Изобретение относится к прокатному производству и может быть использовано на станах кварто для горячей и холодной прокатки листовой стали.
Известен способ эксплуатации опорного валка, включающий многократное чередование низкотемпературного отпуска после циклической упругомикропластической деформации поверхностного слоя рабочей части валка и определение предельной степени деформационного упрочнения на основе периодического измерения твердости с проведением первого низкотемпературного отпуска по мере достижения количества циклов нагружения, равного 42,5-55% от предельного [1] .
Такой способ эксплуатации характеризуется большим расходным коэффициентом опорных валков, требует дополнительного проведения низкотемпературных отпусков, что повышает себестоимость производства проката.
Известен также способ эксплуатации опорного валка, включающий создание поверхностного наклепанного слоя при совместном вращении прижатых рабочего и опорного валков, определение интенсивности деформационного упрочнения по увеличению твердости. Затем опорный валок вываливают из клети и осуществляют механический съем наклепанного слоя с величиной съема, прямо пропорциональной увеличению твердости бочки [2].
Недостатком известного способа является необходимость перешлифовок опорного валка как перед завалкой в клеть для прокатки (после создания поверхностного наклепанного слоя), так и после окончания кампании для удаления наклепанного слоя и дефектов поверхности. Удвоенное количество перешлифовок увеличивает расходный коэффициент опорных валков и себестоимость производства листового проката.
Наиболее близким к предлагаемому является способ эксплуатации опорного валка листопрокатной клети кварто, включающий чередование его работы в контакте со смежным рабочим валком в процессе прокатки с перешлифовками для полного снятия наклепанного слоя перед очередной завалкой в клеть. Опорный валок эксплуатируют до полной выработки закаленного поверхностного слоя [3].
Недостатками известного способа являются высокий расходный коэффициент опорных валков и, как следствие, высокая себестоимость производства листового проката. (Под расходным коэффициентом опорных валков понимают отношение массы израсходованных опорных валков к массе прокатанных полос, (кг/т)).
Цель изобретения - снижение расходного коэффициента опорных валков и уменьшение себестоимости производства листового проката.
Поставленная цель достигается тем, что в известном способе эксплуатации опорного валка листопрокатной клети кварто, включающем чередование его работы в контакте со смежным рабочим валком с перешлифовками для снятия наклепанного слоя, согласно предложению, величину съема при перешлифовке устанавливают равной 0,2-0,3 длины дуги контакта опорного валка со смежным рабочим валком.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются способами эксплуатации опорного валка листопрокатной клети кварто. Оба включают чередование работы опорного валка в контакте со смежным рабочим валком с перешлифовками для снятия наклепенного слоя.
Отличия предложенного способа состоят в том, что величину съема при перешлифовке устанавливают равной 0,2-0,3 длины дуги контакта опорного валка со смежным рабочим валком, тогда как в известном способе величина съема равна толщине наклепенного слоя.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в снижении расходного коэффициента опорных валков и себестоимость производства листового проката.
Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
На чертеже изображена схема контакта опорного валка со смежным рабочим.
Сущность предлагаемого изобретения состоит в следующем. В процессе прокатки рабочий валок 1 перекатывается по опорному валку 2, формируя в опорном валке 2 наклепанный слой 3 толщиной H. При этом в наклепанном слое 3 от поверхности опорного валка 2 на глубину Y (слой 4) действует знакопеременное (реверсивное) напряжение τxy, изменяющееся в пределах от своего максимального положительного значения +τxymax до максимального отрицательного -τxymax значения по симметричному циклу. Зона действия противонаправленных напряжений сдвига τxy в опорном валке 2 аналогична зонам опережения и отставания, существующим при прокатке в очаге деформации, где касательные напряжения также противонаправлены, т.е. изменяют знак при прохождении нейтрального сечения. Действительно, контактное взаимодействие рабочего 1 и опорного 2 валков можно интерпретировать как процесс прокатки рабочим валком 1 менее твердой поверхности опорного валка 2 с образованием в поверхностном слое опорного валка 2 напряженного состояния, подобного напряженному состоянию в прокатываемой полосе.
В результате многократного циклического воздействия напряжения сдвига τxy, то сжимающего, то растягивающего металл опорного валка 2, в зоне 4 происходит разупрочнение металла на глубину Y, зарождение и развитие усталостных трещин. Металл опорного валка 2, лежащий на глубине, большей чем Y, на который разрушающее действие реверсивного напряжения τxy не распространяется, находится в упрочненном (вследствие наклепа) состоянии. Поэтому, если при перешлифовке удалить лишь разупрочненный и пораженный усталостными трещинами слой 4 опорного валка 2, то на его поверхность будет выведен наклепанный бездефектный металл, способный эффективно противостоять образованию усталостных трещин, а съем металла с поверхности опорного валка 2 за перешлифовку будет уменьшен. Этим обеспечивается снижение расходного коэффициента опорных валков и себестоимости производства листового проката.
Толщина Y слоя 3 зависит от усилия взаимного прижатия рабочего 1 и опорного 2 валков, их диаметров и свойств стали, из которой валки изготовлены. Экспериментально с помощью поляризационно-оптического метода моделирования установлено, что значение Y находится в прямой пропорциональной зависимости от длины контакта lg рабочего 1 и опорного 2 валков с коэффициентом пропорциональности k = 0,2-0,3. Длина дуги контакта lg определяется экспериментально или аналитически из решения известного уравнения Герца: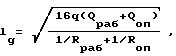
где
q - погонное межвалковое давление;
Qраб и Qоп - упругие постоянные материала рабочего и опорного валков;
Rраб и Rоп - радиус рабочего и опорного валков.
Экспериментально установлено, что если k будет менее 0,2, то толщина слоя металла, снимаемого с поверхности опорного валка при перешлифовке, будет недостаточной, т. е. на опорном валке останется часть поврежденного металла, содержащего усталостные трещины. Это приведен к появлению выкрошек на опорном валке, увеличению коэффициента расхода опорных валков. При значении k более 0,3 происходит удаление наклепанного бездефектного слоя и уменьшение твердости поверхности опорного валка. Это приводит к увеличению съема металла, уменьшению стойкости опорного валка, увеличению расходного коэффициента опорных валков и себестоимости производства листового проката.
Пример. Новые опорные валки из стали 9ХФ с диаметром бочки 1600 мм заваливают в 5-ю клеть пятиклетевого стана 2030 кварто бесконечной холодной прокатки. Затем в эту же клеть заваливают пару рабочих валков из стали 9х2В с диаметром бочек 615 мм и осуществляют холодную прокатку полос из стали 08Ю на конечный размер 0,6 х 1700 мм. При указанных условиях длина дуги контакта опорного валка 5-й клети со смежным рабочим lg = 5,2 мм.
После 12 сут работы на опорных валках 5-й клети появляются поверхностные дефекты (выкрошки), поэтому опорные валки вываливают из клети и направляют на перешлифовку. С помощью абразивного круга с бочек опорных валков удаляют поврежденный поверхностный слой толщиной:
Y = 0,25 1g = 0,25 • 5,2 мм = 1,3 мм.
После съема поврежденного поверхностного слоя на поверхность опорного валка выводится бездефектный наклепанный металл, обладающий повышенной стойкостью к выкрошиванию. Восстановленные опорные валки затем вновь заваливают в клеть стана 2030 и осуществляют холодную прокатку листовой стали. Циклы повторяются до полной выработки рабочего слоя опорных валков.
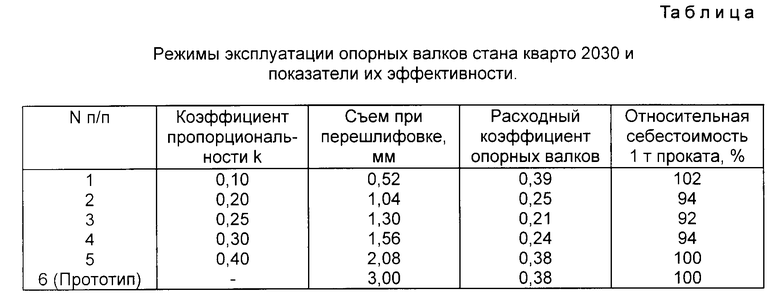
Варианты реализации способа и показатели эффективности приведены в таблице.
Как следует из таблицы, при реализации предложенного способа (варианты 2-4) достигается снижение расходного коэффициента опорных валков и себестоимости производства листового проката. При запредельных значениях заявленных параметров (варианты 1 и 5) расходный коэффициент опорных валков и себестоимость производства листового проката увеличиваются. То же имеет место и в случае использования способа-прототипа (вариант 6).
Технико-экономические преимущества предложенного способа состоят в том, что при величине съема с поверхности опорного валка при перешлифовке слоя металла толщиной 0,2-0,3 длины дуги контакта опорного валка со смежным рабочим в процессе прокатки достигается удаление только поврежденной части наклепанного слоя. За счет этого съем при перешлифовке минимален, стойкость поверхности опорного валка увеличивается, а расходный коэффициент опорных валков и себестоимость производства листового проката уменьшаются.
За базовый объект принят способ-прототип. Применение предложенного способа обеспечит повышение рентабельности листопрокатного производства на 6-8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНОГО ВАЛКА | 1998 |
|
RU2126730C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2184631C2 |
| Способ эксплуатации опорных валков непрерывных широкополосных прокатных станов | 2022 |
|
RU2795664C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2007 |
|
RU2374017C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2368441C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 1998 |
|
RU2131312C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 2001 |
|
RU2197347C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 2001 |
|
RU2197346C1 |
Изобретение относится к прокатному производству и может быть использовано на станах кварто для горячей и холодной прокатки листовой стали. Способ включает чередование работы опорного валка в контакте со смежным рабочим с перешлифовками для снятия наклепанного слоя. С целью снижения расходного коэффициента опорных валков и себестоимости листового проката величину съема при перешлифовке устанавливают равной 0,2 - 0,3 длины дуги контакта опорного валка со смежным рабочим валком. 1 з.п. ф-лы, 1 ил., 1 табл.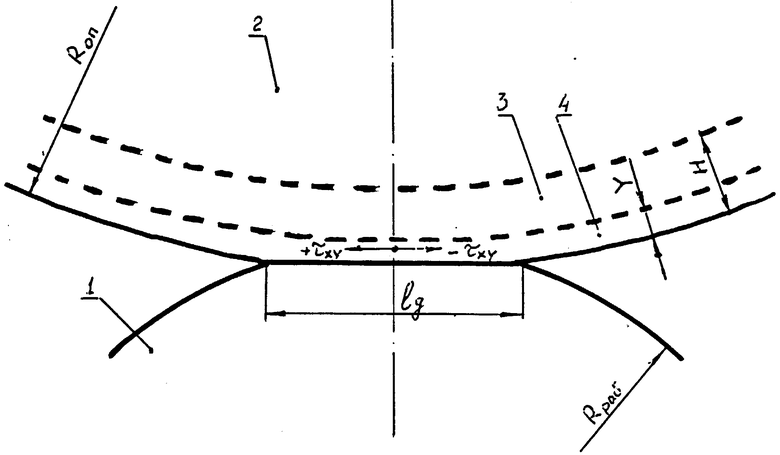
Способ эксплуатации опорного валка листопрокатной клети кварто, включающий чередование его работы в контакте со смежным рабочим валком с перешлифовками для снятия наклепанного слоя, отличающийся тем, что величину съема при перешлифовке устанавливают равной 0,2 - 0,3 длины дуги контакта опорного валка со смежным рабочим валком.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство, 1262959, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторс кое свидетельство, 1235573, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ксензук Ф.А | |||
| и др | |||
| Вальцовщик стана холодной прокатки | |||
| - М.: Металлургия, 1969, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |

