Изобретение относится к неразрушающим способам производственного контроля и может использоваться при анализе материалов и изделий в текстильной промышленности.
Известен способ контроля физико-механических параметров волокон в массе, в процессе их промышленной переработки. Волокна прочесывают в настил и прозвучивают на двух или более гармонических частотах. Результирующие сигналы в каждой точке находят как отношение их величин на разных частотах. Прозвучивание производят в нескольких точках настила, статистической обработкой находят среднее значение прошедшего через настил сигнала, по которому судят о качестве волокна.
Структурная схема аппаратуры для осуществления известного способа содержит генератор высокочастотных колебаний, которые подают сигнал на ультразвуковые излучатели. Ультразвуковые колебания, пройдя через настил, попадают на приемник ультразвука. Сигналы преобразованные и усиленные до насыщения формируются специальными блоками в прямоугольные импульсы, которые затем дифференцируются. Продифференцированный сигнал подается на триггеры следующего блока с раздельным запуском. На другие входы триггеров подаются продифференцированные сигналы с генераторов. Таким образом длительность импульсов, выходящих с триггера, будет равна длительности запаздывания ультразвукового сигнала по фазе. Сигнал с триггеров подается на схему сравнения и интегратор с нуль-органом, который выдает счетные импульсы на суммирующее устройство.
(см. RU №2367947, G01N 33/36, опубл. 20.09.2009)
Известный способ дает возможность производить непрерывный контроль качества (параметров) волокон в технологическом процессе, повысить точность контроля параметров за счет статистической обработки сигналов, исключить субъективный фактор. Однако известный способ длительный и обладает большой трудоемкостью.
Известен способ бесконтактного контроля поверхности или внутренней структуры материала, заключающейся в том, что световая полоса облучает контролируемый материал и перемещается по нему. Свет отраженный, рассеянный, пропущенный детектируется и сравнивается с заданными значениями.
Устройство для осуществления способа содержит источник света для генерирования непрерывной световой полосы и преобразовательный блок - для регистрации световой волны.
(см. RU №2058546, G01N 21/892, опубл. 20.04.96)
Основным недостатком способа является ограниченная возможность его применения.
Наиболее близким по своей сущности является способ определения качественных характеристик волокнистых материалов, включающий уплотнение пробы волокон до заданной массы, пропускание через нее звуковых колебаний, измерение их ослабления и оценку по его значению искомого показателя.
(см. SU №1223145, G01N 33/36, опубл. 07.04.86)
Недостатком известного способа является его длительность, а также способ не может быть применим при технологической переработке, так как требует специальной подготовки контролируемого образца.
Задачей настоящего изобретения является создание достоверного оперативного контроля качества ткани.
Техническим результатом изобретения является ускорение контроля качества ткани, расширение области использования и функциональных возможностей способа.
Данный технический результат достигается способом производственного контроля качества ткани по артикулу, заключающийся в том, что через стандартную и контролируемую ткань одинаковых артикулов пропускают оцифрованный звук с частой 24000 Гц, регистрируют, снимают спектры оцифрованного звука, прошедшего через ткани, и по рисунку спектров судят о качестве ткани путем их сравнения.
Предлагаемый способ предусматривает производственный контроль качества ткани по искомому показателю, по артикулу, которым задаются изначально.
Контроль качества ткани возможно осуществлять по искомым показателям, по сортности, по сырью, по структуре, по составу, по отделке, по цвету.
Данный способ можно использовать для идентификации и обнаружения брака ткани, для стандартизации при проведении научно-исследовательских работ, для периодических и сертификационных исследований, а также способ могут использовать таможенные службы.
Предлагаемый способ позволяет расширить область использования и его функциональные возможности.
Оцифрованный звук, проходя через контролируемую ткань, в результате частичной дифракции ослабевает на равную величину для тканей, обладающих одинаковыми физико-техническими характеристиками, одинаковыми параметрами.
В результате сравнения и на основании сходства или различия рисунка спектров контролируемой ткани по заданному искомому показателю, а именно артикулу и стандартному образцу того же артикула, получаем информацию о качестве производимой ткани.
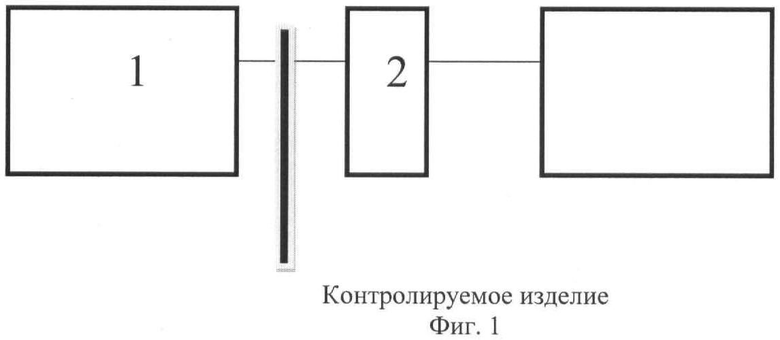
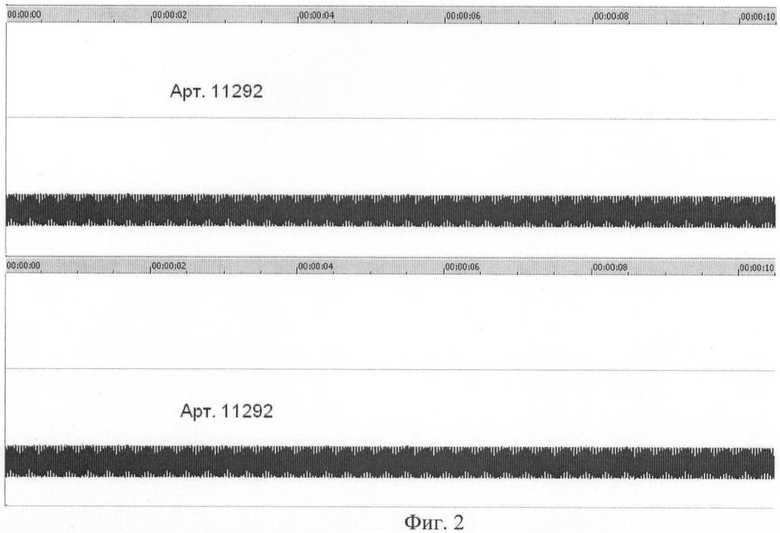
Сущность изобретения поясняется структурной схемой аппаратуры, которая изображена на фиг.1; на фиг.2 представлены рисунки спектров, прошедших через ткани.
Структурная схема содержит источник излучения оцифрованного звука 1. Оцифрованный звук определенной частоты проходит через ткань, поступает в регистрирующий блок 2, снабженный микрофоном, который принимает звуковые колебания, спектрографом или другим прибором, который регистрирует звуковые колебания, снимает спектр оцифрованного звука и рисунок спектра выводит на экран монитора блока обработки и хранения данных 3, блоком может являться, например компьютер с возможностью сравнения полученного рисунка спектра оцифрованного звука, прошедшего через ткань, с рисунком спектра стандартной ткани, который снимают изначально и вводят в банк данных компьютера или в данный блок. В результате сопоставления спектров получают информацию о соответствии изделия стандартной ткани по заданному искомому показателю, по артикулу.
В предлагаемом способе используют оцифрованный звук частотой 24000 Гц.
На фиг.2 представлены рисунки спектров оцифрованного звука с частотой 24000 Гц, прошедшего через ткани, одинакового артикула.
На фиг.2 представлен рисунок спектра оцифрованного звука, прошедшего через контролируемую ткань, арт.11292, и ранее снятого рисунка спектра оцифрованного звука, прошедшего через стандартную ткань, с таким же артикулом. Имеем два разных образца тканей с одинаковым артикулом - рисунки спектров идентичны, значит, выработанная ткань соответствует требуемому качеству.
Использование современных технологий повышает эффективность контроля и ускоряет его процесс.
Изобретения относится к текстильной промышленности и может быть использовано для производственного контроля качества ткани по артикулу. Для этого через стандартную и контролируемую ткань одинаковых артикулов пропускают оцифрованный звук с частотой 24000 Гц. Регистрируют, снимают спектры оцифрованного звука, прошедшего через ткани, и по рисунку спектров судят о качестве ткани путем их сравнения. Изобретение обеспечивает ускорение контроля ткани по искомому показателю, расширение области использования и функциональных возможностей метода. 2 ил.
Способ производственного контроля качества ткани по артикулу, заключающийся в том, что через стандартную и контролируемую ткань одинаковых артикулов пропускают оцифрованный звук с частотой 24000 Гц, регистрируют, снимают спектры оцифрованного звука, прошедшего через ткани, и по рисунку спектров судят о качестве ткани путем их сравнения.
| Способ определения качественных характеристик волокнистых материалов | 1984 |
|
SU1223145A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТРУКТУРНОГО СОСТОЯНИЯ ПОВЕРХНОСТЕЙ РАЗДЕЛА СРЕД | 1992 |
|
RU2049330C1 |
| СПОСОБ КОНТРОЛЯ ФИЗИКО-МЕХАНИЧЕСКИХ ПАРАМЕТРОВ ВОЛОКОН В МАССЕ | 2008 |
|
RU2367947C1 |
| US 0006888635 В2, 03.05.2005. | |||

