Изобретение относится к неразрушающим методам производственного контроля и может найти применение при анализе различных материалов в текстильной промышленности.
Известен динамометрический способ, по которому отбирают пробу волокон, прочесывают ее, пересчитывают количество волокон в пробе, формируют волокна в штапелек, разрывают штапелек на динамометрической машине, а о средней разрывной прочности волокон судят по отношению разрывной нагрузки к количеству волокон в штапельке (ГОСТ 3274.1-72, ГОСТ 20269-74).
Способ длителен, кропотлив и принципиально не может быть применен к оценке свойств волокон больших объемов, а также к оперативному контролю в процессе технологической переработки больших масс волокон.
Известен способ определения зрелости хлопковых волокон, по которому образец формируют в многослойный пакет, состоящий из нескольких слоев волоконной массы одинаковой площади, взвешивают его, прозвучивают образец перпендикулярно плоскости пакета в нескольких точках плоскости, а зрелость находят по среднему значению сигнала (а.с. 792127, G01N 29/00).
Способ может быть реализован только в лабораторных условиях и для оперативного контроля в технологической цепочке не пригоден.
Наиболее близким по своей сущности является способ определения зрелости хлопковых волокон, по которому образец волокна формируют в ленту, пропускают через фильеру, имеющую акустические датчики, перпендикулярные направлению перемещения ленты, прозвучивают образец, а о средней зрелости волокон судят по величине акустического сигнала, прошедшего через образец (SU №650000, кл. G01N 29/00. Опубл. 28.02.79).
Недостатками способа является то, что он калибруется относительными единицами, например эталонным хлопком отборного промышленного сорта, масса образца которого, как правило, незначительна, а также то, что результат контроля зависит, в значительной степени, от климатических факторов - температуры, влажности и барометрического давления окружающей среды.
Задачей настоящего изобретения является повышение точности, оперативности и объективности контроля физико-механических параметров волокон в технологической цепи переработки волокнистых масс.
Настоящая задача решается тем, что в способе контроля физико-механических параметров волокон в массе, по которому компактное множество волокон взвешивают, формируют в виде ленты, прочесывают в виде настила с помощью установки Шерли или типовой чесальной машины, прозвучивают и о параметрах волокон судят по величине прошедшего сигнала, прозвучивают настил на двух или более частотах в нескольких точках перпендикулярно плоскости настила, определяют среднее значение отношений на двух и более частотах сигналов по всем точкам прозвучивания, отбирают часть настила, в которой значение сигналов было наиболее близким к среднему, взвешивают его, полярографическим, динамометрическим или иным стандартным способами исследуют отобранный образец, перед разрывом прозвучивают на двух или более частотах полученный штапелек, устанавливая коэффициент пропорциональности между сигналами, прошедшими через образец в виде настила и в виде штапелька, затем, отобрав несколько образцов равной массы и кофигурации от настила, постепенно накладывают их друг на друга, каждый раз фиксируя величину прошедшего акустического сигнала на двух или более частотах, строят зависимость по отношениям величин сигналов от поверхностной плотности образца и соответственно от физико-механических свойств волокон, особо отметив на зависимостях точку, калиброванную по параметрам полярографическим, динамометрическим или иным методами, умноженными на коэффициент пропорциональности, найденный ранее, после чего оставшийся настил формируют в ленту, пропускают через фильеру с датчиками, прозвучивают на двух и более частотах, а по построенным зависимостям определяют средние параметры волокон.
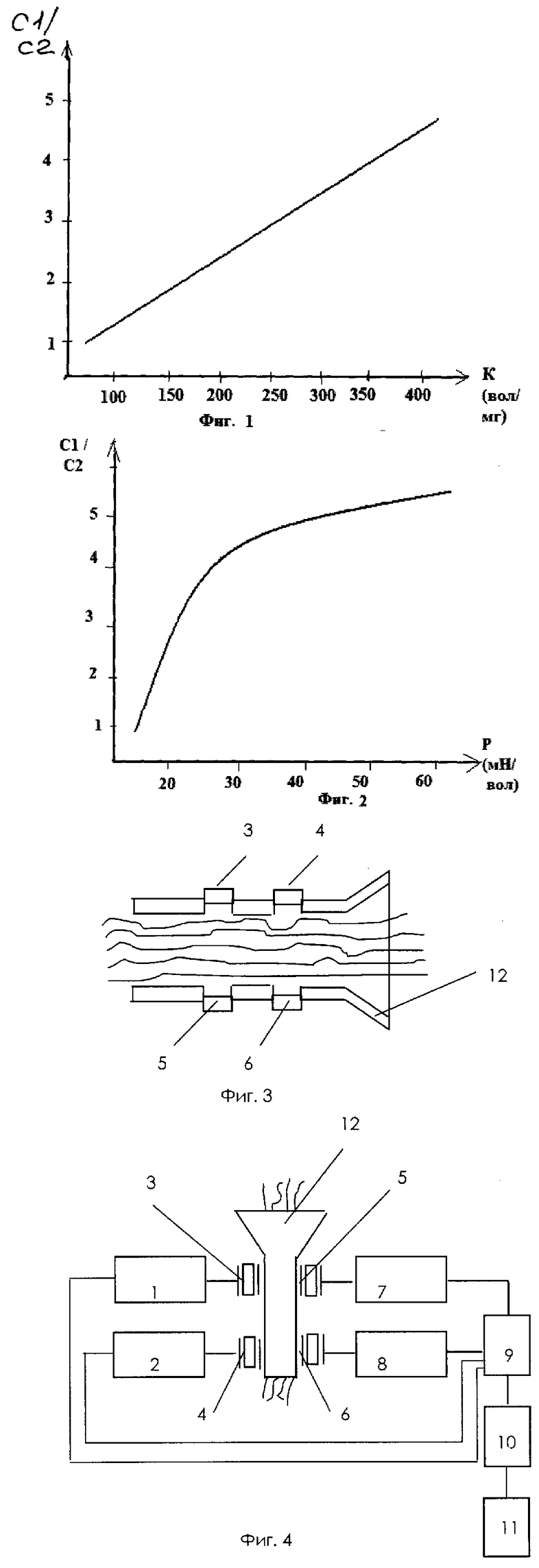
На фиг.1 показана зависимость сигнала от количества волокон в единице массы.
На фиг.2 - зависимость сигнала от средней разрывной прочности волокон.
На фиг.3 - фильера.
На фиг.4 - структурная схема аппаратуры для осуществления предлагаемого способа.
Генераторы высокочастотных колебаний 1, 2 подают сигнал на ультразвуковые излучатели 3 и 4, закрепленные на корпусе фильеры. Ультразвуковые колебания, пройдя через ленту, попадают на приемники ультразвука 5 и 6. Сигналы, преобразованные и усиленные до насыщения, формируются блоками 7, 8 в прямоугольные импульсы, которые затем дифференцируются. Продифференцированный сигнал подается на триггеры блока 9 с раздельным запуском. На другие входы триггеров подаются продифференцированные сигналы с генераторов. Таким образом длительность импульсов, выходящих с триггера, будет равна длительности запаздывания ультразвукового сигнала по фазе. Сигнал с триггеров подается на схему сравнения и интегратор с нуль-органом 10, выдающим счетные импульсы на суммирующее устройство 11. Фильера 12 служит только для формирования постоянного мгновенного измеряемого объема и фиксации излучателей и приемников ультразвука относительно друг друга.
Основными факторами, влияющими на изменение сигнала, являются: количество волокон в единице массы в канале прозвучивания, которое несет полезную информацию о параметрах волокон, и температура, относительная влажность и барометрическое давление окружающей среды, которые искажают величину полезного сигнала.
Для нейтрализации искажающих факторов прозвучивание образцов необходимо производить на двух или более гармонических частотах, а в качестве отсчетной единицы брать отношение абсолютных значений сигналов на этих частотах. Применение относительной единицы значения сигнала позволяет исключить искажение полезного сигнала при колебаниях параметров окружающей среды.
Зная массу образца в канале прозвучивания и величину прошедшего через образец сигнала, можно судить о количестве волокон в канале и соответственно о средней массе единичного волокна, его разрывной прочности, линейной плотности, зрелости (для хлопка) и других параметрах волокон различного происхождения.
Привязка относительного значения сигнала к реальным параметрам волокон, а также определение коэффициентов пропорциональности производится с помощью однократного испытания образца волокон динамометрическим, полярографическим и другими стандартными способами по указанной выше методике.
Использование предложенного способа дает возможность производить непрерывный контроль параметров волокон в технологическом процессе, повысить точность контроля параметров за счет статистической обработки сигналов, исключить субъективный фактор.
Способ может быть использован при непрерывном неразрушающем контроле физико-механических параметров волокон растительного, животного, искусственного, синтетического и минерального происхождения в процессе их промышленной переработки. Перед определением параметров волокна прочесывают в равномерный настил и прозвучивают на двух или более гармонических частотах. Результирующие сигналы в каждой точке находят как отношение их величин на разных частотах. Прозвучивание производят в нескольких точках настила. Статистической обработкой находят среднее значение сигнала. От настила отбирают образец заданной массы, прозвучивание которого показало значение относительного сигнала, близкое к среднестатистическому. Из отобранного образца, по известной методике, приготавливают штапелек. Штапелек прозвучивают на двух или более частотах, находят относительное значение сигнала и, сравнивая с относительным значением сигнала через исходный образец, определяют коэффициент пропорциональности. После чего, используя любой стандартный метод, находят требуемый параметр, приводя его в соответствие с относительной величиной акустического сигнала. Затем от настила отбирают несколько образцов равной массы, постепенно накладывая их друг на друга и прозвучивая нарастающий пакет на двух или более частотах, строят зависимость относительного сигнала от количества волокон в канале прозвучивания и соответственно от требуемого параметра, фиксируя на зависимости точку, калиброванную традиционным методом. После чего оставшийся настил прочесом формируют в ленту, пропускают через фильеру с датчиками, прозвучивают на двух и более частотах, а по построенным зависимостям определяют средние параметры волокон. Технический результат при использовании заявленного способа обеспечивает возможность производить непрерывный контроль параметров волокон в технологическом процессе, повысить точность контроля параметров за счет статистической обработки сигналов и исключить субъективный фактор. 4 ил.
Способ контроля физико-механических параметров волокон в массе, по которому компактное множество волокон взвешивают, формируют в виде ленты, прочесывают в виде настила с помощью установки Шерли или типовой чесальной машины, прозвучивают и о параметрах волокон судят по величине прошедшего сигнала, отличающийся тем, что прозвучивают настил на двух или более частотах в нескольких точках перпендикулярно плоскости настила, определяют среднее значение отношений на двух и более частотах сигналов по всем точкам прозвучивания, отбирают часть настила, в которой значение сигналов было наиболее близким к среднему, взвешивают его, полярографическим, динамометрическим или иным стандартным способами исследуют отобранный образец, перед разрывом прозвучивают на двух или более частотах полученный штапелек, устанавливая коэффициент пропорциональности между сигналами, прошедшими через образец в виде настила и в виде штапелька, затем, отобрав несколько образцов равной массы и конфигурации от настила, постепенно накладывают их друг на друга, каждый раз фиксируя величину прошедшего акустического сигнала на двух или более частотах, строят зависимость по отношениям величин сигналов от поверхностной плотности образца и, соответственно, от физико-механических свойств волокон, особо отметив на зависимостях точку, калиброванную по параметрам полярографическим, динамометрическим или иным методами, умноженными на коэффициент пропорциональности, найденный ранее, после чего оставшийся настил формируют в ленту, пропускают через фильеру с датчиками, прозвучивают на двух и более частотах, а по построенным зависимостям определяют средние параметры волокон.
| Способ определения зрелости хлопковых волокон | 1976 |
|
SU650000A1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТРОНИКОТИНОВ | 0 |
|
SU335247A1 |
| GB 1432978 A, 22.04.1976 | |||
| Сверло | 1986 |
|
SU1530479A1 |
| Устройство для оценки гибкости волокна или луба лубяных культур | 1986 |
|
SU1442913A1 |

