходит в направлении оси Z. Видно, что пониженная часть 7 имеет неплоскую форму, если смотреть вдоль кромки 4. Такое решение обеспечивает естественный внешний вид панелей 1. В варианте выполнения, показанном на фиг.2, панели 1 содержат пониженную часть 7, поперечное сечение которой изменяется неравномерно. Предпочтительно оно изменяется случайным образом, так чтобы обеспечить наиболее естественный вид панели 1.
В варианте выполнения, показанном на фиг.2, пониженная часть 7 имеет край 9, расположенный напротив края 9 смежной панели 1. Край 9 прямой и соответственно имеет одинаковое расположение в каждом поперечном сечении, чтобы обеспечить соответствующее уплотнение между смежными панелями 1. На фиг.2 видно, что край 9 имеет фиксированное положение относительно нижней поверхности 3, поскольку проходит параллельно нижней поверхности 3 и верхней поверхности 2, тогда как остальная часть пониженной части 7 изменяется случайным образом.
В варианте выполнения, показанном на фиг.2, пониженная часть 7 проходит наклонно от края 9 к верхней поверхности 2, что обеспечивает образование V-образной области между панелями 1, когда они прикреплены друг к другу. Кроме того, нижняя секция 10 V-образной области, смежная с краем 9, имеет плоскую форму и постоянное поперечное сечение вдоль кромки 4. Верхняя секция 11 пониженной части 7, расположенная между нижней секцией 10 и плоским участком 8 верхней поверхности 2, имеет переменное поперечное сечение вдоль кромки 4. Угол наклона нижней секции 10 к верхней поверхности 2 превышает угол наклона верхней секции 11 к верхней поверхности 2 и составляет, соответственно, например, 35-85° и 15-40°, однако, конечно, возможны другие значения углов. Ширина пониженной части 7 в плоскости, проходящей через оси X, Y вдоль кромки 4, может колебаться, например, около 2 мм, однако, конечно, возможны другие значения.
Как видно на фиг.2, пониженная часть 7 пересекает верхнюю поверхность 2 по первой линии 12. Край 9 образует вторую линию. Видно, что первая линия 12 отклоняется от края 9, обеспечивая требуемую неплоскую структуру пониженной части 7.
В соответствии с предложенным изобретением описанная выше панель 1 может быть выполнена с использованием следующих этапов: механической обработки кромки 4 для образования соединительных средств 5, 6; выполнения верхней поверхности 2 с пониженной частью 7 у кромки 4; и механической обработки кромки 4 для образования переменного поперечного сечения пониженной части 7, перпендикулярного кромке 4 панели 1. Форма пониженной части 7, показанная на фиг.2, может быть получена выполнением следующих этапов: механической обработки плоской нижней секции 10 при перемещении панели 1 по фрезе, неподвижной относительно перемещаемой панели 1, и затем перемещении панели 1 по фрезе, которую перемещают в направлении к панели 1 и от нее для формирования верхней секции 11.
Одним способом перемещения фрезы является прямолинейное перемещение в направлении оси Х и/или Y, которое можно обеспечить с помощью двигателя (асинхронного, линейного и т.д.), пневматическим, гидравлическим, механическим регулируемым (случайным) способом. Однако такое перемещение также можно обеспечить с помощью пьезоэлектрических элементов или исполнительных механизмов, или линейного двигателя в сочетании с магнитом, который может поддерживаться упругим элементом. Например, между опорной частью станка и двигателем может быть установлен один или несколько пьезоэлектрических элементов для обеспечения перемещения фрезы (фрез) в одном или более направлениях. При использовании нескольких пьезоэлектрических элементов, эти элементы могут быть подключены параллельно или последовательно. На фиг.2а показана установка, содержащая фрезу 21, соединенную с двигателем 24, установленным на опорных частях 25 и 26, выполненных с возможностью перемещения во взаимно перпендикулярных направлениях. Каждая опорная часть присоединена, соответственно, к пьезоэлектрическим элементам 27, 28, которые прикреплены к неподвижному основанию. Неподвижное основание для элемента 27 также может быть образовано опорной частью 26 для обеспечения независимого перемещении опорных частей 25 и 26 в направлениях осей Х и Y и создания требуемой формы пониженной части 7 кромки панели (в данном случае верхней части 11) при перемещении фрезы 21 и пониженной части 7 относительно друг друга.
Пониженная часть 7 также может быть выполнена за один этап механической обработки, который показан на фиг.3а. Пониженная часть 7 выполняется с помощью фрезы 21, неподвижной относительно края 9 панели 1. Фрезу 21 можно поворачивать вокруг края 9, как показано двусторонней стрелкой на фиг.3а. Такой способ механической обработки позволяет получить панели с пониженной частью 7, имеющей неплоскую форму между первой линией 12 и краем 9, который сохраняет свою первоначальную форму, в данном случае - прямую линию. Панель 1, полученная такой механической обработкой, показана на фиг.3b.
Как показано на фиг.3а, фрезу 21 можно также поворачивать вокруг линии, проходящей параллельно краю 9, между краем 9 и верхней поверхностью 2. Панель 1, полученная таким способом, показана на фиг.3с. В этом случае механическая обработка наклонной нижней секции 10 с помощью описанного выше этапа механической обработки.
Для поворота фрезы посредством перемещения элемента (элементов) соответствующим образом относительно фрезы или двигателя могут также использоваться пьезоэлектрические элементы.
Обычно сначала выполняют декоративную отделку 13 верхней поверхности 3 крупной плиты, от которой затем отпиливают панели 1. После механической обработки кромки 4 и создания пониженной части 7 пониженную часть 7 предпочтительно покрывают, например, слоем 14, содержащим фольгу 14а или краску, которые защищают материал панели от грязи и жидкостей, или подобных им, которые могут проникать в панель 1. При этом пониженную часть 7 красят или выполняют декоративную отделку, которая соответствует декоративной отделке верхней поверхности данной панели.
Так как поперечное сечение пониженной части 7 панели 1 вдоль кромки 4 изменяется, то требуемое количество слоя 14 или краски на единицу длины вдоль кромки 4, которое должно быть нанесено на пониженную часть 7, также изменяется вдоль кромки 4. В соответствии с изобретением покрытие может быть нанесено на верхнюю поверхность 2 до выполнения слоя 14 на пониженной части 7, а антиадгезионный материал наносят на верхнюю поверхность 2 с покрытием до нанесения слоя на пониженную часть 7. После выполнения слоя пониженной части 7 часть слоя 14 может быть нанесена на верхнюю поверхность 2, смежную с пониженной частью 7 (плоским поверхностным участком 8), которая уже покрыта антиадгезионным материалом. Остальная часть слоя 14 на верхней поверхности 2 может быть легко удалена с нее вместе с антиадгезионным материалом, например, с помощью щетки.
Предпочтительно антиадгезионный материал наносят на верхнюю поверхность 2 до механической обработки кромки для создания пониженной части 7, так как в этом случае антиадгезионный материал автоматически удаляется с пониженной части 7 при механической обработке, тогда как плоский поверхностный участок 8 остается покрытым антиадгезионным материалом. Эти этапы показаны на фиг.4. На фиг.4 показано, что верхние поверхности 2 двух панелей 1 покрыты антиадгезионным материалом у кромок до механической обработки кромок 4 и создания пониженной части 7 (на фиг.4 панели показаны в перевернутом виде). Антиадгезионный материал может быть нанесен на верхнюю поверхность 2 с помощью распылителя 15. На фиг.4b показаны панели 1 после выполнения соединительных средств 5, 6 и пониженной части 7. На фиг.4 с показан процесс нанесения фольги 14а в качестве слоя 14 пониженной части 7.
На фиг.5а и 5b более подробно показан процесс нанесения фольги 14а на пониженную поверхность 7. На фиг.5а показан процесс прессования фольги 14а на панель 1 двумя отдельными прессами 15, расположенными один за другим, если смотреть в направлении вдоль кромки 4. Каждый из прессов 15 имеет по существу плоские поверхности 16, которые могут быть расположены под углом друг к другу с образованием поверхности 16 прессования, соответствующей форме пониженной части 7. На фиг.5b показан процесс прессования фольги 14а на панель 1 одним прессом 15 с поверхностью 16 прессования, выполненной с возможностью изменения, и принимающий форму пониженной части 7.
Фиг.6а представляет собой схематичный вид сбоку установки для нанесена фольги на пониженную часть 7 панели 1. Полосу 14а фольги подают с левой стороны роликом 17, содержащим полосу 14а фольги, которая, например, имеет ширину 8-10 мм, однако возможен другой размер. Панели 1 также подают с левой стороны (не показаны) и транспортируют слева направо со скоростью, равной скорости подачи полосы 14а фольги. На фиг.6а показано, что установка также содержит прижимные ленты 18 и прижимные ролики 19, которые прижимают ленту 18 с фольгой 14а к пониженной части 7 панели 1. Устройство также содержит нагревательные элементы 20, способствующие прикреплению полосы 14а фольги к панели 1. Нагревательные элементы 20 выполнены с возможностью поддержания постоянной температуры во время процесса прикрепления. Кроме того, на фиг.6а показаны две ленты на случай, когда пониженная часть 7 выполнена с нижней секцией 10 и верхней секцией 11, причем каждая расположена под различным углом к верхней поверхности 2, как показано на фиг.5а. Одна лента может использоваться для прижатия фольги к нижней секции 10, а другая лента 18 - для прижатия фольги 14а к верхней секции 11, как показано на фиг.6b. В другом варианте выполнения данное устройство может иметь только одну бесконечную ленту 18, выполненную с возможностью деформации, и прижимные ролики 19, оси вращения которых могут быть наклонены по отношению друг к другу так, чтобы лента 18 прижималась на пониженную часть 7, нижняя секция 10 и верхняя секция 11 которой расположены под разными углами к верхней поверхности 2, как показано на фиг.5b. Такое устройство показано на фиг.6с. В этом устройстве расположение участка ленты 18, которая прижимает фольгу 14а, изменяется вдоль направления ее перемещения между левой группой колесиков и правой группой колесиков, показанных на фиг.6с.
В другом варианте выполнения данное устройство содержит прижимную ленту 18, которая может прижимать фольгу одновременно к нижней секции 10 и верхней секции 11, которые расположены под разными углами к верхней поверхности 2, как показано на фиг.6d. В этом случае прижимная лента 18 выполнена из более гибкого материала.
В соответствии с изобретением неплоская форма пониженной части 7 выполнена с помощью механической обработки кромки 4 фрезой 21, которую можно перемещать по направлению к кромке 4 и от нее и одновременно вдоль кромки 4. При таком способе получается форма пониженной части 7, показанная на фиг.2. Выше приведено объяснение другого способа, показанного на фиг.3а. Также возможно использование фасонной фрезы 21, показанной на фиг.7. В этом варианте выполнения фреза 21 содержит зубья 22 с переменным радиусом вершин d относительно центра вращения 23 фрезы 21. Это обеспечивает изменение отрезаемого фрезой объема материала, посредством изменения положения фрезы 21 при прохождении панели 1 вдоль нее, при этом центр вращения остается неподвижен.
Другой вариант выполнения фрезерной установки 29 схематично показан на фиг.8. Установка содержит линейный электродвигатель 30, магнит 31, пластинчатую пружину 32, первую опору 33, предназначенную для поддержания магнита 31 пластинчатыми пружинами 32, и вторую опору 34. Магнит 31 прикреплен ко второй опоре 34. Линейный электродвигатель 30 с неподвижно прикреплен, например, к станине (не показана). Установка 29 дополнительно содержит инструмент 35, например, фрезу, прикрепленную к валу 36. Вал приводится во вращение приводным двигателем 37, причем в данном случае с помощью муфты 38. Вал 36 с возможностью вращения прикреплен к опоре 34 с помощью подшипников 39.
При работе линейного двигателя 30 магнит 31 перемещается относительно двигателя 30. Можно получить вибрацию с высокой частотой в направлении вдоль приводного вала 36 фрезы 35. Вибрацию обеспечивают пластинчатые пружины 32. Через вторую опору 34 вибрация передается к фрезе 35. Благодаря муфте вал 10 может вибрировать, а приводной двигатель 37 находиться в неподвижном положении. Данный вариант выполнения не ограничивается применением пластинчатых пружин 32, могут быть применены эквивалентные упругие элементы. Кроме того, возможно прикрепление магнита 31 к станине устройства, а двигателя - ко второй опоре 34. Устройство 29 является сравнительно простым устройством для получения подходящим способом пониженной части 7 у кромки панели 1, поперечное сечение которой изменяется вдоль кромки.
Предпочтительно фрезерование пониженной части выполняется в два или более технологических этапа, например, под углами 40° и 25,5° к верхней поверхности для сведения к минимуму любых щелей между двумя панелями. Такое решение снижает вероятность проникновения воды или других веществ между панелями.
Из описанного выше следует, что в данном изобретении предложена панель, которая очень хорошо имитирует панель, выполненную из природных материалов. Кроме того, в изобретении предложен соответствующий способ выполнения такой панели.
Изобретение не ограничивается приведенными выше вариантами выполнения, которые могут быть изменены несколькими способами в пределах объема формулы изобретения. Например, первая линия панели может быть параллельна краю, а участок пониженной части между первой линией и краем может иметь неплоскую форму. Обычно все этапы фрезерования кромки панелей выполняют за один проход несколькими фрезами, однако возможно использование другого способа. Также можно получить неравномерную форму пониженной части при перемещении панели к фрезе и от нее, а не наоборот.









Изобретение относится к области строительства, а именно к панели, предназначенной для соединения с другой панелью с образованием покрытия. Панель имеет верхнюю поверхность и нижнюю поверхность, лежащие в разных плоскостях, и по меньшей мере одну кромку, расположенную между этими поверхностями, содержащую соединительные средства, обеспечивающие присоединение панели к соединительным средствам другой панели. Верхняя поверхность имеет пониженную часть у указанной кромки, при этом поперечное сечение пониженной части, перпендикулярное кромке панели, изменяется вдоль кромки. В изобретении также предложен соответствующий способ и устройство для выполнения такой панели. Технический результат изобретения заключается в улучшении эксплуатационных качеств панели. 4 н. и 15 з.п. ф-лы, 8 ил.
1. Панель (1), предназначенная для использования в блоке панелей (1), прикрепляемых друг к другу с образованием покрытия, имеющая верхнюю поверхность (2) и нижнюю поверхность (3), лежащие в разных плоскостях, и по меньшей мере одну кромку (4), расположенную между этими поверхностями, содержащую соединительные средства (5, 6), обеспечивающие присоединение панели (1) к соединительным средствам (5, 6) другой панели (1), при этом верхняя поверхность (2) имеет, по существу, плоский участок (8) поверхности и пониженную часть (7) у указанной кромки (4) панели (1), а поперечное сечение пониженной части (7), перпендикулярное кромке (4) панели (1), изменяется вдоль кромки (4), причем пониженная часть (7) имеет край (9), предназначенный для расположения напротив края (9) смежной панели (1) и имеющий постоянное положение в каждом поперечном сечении, и пониженная часть (7) наклонена для образования V-образной канавки между панелями (1), при этом V-образная канавка содержит нижнюю секцию (10), смежную с краем (9) и имеющую плоскую форму и постоянное поперечное сечение вдоль кромки (4), и верхнюю секцию (11), которая расположена между нижней секцией (10) и плоским участком (8) верхней поверхности (2) и имеет переменное поперечное сечение вдоль кромки (4).
2. Панель (1) по п.1, в которой поперечное сечение пониженной части (7) изменяется неравномерно по длине кромки (4) предпочтительно случайным образом.
3. Панель (1) по п.1 или 2, в которой нижняя секция (10) имеет правильную форму и постоянное поперечное сечение по длине кромки (4) и в которой предпочтительно угол наклона нижней секции (10) к верхней поверхности (2) превышает угол наклона верхней секции (11) к верхней поверхности (2).
4. Панель (1) по п.1 или 2, в которой верхняя поверхность (2) панели (1) выполнена с декоративной отделкой (13), а пониженная часть (7) выполнена с покрытием (14).
5. Панель (1) по п.1 или 2, в которой область первой линии (12), по которой верхняя поверхность (2) пересекает верхнюю секцию (11), отклоняется от области края (9).
6. Панель (1) по п.1 или 2, в которой первая линия (12) параллельна краю (9).
7. Способ выполнения панели (1), предназначенной для использования в покрытии, включающий:
создание панели (1), имеющей верхнюю поверхность (2) и нижнюю поверхность (3), лежащие в разных плоскостях, и по меньшей мере одну кромку (4), расположенную между этими поверхностями (2, 3),
механическую обработку кромки (4) для образования соединительных средств (5, 6), обеспечивающих присоединение панели (1) к соединительным средствам (5, 6) другой панели (1) и для создания верхней поверхности (2) с пониженной частью (7) у указанной кромки (4) панели (1),
причем кромку (4) механически обрабатывают так, что пониженную часть (7) выполняют с поперечным сечением, перпендикулярным кромке (4) панели (1) и изменяющимся вдоль данной кромки (4), при этом пониженную часть (7) выполняют первой механической обработкой нижней секции (10) пониженной части (7), а затем выполняют верхнюю секцию (11), которая имеет изменяющееся поперечное сечение по длине кромки (4), так что нижняя секция (10) имеет постоянное поперечное сечение вдоль кромки (4).
8. Способ по п.7, в котором механическую обработку кромки (4) выполняют либо фрезой (21), которую во время фрезерования кромки (4) перемещают в направлении кромки (4) или от нее, либо фасонной фрезой (21) с переменным радиусом (d) вершин зубьев (22) относительно центра (23) вращения фрезы.
9. Способ по п.7, в котором фрезу (21) поворачивают вокруг линии, проходящей параллельно краю (9) и верхней поверхности (2).
10. Способ по одному из пп.7-9, в котором пониженную часть (7) выполняют со слоем (14), например, фольги (14а) или краски.
11. Способ по п.10, в котором на верхнюю поверхность (2) панели (1) наносят покрытие (13) до выполнения слоя (14) на пониженной части (7), причем на верхнюю поверхность (2) с покрытием наносят антиадгезионный материал до создания слоя пониженной части (7), при этом любой слой (14), нанесенный на антиадгезионный материал, удаляют, например, с помощью щетки.
12. Способ выполнения панели (1), предназначенной для использования в покрытии, включающий:
создание панели (1), имеющей верхнюю поверхность (2) и нижнюю поверхность (3), лежащие в разных плоскостях, и по меньшей мере одну кромку (4), расположенную между этими поверхностями (2, 3),
механическую обработку кромки (4) для образования соединительных средств (5, 6), обеспечивающих присоединение панели (1) к соединительным средствам (5, 6) другой панели (1) и для создания верхней поверхности (2) с пониженной частью (7) у указанной кромки (4) панели (1),
причем кромку (4) механически обрабатывают так, что пониженную часть (7) выполняют с поперечным сечением, перпендикулярным кромке (4) панели (1) и изменяющимся вдоль данной кромки (4), при этом механическую обработку кромки (4) выполняют либо фрезой (21), которую во время фрезерования кромки (4) перемещают в направлении кромки (4) или от нее, либо фасонной фрезой (21) с переменным радиусом (d) вершин зубьев (22) относительно центра (23) вращения фрезы.
13. Способ по п.12, в котором используют по меньшей мере один пьезоэлектрический элемент для обеспечения перемещения фрезы к кромке и от нее путем поворота или перемещения фрезы относительно данной кромки.
14. Устройство для фрезерования кромки панели (1), обеспечивающее создание пониженной части (7) верхней поверхности (8) панели, содержащее фрезу (21) и зажим для фиксации панели, в котором фреза и панель выполнены с возможностью перемещения относительно друг друга для обеспечения перемещения фрезы вдоль кромки панели, причем фреза установлена на опоре (25, 26), которой снабжено устройство (27, 28) и которая обеспечивает перемещение фрезы к кромке панели и от нее, причем указанный механизм предпочтительно содержит по меньшей мере один пьезоэлектрический элемент или исполнительный механизм.
15. Устройство для фрезерования кромки панели (1) для создания пониженной части (7) верхней поверхности (8) панели, содержащее станину, фрезу (35) и направляющую, обеспечивающую перемещение панели вдоль фрезы, в котором фреза и панель выполнены с возможностью перемещения относительно друг друга для обеспечения перемещения фрезы вдоль кромки панели, причем фреза установлена на второй опоре (34), которой снабжено устройство (30-34) и которая обеспечивает перемещение фрезы к кромке панели и от нее, причем указанное устройство содержит линейный электродвигатель и магнит, связанный с линейным электродвигателем, при этом вторая опора (34) упруго присоединена к станине данного устройства.
16. Устройство по п.15, в котором магнит (31) прикреплен ко второй опоре (34), линейный электродвигатель (30) находится в неподвижном положении, а фреза (35) прикреплена к валу (36), приводимому во вращение приводным двигателем (37) и с возможностью вращения прикрепленному ко второй опоре (34) с помощью подшипников (39), причем указанное упругое соединение содержит упругие элементы.
17. Устройство по п.15, в котором линейный электродвигатель (30) прикреплен ко второй опоре (34), магнит (31) прикреплен к станине, а фреза (35) прикреплена к валу (36), приводимому во вращение приводным двигателем (37) и с возможностью вращения прикрепленному ко второй опоре (34) с помощью подшипников (39), причем указанное упругое соединение содержит упругие элементы.
18. Устройство по п.16 или 17, в котором упругие элементы представляют собой пластинчатые пружины (32).
19. Устройство по одному из пп.15-17, в котором вал (36) приводится во вращение приводным двигателем (37) с помощью муфты (38), а приводной двигатель (37) находится в неподвижном положении, так что обеспечивается возможность вибрации вала (36) относительно двигателя (37).
| WO 2006066776 A2, 29.06.2006 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 4243981 A1, 01.07.1993 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| ПОКРЫТИЕ ДЛЯ ПОЛА, СОСТОЯЩЕЕ ИЗ ТВЕРДЫХ ПАНЕЛЕЙ ПОЛА, И СПОСОБ ПРОИЗВОДСТВА ТАКИХ ПАНЕЛЕЙ ПОЛА | 1997 |
|
RU2200809C2 |

