Изобретение относится к прокатному производству, конкретнее к эксплуатации рабочих валков, и может быть использовано на непрерывных многоклетевых станах холодной прокатки.
Известны различные способы эксплуатации рабочего валка стана холодной прокатки, в которых перестановку валков по клетям производят в зависимости от снижения твердости бочки рабочего валка [патент РФ 2131312 B21B 28/02], в зависимости от увеличения коэрцитивной силы на поверхности бочки рабочего валка [патент РФ 2277986 C1 B21B 28/02], осуществляют перестановку валков по клетям с чередованием профилировок: с выпуклой на вогнутую и наоборот [патент РФ 2377086 C1 B21B 28/02].
Недостатком данных способов является то, что все они не учитывают механические характеристики прокатываемого металла, которые оказывают влияние на стойкость прокатных валков.
В качестве прототипа выбран способ эксплуатации рабочего валка [патент РФ 2288795 C2 B21B 28/02], включающий чередование его работы в клетях непрерывного пятиклетевого и дрессировочного станов с перешлифовками и перестановками по мере выработки рабочего слоя, отличающийся тем, что эксплуатацию валка начинают с дрессировочного стана, после выработки и сошлифовки максимум 14% его рабочего слоя валок переставляют в пятую клеть непрерывного пятиклетевого стана, в которой эксплуатируют до выработки и сошлифовки 15-28% рабочего слоя и переставляют во вторую клеть стана, в которой эксплуатируют до выработки и сошлифовки 29-39% рабочего слоя, затем валок переставляют в третью клеть стана, в которой эксплуатируют до выработки и сошлифовки 40-50% его рабочего слоя и переставляют в четвертую клеть стана, после выработки с сошлифовкой в которой 51-80% рабочего слоя его переставляют в первую клеть стана, в которой эксплуатируют до полной выработки рабочего слоя или достижения минимального конструктивного диаметра.
Недостатки известного способа следующие.
1. При определении маршрута движения валков по клетям не учитываются физико-механические характеристики прокатываемых полос различных марок сталей, которые, как известно, оказывают влияние на стойкость прокатного валка [Боровик Л.И. Эксплуатация валков станов холодной прокатки / Л.И.Боровик. - М.: Металлургия, 1968, с.233]. Физико-механические характеристики стали, такие как пластичность, хрупкость и твердость, зависят от химического состава металла. Такие элементы как, например, углерод, кремний и фосфор снижают пластичность, увеличивают хрупкость и твердость металла [Миндлин Б.И. Изотропная электротехническая сталь / Б.И.Миндлин, В.П.Настич, А.Е.Чеглов. - М.: «Интермет Инжиниринг», 2006. - 240 с.]. Одним из главных факторов, оказывающих влияние на протекание процесса прокатки, является предел текучести металла. Высокое значение предела текучести в процессе прокатки приводит к высокому уровню контактных напряжений в очаге деформации, что, в свою очередь, ускоряет усталостное разрушение валков, увеличивает количество обрывов полос и внеплановых перешлифовок и, следовательно, снижает стойкость прокатного валка [Боровик Л.И. Эксплуатация валков станов холодной прокатки / Л.И.Боровик. - М.: Металлургия, 1968, с.233].
2. Невозможность его применения при производстве электротехнических сталей ввиду отсутствия в технологии их производства операции дрессировки.
Таким образом, способ не обеспечивает высокую стойкость рабочего валка.
Техническая задача изобретения состоит в повышении стойкости рабочего валка.
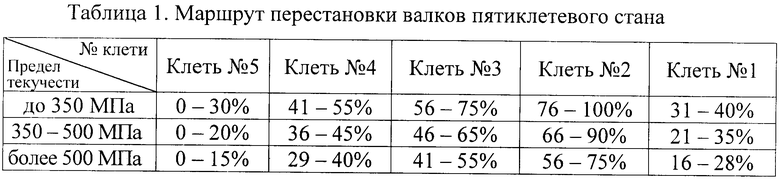
Для решения поставленной задачи чередование рабочих валков по клетям непрерывного стана с перешлифовками и перестановками необходимо осуществлять в зависимости от механических свойств прокатываемого металла и регламентированных потерь активного слоя валка (табл.1, 2).
Сущность предлагаемого изобретения состоит в следующем. Сортамент стана холодной прокатки разбивается на группы трудности в зависимости от предела текучести ненаклепанного металла: к первой группе относятся стали с пределом текучести до 350 МПа, ко второй группе - от 350 до 500 МПа, к третьей группе - выше 500 МПа. Эксплуатацию валка непрерывного пятиклетевого стана начинают с последней клети, при прокатке металла с пределом текучести более 500 МПа эксплуатируются с выработкой и сошлифовкой рабочего слоя не более 15%, в первой клети - с выработкой и сошлифовкой от 16% до 28%, в четвертой клети - с выработкой и сошлифовкой от 29% до 40%, в третьей клети - с выработкой и сошлифовкой от 41% до 55%, во второй клети - с выработкой и сошлифовкой от 56% до 75%, или при прокатке металла с пределом текучести от 350 до 500 МПа в пятой клети эксплуатируются валки с выработкой и сошлифовкой рабочего слоя не более 20%, в первой клети - с выработкой и сошлифовкой от 21% до 35%, четвертой клети - с выработкой и сошлифовкой от 36% до 45%, в третьей клети - с выработкой и сошлифовкой от 46% до 65%, во второй клети - с выработкой и сошлифовкой от 66% до 90%, или при прокатке металла с пределом текучести до 350 МПа в пятой клети эксплуатируются валки с выработкой и сошлифовкой рабочего слоя не более 30%, в первой клети - с выработкой и сошлифовкой от 31% до 40%, в четвертой клети - с выработкой и сошлифовкой от 41% до 55%, в третьей клети - с выработкой и сошлифовкой 56 - 75%, и завершается эксплуатация во второй клети при достижении 100% выработки и сошлифовки рабочего слоя (табл.1).
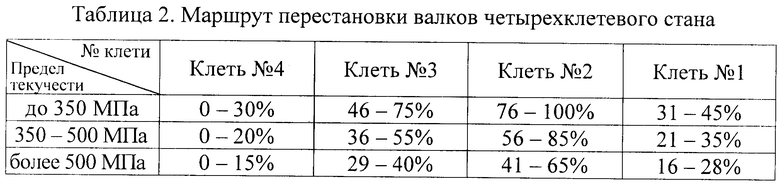
Для четырехклетевого непрерывного стана при прокатке металла с пределом текучести более 500 МПа в четвертой клети эксплуатируются валки с выработкой и сошлифовкой рабочего слоя не более 15%, в первой клети - с выработкой и сошлифовкой от 16% до 28%, в третьей клети - с выработкой и сошлифовкой от 29% до 40%, во второй клети - с выработкой и сошлифовкой от 41% до 65%, или при прокатке металла с пределом текучести от 350 до 500 МПа в четвертой клети эксплуатируются валки с выработкой и сошлифовкой рабочего слоя не более 20%, в первой клети - с выработкой и сошлифовкой от 21% до 35%, в третьей клети - с выработкой и сошлифовкой от 36% до 55%, во второй клети - с выработкой и сошлифовкой от 56% до 85%, или при прокатке металла с пределом текучести до 350 МПа в четвертой клети эксплуатируются валки с выработкой и сошлифовкой рабочего слоя не более 30%, в первой клети - с выработкой и сошлифовкой от 31% до 45%, в третьей клети - с выработкой и сошлифовкой от 46% до 75%, и завершается эксплуатация во второй клети при достижении 100% выработки и сошлифовки рабочего слоя (табл.2).
Отличие предложенного способа эксплуатации прокатного валка от прототипа заключается в том, что ввод в работу нового валка осуществляется не через дрессировочную клеть, а через последнюю клеть непрерывного стана холодной прокатки; перестановка валков по клетям осуществляется в зависимости от предела текучести прокатываемого металла.
Техническим результатом предложенного способа является повышение стойкости рабочего валка за счет регламентации его перестановки по клетям в зависимости от сошлифованного рабочего слоя с учетом предела текучести прокатываемой стали, уменьшая тем самым количество повреждений валков и, следовательно, внеплановых перешлифовок.
Пример реализации способа
Эксплуатацию прокатного валка непрерывного четырехклетевого стана холодной прокатки диаметром бочки 440 мм и глубиной рабочего слоя по диаметру бочки 40 мм начинают с последней клети и прокатывают стали третьей группы. Валок эксплуатируют в данной клети при прокатке марок 2411, 2412 (с пределом текучести около 560 МПа и уровнем контактных напряжений в очаге деформации 1500 МПа) третьей группы сложности до выработки 15% рабочего сдоя, затем валок с величиной активного слоя 34 мм несколько раз устанавливают в первую клеть стана для прокатки марки 2412 третьей группы сложности (с уровнем контактных напряжений в очаге деформации 960 МПа), в результате перешлифовок толщина активного слоя составила 32 мм, что соответствует 20% потерь активного слоя. Затем валок устанавливают в четвертую клеть для прокатки марки 2012 первой группы сложности (с пределом текучести около 300 МПа и уровнем контактных напряжений в очаге деформации 570 МПа), где он эксплуатируется до выработки рабочего слоя 30%, что соответствует толщине активного слоя 28 мм. Затем валки переводят в третью клеть для прокатки марки 2412 третьей группы сложности (с уровнем контактных напряжений в очаге деформации 950 МПа), где эксплуатируются до выработки рабочего слоя в 40%, толщина активного слоя при этом составляет 24 мм. Затем валок длительное время эксплуатируют при прокатке третьей и второй группы сложности металла во второй и третьей клетях непрерывного стана (уровень контактных напряжений в очаге деформации 750-900 МПа). При достижении толщины активного слоя 6 мм (85% потерь активного слоя) валок переставляется во вторую клеть стана для прокатки первой группы сложности (с уровнем контактных напряжений в очаге деформации 550 МПа), где эксплуатируется до полной выработки рабочего слоя.
Осуществляли эксплуатацию валка по предложенному способу, т.е. когда перестановка валков по клетям осуществляется в зависимости от количества сошлифованного слоя с учетом механических свойств металла, его стойкость составила 1,08 кг/т. При эксплуатации валка согласно известному способу, т.е. осуществляя перестановку по клетям в зависимости от величины сошлифованного слоя без учета механических свойств металла его стойкость составила 1,33 кг/т. Таким образом, предложенный способ эксплуатации прокатного валка увеличивает его стойкость на 18,8% по сравнению с прототипом при прокатке электротехнических марок стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 1998 |
|
RU2131312C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКА | 1998 |
|
RU2124956C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2004 |
|
RU2277986C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЦЕНТРОБЕЖНО-ЛИТОГО РАБОЧЕГО ВАЛКА В КЛЕТЯХ КВАРТО ЧЕРНОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2328355C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2164181C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ | 2007 |
|
RU2354469C1 |
| Способ холодной прокатки полос на непрерывном стане | 1988 |
|
SU1600870A1 |
Изобретение предназначено для повышения стойкости прокатных валков непрерывных многоклетевых станов холодной прокатки. Способ включает чередование работы валка в клети с его перешлифовками и перестановками по клетям в зависимости от регламентированных потерь активного слоя валка и предела текучести прокатываемого металла. Повышение ресурса рабочих валков обеспечивается регламентированием режима работы, перешлифовок и перестановок по клетям валка в зависимости от предела текучести стали, прокатываемой в пятиклетевом или в четырехклетевом прокатных станах, 2 табл., 1 пр.
Способ эксплуатации рабочего прокатного валка, включающий установку валка в прокатные клети с чередованием его эксплуатации в клетях непрерывных пяти- или четырехклетевых станов холодной прокатки с перешлифовками и перестановками по клетям по мере выработки рабочего слоя, отличающийся тем, что эксплуатацию валка начинают с установки в последнюю клеть непрерывного стана, при этом при прокатке в пятиклетевом стане металла с пределом текучести более 500 МПа валок эксплуатируют в пятой клети с выработкой и сошлифовкой рабочего слоя не более 15%, в первой клети - с выработкой и сошлифовкой от 15% до 28%, в четвертой клети - с выработкой и сошлифовкой от 29% до 40%, в третьей клети - с выработкой и сошлифовкой от 41 до 55%, во второй клети - с выработкой и сошлифовкой от 56% до 75%, при прокатке металла с пределом текучести от 350 до 500 МПа валок эксплуатируют в пятой клети с выработкой и сошлифовкой рабочего слоя не более 20%, в первой клети - с выработкой и сошлифовкой от 21% до 35%, четвертой клети - с выработкой и сошлифовкой от 36% до 45%, в третьей клети - с выработкой и сошлифовкой от 46% до 65%, во второй клети - с выработкой и сошлифовкой от 66% до 90%, а при прокатке металла с пределом текучести до 350 МПа валок эксплуатируют в пятой клети с выработкой и сошлифовкой рабочего слоя не более 30%, в первой клети - с выработкой и сошлифовкой от 31% до 40%, в четвертой клети - с выработкой и сошлифовкой от 41% до 55%, в третьей клети - с выработкой и сошлифовкой 56-75%, и завершают эксплуатацию во второй клети при достижении 100% выработки и сошлифовки рабочего слоя, причем при прокатке в четырехклетевом стане металла с пределом текучести более 500 МПа валок эксплуатируют в четвертой клети с выработкой и сошлифовкой рабочего слоя не более 15%, в первой клети - с выработкой и сошлифовкой от 16% до 28%, в третьей клети - с выработкой и сошлифовкой от 29% до 40%, во второй клети - с выработкой и сошлифовкой от 41% до 65%, при прокатке металла с пределом текучести от 350 до 500 МПа валок эксплуатируют в четвертой клети с выработкой и сошлифовкой рабочего слоя не более 20%, в первой клети - с выработкой и сошлифовкой от 21% до 35%, в третьей клети - с выработкой и сошлифовкой от 36% до 55%, во второй клети - с выработкой и сошлифовкой от 56% до 85%, а при прокатке металла с пределом текучести до 350 МПа валок эксплуатируют в четвертой клети с выработкой и сошлифовкой рабочего слоя не более 30%, в первой клети - с выработкой и сошлифовкой от 31% до 45%, в третьей клети - с выработкой и сошлифовкой от 46% до 75% и завершают эксплуатацию во второй клети при достижении 100% выработки и сошлифовки рабочего слоя.
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2201820C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 1998 |
|
RU2131312C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКА | 1998 |
|
RU2124956C1 |
| JP 58199604 A, 21.11.1983. | |||

