ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к полимерному (пластиковому) контейнеру для жидких или вязких продуктов.
Более конкретно, изобретение относится к контейнеру, содержимое которого может подвергаться изменениям температуры, составляющим несколько десятков градусов. Изобретение, в частности, относится к области разлива посредством горячего наполнения (выше 70°С) и к разливу посредством термической обработки (пастеризации).
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Бутылки из полиэтилентерефталата (ПЭТ) имеют многочисленные области применения благодаря своим превосходным характеристикам: стойкости, легкости, прозрачности, органолептическим свойствам. Эти бутылки изготавливают с высокой скоростью путем двуосной вытяжки заготовки в форме.
Однако, хотя эти бутылки имеют многочисленные преимущества, их недостатком является деформация при температуре выше 60°С. Разлив в эти бутылки продукта, имеющего высокую температуру (выше 70°С), вызывает деформации, делающие указанные бутылки непригодными к употреблению. В предшествующем уровне техники описано несколько способов, позволяющих устранить указанный недостаток и обеспечить горячее наполнение ПЭТ бутылок.
Термофиксация рассматривается как самый эффективный способ повышения сопротивления высокой температуре двуосноориентированных ПЭТ бутылок. Принцип этого способа, широко распространенного на рынке, состоит в термической обработке стенок бутылки для повышения степени кристаллизации и, таким образом, повышения молекулярной стабильности при высокой температуре. Этот принцип применяют с несколькими способами и устройствами термофиксации, описанными в предшествующем уровне техники. Существенным преимуществом способов термофиксации является отсутствие необходимости модификации способов разлива, причем термофиксацию бутылки осуществляют при изготовлении указанной бутылки.
Однако бутылки, прошедшие термическую обработку, позволяющую разливать жидкость, имеющую высокую температуру, имеют несколько недостатков.
Первый недостаток состоит в том, что можно применять только полиэтилентерефталаты особого качества. Такие полиэтилентерефталаты труднее изготовить, и они увеличивают стоимость контейнера.
Второй недостаток связан со снижением скорости производства бутылок, поскольку способ термофиксации замедляет цикл раздува.
Третий недостаток связан с весом указанных бутылок. Наполнение бутылки горячей жидкостью приводит после охлаждения к созданию отрицательного давления внутри бутылки; указанное отрицательное давление создает рискованную деформацию стенок бутылки. Самым известным способом противостояния отрицательному давлению в бутылке является добавление компенсационных вставок, позволяющих осуществлять контролируемую деформацию бутылки. Однако бутылки, содержащие компенсационные вставки, являются более жесткими и, следовательно, более тяжелыми. В результате образуется излишек материала, не являющийся необходимым для хорошей сохранности продукта. Кроме того, компенсационные вставки портят внешний вид контейнера, что делает его менее привлекательным для потребителя.
В настоящее время для разлива жидких продуктов применяют также гибкие пакеты. Эти пакеты изготавливают из тонких пленок с предварительно нанесенной печатью. Указанный контейнер имеет многочисленные преимущества, относящиеся к весу, стоимости и компактности до и после применения.
Однако указанный контейнер имеет недостатки, в частности, когда его содержимое подвергается значительным изменениям температуры.
Действительно, если упакованную жидкость нагревают специально или случайно (например, оставив ее внутри машины, стоящей на солнце), продукт расширяется, иногда до такой степени, что контейнер может лопнуть.
Определение терминов, применяемых в описании изобретения
В описании изобретения применяются следующие термины и аббревиатуры:
Ламинат: многослойная пленка, полученная в результате наложения нескольких пленок
ПЭТ: полиэтилентерефталат
РР: полипропилен
РЕ: полиэтилен
LDPE: полиэтилен низкой плотности
LLDPE: линейный полиэтилен низкой плотности
HDPE: полиэтилен высокой плотности
EVOH: этиленвиниловый спирт (сополимер этилена и винилового спирта)
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение позволяет устранить перечисленные недостатки с помощью контейнера (емкости), который под действием изменения температуры расширяется и сжимается вместе с упакованным продуктом.
В контексте настоящего изобретения упакованный продукт представляет собой жидкий или вязкий продукт, который может содержать твердые включения. Поскольку эти продукты преимущественно изготавливают на основе воды, изменение объема продуктов составляет приблизительно 3% при изменении температуры на 65°, что соответствует коэффициенту объемного расширения приблизительно 0,00042 м3/(м3·К) и коэффициенту линейного расширения 0,00014 м/(м·К). Указанные значения приведены в качестве примера, но следует иметь в виду, что тепловое расширение воды изменяется с изменением температуры.
Продукты могут также быть изготовлены на основе масла, и их поведение зависит от тепловых свойств применяемого масла.
Контейнер (емкость) имеет многочисленные преимущества, когда его применяют для разлива продукта при высокой температуре. В отличие от ПЭТ бутылок указанный контейнер не требует термофиксации для предотвращения сжатия стенок под действием температуры наполнения. В отличие от ПЭТ бутылок контейнер не требует присутствия компенсационных вставок, чтобы противостоять изменениям объема продукта при охлаждении.
Указанный контейнер отличается тем, что его тепловое расширение больше или равно тепловому расширению продукта. При наполнении температура продукта нагревает стенки контейнера, которые расширяются. Затем расширенный контейнер герметично запечатывают. Охлаждаясь, контейнер сжимается и возвращается к исходной геометрии; в результате после охлаждения в контейнере устанавливается положительное или нулевое относительное давление. Незначительное давление в контейнере после охлаждения является предпочтительным, поскольку оно улучшает сопротивление контейнера сжатию, а также улучшает захват контейнера рукой.
Применение контейнера в способе разлива, требующем термической обработки контейнера и его содержимого, таком как, например, способ пастеризации, также является особенно предпочтительным. При повышении температуры контейнера и продукта контейнер расширяется, по меньшей мере, в той же степени, что и продукт, что позволяет избежать чрезмерного подъема давления в контейнере.
Для потребителя этот контейнер представляет большой интерес, поскольку он приспособлен к изменениям температур при отсутствии изменения эстетических свойств и при очень слабых изменениях давления в контейнере.
Другое преимущество контейнера в соответствии с настоящим изобретением состоит в том, что, если упакованный продукт подвергается повышению температуры, контейнер расширяется вместе с продуктом, и, таким образом, стенки, дно и сварные швы (если речь идет о контейнере, изготовленном из гибких пленок) контейнера не подвергаются или подвергаются в очень малой степени повышению давления и, следовательно, легко сопротивляются такому давлению.
Настоящее изобретение можно применять для разлива жидких или вязких продуктов.
В соответствии с настоящим изобретением можно применять большое разнообразие контейнеров. Контейнер может быть изготовлен посредством формования, экструзии с последующим раздувом, может быть изготовлен из пленок.
Особенно предпочтительно контейнер состоит из боковой стенки, сформированной из пленки, а дно и горлышко контейнера соединены с указанной пленкой посредством сваривания.
Большинство материалов, применяемых для изготовления контейнеров, имеют тепловое расширение, недостаточное, чтобы противостоять изменениям объема содержимого контейнера.
В соответствии с настоящим изобретением коэффициент расширения контейнера выше или равен коэффициенту расширения упакованного продукта. Коэффициент линейного расширения стенок контейнера в общем случае составляет более 0,00014 м/(м·К), предпочтительно более 0,00018 м/(м·К). Контейнер на основе полиэтилена низкой плотности является особенно предпочтительным.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Лучше понять настоящее изобретение помогут описание вариантов его осуществления и прилагаемые чертежи.
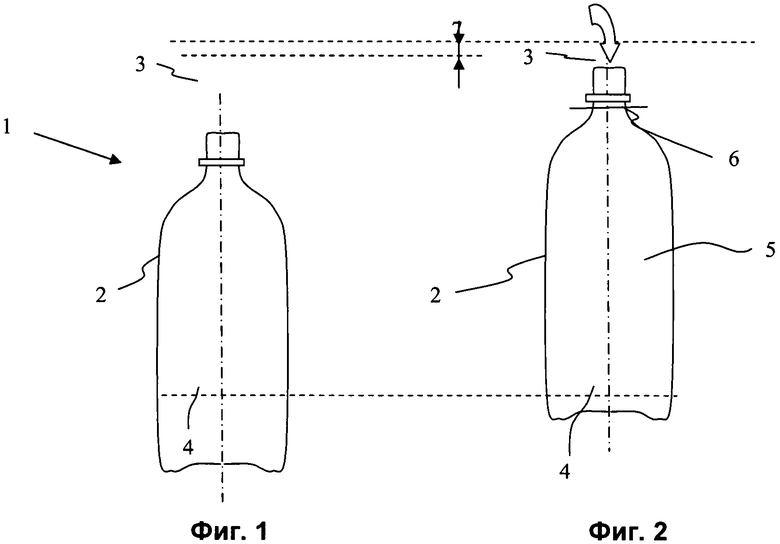
На фиг.1-4 представлен первый вариант осуществления настоящего изобретения, состоящий в способе горячего наполнения.
На фиг.1 представлен контейнер до наполнения.
На фиг.2 представлено тепловое расширение контейнера в процессе его наполнения горячим продуктом.
На фиг.3 представлен расширенный контейнер в момент его герметичного запечатывания.
На фиг.4 представлен контейнер и его содержимое после охлаждения; контейнер сжался под действием понижения температуры.
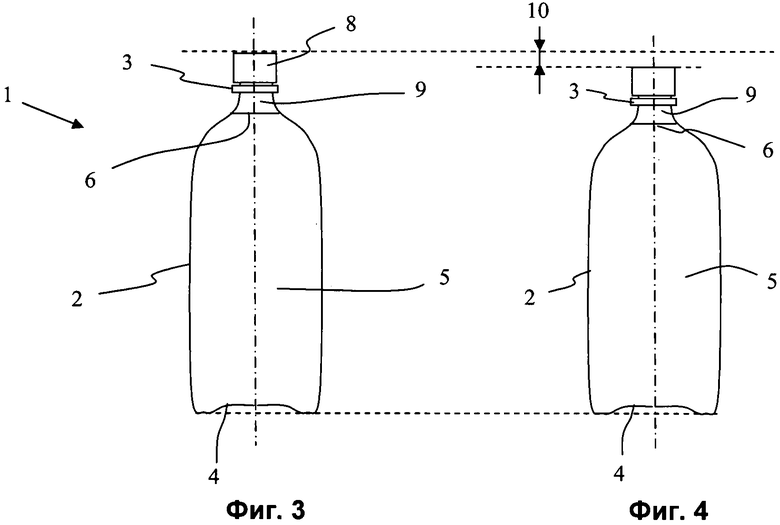
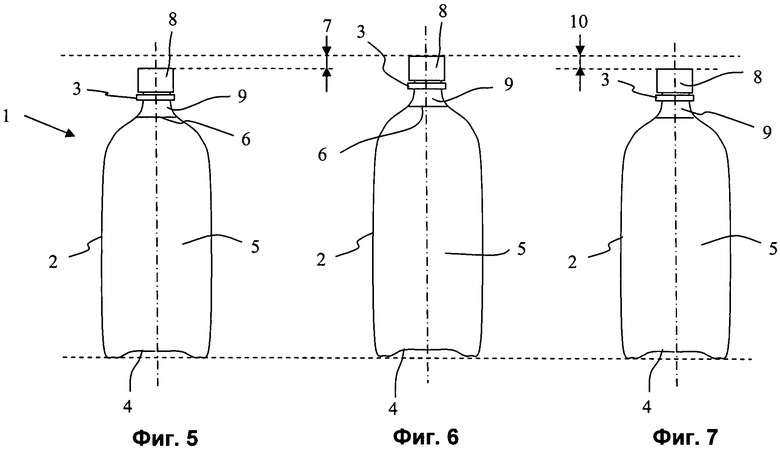
На фиг.5-8 представлен второй вариант осуществления настоящего изобретения, в котором контейнер нагревают, а затем охлаждают вместе с его содержимым.
На фиг.5 представлен контейнер, наполненный продуктом при низкой температуре и герметично запечатанный.
На фиг.6 представлен контейнер и его содержимое после нагрева в горячей ванне в течение нескольких минут; контейнер расширен под действием температуры.
На фиг.7 представлен контейнер и его содержимое после охлаждения; контейнер сжат под действием понижения температуры.
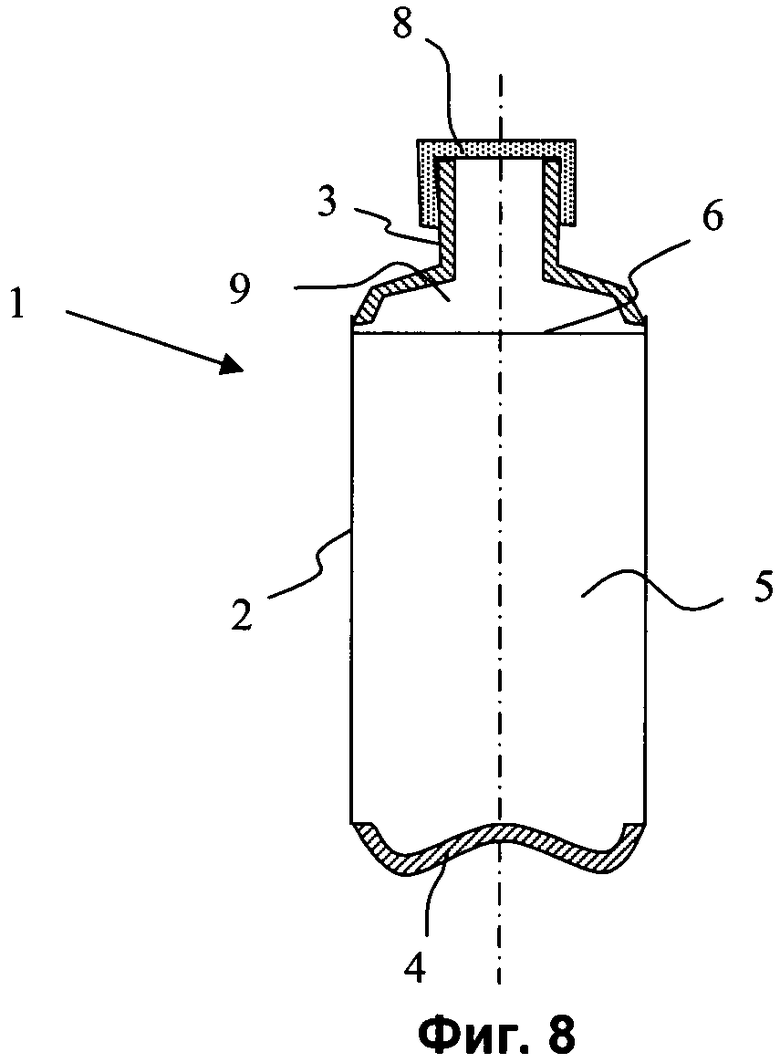
На фиг.8 представлен предпочтительный вариант осуществления настоящего изобретения, в соответствии с которым контейнер формируют путем соединения горлышка, дна и трубчатого тулова; трубчатое тулово формируют из ламината, коэффициент расширения которого составляет более 0,00014 м/(м·К).
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Многие способы разлива жидких или вязких продуктов требуют значительных изменений температуры продукта в процессе разлива. Эти изменения температуры создают жесткие условия для контейнера, поскольку изменения температуры вызывают изменения объема продукта и, следовательно, изменения давления в контейнере.
Авторы настоящего изобретения изобрели контейнер, в котором не создается относительное отрицательное давление после горячего наполнения. Первый вариант осуществления настоящего изобретения является особенно предпочтительным, поскольку позволяет избежать деформации контейнера при охлаждении. Первый вариант осуществления настоящего изобретения представлен на фиг.1-4.
На фиг.1 представлен контейнер в соответствии с настоящим изобретением; указанный контейнер 1 содержит боковую стенку 2, горлышко 3 и дно 4; и контейнер отличается тем, что его боковые стенки расширяются под действием температуры. Контейнер подают при низкой температуре, причем указанная низкая температура предпочтительно является комнатной температурой (20°С). В соответствии со способами наполнения, известными специалистам в данной области техники, контейнер 1 может быть вымыт, ополоснут, высушен перед наполнением, представленным на фиг.2. Для упрощения описания изобретения описываются только этапы, необходимые для понимания изобретения.
На фиг.2 представлено наполнение контейнера 1 продуктом 5, имеющим высокую температуру. Часто высокая температура наполнения составляет 85°С. Под действием высокой температуры продукта 5, наливаемого в контейнер, стенки 2 контейнера расширяются почти мгновенно. Расширение контейнера осуществляется по мере наполнения и зависит от уровня 6 наполнения, определяющего границу контакта продукта 5 со стенками контейнера. Расширение контейнера показано схематически изменением высоты 7. Тепловое расширение стенок 2 проявляется преимущественно в изменении высоты и диаметра. Из этого следует, что в конце наполнения и перед герметичным запечатыванием объем контейнера превышает его первоначальный объем.
На фиг.3 представлено герметичное запечатывание контейнера после наполнения, причем продукт 5 при запечатывании еще имеет высокую температуру. Крышку 8 или другое известное запечатывающее средство накладывают на горлышко 3, обеспечивая герметичное запечатывание. Как правило, в момент запечатывания в контейнере заключен объем газа 9. Этот объем газа зависит от коэффициента наполнения контейнера. Предпочтительно быстро запечатывать контейнер после наполнения, чтобы указанный объем газа не был слишком горячим в момент запечатывания. Газ 9, заключенный в пространстве верхней части контейнера, может являться воздухом, азотом или любым другим газом или газовой смесью, известными специалистам в данной области техники. На момент герметичного запечатывания контейнер 1 и продукт 5 имеют высокую температуру. Следовательно, объем продукта 5 расширен, так же как и стенки контейнера.
На фиг.4 представлен контейнер и его содержимое после охлаждения до температуры хранения. Часто температура хранения близка к комнатной температуре. Под действием охлаждения контейнер и его содержимое сжимаются. Жидкий продукт, например, на основе воды, изменяет объем приблизительно на 3% при изменении температуры от 85 до 20°С. Контейнер в соответствии с настоящим изобретением сжимается под действием охлаждения, и его сжатие является таким, что относительное давление в контейнере после охлаждения является положительным или нулевым; таким образом, сжатие контейнера больше или равно сжатию продукта.
Большинство материалов, применяемых для изготовления контейнеров, имеют тепловое расширение, недостаточное для компенсации изменения объема продукта и объема газа 9. Контейнеры из ПЭТ или полиэтилена высокой плотности (HDPE), например, находятся в состоянии разрежения после охлаждения, поскольку коэффициент расширения этих материалов является недостаточным для того, чтобы компенсировать изменения объема продукта. Неожиданно было обнаружено, что контейнер из полиэтилена низкой плотности (LDPE) имеет свойства теплового расширения, позволяющие избежать отрицательного относительного давления в контейнере после охлаждения. В более общем виде, было обнаружено, что коэффициент линейного теплового расширения контейнера должен превышать 0,00014 м/(м·К) и предпочтительно должен превышать 0,00018 м/(м·К). Чем ниже коэффициент наполнения контейнера, тем выше должен быть коэффициент расширения контейнера.
Авторы изобретения обнаружили, что линейное расширение контейнера необязательно является одинаковым во всех направлениях. Например, линейное расширение контейнера по высоте может быть больше, чем расширение по окружности, или наоборот. По двум коэффициентам расширения, измеренным в двух перпендикулярных направлениях, можно определить коэффициент среднего линейного расширения, который вызывает идентичное изменение объема контейнера. Было обнаружено, что коэффициент среднего линейного расширения должен превышать 0,00014 м/(м·К) и предпочтительно должен превышать 0,00018 м/(м·К).
Геометрия контейнера после охлаждения и сжатия в основном идентична геометрии контейнера до наполнения и расширения. Однако в некоторых случаях наблюдается незначительный гистерезис, причем сжатие контейнера слегка меньше чем его расширение. В этом случае окончательный объем контейнера слегка превышает его первоначальный объем. В другом случае сжатие контейнера слегка превышает его расширение; окончательный объем контейнера, следовательно, меньше чем его первоначальный объем. Как правило, окончательная геометрия контейнера в основном идентична его первоначальной геометрии, и контейнер можно расширять и сжимать несколько раз обратимым образом.
Охлаждение контейнера не имеет большого значения, оно может быть быстрым, медленным, ступенчатым или непрерывным. Часто опрыскивание контейнера водой обеспечивает быстрое и эффективное охлаждение. Можно применять различные способы охлаждения, известные специалистам в данной области техники; на изменение объема контейнера оказывают влияние только начальные и конечные температуры указанного контейнера.
Другие способы разлива состоят в наполнении контейнера, продуктом, имеющим низкую температуру, а затем осуществлении термической обработки контейнера и его содержимого. Второй вариант осуществления настоящего изобретения является особенно предпочтительным, поскольку позволяет избежать избыточного давления в контейнере при термической обработке. На фиг.5-7 представлен второй вариант осуществления настоящего изобретения.
На фиг.5 представлен контейнер в соответствии с настоящим изобретением; контейнер 1 содержит боковую стенку 2, горлышко 3 и дно 4; указанный контейнер отличается тем, что его боковые стенки расширяются под действием температуры. Контейнер наполнен жидким или вязким продуктом 5 и герметично запечатан крышкой 8. Контейнер и его содержимое имеют низкую температуру, причем указанная низкая температура предпочтительно является комнатной температурой (20°С). Как правило, объем газа 9, который может являться воздухом, заключен в пространстве верхней части. Коэффициент наполнения контейнера обозначен уровнем 6 жидкости. Высокий коэффициент наполнения является предпочтительным, поскольку тепловое расширения газов превышает тепловое расширение жидкостей. Предпочтительно коэффициент наполнения контейнера 1 превышает 90%.
На фиг.6 представлен этап термической обработки, состоящий в повышении температуры контейнера и его содержимого. Применяемая термическая обработка часто состоит, например, в погружении контейнера и его содержимого на 10 минут в ванну с водой при температуре 80°С. Термическая обработка вызывает постепенное повышение температуры контейнера и его содержимого, что приводит к объемному расширению продукта 5 и объема газа 9. Контейнер в соответствии с настоящим изобретением отличается высоким тепловым расширением стенок 2, которое позволяет избежать повышенного относительного давления в контейнере. Затруднение, возникающее с контейнерами в соответствии с предшествующим уровнем техники, связано с тем, что высокое давление в контейнере может привести к выпучиванию дна 4. Часто во избежание прогиба дна 4 требуется особая конструкция дна 4. Дно, обладающее большей стойкостью, является более тяжелым и более дорогим. Настоящее изобретение позволяет справиться с этим затруднением; расширение стенок контейнера в процессе термической обработки позволяет избежать повышения давления в контейнере. Расширение стенок контейнера представлено изменением высоты 7. Тепловое расширение стенок контейнера осуществляется преимущественно по высоте и по окружности. Предпочтительно расширение контейнера является таким, что оно компенсирует изменения объема продукта 5 и газа 9. Относительное давление в контейнере остается в основном постоянным и близким к нулю.
На фиг.7 представлен контейнер и его содержимое после охлаждения при низкой температуре, причем указанная низкая температура может являться комнатной температурой. Как правило, конечная температура после охлаждения равна первоначальной температуре до термической обработки. В процессе охлаждения продукт 5 и газ 9 сжимаются. Контейнер 1 в соответствии с настоящим изобретением также сжимается; указанное сжатие представлено изменением 10 высоты. Обычно значение сжатия 10 контейнера идентично значению расширения 7. Второй вариант осуществления настоящего изобретения является особенно предпочтительным, поскольку позволяет применять контейнеры с тонкими стенками. Авторы изобретения обнаружили, что контейнер, имеющий коэффициент линейного теплового расширения более 0,00016 м/(м·К), позволяет ограничить давление в процессе термической обработки и что особенно предпочтительным является коэффициент, превышающий 0,00020 м/(м·К).
Контейнер в соответствии с настоящим изобретением отличается присущими ему свойствами теплового расширения и сжатия. Было обнаружено, что коэффициент линейного теплового расширения стенок контейнера должен составлять более 0,00014 м/(м·К) и предпочтительно более 0,00018 м/(м·К). Немногие материалы, применяемые для изготовления контейнеров, позволяют получить указанные свойства. Авторы изобретения обнаружили, что контейнеры из полиэтилена низкой плотности (LDPE) являются особенно предпочтительными, благодаря присущим им свойствам расширения. Контейнеры, полученные с некоторыми сортами низкокристаллического РР, позволяют получить достаточные характеристики расширения; указанные сорта РР предпочтительно являются сополимерами. Было обнаружено, что двуосноориентированный контейнер не обладает высоким коэффициентом теплового расширения. Подобным образом, контейнер, состоящий из высококристаллического полимера, имеет низкий коэффициент теплового расширения.
Настоящее изобретение позволяет изготовить большое разнообразие контейнеров; контейнеры можно изготавливать посредством экструзии с последующим раздувом, литья под давлением, экструзии труб или сборки из пленок. Контейнеры могут являться бутылками или флаконами, изготовленными посредством экструзии с последующим раздувом, горшочками или стаканчиками, изготовленными посредством формования, гибкими пакетами, изготовленными посредством сваривания из пленок. Способ изготовления контейнера может оказывать влияние на коэффициент расширения контейнера. Действительно, известно, что экструзионные способы, в большей или меньшей степени, ориентируют полимерные цепи. Ориентация цепей может приводить к анизотропии свойств, которая выражается в коэффициентах расширения, отличающихся в зависимости от направления измерения. Для упрощения описания изобретения коэффициент среднего линейного расширения рассматривается как одинаковый во всех направлениях.
Также наблюдались значительные различия теплового расширения, связанные со способом трансформации, применяемым для изготовления контейнера. Представляется, что чем больше способ трансформации ориентирует полимерные цепи, тем меньше тепловое расширение изготовленного контейнера.
Коэффициент теплового расширения контейнера можно измерять двумя способами. Первый способ состоит в измерении коэффициента объемного расширения контейнера с помощью измерения изменения объема контейнера при изменении температуры. Второй способ состоит в измерении коэффициента линейного расширения в двух перпендикулярных направлениях, выделяя в указанных направлениях две полосы большой длины и малой ширины и измеряя изменение длины указанных полос при изменении температуры. Если контейнер изготовлен из пленки, легко измерить коэффициенты линейного расширения пленки в двух направлениях.
Пример осуществления контейнера представлен на фиг.8. Указанный контейнер 1 содержит трубчатое тулово 2, соединенное сваркой с горлышком 3 и дном 4. Крышка 8 прилажена к горлышку 3 и обеспечивает герметичное запечатывание контейнера. Трубчатое тулово 2, формирующее боковые стенки, может быть экструдировано или сформировано из пленки, концы которой соединены сваркой. Пленка может являться однослойной или многослойной. Пленка не содержит жесткого слоя с низким коэффициентом расширения, такого как слой алюминия или двуосноориентированного полимера. Замечено, что в многослойную структуру можно вводить тонкий слой полимера с барьерными свойствами. Пленка из LDPE, содержащая слой этиленвинилового спирта (EVOH) малой толщины, имеет тепловое расширение, превышающее 0,00018 м/(м·К). Было обнаружено, что многослойная пленка может содержать слои с низким коэффициентом теплового расширения, если указанные слои имеют малую толщину и не препятствуют расширению указанной пленки. Пленка должна содержать, по меньшей мере, 70% полимера, имеющего коэффициент линейного теплового расширения более 0,00014 м/(м·К), предпочтительно более 0,00018 м/(м·К). Для многослойной пленки на основе полиэтилена (РЕ) и этиленвинилового спирта (EVOH) толщина слоя EVOH должна составлять менее 10% от общей толщины. Если толщина пленки составляет 300 микрон, толщина слоя EVOH составляет менее 30 микрон, предпочтительно менее 20 микрон. Горлышко и дно придают жесткость и устойчивость контейнеру и состоят из частично жестких элементов с более толстой стенкой. Такой контейнер расширяется и сжимается вместе с продуктом при изменении температуры, благодаря своей боковой стенке. Размеры горлышка и дна лишь слабо меняются с изменением температуры.
Настоящее изобретение не ограничено приведенными примерами, относящимися к материалам, коэффициент расширения которых превышает 0,00014 м/(м·К); указанные материалы можно получить путем смешивания полимеров, путем полимеризации, путем компаундирования или любой другой технологии, известной специалисту в данной области техники. Смеси полиолефинов, добавление эластомеров, получение смесей на основе полиолефина позволяют регулировать коэффициент расширения контейнера в соответствии с коэффициентом расширения упакованного продукта. Многослойные структуры также позволяют изменять характеристики расширения стенок контейнера в соответствии с характеристиками расширения упакованного продукта.
Изобретение относится к полимерной бутылке и способу горячего наполнения жидкими или вязкими продуктами. Полимерный контейнер для горячего наполнения жидким или вязким продуктом, содержащий боковую стенку, соединенную с дном и горлышком, отличающийся тем, что в нем отсутствует компенсационная вставка и коэффициент линейного теплового расширения боковой стенки контейнера превышает 0,00014 м/(м·К), причем боковая стенка контейнера содержит, по меньшей мере, 70% полиэтилена низкой плотности (LDPE). Способ горячего наполнения жидким или вязким продуктом полимерного контейнера, содержащего боковую стенку, соединенную с горлышком и дном, включающий в себя, по меньшей мере, наполнение контейнера продуктом, имеющим высокую температуру, герметичное запечатывание контейнера, охлаждение контейнера и его содержимого. Способ отличается тем, что применяют полимерный контейнер, коэффициент линейного теплового расширения боковой стенки которого составляет более 0,00014 м/(м·К), и что контейнер расширяется и сжимается, по меньшей мере, в той же степени, что и его содержимое. 4 н. и 5 з.п. ф-лы, 8 ил.
1. Способ горячего наполнения жидким или вязким продуктом полимерного контейнера, содержащего боковую стенку, соединенную с горлышком и дном, включающий в себя, по меньшей мере, наполнение контейнера продуктом, имеющим высокую температуру, герметичное запечатывание контейнера, охлаждение контейнера и его содержимого, отличающийся тем, что применяют полимерный контейнер, коэффициент линейного теплового расширения боковой стенки которого составляет более 0,00014 м/(м·К), и что контейнер расширяется и сжимается, по меньшей мере, в той же степени, что и его содержимое.
2. Способ наполнения по п.1, отличающийся тем, что контейнер расширяется и сжимается в большей степени, чем его содержимое.
3. Способ горячего наполнения по п.1 или 2, отличающийся тем, что после охлаждения контейнера и его содержимого в контейнере устанавливается давление, большее или равное нулю.
4. Полимерный контейнер для горячего наполнения жидким или вязким продуктом, содержащий боковую стенку, соединенную с дном и горлышком, отличающийся тем, что в нем отсутствует компенсационная вставка, и коэффициент линейного теплового расширения боковой стенки контейнера превышает 0,00014 м/(м·К), причем боковая стенка контейнера содержит, по меньшей мере, 70% полиэтилена низкой плотности (LDPE).
5. Контейнер, полученный способом по любому из пп.1-3.
6. Контейнер по п.4 или 5, коэффициент теплового расширения которого превышает 0,00018 м/(м·К).
7. Контейнер по п.4 или 5, отличающийся тем, что содержит гибкую боковую стенку (2), соединенную посредством сварки с горлышком (3) и дном (4), являющимися, по меньшей мере, частично жесткими, причем гибкая боковая стенка сформирована из однослойной или многослойной пленки.
8. Комплект, состоящий из контейнера, как он определен в любом из пп.4-7 и продукта, содержащегося в контейнере, отличающийся тем, что в диапазоне температур от 0 до 100°С расширение и сжатие контейнера, по меньшей мере, равны расширению и сжатию продукта.
9. Комплект по п.8, герметично запечатанный, в котором давление является постоянным или повышается при понижении температуры и в котором давление является постоянным или понижается при повышении температуры.
| WO 2005070814 А1, 04.08.2005 | |||
| СПОСОБ ДЕАЭРАЦИИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2269458C2 |
| WO 2007054449 А1, 18.05.2007 | |||
| DE 19502449 А1, 01.08.1996 | |||
| RU 99128038 А, 27.01.2002 | |||
| Межгосударственный стандарт | |||
| Воздушный экономайзер | 1929 |
|
SU16338A1 |
| Теплофизические и электрические свойства полиэтилена | |||
| Полиэтилентерефталатная емкость | 1990 |
|
SU1838197A3 |
| ВЫПОЛНЕННЫЙ В СТЕНКЕ ПЛАСТМАССОВОГО КОНТЕЙНЕРА КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ ПЛАСТМАССОВЫЙ КОНТЕЙНЕР И ВЫДУВНАЯ ФОРМА | 2003 |
|
RU2295479C2 |
| US 2005262813 А1, 01.12.2005. | |||

