Изобретение относится к способу и устройству для производства непрерывной трубы с двойными стенками, выполненной предпочтительно из термопластичного материала и имеющей секции с гофрированной трубой и секции с соединительной муфтой.
Такой способ при соответствующем устройстве известен из патента ЕР 0563575 В1. Гофрированная труба является комбинированной трубой, состоящей из гладкой внутренней трубы и гофрированной наружной трубы, которая приварена в области основания гофра к внутренней трубе. Комбинированная труба имеет участок муфты, в которой наружная труба имеет гладкую цилиндрическую или слегка коническую форму, а внутренняя труба муфты также имеет соответствующую гладкую цилиндрическую или несколько коническую форму, находится в контакте с внутренней стороной участка в форме муфты наружной трубы и приварена к ней. Производство такой трубы в виде муфты происходит непрерывно путем производства непрерывной трубы с двойными стенками с последовательными участками гофрированной трубы и трубы в форме муфты. Непрерывную трубу нарезают на длины для того, чтобы получить муфту с участком гофрированной трубы и с участком муфты.
Непрерывную трубу производят таким образом, при котором трубу с двойными стенками экструдируют из расплава пластика через экструзионную головку экструзионного устройства, причем внешнюю трубу экструдируют из первого сопла и внутреннюю трубу экструдируют концентрично во внешнюю трубу через расположенное далее по потоку второе сопло экструзионной головки. Гофры и участки муфты формируют в гофропрессе, расположенном после экструзионной головки, т.е. в формовочном проходе указанного гофропресса, причем указанный формовочный проход имеет последовательно расположенные гофрированные и цилиндрические или несколько конические формовочные поверхности, связанные с циркулирующими парами формовочных блоков.
В процессе придания формы внешней трубе и внутренней трубе в формовочном проходе гофропресса согласно способу, описанному в ЕР 0563575 В1, требуется комплексный контроль давлений, воздействующих на внутреннюю трубу и на внешнюю трубу. Давление в каждом случае должно очень точно соответствовать соответствующей формовочной операции внешней и внутренней труб. Поскольку расширение внешней трубы и расширение внутренней трубы инициируются в разные моменты времени, но происходят одновременно, взаимно перекрывая друг друга, сопряжение различных давлений, которые должны воздействовать на внутреннюю трубу и на внешнюю трубу, относительно их последовательности по времени и величины, является очень сложным.
То же самое относится к способу производства и устройству, описанным в WO 02/070238 A1 и ВУ 103 35 518 А1. В этом случае сопряжение различных давлений, одновременно воздействующих на внутреннюю трубу и на внешнюю трубу, является очень сложным.
Задачей изобретения является создание способа и устройства типа, упомянутого в начале, с целью получения особенно простой и надежной процедуры.
Изобретение позволяет достичь этой задачи с помощью способа согласно пункту 1 формулы изобретения и устройства согласно пункту 14 формулы изобретения. Суть в этом случае заключается в том, что способ и устройство делают возможной процедуру, при которой в первую очередь внешняя труба вводится в полный контакт с цилиндрической или несколько конической соответствующей муфте форме формовочной поверхности, и только после этого внутренняя труба входит в контакт с внутренней стороной внешней трубы, уже находящейся в контакте с цилиндрической или несколько конической трубой в форме муфты. Таким образом становится возможным особенно простой контроль давления, поскольку во время формирования муфты нет необходимости ни в каком сложном контроле давления, воздействующего на внутреннюю трубу и на внешнюю трубу.
Временная последовательность формирования муфты на внешней трубе и на внутренней трубе может быть подобрана таким образом, что не происходит никакого взаимного перекрытия времени. Этот принцип может быть реализован особенно просто в отношении устройства в случае, если аксиальное расстояние между первым соплом, из которого экструдируют внешнюю трубу, и внутренним соплом, из которого экструдируют внутреннюю трубу, подбирают таким образом, чтобы оно превышало аксиальную линейную протяженность формируемой муфты. Решающим фактором в отношении расстояния является расстояние между концами сопел, из которых выходят, соответственно, внешняя труба и внутренняя труба.
Другие признаки и преимущества возможных вариантов реализации изобретения рассматриваются со ссылкой на фигуры, на которых показан предпочтительный пример варианта реализации.
Далее изобретении будет разъяснено более подробно для предпочтительного примера варианта реализации со ссылкой на фигуры.
На фиг.1-7 показаны схематические иллюстрации в разрезе деталей формовочного прохода в начальной области формовочного тракта, с блоком сопел, которое выступает в формовочный проход, демонстрирующие различные этапы способа, осуществляемые один за другим.
Гофропресс, показанный в виде примера варианта реализации, имеет формовочные блоки 1n, 1m, которые располагаются последовательно парами один после другого в направлении хода технологического процесса Х в линейном формовочном тракте 10. С обращенной внутрь формовочной поверхностью пары формовочных блоков охватывают каждая по существу цилиндрическую формовочную камеру. Пары формовочных блоков, направляемые аксиально одна после другой в формовочном тракте 10, образуют формовочный проход, состоящий из цилиндрических формовочных полостей и идущий вдоль центральной оси М, изображенной на фигурах.
Блок сопел 5 экструдера (не показан) выступает в исходный участок, показанный на фигурах, формовочного прохода 10. Блок сопел 5 ориентирован вдоль центральной оси М. Гофропресс с его формовочными блоками 1n, 1m блоком сопел 5 сформированы каждый симметрично относительно центральной оси М. На фигурах показана только правая сторона симметрии, т.е. только правые формовочные блоки 1n, 1m и только правая симметричная сторона симметричного блока сопел. Соответствующим образом сконструированные и размещенные левые формовочные блоки 1n, 1m и левая сторона блока сопел 5 не показаны поэтому на фигурах.
Из блока сопел 5 в формовочный проход поступают две концентричные трубы из расплава пластика. Трубами из расплава пластика являются внешняя труба Sa и внутренняя труба Si. Эти трубы из пластикового расплава проходят через формовочный проход в направлении хода технологического процесса в формовочном тракте 10. В этом процессе они подвергаются формовке и охлаждению на формовочных поверхностях формовочных блоков 1n, 1m и покидают формовочный процесс в виде непрерывной гофрированной трубы с двойными стенками, имеющей участки в форме муфты.
Формовочные блоки 1n, 1m приводятся в действие в формовочном проходе посредством приводного двигателя (не показан) для последовательного продвижения в направлении технологического процесса Х. Приводной двигатель может быть размещен снизу на столе станка, по которому ведутся формовочные блоки 1n, 1m, и может входить в зацепление через выходную шестерню с зубчатыми рейками, выполненными снизу на формовочных блоках. Формовочные блоки 1n, 1m возвращаются каждый от конца формовочного тракта 10 к началу формовочного тракта. Это не показано на фигурах. Возвращение может осуществляться захватным устройством с приводом от двигателя, предпочтительно захватным устройством для левых формовочных блоков и захватным устройством для правых формовочных блоков, и кроме того левые и правые формовочные блоки могут направляться по кольцевым направляющим, предпочтительно с помощью ведущих элементов с приводом от двигателя.
В случае формовочных блоков, применяемых в формовочном тракте 10 и показанных на фигурах, следует различать между собой нормальные формовочные блоки 1n и муфтовые формовочные блоки 1m. Нормальные формовочные блоки 1n имеют гофрированную формовочную поверхность, предназначенную для формирования гофрированных участков трубы. Муфтовые формовочные блоки 1m имеют предпочтительно гладкую цилиндрическую или несколько коническую поверхности формовки муфт и служат для формирования предпочтительно гладких цилиндрических участков трубы в виде муфты. В каждом случае в контур формовочного блока и, следовательно, в формовочный тракт направляется множество нормальных формовочных блоков 1n и только одна пара или несколько пар муфтовых формовочных блоков. В «челночных гофропрессах», как известно, например, из ЕР 0 270 694 В1, муфтовые формовочные блоки могут также вводиться в контур, при желании, в каждом случае только временно, т.е. после введения их вновь извлекают из контура и помещают на хранение на участок временного хранения на столе станка.
В показанном случае блок сопел 5 выполнен таким образом, что трубы из расплава пластика, выходящие из блока сопел, формируются, как упоминалось выше, как две трубы из расплава пластика, а именно: внутренняя труба Si и внешняя труба Sa. Блок сопел 5 имеет внешнее сопло 5а и внутреннее сопло 5i. Внешняя труба Sa выходит из выпускного конца внешнего сопла 5а. Внутренняя труба Si выходит из выпускного конца внутреннего сопла 5i. Выпускной конец внешнего сопла 5а располагается перед выпускным концом внутреннего сопла 5i, как можно видеть в направлении хода технологического процесса Х. Поэтому можно сказать, что внутреннюю трубу Si экструдируют во внешнюю трубу Sa. После внутреннего сопла 5i располагается охлаждающая оправка 5d, как можно видеть в направлении хода технологического процесса Х.
Воздушный проход 5ak назначен к внешнему соплу 5а, воздушный проход 5ik назначен к внутреннему соплу 5i. Выпускной конец воздушного прохода 5ak размещается после выпускного конца внешнего сопла 5а, как можно видеть в направлении хода технологического процесса Х. Воздух, «наружный воздух» как вспомогательный воздух для внешней трубы Sa, вдувают через воздушный проход 5ak в пространство А, которое образуется между внутренней стенкой внешней трубы Sa и внешней стенкой внутренней трубы Si. Соответствующим образом воздух, «внутренний воздух» как вспомогательный воздух для внутренней трубы Si, вдувают через воздушный проход 5ik в пространство между внутренней стенкой внутренней трубы Si и внешней стенкой охлаждающей оправки 5d. Давление ра наружного воздуха можно регулировать посредством регулятора давления, соединенного с воздушным проходом 5ak, например, как функцию соответствующих положений формовочных блоков, применяемых в формовочном проходе и/или согласно заданному профилю давления. Соответствующим образом давление pi внутреннего воздуха можно регулировать регулятором давления, соединенным с воздушным проходом 5ik.
Важно, что в приведенном в качестве примера варианте реализации показано, что расстояние между выпускным концом внешнего сопла 5а и выпускным концом внутреннего сопла 5i больше аксиальной протяженности формующей муфту поверхности L. В случае, показанном на фигурах, расстояние между соплами приблизительно в 1,4 раза больше аксиальной протяженности формирующей муфту поверхности L.
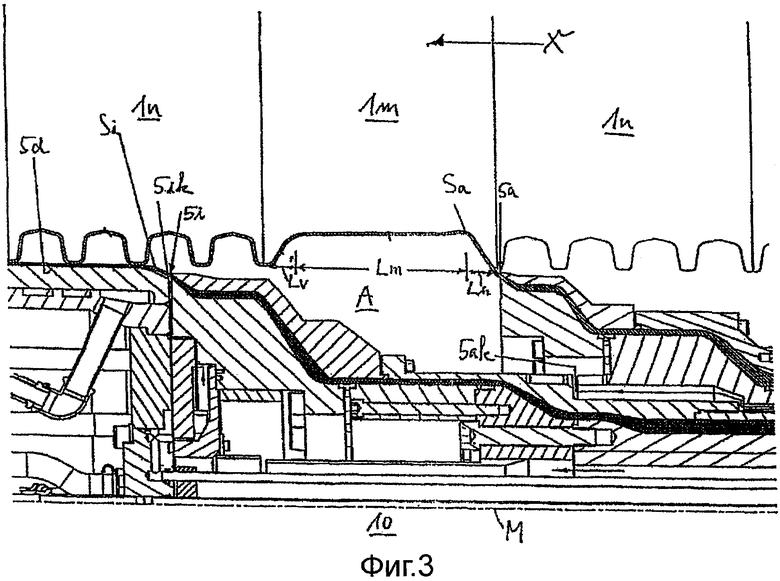
В показанном в качестве примера варианте реализации поверхность формовки муфт в каждом случае образуется только одной парой муфтового формовочного блока. Формовочная поверхность муфтового формовочного блока 1m имеет в каждом случае гладкую цилиндрическую или несколько коническую формовочную поверхность, имеющую аксиальную длину Lm при наблюдении в направлении хода технологического процесса Х, а присоединения этой поверхности муфты в каждом случае перед ней и после нее являются переходными участками с аксиальной длиной Lv и Ln. Вся аксиальная длина L поверхности формовки муфт получается путем суммирования Lv, Lh, Lm (см. фиг.3).
Формовочная поверхность нормальных формовочных блоков 1n имеет в каждом случае гофрированную формовочную поверхность с параллельными гофрами, размещенными аксиально один позади другого и имеющими периодически повторяющиеся вершины гофров и основания гофров, в каждом случае размещенные соосно вокруг центральной оси М формовочного прохода.
Как известно по сути, формовочные блоки 1n, 1m имеют на формовочных поверхностях вакуумные отверстия, которые показаны с вакуумными проходами в формовочных блоках через устройство вакуумирования (не показано), предназначенными для того, чтобы способствовать прилеганию внешней трубы к формовочным поверхностям.
На тех участках, на которых действуют нормальные формовочные блоки 1n, непрерывной трубе, формируемой в показанном случае в формовочном тракте 10, придают форму гофрированной трубы с двойной стенкой, имеющей гофрированную внешнюю трубу и гладкую цилиндрическую внутреннюю трубу, которую приваривают в каждом случае к внешней трубе в области оснований гофров. На тех участках, на который действуют муфтовые формовочные блоки 1m, в непрерывной трубе образуются участки муфты, т.е. имеющие форму муфты при аксиальной длине L = Lm+Lv+Lh. По всему участку длиной L с формой муфты внешнюю трубу и внутреннюю трубу сваривают между собой по всей площади поверхности.
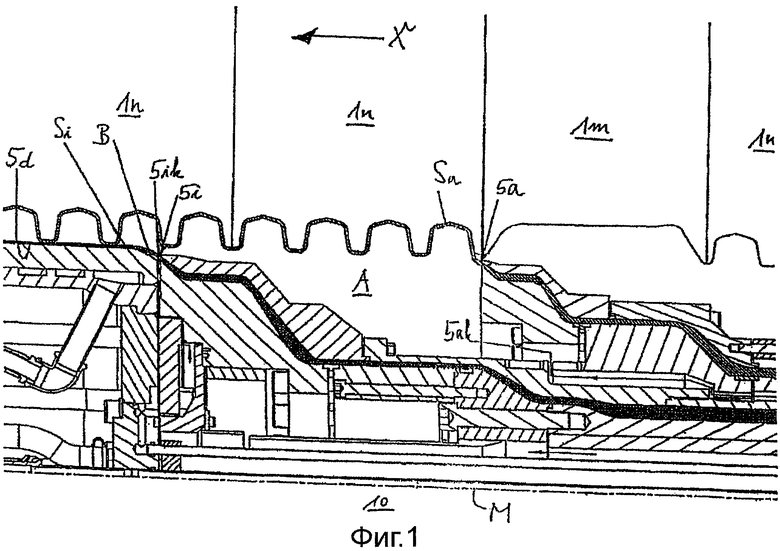
Далее будет описано функционирование со ссылкой на фиг.1-7, на которых показаны разные стадии применения способа в формовочном проходе 10 в области блока сопел 5. Различные стадии способа определяются на основании того, какая пара формовочных блоков, т.е. какая формовочная поверхность, или гофрированная формовочная поверхность, или поверхность формовки муфты, как раз проходит через область блока сопел 5 в начальном участке формовочного тракта 10. Поэтому в описании способа, приведенном ниже, упоминается и принимается во внимание только формовочная поверхность, т.е. гофрированная формовочная поверхность или поверхность формовки муфты, и таким образом рассматривается вне зависимости от того, образуется ли указанная формовочная поверхность в каждом случае одним или больше формовочными блоками. Однако формовочные блоки 1n, 1m, закрепленные за соответствующими формовочными поверхностями, изображены на фигурах для наглядности, где
на фиг.1 показана стадия непосредственно перед тем, как передний край поверхности формовки муфты проходит поверх внешнего сопла 5а. Вся аксиальная длина поверхности формовки муфты все еще располагается до внешнего сопла 5а. Как можно видеть в направлении хода технологического процесса Х, в каждом случая гофрированные формовочные поверхности размещаются перед и после поверхности формовки муфты, и поэтому в каждом случае гофрированные формовочные поверхности размещаются в области между внешним соплом 5а и внутренним соплом 5i и в области перед внутренним соплом 5i.
Давление, заданное в пространстве А наружным воздухом, в этот момент понижается от давления ра1 до давления ра2. Давление, заданное в пространстве В внутренним воздухом, составляет около pi1.
Внешняя труба Sa, выходящая из внешнего сопла 5а, упирается в этот момент в гофрированную формовочную поверхность под воздействием давления, преобладающего в пространстве А. Вся показанная внешняя труба Sa, которая следует в направлении хода технологического процесса Х на фиг.1, уже находится в контакте с гофрированной формовочной поверхностью.
Под воздействием давления pi1, заданного в пространстве В, и/или посредством охлаждающей оправки 5d внутренняя труба Si, выходящая из внутреннего сопла 5i, отжимается в направлении основания гофра внешней трубы, находящейся в контакте с гофрированной формовочной поверхностью, для того, чтобы быть приваренной там. Вся внутренняя труба Si, продолженная в направлении хода технологического процесса Х на фиг.1, уже находится в контакте в виде гладкой цилиндрической внутренней трубы, с основаниями гофров внешней трубы Sa, будучи в каждом случае приваренной к ним.
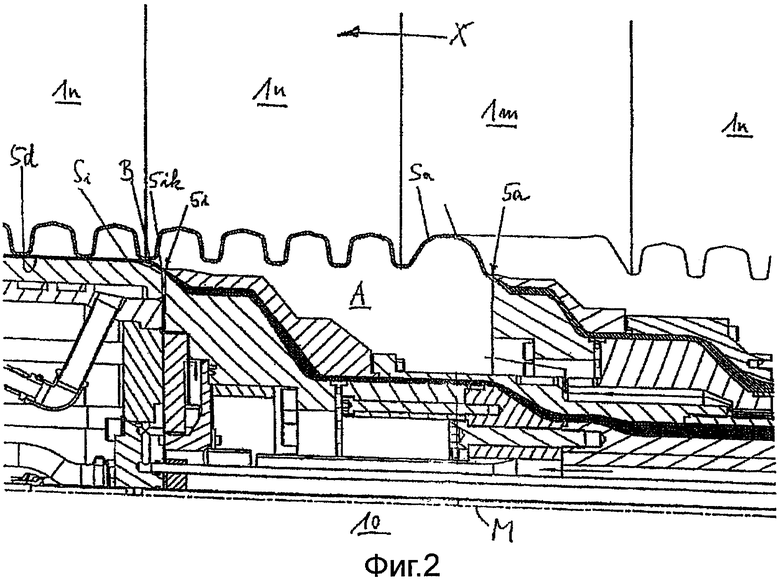
На фиг.2 показана стадия, во время которой поверхность формовки муфты располагается в точности над внешним соплом 5а. Первый участок поверхности формовки муфты уже прошел внешнее сопло 5а. Второй участок поверхности формовки муфты все еще располагается до внешнего сопла 5а.
Давление в пространстве А задано как постоянное давление ра2 или давление ра2, понижающееся с течением времени. Давление в пространстве В является постоянным, как pi1.
Внешняя труба Sa, выходящая из внешнего сопла 5а, упирается в этот момент в поверхность формовки муфты под воздействием давления, преобладающего в пространстве А. Дальнейшая часть внешней трубы по направлению хода технологического процесса Х уже находится в контакте с гофрированной формовочной поверхностью.
Как и на фиг.1, внутренняя труба Si после ее выхода из внутреннего сопла 5i и под воздействием давления pi1, установленного в пространстве В, и/или под воздействием охлаждающей оправки 5d отжимается в этот момент в направлении основания гофра внешней трубы, находящейся в контакте с гофрированной формовочной поверхностью, для того, чтобы быть приваренной там.
На фиг.3 показана стадия, при которой поверхность формовки муфты полностью прошла внешнее сопло 5а. Внешняя труба Sa, продолженная в направлении хода технологического процесса Х на фиг.1, уже находится в контакте с участком в форме муфты по всей его аксиальной длине и находится в контакте с гофрированной формовочной поверхностью на ее продолжении в направлении хода технологического процесса Х.
Давление в пространстве А повышается вновь от ра2 до ра1. Давление в пространстве В все еще остается постоянным и равным pi1.
Внешняя труба Sa, выходящая из внешнего сопла 5а, упирается в этот момент в поверхность формовки муфты в области ее заднего конца под воздействием давления, преобладающего в пространстве А.
Так же как на фиг.1 и 2, внутренняя труба Si после ее выхода из внутреннего сопла 5i и под воздействием давления pi1, установленного в пространстве В, отжимается в этот момент в направлении основания гофра внешней трубы, находящейся в контакте с гофрированной формовочной поверхностью, для того, чтобы быть приваренной там. Внутренняя труба Si, которая продолжается в направлении хода технологического процесса Х, уже находится в контакте в качестве гладкой цилиндрической внутренней трубы, с основаниями гофров внешней трубы.
На фиг.4 показана стадия, при которой поверхность формовки муфты как раз достигла положения внутреннего сопла 5i.
Давление ра1, вновь установленное на фиг.3, задано в пространстве А. Давление в пространстве В повышается в этот момент от давления pi1 до давления pi2.
Внешняя труба Sa, выходящая из внешнего сопла 5а, входит в контакт с гофрированной формовочной поверхностью над внешним соплом 5а под воздействием давления 5а, преобладающего в пространстве А. При дальнейшем ходе внешней трубы Sa в направлении хода технологического процесса Х указанная внешняя труба Sa уже находится в контакте с поверхностью формовки муфты и с гофрированной формовочной поверхностью, предшествующей ей в направлении хода технологического процесса Х.
Внутренняя труба Si, выходящая из внутреннего сопла, в этот момент прижимается под воздействием давления, преобладающего в пространстве В, к внешней трубе Sa, находящейся в контакте с формовочной поверхностью, в частности, в направлении последнего основания гофра перед отрезком трубы в форме муфты, и сваривается с ней.
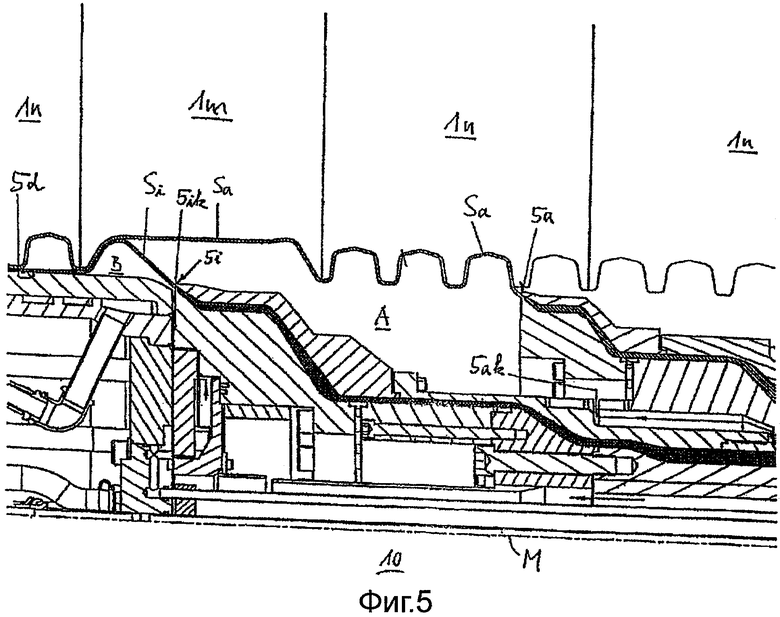
На фиг.5 показана стадия, при которой поверхность формовки муфты располагается в точности над позицией внутреннего сопла 5i; в частности, первая часть поверхности формовки муфты уже прошла внутреннее сопло, а вторая часть все еще находится перед позицией внутреннего сопла 5i.
Постоянное давление ра1 все еще задано в пространстве А. Давление pi2 задано в пространстве В как остающееся постоянным или же снижающееся или чередующееся.
Внешняя труба Sa, выходящая из внешнего сопла 5а, в этот момент входит в контакт с гофрированной формовочной поверхностью, помещенной над внешним соплом 5а. При дальнейшем ходе внешней трубы Sa в направлении хода технологического процесса Х внешняя труба Sa уже находится в контакте с поверхностью формовки муфты и с предшествующей гофрированной формовочной поверхностью.
Внутренняя труба, выходящая из внутреннего сопла 5i, в этот момент прижимается под воздействием давления pi2, преобладающего в пространстве В, к внутренней стороне внешней трубы, уже находящейся в контакте с формовочной поверхностью, и входит в поверхностный контакт.
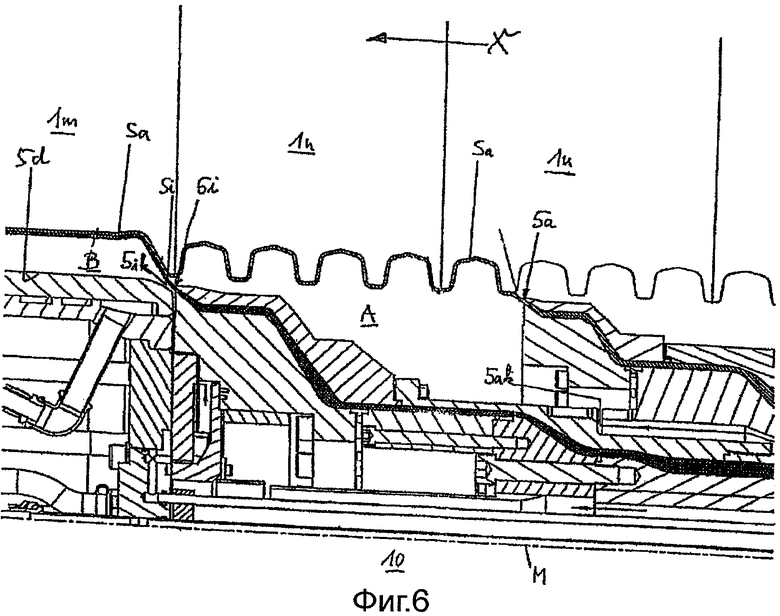
На фиг.6 показана стадия, при которой поверхность формовки муфты как раз прошла позицию внутреннего сопла 5i.
Давление в пространстве В в этот момент понижается до давления pi1. В пространстве А давление ра1 все еще остается на постоянном уровне.
Под воздействием давления, преобладающего в пространстве А, внешняя труба, выходящая из внешнего сопла 5а, вводится в этот момент в контакт с гофрированной формовочной поверхностью, размещенной над внешним соплом 5а. При дальнейшем ходе внешней трубы Sa в направлении хода технологического процесса Х внешняя труба Sa уже находится в контакте с гофрированной внешней поверхностью и с предшествующей поверхностью формовки муфты.
Под воздействием давления, преобладающего в пространстве А, внутренняя труба Si, выходящая из внутреннего сопла 5i, входит в поверхностный контакт с внешней трубой, уже находящейся в контакте с отрезком трубы в форме муфты. При дальнейшем ходе внутренней трубы 5i в направлении хода технологического процесса Х она уже находится в поверхностном контакте с внешней трубой Sa, находящейся в контакте с поверхностью формовки гильзы.
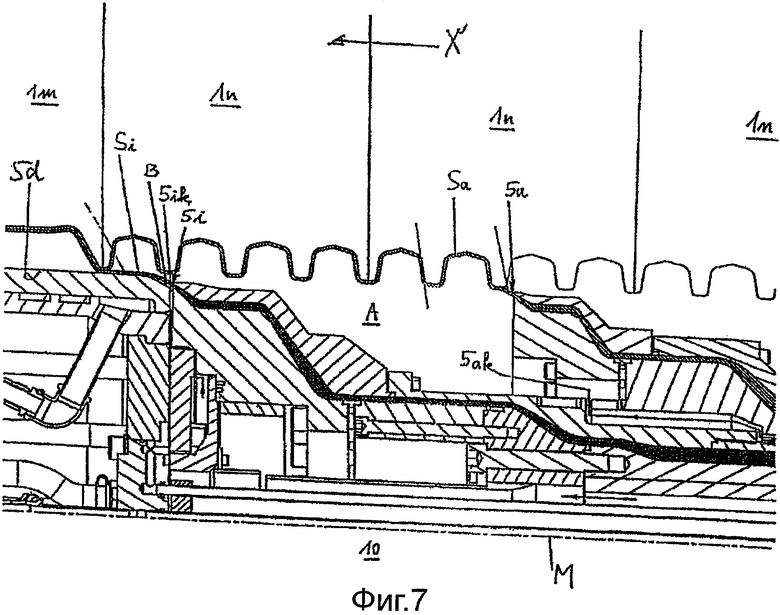
На фиг.7 показана стадия, когда поверхность формовки гильзы полностью прошла внутреннее сопло 5i и первая часть гофрированной формовочной поверхности, расположенной после поверхности формовки гильзы, прошла внутреннее сопло 5i, и гофрированная формовочная поверхность также размещается над всем участком между внутренним соплом 5i и внешним соплом 5а.
В пространстве В давление все еще установлено на постоянном уровне pi1 и в пространстве А давление все еще установлено на постоянном уровне ра1.
Внешняя труба, выходящая из внешнего сопла 5а, в этот момент входит в контакт с гофрированной формовочной поверхностью под воздействием давления ра1. При дальнейшем ходе внешней трубы Sa в направлении хода технологического процесса Х указанная внешняя труба Sa уже находится в контакте с соответствующей формовочной поверхностью.
Под воздействием давления pi1, установленного в пространстве В и/или с помощью охлаждающей оправки 5d внутренняя труба Si, выходящая из внутреннего сопла 5i, отжимается в направлении основания гофра внешней трубы, находящейся в контакте с гофрированной формовочной поверхностью и сваривается с ней. Внешняя труба Sa, предшествующая в направлении хода технологического процесса Х, находится в контакте с гофрированной формовочной поверхностью, и внутренняя труба, предшествующая в направлении хода технологического процесса Х, находится в контакте со сваркой, как гладкая цилиндрическая труба, с основаниями гофров внешней трубы.
Эти стадии способа на фиг.1-7 в каждом случае повторяются циклично в начале формовочного тракта с помощью формовочных блоков, направляемых по контуру.
Непрерывная труба с двойной стенкой, состоящая из поочередно меняющихся участков гофрированной трубы и участков трубы в форме муфты, выходит из конца формовочного тракта 10. Гофрированные трубы с соединительными муфтами формируются путем резания непрерывной трубы на длины.
Например, для производства гофрированной трубы с диаметром трубы 100 мм и обычной толщиной стенки 0,3 мм наружный воздух применяется при ра1, равном 0,5 бар, и ра2, равном 0,45 бар, а внутренний воздух применяется при pi1, равном 0,5 бар, и pi2, равном 0,7 бар. В данном случае заданные значения давления ра1, ра2, pi1 и pi2 в каждом случае являются положительными значениями превышения давления окружающей среды, т.е. в каждом случае величина перепада давления между давлением, воздействующим на внутреннюю поверхность соответствующей трубы и преобладающим давлением окружающей среды.
Список обозначений
1n нормальные формовочные блоки
1m муфтовые формовочные блоки
5 блок сопел
5а внешнее сопло
5ak воздушный проход для наружного воздуха
5i внутреннее сопло
5ik воздушный проход для внутреннего воздуха
5d охлаждающая оправка
10 формовочный тракт
Sa внешняя труба
Si внутренняя труба
Х направление хода технологического процесса
М центральная ось
ра1 давление наружного воздуха в пространстве А
ра2 давление наружного воздуха в пространстве А
pi1 давление внутреннего воздуха в пространстве В
pi2 давление внутреннего воздуха в пространстве В
Lm аксиальная длина гладкой цилиндрической поверхности формовки муфты
Lv аксиальная длина переднего переходного участка поверхности формовки муфты
Lh аксиальная длина заднего переходного участка поверхности формовки муфты
Изобретение относится к способу для производства непрерывной трубы с двойной стенкой, имеющей секции с гофрированной трубой и секции с соединительной муфтой. Способ осуществляется путем экструзии внешней трубы (Sa), образующей внешнюю трубу в трубе с двойной стенкой, и внутренней трубы (Si), образующей внутреннюю трубу в трубе с двойной стенкой, в формовочном проходе (10), имеющем по меньшей мере один участок с гофрированной формовочной поверхностью и по меньшей мере один участок с предпочтительно гладкой цилиндрической поверхностью формовки муфты. Для формирования участка муфты внешняя труба экструдируется в поверхность формовки муфты и вводится в контакт с поверхностью формовки муфты. Внутренняя труба (Si) экструдируется во внешнюю трубу (Sa), уже находящуюся в контакте по всей аксиальной длине с поверхностью формовки муфты, и вводится в контакт в ходе технологического процесса с внутренней поверхностью внешней трубы (Sa), находящейся в контакте. Технический результат достигается при использовании способа по изобретению, чтобы упросить процесс изготовления и обеспечить надежность ее изготовления и соединения слоев. 8 з.п. ф-лы, 7 ил.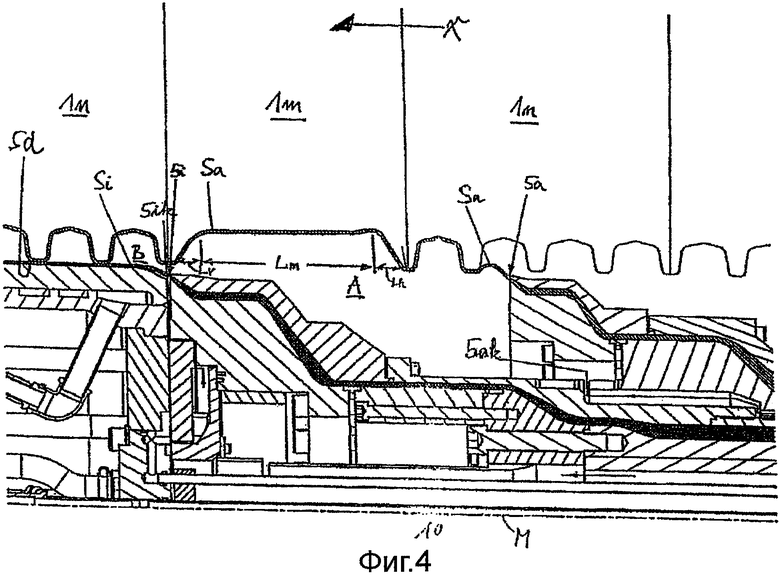
1. Способ производства непрерывной трубы с двойной стенкой, выполненной предпочтительно из термопластичного материала и имеющей секции с гофрированной трубой и секции с соединительной муфтой, путем экструзии внешней трубы (Sa), образующей внешнюю трубу в трубе с двойной стенкой, и внутренней трубы (Si), образующей внутреннюю трубу в трубе с двойной стенкой, в формовочном проходе (10), имеющем по меньшей мере один участок с гофрированной формовочной поверхностью, и по меньшей мере один участок с предпочтительно гладкой, цилиндрической или несколько конической поверхностью формовки муфты, в котором
для формирования гофрированного участка внешнюю трубу (Sa) экструдируют в гофрированную формовочную поверхность и вводят в контакт с гофрированной формовочной поверхностью, при этом внутреннюю трубу (Si) экструдируют во внешнюю трубу (Sa) и вводят в контакт с внешней трубой (Sa), находящейся в контакте с гофрированной формовочной поверхностью, в области основания гофров внешней трубы (Sa);
для формирования участка муфты внешнюю трубу (Sa) экструдируют в.поверхность формовки муфты и вводят в контакт с поверхностью формовки муфты, при этом внутреннюю трубу (Si) экструдируют во внешнюю трубу (Sa), уже находящуюся в контакте по всей аксиальной длине с поверхностью формовки муфты, и вводят в ходе технологического процесса в контакт с внутренней стороной внешней трубы (Sa), уже находящейся в контакте с поверхностью формовки муфты по всей аксиальной длине поверхности формовки муфты, отличающийся тем,
что давление (pa1), воздействующее на внутреннюю сторону внешней трубы (Sa), уменьшают (ра2) как раз перед тем или в то время, когда внешнюю трубу (Sa) экструдируют в поверхность формовки муфты, при этом давление (ра2), воздействующее на внутреннюю сторону внешней трубы (Sa), повышают (pal) сразу после завершения экструзии внешней трубы (Sa) в поверхность формовки муфты, при этом
давление (pi1), воздействующее на внутреннюю сторону внутренней трубы (Si), повышают (pi2) до или во время экструдирования внутренней трубы во внешнюю трубу (Sa), уже находящуюся в контакте с поверхностью формовки муфты, а давление (pi2), воздействующее на внутреннюю сторону внутренней трубы (Si), понижают сразу после завершения экструзии внутренней трубы (Si) во внешнюю трубу (Sa), находящуюся в контакте с поверхностью формовки муфты.
2. Способ по п.1, отличающийся тем, что давление (ра2), воздействующее на внутреннюю сторону внешней трубы (Sa), поддерживают на постоянном, или понижающемся, или чередующемся уровне все то время, когда внешнюю трубу экструдируют в поверхность формовки муфты.
3. Способ по п.2, отличающийся тем, что давление (ра2), воздействующее на внутреннюю сторону внешней трубы (Sa) во время экструзии внешней трубы в поверхность формовки муфты, понижают, т.е. выбирают более низкие значения давления для увеличения диаметров внешней трубы, и/или увеличения толщины стенки внешней трубы, и/или увеличения толщины стенки внутренней трубы.
4. Способ по одному из пп.1-3, отличающийся тем, что увеличение давления (ра2, pa1), воздействующего на внутреннюю сторону внешней трубы (Sa), когда указанное увеличение имеет место при завершении экструзии внешней трубы (Sa) в поверхность формовки муфты, имеет величину, по меньшей мере приблизительно такую же, как уменьшение давления (pa1), воздействующего на внутреннюю сторону внешней трубы (Sa) непосредственно или за небольшой отрезок времени перед экструдированием внешней трубы (Sa) в поверхность формовки муфты.
5. Способ по п.1, отличающийся тем, что давление (pi2), воздействующее на внутреннюю сторону внутренней трубы (Si), поддерживают на постоянном, или понижающемся, или чередующемся уровне все то время, когда внутреннюю трубу (Si) экструдируют во внешнюю трубу (Sa) в контакте с поверхностью формовки муфты.
6. Способ по п.5, отличающийся тем, что давление (pi2), воздействующее на внутреннюю сторону внутренней трубы (Si) во время экструзии внутренней трубы (Si) во внешнюю трубу (Sa), уже находящуюся в контакте с поверхностью формовки муфты, понижают, т.е. выбирают более низкие значения давления для увеличения диаметров внешней трубы, и/или увеличения толщины стенок внешней трубы и/или увеличения толщины стенок внутренней трубы.
7. Способ по п.5, отличающийся тем, что уменьшение давления (pi1, pi2), воздействующего на внутреннюю сторону внутренней трубы (Si), когда указанное уменьшение имеет место при завершении экструзии внутренней трубы (Si) во внешнюю трубу (Sa), находящуюся в контакте с поверхностью формовки гильзы, имеет величину по меньшей мере приблизительно такую же, как увеличение давления (pi1), воздействующего на внутреннюю сторону внутренней трубы (Si), перед тем или в то же время, когда внутренняя труба экструдирована во внешнюю трубу (Sa), уже находящуюся в контакте с поверхностью формовки муфты.
8. Способ по п.1, отличающийся тем, что давление (pa1), воздействующее на внутреннюю сторону внешней трубы (Sa) во время экструзии внешней трубы (Sa) на гофрированную формовочную поверхность, уменьшают, т.е. выбирают более низкие значения давления для увеличения диаметров внешней трубы, и/или увеличения толщины стенок внешней трубы, и/или увеличения толщины стенок внутренней трубы.
9. Способ по п.8, отличающийся тем, что давление (pi1), воздействующее на внутреннюю сторону внутренней трубы (Si), во время экструзии внутренней трубы (Si) во внешнюю трубу (Sa), находящуюся в контакте с гофрированной формовочной поверхностью, уменьшают, т.е. выбирают более низкие значения давления для увеличения диаметров внешней трубы, и/или увеличения толщины стенок внешней трубы, и/или увеличения толщины стенок внутренней трубы.
| WO 9501251 A1, 12.01.1995 | |||
| Пневматический уровнемер | 1975 |
|
SU563575A1 |
| US 6458311 В1, 01.10.2002 | |||
| СПОСОБ АВТОМАТИЧЕСКОГО СШИВАНИЯ ДВУХ ЧУЛОК ДЛЯ ОБРАЗОВАНИЯ ПАНТАЛОННЫХ ИЗДЕЛИЙ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070238C1 |
| JP 61148036 А, 05.07.1986 | |||
| WO 9014208 А1, 29.11.1990 | |||
| СПОСОБ ОБНАРУЖЕНИЯ УДАЛЕННЫХ АТАК НА АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ УПРАВЛЕНИЯ | 2004 |
|
RU2264649C1 |
| СОЭКСТРУДИРОВАННАЯ МНОГОСЛОЙНАЯ ПЛАСТМАССОВАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2157939C1 |

