Настоящее изобретение относится к устройству для изготовления двустенной термопластичной трубы с соединительной муфтой.
Устройство такого типа известно, например, из DE 10110064 А1. Устройство имеет ряд литейных форм, направленных по пути, которые образуют формовочный тоннель, который имеет по меньшей мере на первом участке рифленую формовочную стенку и по меньшей мере на втором участке паз для муфты, соответствующий соединительной муфте. Экструзионная головка устройства имеет первый штамп для экструдирования первой эластичной трубы в формовочный тоннель и второй штамп, расположенный ниже по потоку в направлении перемещения литейных форм в формовочном тоннеле, для экструдирования второй эластичной трубы. Между двумя штампами расположен первый газовый канал, который соединен с первым устройством регулирования сжатого газа, для создания давления р1 или р2 в пространстве между двумя трубами посредством выпуска сжатого газа из выходного отверстия первого газового канала. Второй газовый канал, который открыт ниже по потоку от второго штампа в направлении перемещения литейных форм формовочного тоннеля, соединен со вторым устройством регулирования сжатого газа для создания давления р3, которое ниже атмосферного давления, на внутренней стороне второй эластичной трубы посредством выпуска сжатого газа из выходного отверстия второго газового канала. Оба устройства регулирования сжатого газа управляются либо по разомкнутому циклу, либо по замкнутому циклу посредством устройства управления.
При помощи этого устройства первая эластичная труба экструдируется в формовочный тоннель. На первом участке формовочного тоннеля первой эластичной трубе придается ребристая форма и на втором участке формовочного тоннеля она расширяется для образования соединительной муфты. Вторая эластичная труба экструдируется в первую эластичную трубу и прижимается к ребристым желобкам первой эластичной трубы, так что образуется составная труба, содержащая внешнюю трубу и внутреннюю трубу, вплавленную в первую. В то время, как первой эластичной трубе придается ребристая форма и вторая эластичная труба экструдируется в первую эластичную трубу, пространство между двумя трубами подвергается давлению р1, которое выше атмосферного давления (пространство между двумя эластичными трубами называется здесь и далее пространством А). Давление р1 устанавливается на таком уровне, что после охлаждения эластичных труб, сплавленных вместе по ребристым желобкам, внутренняя труба не изгибается внутрь или наружу между этими точками. После охлаждения эластичных труб предполагается, что здесь будет установлено атмосферное давление. Более того, давление р1 обеспечивает образование ребристой формы на первой эластичной трубе.
Если первую эластичную трубу необходимо расширить на вторых участках для образования соединительной муфты, в пространстве А устанавливается давление р2. Давление р2 не должно быть слишком низким, иначе первая эластичная труба не будет расширяться или не будет расширяться адекватно для образования соединительной муфты. Если, с другой стороны, давление р2 будет слишком большим, первая эластичная труба вытягивается в процессе экструзии, так что она имеет меньшую толщину стенки в начале образования соединительной муфты и большую толщину стенки в конце соединительной муфты.
В процессе экструзии второй эластичной трубы в первую эластичную трубу, которая была расширена для образования соединительной муфты, вторая эластичная труба изнутри подвергается давлению р3, которое выше атмосферного давления, и прижимается в направлении первой эластичной трубы. В результате обеспечивается сплавление двух эластичных труб по всей их площади поверхности на участке соединительной муфты.
После того как двумя эластичными трубами была образована соединительная муфта и вторая эластичная труба вновь экструдируется по направлению к ребристым желобкам первой эластичной трубы на первом ее участке, пространство А вновь подвергается давлению р1.
Регулирование по замкнутому или разомкнутому циклу давлений р1, р2 и р3 имеет особое значение, так как с наибольшей вероятностью можно избежать изгибов внутренней эластичной трубы и/или неравномерностей в толщине стенок соединительной муфты путем установки подходящих давлений. В случае вышеописанного устройства регулирование по замкнутому циклу давлений р1 и р2, которым подвергается пространство А, является особенно сложным. Это пространство в данном случае ограничено экструзионной головкой и двумя эластичными трубами, при этом предполагается, что первая эластичная труба располагается или напротив ребристой формовочной стенки, или напротив паза муфты. Так как диаметр паза муфты больше, чем диаметр ребристой формовочной стенки, объем пространства А зависит от соответствующей стадии процесса. Следовательно, объем изменяется в начале и в конце изготовления соединительной муфты. В частности, в случае больших диаметров труб изменения в объеме пространства А влияют на давления р1 и р2 до такой степени, что поддержание их накладывает очень большие требования на регулирование давления.
Более того, температура в пространстве А также влияет на давление, преобладающее в нем. Температура зависит от количеств тепла, которые подаются в пространство А и удаляются из него. Количества тепла в свою очередь зависят от площадей поверхности пространства А, через которые проходят количества тепла. Следовательно, различная форма литейных форм на первом участке (ребристом) и на втором участке также влияет на давление, преобладающее в пространстве А.
Поэтому задачей настоящего изобретения является усовершенствование устройства для изготовления двустенной термопластичной трубы с соединительной муфтой таким образом, что на первом участке формовочного тоннеля можно избежать кривизны внутренней трубы в процессе охлаждения эластичных труб и на втором участке формовочного тоннеля становится возможным удовлетворительное расширение первой эластичной трубы для образования соединительной муфты.
В соответствии с изобретением эта задача достигается признаками по пункту 1. В этом случае регулятор давления соединен с первым газовым каналом посредством линии сжатого газа, которая соединена с дополнительным резервуаром для сжатого газа для обмена газа. Резервуар сжатого газа может соединяться с пространством А через линию сжатого газа и через первый газовый канал. Если, например, вследствие увеличения объема пространства А давление в нем падает, то сразу возникает уравновешивание давления между пространством А и резервуаром сжатого газа, что ослабляет падение давления в пространстве А. Таким образом становится возможным простым путем избежать с наибольшей вероятностью нежелательных падений давления в пространстве А, которые будут в противном случае уравновешиваться устройством регулирования сжатого газа, что однако будет вовлекать намного более сложное регулирование по замкнутому контуру. В соответствии с изобретением давление регулируется по замкнутому или разомкнутому контуру во всей системе, объем которой по существу состоит из объема пространства А и объема резервуара сжатого газа. Это приводит к сглаживанию профиля давления в пространстве А, так что, в частности, можно избежать нежелательных искривлений внутренней стенки двустенной трубы.
В предпочтительном воплощении резервуар сжатого газа выполнен в виде отдельного сосуда. Следовательно, линия сжатого газа с обычными поперечными сечениями потока может быть использована для присоединения устройства регулирования сжатого газа к первому газовому каналу, размер сосуда определяет количество сглаживания изменения давления в пространстве А. Дополнительный резервуар сжатого газа может также быть образован путем расширения поперечного сечения потока линии сжатого газа, по меньшей мере на частичных участках линии сжатого газа.
Отдельный сосуд предпочтительно соединен с линией сжатого газа при помощи Т-образной муфты. Это позволяет простым образом модифицировать устройство, известное в данной области техники, так что линия сжатого газа, выполненная в нем, отрезается, и в него размещается Т-образная муфта с сосудом для сжатого газа.
Сосуд для сжатого газа может быть съемно присоединен к Т-образной муфте. Поэтому возможно, например, на испытательной фазе устройства простым образом проанализировать влияние размера отдельного сосуда на качество стенки трубы для определения оптимального для данного процесса объема сосуда.
Сосуд для сжатого газа может содержать две линии подачи и может быть последовательно соединен с линией сжатого газа. Также возможно соединить сосуд для сжатого газа параллельно с линией сжатого газа, то есть присоединить сосуд для сжатого газа к линии сжатого газа через обводной канал.
В предпочтительном воплощении резервуар сжатого газа расположен вблизи первого газового канала. Такое расположение позволяет минимизировать сопротивления потока между резервуаром сжатого газа и пространством А, так что между резервуаром сжатого газа и пространством А может иметь место быстрое уравновешивание давления.
Устройство регулирования сжатого газа предпочтительно имеет манометр, расположенный вверх по потоку от резервуара сжатого газа. Следовательно, манометр непосредственно не определяет уравновешивания давления между сосудом или резервуаром сжатого газа и пространством А, а только давление во всей системе, объем которой, как уже сказано выше, по существу состоит из объема резервуара для сжатого газа и пространства А.
Предохранительный клапан может быть присоединен между устройством регулирования сжатого газа и первым газовым каналом. Клапан предпочтительно имеет форму пружинного клапана, который обеспечивает закрытие при определенном давлении. Таким образом возможно избежать недопустимых чрезмерных давлений в пространстве А, например, если имеется дефект устройства регулирования сжатого газа.
Внешний диаметр формовочной стенки на первом участке, который соответствует диаметру изготавливаемой трубы, может быть больше 500 мм, предпочтительно больше 800 мм. В частности, в случае больших труб оказалось целесообразным использовать резервуар для сжатого газа в соответствии с изобретением. Так как диаметр трубы становится больше, снижение или увеличение объема пространства А становится больше, когда осуществляется переход от изготовления соединительной муфты к изготовлению ребристой стенки трубы или осуществляется переход от изготовления ребристой стенки трубы к изготовлению соединительной муфты. Так как диаметр трубы становится больше, увеличение или понижение площадей поверхности передачи тепла пространства А также становится больше, когда осуществляется переход между изготовлением соединительной муфты и изготовлением ребристой стенки.
В предпочтительном воплощении объем резервуара больше 10 литров (стандартных литров). Объем предпочтительно составляет больше 20 литров. Для того чтобы система, подлежащая регулированию, включающая резервуар сжатого газа, линию сжатого газа, первый газовый канал и пространство А, не стала слишком медленной в работе, в предпочтительном воплощении объем резервуара сжатого газа составляет менее 50 литров. Предпочтительно он может быть также меньше 40 литров.
Альтернативно или дополнительно линия управления сжатым газом для создания давления р3 на внутренней стороне второй эластичной трубы может содержать регулятор давления, который соединен со вторым газовым каналом через линию для сжатого газа, которая соединена со вторым, дополнительным, резервуаром сжатого газа для обмена газа.
Изобретение описано более подробно на основании воплощения, представленного на чертежах, на которых:
на Фиг.1 изображено продольное сечение части экструзионной головки устройства в соответствии с изобретением перед изготовлением соединительной муфты;
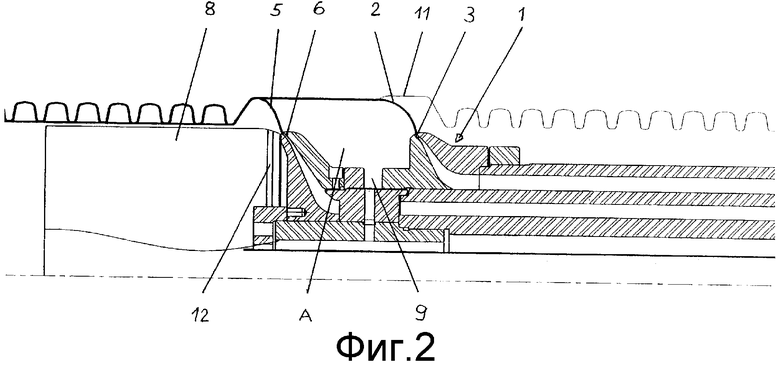
на Фиг.2 изображено продольное сечение части экструзионной головки и формовочного тоннеля в процессе экструзии второй эластичной трубы в первую эластичную трубу, расширяющуюся в соединительную муфту;
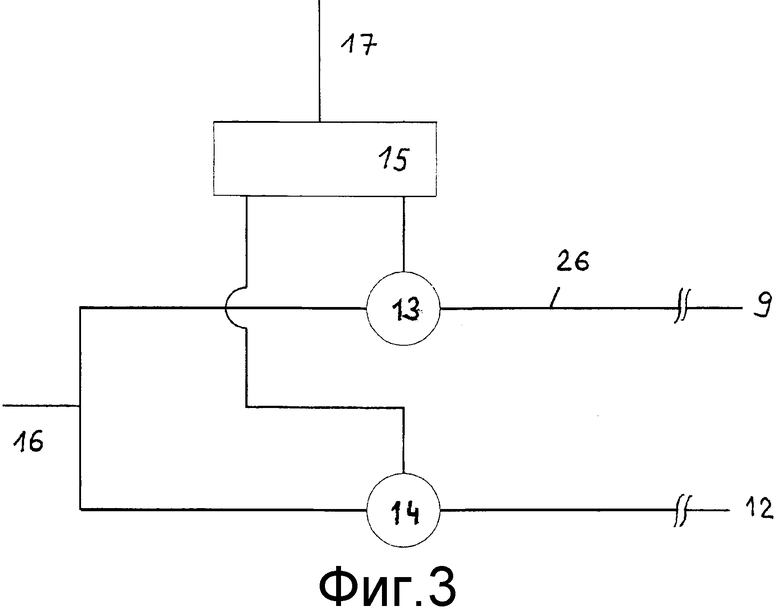
на Фиг.3 схематично изображено регулирование давлений р1, р2 и р3; и
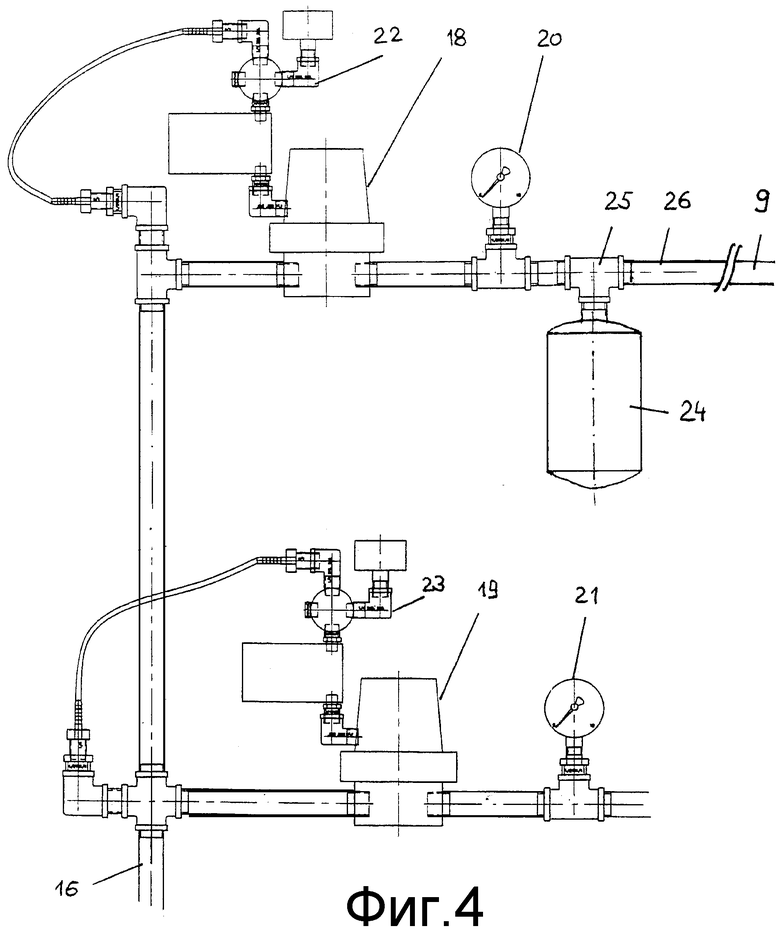
на Фиг.4 изображен вид устройств регулирования сжатого газа с резервуаром сжатого газа.
на Фиг.1 и 2 показана экструзионная головка 1 устройства в соответствии с изобретением на различных этапах процесса. На этапе, показанном на Фиг.1, первая эластичная труба 2 экструдируется через первый штамп 3 экструзионной головки 1 в первый участок формовочного тоннеля 4 и обеспечивается придание ей ребристой формы. Вторая эластичная труба 5 экструдируется через второй штамп 6 экструзионной головки 1 в первую эластичную трубу 2 и прижимается к ребристым желобам 7 первой эластичной трубы 2. Вниз по потоку от экструзионной головки 1 в направлении производства расположена калибровочная оправка 8 для второй эластичной трубы 5.
В то время, как первой эластичной трубе 1 придается ребристая форма и вторая эластичная труба 5 прижимается к ребристым желобам 7 первой эластичной трубы 2 и сплавляется с ними, пространство между двумя эластичными трубами 2 и 5, пространство А, подвергается давлению р1, которое выше атмосферного давления. Давление создается сжатым газом, который выходит из первого газового канала 9, расположенного в экструзионной головке 1 между двумя штампами 3 и 6.
Давление р1 устанавливается таким образом, что после охлаждения двух эластичных труб 2 и 5 атмосферное давление устанавливается в промежуточных пространствах 10 между двумя эластичными трубами, так что вторая эластичная труба не имеет каких-либо искривлений в точках соединения с ребристыми желобами 7 первой эластичной трубы 2. Должно быть обеспечено, что на этапе процесса, показанном на Фиг.1, сжатый газ непрерывно проходит в пространство А для поддержания давления р1, так как промежуточные пространства 10, заполненные под давлением р1, обеспечивают извлечение сжатого газа из пространства А.
На Фиг.2 показан этап процесса, на котором второй штамп 6 экструзионной головки 1 уже достиг паза 11 муфты формовочного тоннеля 4, в то время как первая эластичная труба 2 все еще экструдируется в паз 11 муфты. В пространстве А между двумя эластичными трубами 2 и 5 преобладает по существу постоянное давление р2, которое меньше, чем р1. При давлении р2 первая эластичная труба 2 прижимается по всей ее площади поверхности к пазу 11 муфты.
Как показано на Фиг.2, давление р2 устанавливается так, что первая эластичная труба 2, экструдированная из первого штампа 3, поднимается по направлению к пазу 11 муфты, но не расширяется до такой степени, что возникает чрезмерное растяжение, что приводит к небольшой толщине стенки эластичной трубы 2 в области в начале и в середине паза 11 муфты и наращиванию термопластичного материала и, следовательно, увеличению толщины стенки, на конце паза 11 муфты, который удален в направлении производства.
Для того чтобы эффективно сплавить вторую эластичную трубу 5 с первой эластичной трубой 1, которая была расширена для образования соединительной муфты, на этапе процесса, представленном на Фиг.2, вторая эластичная труба 5 подвергается давлению р3, которое выше атмосферного давления, изнутри через второй газовый канал 12. Давление р3 устанавливается так, что обеспечивается оптимальное сплавление второй эластичной трубы 5 с первой эластичной трубой 2.
Если сравнить Фиг.1 и 2, становится ясно, что объем пространства А изменяется в зависимости от этапа процесса и также изменяется в ходе процесса. Размер площадей поверхности пространства А, через которые проходят количества тепла, также изменяется в ходе процесса. Как изменение объема, так и изменение размера площадей теплопроводящей поверхности оказывают влияние на давление в камере А. Однако вызванные изменения давления сглаживаются или частично уравновешиваются буфером давления в резервуаре давления в соответствии с изобретением.
На Фиг.3 показано управление давлениями р1, р2 и р3 устройствами 13 и 14 регулирования сжатого газа, присоединенными к первому газовому каналу 9 и второму газовому каналу 12, посредством устройства управления 15 для переключения в зависимости от времени действия устройств регулирования сжатого газа 13 и 14.
Сжатый газ для создания давлений р1, р2 и р3 подается в устройства 13 и 14 регулирования сжатого газа через подвод 16 сжатого газа. Устройство 13 регулирования сжатого газа служит для создания давления р1 и давления р2 газом, выходящим из выхода первого газового канала 9 в пространство А, в то время как устройство 14 регулирования сжатого газа обеспечивается для создания давления р3, которому подвергается вторая эластичная труба 5 изнутри при помощи сжатого газа, выходящего из выхода второго газового канала 12. Линия 26 сжатого газа соединяет устройство 13 регулирования сжатого газа с первым газовым каналом.
Переключение в зависимости от времени действия устройств 13 и 14 регулирования сжатого газа осуществляется устройством 15 управления. При помощи устройства, не описанного здесь дополнительно, устройство 15 управления получает сигналы по линии 17 поступления сигнала, на основании которых давления р1, р2 и р3 могут быть установлены с изменением по времени в зависимости от расположения формовочного тоннеля по отношению к экструзионной головке. Это позволяет устройствам регулирования сжатого газа установить определенные значения давлений для р1, р2 и р3 в зависимости от относительного положения формовочного тоннеля.
На Фиг.4 показано воплощение устройств 13 и 14 регулирования сжатого газа для переключения в зависимости от времени действия давлений р1, р2 и р3. Сжатый газ, требуемый для установки давлений р1, р2 и р3, подается через подвод 16 сжатого газа, то есть присоединяется через ответвления к регуляторам 18 и 19 давления. Вниз по потоку от регуляторов 18 и 19 давления давление газа, выпускаемого из последнего, измеряется манометрами 20 и 21 соответственно и передается на исполнительный блок (не показанный подробно на Фиг.4) внутри регуляторов 18 и 19 давления. Поскольку, как показано на Фиг.4, исполнительные блоки управляются при помощи сжатого газа, подаваемого подводом 16 сжатого газа, но при более низком значении давления, требуются преобразователи 23 и 24 давления.
Вниз по потоку от регулятора 18 давления и манометра 20 расположен сосуд 24 сжатого газа, который соединен посредством Т-образной муфты 25 с линией 26 сжатого газа. Линия 26 сжатого газа соединяет регулятор 18 давления с первым газовым каналом 9.
В случае воплощения, представленного здесь, устройство регулирования сжатого газа управляет через регулятор 18 давления давлением в системе, которая содержит линию 26 сжатого газа, сосуд 24, первый газовый канал 9 и пространство А. Приблизительно одинаковое давление преобладает в сосуде 24 сжатого газа 24 и пространстве А, так как они могут сообщаться друг с другом без каких-либо заметных сопротивлений потока. Следовательно, изменения давления в пространстве А сглаживаются буфером давления в сосуде для сжатого газа. Сглаживание такого типа облегчает подходящее управление давлениями р1 и р2 и, следовательно, изготовление двустенных труб с соединительной муфтой.
Перечень ссылочных позиций
1 - экструзионная головка
2 - первая эластичная труба
3 - первый штамп
4 - формовочный тоннель
5 - вторая эластичная труба
6 - второй штамп
7 - желобки
8 - калибровочная оправка
9 - первый газовый канал
10 - промежуточное пространство
11 - паз муфты
12 - второй газовый канал
13 - устройство регулирования сжатого газа
14 - устройство регулирования сжатого газа
15 - устройство управления
16 - подвод сжатого газа
17 - линия подачи сигнала
18 - регулятор давления
19 - регулятор давления
20 - манометр
21 - манометр
22 - преобразователь давления
23 - преобразователь давления
24 - сосуд для сжатого газа
25 - Т-образная муфта
26 - линия сжатого газа
А - пространство между эластичными трубами 2 и 5
Изобретение относится к устройству для изготовления двустенной термопластичной трубы с соединительной муфтой. Когда труба изготавливается при помощи этого устройства, в ней образуется приблизительно кольцевое пространство, образованное при экструдировании посредством экструзионной головки первой эластичной трубы в формовочный тоннель и коаксиальной второй эластичной трубой. Вторая труба изготовляется вторым штампом, расположенным вниз по потоку в направлении перемещения литейных форм в формовочном тоннеле для экструдирования второй эластичной трубы в первую эластичную трубу. Формовочный тоннель образован по меньшей мере последовательностью литейных форм, направленных по пути его прохождения, и имеет по меньшей мере на первом участке ребристую формовочную стенку и по меньшей мере на втором участке паз для муфты, соответствующий соединительной муфте. Устройство имеет также первый газовый канал, расположенный между двумя штампами, и второй газовый канал, проходящий вниз по потоку от второго штампа в направлении перемещения литейных форм в формовочном тоннеле. Оно также имеет устройство регулирования сжатого газа, соединенное с первым газовым каналом, для создания давлений р1 или р2 в пространстве между двумя эластичными трубами при помощи сжатого газа, выходящего из выхода первого газового канала. Устройство регулирования сжатого газа содержит регулятор давления. Устройство регулирования сжатого газа соединено со вторым газовым каналом для создания давления р3, которое выше атмосферного давления, на внутренней стороне второй эластичной трубы при помощи сжатого газа, выходящего из выхода второго газового канала. Оно имеет устройство управления для управления устройствами регулирования сжатого газа. Регулятор давления соединен с первым газовым каналом через линию сжатого газа, которая соединена с дополнительным резервуаром сжатого газа для газового обмена. Изобретение предусматривает присоединение пространства к резервуару для сжатого газа, так что изменения давления в пространстве сглаживаются при помощи сосуда для сжатого газа. Технический результат, который достигается при использовании данного устройства, заключается в усовершенствовании устройства для изготовления двустенной термопластичной трубы с соединительной муфтой таким образом, что на первом участке формовочного тоннеля можно избежать кривизны внутренней трубы в процессе охлаждения эластичных труб, и на втором участке формовочного тоннеля становится возможным удовлетворительное расширение первой эластичной трубы для образования соединительной муфты. 13 з.п. ф-лы, 4 ил.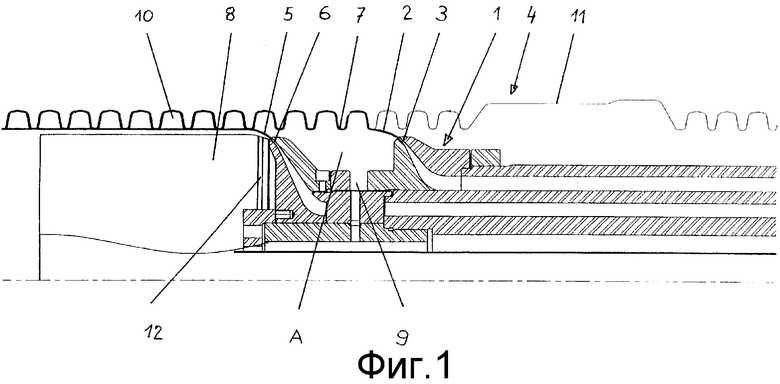
A) формовочный тоннель (4), который образован по меньшей мере последовательностью литейных форм, направленных по пути его прохождения и имеет по меньшей мере на первом участке ребристую формовочную стенку и по меньшей мере на втором участке паз (11) для муфты, соответствующий соединительной муфте,
B) устройство экструдирования, снабженное экструзионной головкой (1), которая имеет первый штамп (3) для экструдирования первой эластичной трубы (2) в формовочный тоннель (4) и второй штамп (6), расположенный вниз по потоку в направлении перемещения литейных форм в формовочном тоннеле (4), для экструдирования второй эластичной трубы (5),
C) первый газовый канал (9), расположенный между двумя штампами (3) и (6), и второй газовый канал (12), проходящий вниз по потоку от второго штампа (6) в направлении перемещения литейных форм в формовочном тоннеле (4),
D) устройство (13) регулирования сжатого газа, соединенное с первым газовым каналом (9), для создания давлений р1 или р2 в пространстве (А) между двумя эластичными трубами (2, 5) при помощи сжатого газа, выходящего из выхода первого газового канала (9), устройство (15) регулирования сжатого газа, содержащее регулятор (18) давления,
Е) устройство (14) регулирования сжатого газа, соединенное со вторым газовым каналом (12), для создания давления р3, которое выше атмосферного давления, на внутренней стороне второй эластичной трубы (5) при помощи сжатого газа, выходящего из выхода второго газового канала (12),
F) устройство (15) управления для управления устройствами (13) и (14) регулирования сжатого газа,
отличающееся тем, что регулятор (18) давления соединен с первым газовым каналом (9) через линию (26) сжатого газа, которая соединена с дополнительным резервуаром (24) сжатого газа для газового обмена.
| DE 10110064 A1, 12.09.2002 | |||
| МАШИНА ДЛЯ СВАРКИ ПЛАСТИКОВЫХ ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ | 2016 |
|
RU2718509C2 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |

