ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу разлива жидкого продукта в усаживаемый контейнер. В частности, изобретение относится к разливу продукта, имеющего высокую температуру, в полимерную емкость, которая усаживается под действием высокой температуры. В особенности способ применяют для разлива продукта, имеющего температуру более 60°C, в ПЭТ бутылку, не подвергавшуюся термофиксации.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Бутылки из полиэтилентерефталата (ПЭТ) имеют многочисленные области применения благодаря своим превосходных характеристикам: сопротивлению, легкости, прозрачности, органолептическим свойствам. Эти бутылки изготавливают с высокой скоростью путем двуосной вытяжки заготовки в форме.
Однако, хотя эти бутылки имеют многочисленные преимущества, их недостатком является деформация при температуре выше 60°C. Разлив в эти бутылки продукта, имеющего высокую температуру (85°C), вызывает деформации, делающие бутылки непригодными к употреблению. В предшествующем уровне техники описано несколько способов, позволяющих устранить указанный недостаток и обеспечить горячее заполнение ПЭТ бутылок.
Самым эффективным способом повышения сопротивления высокой температуре двуосно-ориентированных ПЭТ бутылок считается термофиксация. Принцип этого способа, широко распространенного на рынке, состоит в термической обработке стенок бутылки для повышения степени кристаллизации и, таким образом, повышения молекулярной стабильности при высокой температуре. Этот принцип применяют с несколькими способами и устройствами термофиксации, описанными в предшествующем уровне техники. Существенным преимуществом способов термофиксации является отсутствие необходимости модификации способов разлива, причем термофиксацию бутылки осуществляют при изготовлении бутылки.
Однако бутылки, прошедшие термическую обработку, позволяющую разливать жидкость при высокой температуре, имеют несколько недостатков.
Первый недостаток состоит в том, что можно применять только полиэтилентерефталаты особого качества. Такие полиэтилентерефталаты труднее изготовить, и они увеличивают стоимость контейнера.
Второй недостаток связан со снижением скорости производства бутылок, поскольку способ термофиксации замедляет цикл раздува.
Третий недостаток связан с весом бутылок. Наполнение бутылки горячей жидкостью приводит после охлаждения к созданию отрицательного давления внутри бутылки; отрицательное давление создает рискованную деформацию стенок бутылки. Самым известным способом противостояния отрицательному давлению в бутылке является добавление компенсационных вставок, позволяющих осуществлять контролируемую деформацию бутылки. Однако бутылки, содержащие компенсационные вставки, являются более жесткими и, следовательно, более тяжелыми. В результате образуется излишек материала, не являющийся необходимым для хорошей сохранности продукта. Кроме того, компенсационные вставки портят внешний вид контейнера, что делает его менее привлекательным для потребителя.
Заявки на патент WO 2004/106175 и WO 2005/002982 предлагают концепцию деформируемого дна бутылки, которое позволяет исключить применение боковых компенсационных вставок.
Заявка на патент FR 2432991 предлагает способ заполнения ПЭТ бутылки, позволяющий исключить применение бутылок, прошедших термофиксацию. Этот способ заключается в охлаждении наружных стенок бутылки во избежание всякой деформации бутылки во время цикла разлива. В соответствии с этим способом охлаждение наружных стенок бутылки может быть прервано, когда исчезает необходимость в исключении деформации бутылки. Указанный способ позволяет исключить деформации бутылки при заполнении. Однако этот способ не позволяет отказаться от компенсационных вставок, предназначенных для противодействия отрицательному давлению в бутылке после охлаждения.
Патент US 5251424 также предлагает способ разлива в ПЭТ бутылки, позволяющий исключить применение бутылок, прошедших термофиксацию. Этот способ заключается в заполнении бутылки жидкостью, имеющей высокую температуру, и в добавлении дозы жидкого азота перед запечатыванием. Испарение азота создает в бутылке давление, исключающее ее усадку. Кроме того, этот способ позволяет исключить боковые компенсационные вставки, поскольку азот поддерживает в бутылке достаточное давление для компенсации изменения объема жидкости. Теоретически способ, описанный в патенте US 5251424, должен позволить применять обычные ПЭТ бутылки, а также снизить их стоимость. Однако этот способ очень трудно осуществить на практике. Избыточное давление, создаваемое сразу после запечатывания бутылки, стенки которой имеют высокую температуру, приводит к немедленной и нежелательной деформации контейнера.
Для устранения недостатков патента US 5251424 патент US 6502369 предлагает подобный способ, но с заполнением бутылки в полости формы. Этот способ заключается в помещении бутылки в полость формы, заполнении бутылки жидкостью, имеющей высокую температуру, и добавлении дозы жидкого азота перед запечатыванием. Испарение азота создает давление на стенку контейнера у стенки охлажденной формы. Этот способ позволяет получить обычные бутылки, заполненные при высокой температуре, однако применение этого способа затрудняется сложностью разливочной машины, состоящей в заполнении каждой из бутылок в полости формы.
Все способы, предложенные в предшествующем уровне техники, имеют общий принцип, состоящий в исключении усадки контейнера под действием температуры. Таким образом, объем контейнера до и после разлива остается неизменным.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В отличие от способов, предложенных в предшествующем уровне техники, принцип настоящего изобретения заключается в использовании усадочных свойств контейнера на этапе разлива и, следовательно, приводит к изменению объема контейнера. В соответствии с настоящим изобретением объем заполненного контейнера после разлива уменьшается.
Способ в соответствии с настоящим изобретением заключается в контролируемом применении усадочных свойств контейнеров при их заполнении при высокой температуре (обычно 85°C для ПЭТ бутылок). Этот способ является предпочтительным, поскольку он позволяет, с одной стороны, применять контейнеры, не подвергавшиеся предварительной термической обработке, и, с другой стороны, исключить или ограничить создание отрицательного относительного давления в упаковке после охлаждения.
Предметом настоящего изобретения, в частности, является способ, охарактеризованный в формуле изобретения.
Изобретение также относится к устройству и емкости, охарактеризованным в формуле изобретения.
Способ в соответствии с настоящим изобретением позволяет заполнять контейнеры, усаживаемые под воздействием высокой температуры разлива продукта. Эти полимерные контейнеры имеют молекулярную ориентацию, обеспечивающую их усадку под действием высокой температуры. Настоящее изобретение, в частности, применимо для заполнения емкостей из двуосно-ориентированного ПЭТ, таких как бутылки. Изобретение также применимо для заполнения при высокой температуре полимерных контейнеров, изготовленных из пленок, причем эти пленки усаживаются под воздействием высокой температуры.
Способ в соответствии с настоящим изобретением также позволяет создавать положительное относительное давление внутри усаживаемого контейнера. Изобретение относится к усадке заполненного и герметично запечатанного контейнера путем нагрева стенки контейнера. Способ в соответствии с настоящим изобретением позволяет улучшить захват и сопротивление вертикальному сжатию контейнеров с тонкими стенками.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Лучше понять настоящее изобретение помогут прилагаемые чертежи.
На фиг.1-11 представлен первый вариант осуществления настоящего изобретения.
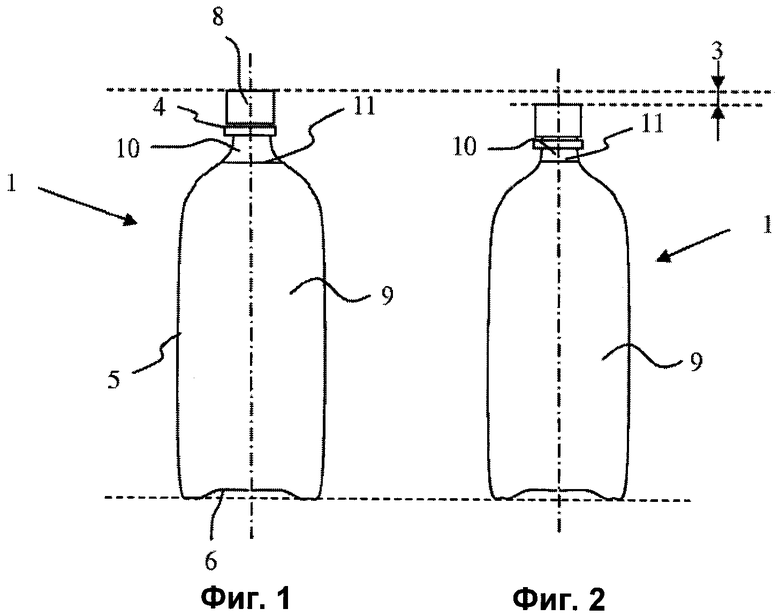
На фиг.1 и 2 представлена основная концепция первого варианта осуществления настоящего изобретения.
На фиг.1 представлен контейнер непосредственно после заполнения и запечатывания, причем продукт внутри контейнера имеет высокую температуру.
На фиг.2 представлен контейнер в конце разлива продукта. Объем контейнера уменьшился в результате усадки контейнера.
На фиг.3-8 представлены разные этапы способа.
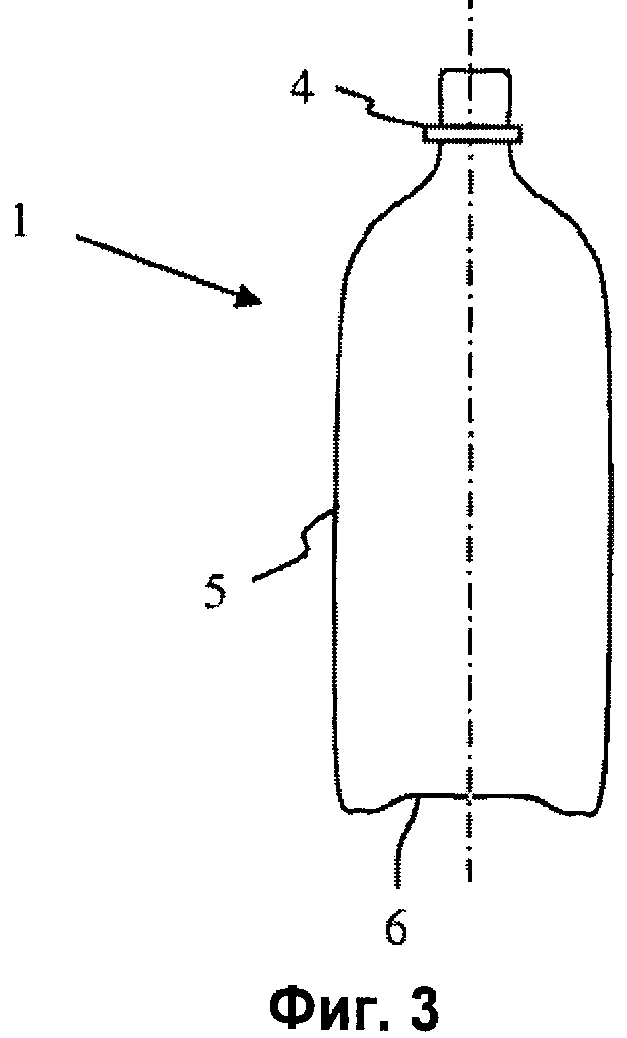
На фиг.3 представлен контейнер перед заполнением.
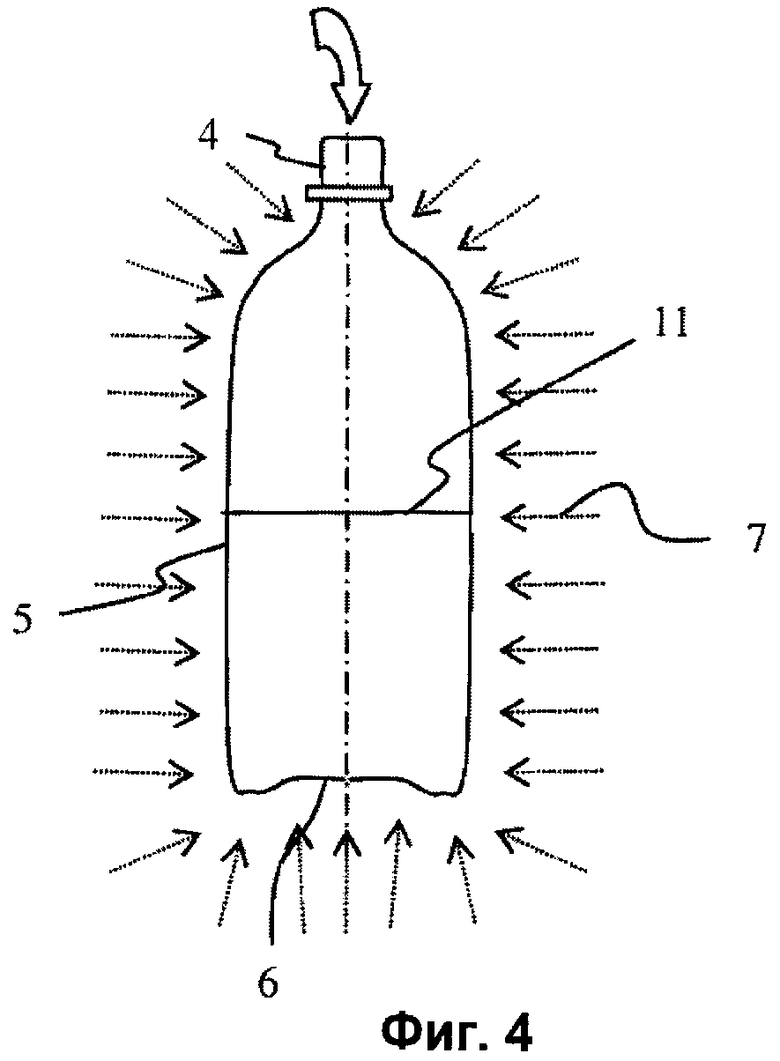
На фиг.4 представлено заполнение контейнера продуктом, имеющим высокую температуру.
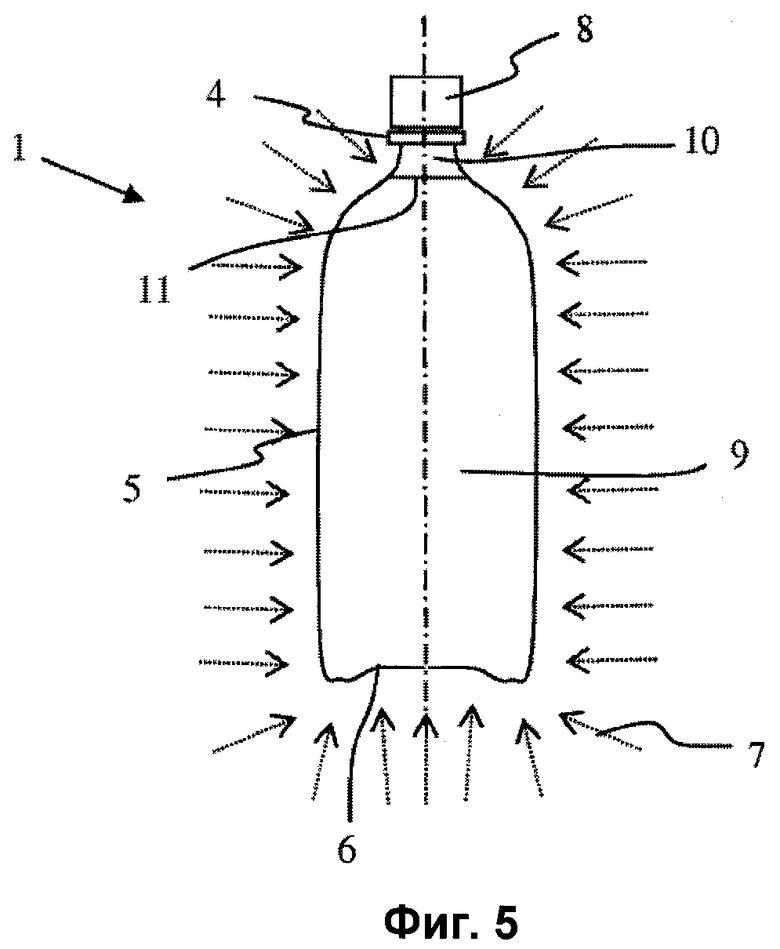
На фиг.5 представлено герметичное запечатывание контейнера.
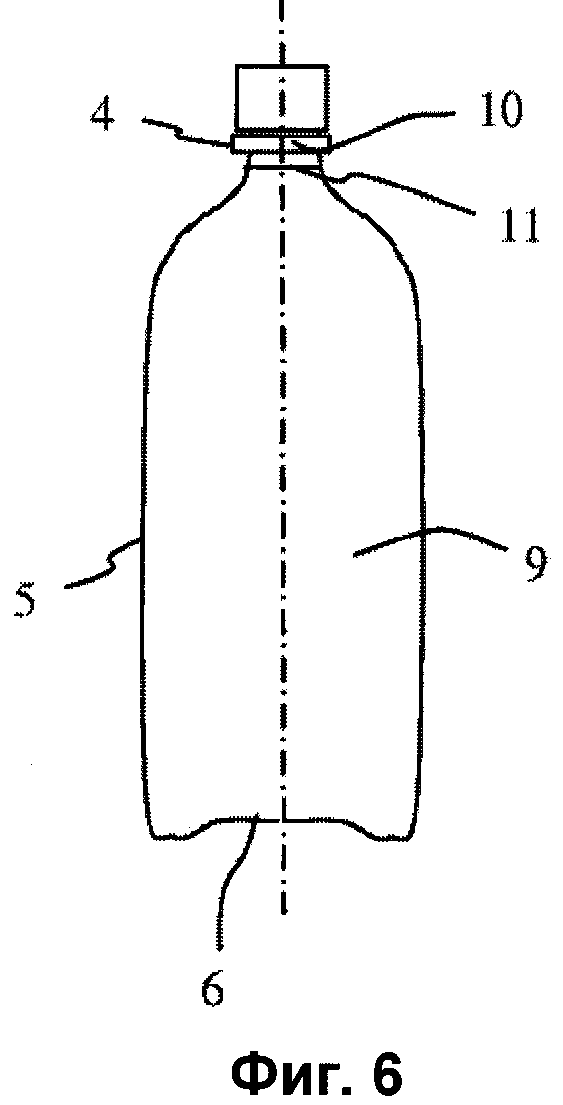
На фиг.6 представлена усадка контейнера, причем продукт имеет высокую температуру. Давление внутри контейнера сжимает объем газа в пространстве верхней части.
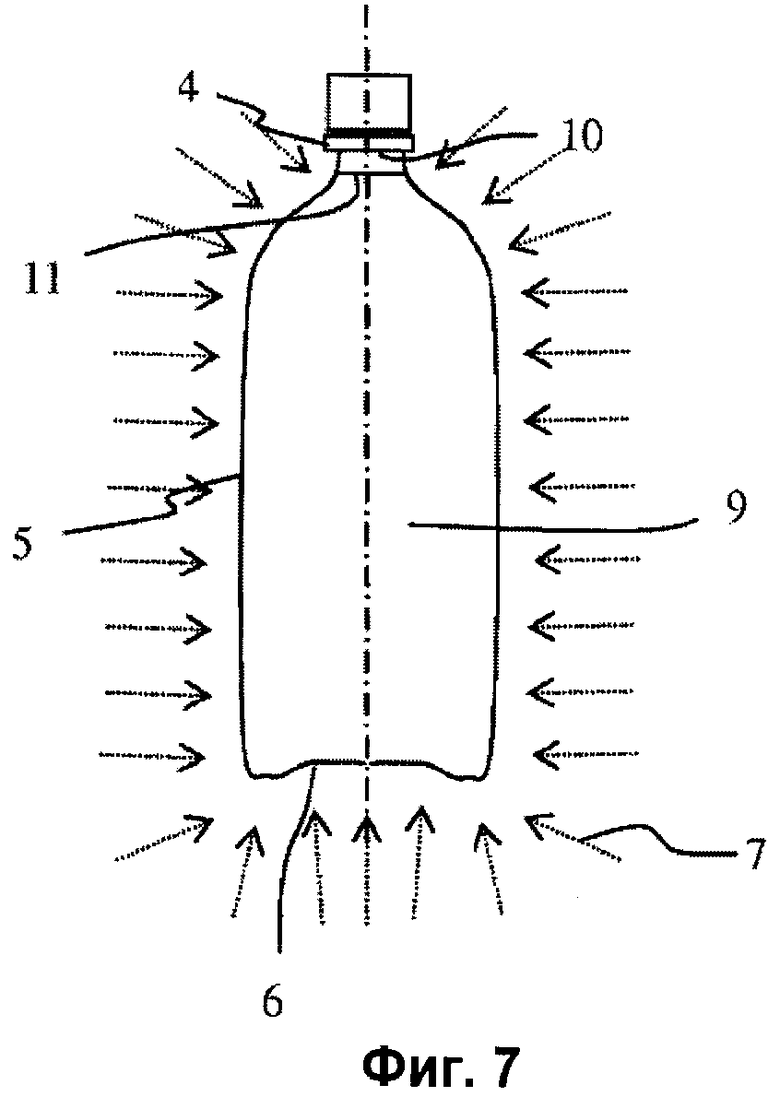
На фиг.7 представлено охлаждение контейнера и возвращение продукта к температуре окружающей среды.
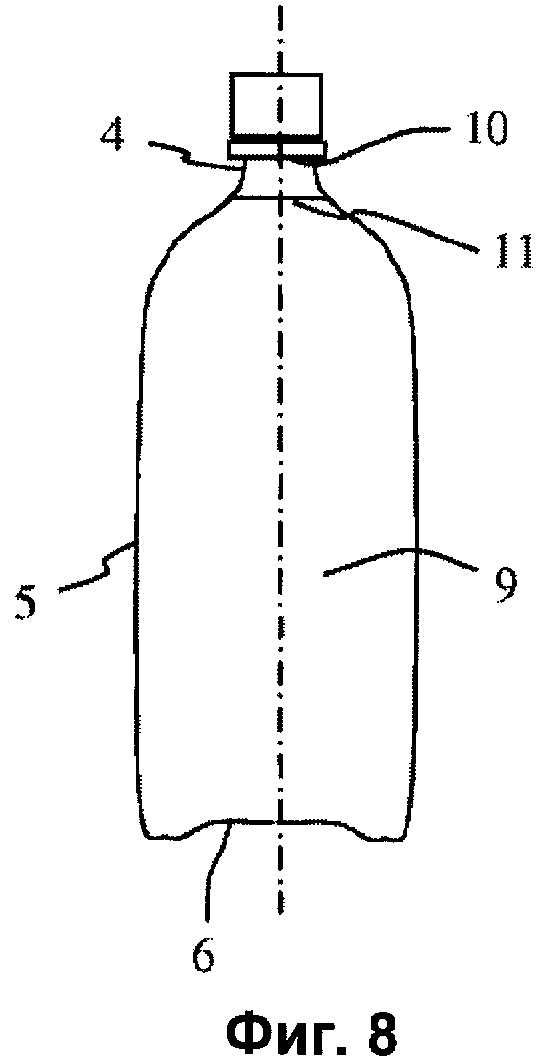
На фиг.8 представлен контейнер, охлажденный до температуры окружающей среды. Увеличение объема газа в пространстве верхней части компенсирует термическое сжатие продукта.
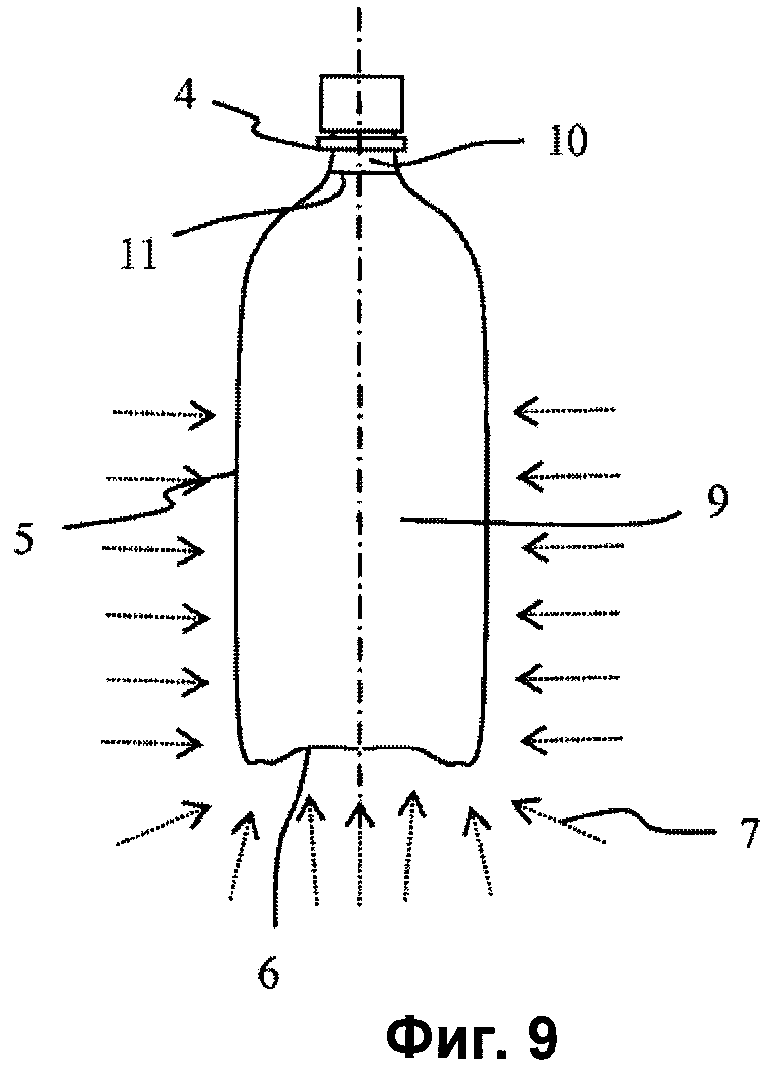
На фиг.9 представлено местное охлаждение контейнера в процессе разлива.
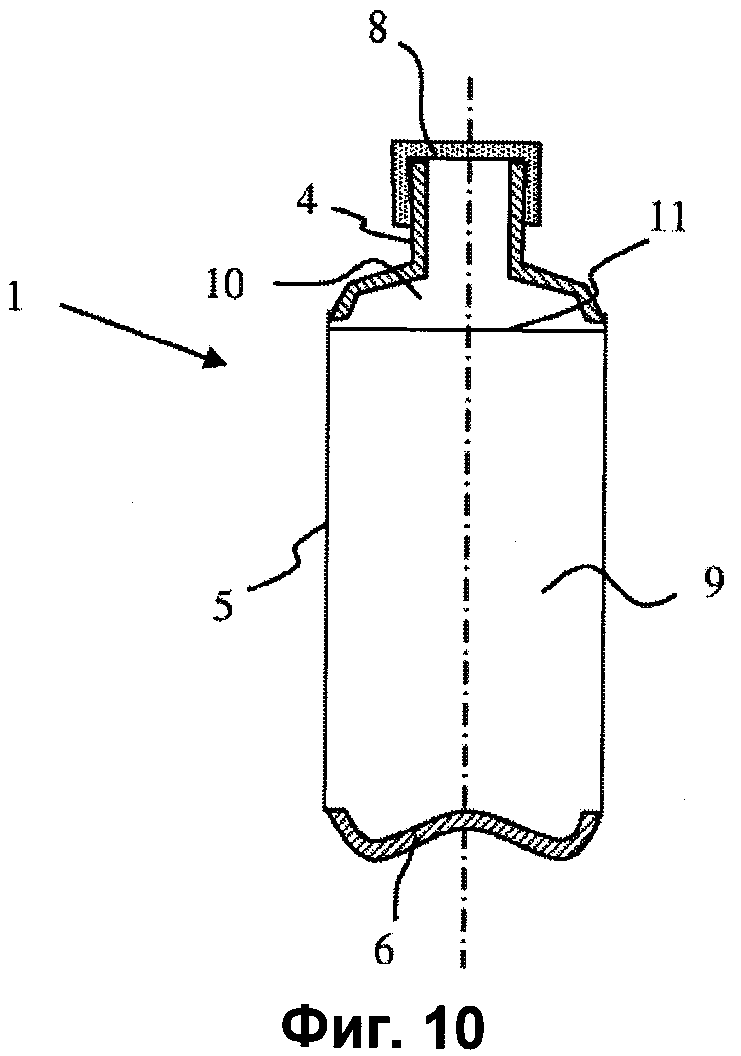
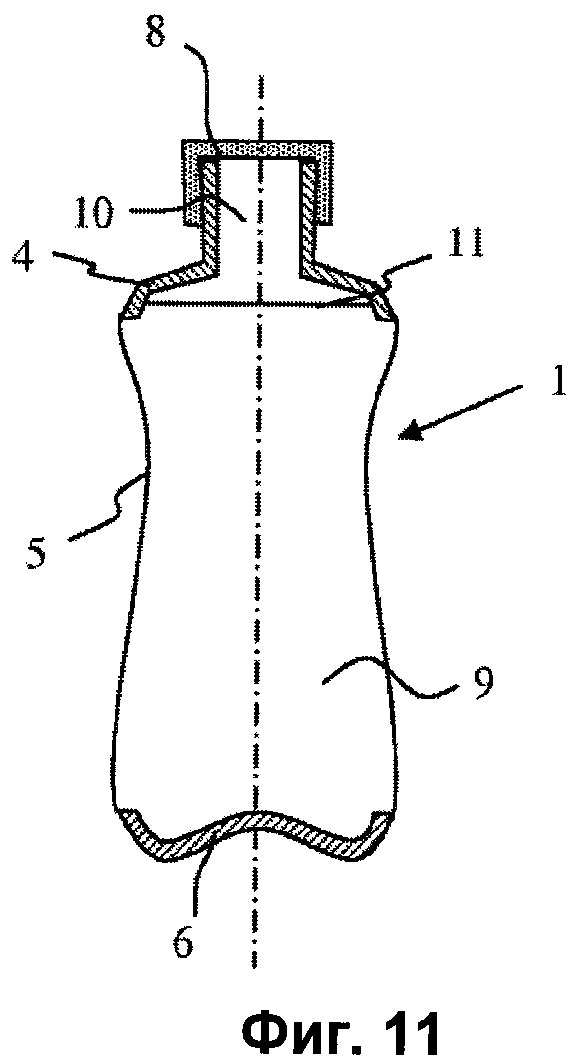
На фиг.10 и 11 представлено горячее заполнение контейнера, изготовленного из пленки, усаживаемой под действием высокой температуры.
На фиг.10 представлен контейнер непосредственно после заполнения продуктом, имеющим высокую температуру, и герметичного запечатывания.
На фиг.11 представлена геометрия сжатого контейнера.
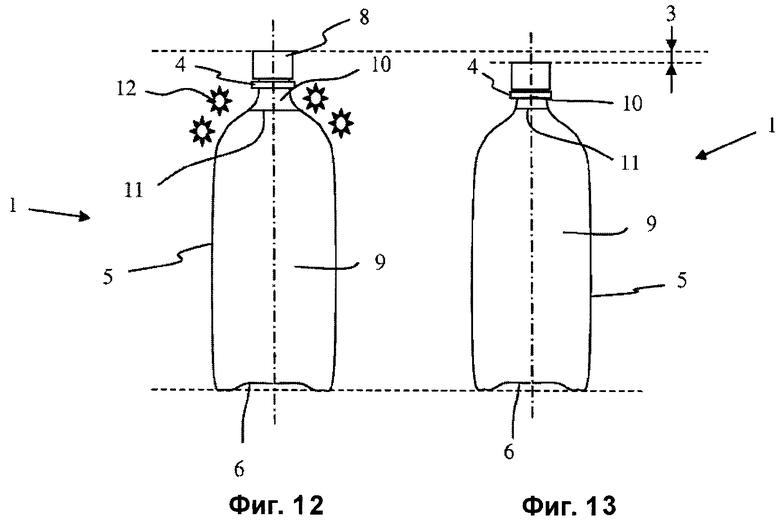
На фиг.12 и 13 представлен второй вариант осуществления настоящего изобретения, который состоит в создании избыточного давления в усаживаемом контейнере при высокой температуре и заполнении при низкой температуре.
На фиг.12 представлен нагрев, позволяющий создать местную усадку стенок контейнера и, таким образом, создать давление в контейнере.
На фиг.13 представлен контейнер, объем которого после усадки меньше первоначального объема.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к применению усадочных свойств контейнера при его нагреве до высокой температуры. В контексте настоящего изобретения под «высокой температурой» следует понимать температуру, позволяющую инициировать усадку контейнера; и, наоборот, под «низкой температурой» следует понимать температуру ниже температуры усадки.
Усадочные свойства контейнера в значительной степени зависят от способов изготовления и, в частности, от молекулярной ориентации, вызванной изготовлением. Например, контейнер, такой как ПЭТ бутылка, изготовленная путем двойной вытяжки заготовки в форме, значительно усаживается при его нагреве до высокой температуры. Другие контейнеры, такие как контейнеры, изготовленные из пленки, могут также обладать подобными усадочными свойствами.
В соответствии с первым вариантом осуществления настоящего изобретения применяют усадку контейнера при разливе продукта, имеющего высокую температуру, причем продукт нагревает стенки контейнера и вызывает усадку. Ключевым моментом настоящего изобретения является контролируемое применение усадки контейнера для ограничения деформаций и устранения, по меньшей мере, частично, отрицательного относительного давления, обычно создающегося в контейнере после охлаждения.
Основной принцип изобретения представлен на фиг.1 и 2.
На фиг.1 представлена начальная геометрия контейнера 1, содержащего горлышко 4, цилиндрическое тулово 5 и дно 6. Стенки контейнера значительно усаживаются при его нагреве до высокой температуры. На фиг.1 представлен контейнер 1, заполненный продуктом 9, имеющим высокую температуру, и герметично запечатанный крышкой 8. Также пространство верхней части контейнера заполнено газом 10, причем указанный газ может являться воздухом. Уровень 11 заполнения, определяющий относительный объем продукта, имеющего высокую температуру, и газа внутри контейнера в момент его запечатывания, точно определен. Обычно перед герметичным запечатыванием контейнера предпочтительно исключить усадку контейнера. Именно поэтому при быстрой усадке контейнера может быть предпочтительным применение средств, блокирующих усадку до герметичного запечатывания.
На фиг.2 представлен контейнер 1 и его содержимое после охлаждения до температуры окружающей среды. Контейнер усел при разливе продукта, имеющего высокую температуру. Изменение объема контейнера схематично представлено изменением высоты 3 контейнера. Изменение объема может быть связано с изменением высоты, диаметра или геометрии. В любом случае изменение объема создается в результате усадки стенок контейнера. Некоторые части контейнера не усели, например такие, как горлышко 4, которое вместе с крышкой обеспечивает герметичность. На фиг.2 также представлен объем продукта 9 внутри контейнера; объем уменьшился в результате сжатия продукта 9 при охлаждении до температуры окружающей среды. В соответствии с настоящим изобретением усадка стенок контейнера после герметичного запечатывания позволяет, по меньшей мере, частично компенсировать сжатие продукта при охлаждении. Часто предпочтительной является усадка контейнера, достаточная для создания относительного давления внутри упаковки большего или равного нулю, когда продукт имеет температуру окружающей среды. Таким образом, применения контейнеров с компенсационными вставками уже не требуется.
На фиг.3-8 представлено заполнение ПЭТ контейнеров и каждый из этапов способа.
На фиг.3 представлен ПЭТ контейнер 1, содержащий горлышко 4, боковые стенки 5 и дно 6. Стенки контейнера имеют значительную молекулярную ориентацию (т.е. являются высокоориентированными), благодаря чему стенки усаживаются при высокой температуре. Если речь идет о ПЭТ контейнере, изготовленном путем двуосной вытяжки, высокая температура, соответствующая температуре, при которой молекулярная подвижность становится достаточной для обеспечения усадки, выше 60°C. Обычно температуры горячего заполнения составляют, по меньшей мере, 85°C, чтобы гарантировать достаточные свойства сохранности. При таких температурах осуществляется сильная и быстрая усадка стенок ПЭТ контейнера.
На фиг.4 представлено заполнение продуктом 9, имеющим высокую температуру, контейнера 1, усаживающегося при высокой температуре. Обычно охлаждение наружных стенок контейнера 1 необходимо во избежание усадки контейнера в процессе заполнения. Средства 7 охлаждают наружную стенку контейнера у горлышка 4, боковые стенки 5 и дно 6. В некоторых случаях достаточно частичного охлаждения стенок контейнера. В качестве примера охлаждение наружной стенки бутылки можно осуществлять с помощью жидкости, имеющей низкую температуру, наносимой на контейнер. Заполнение осуществляют быстро, чтобы исключить усадку контейнера под действием температуры. Контейнер 1 не заполняют продуктом 9 полностью, чтобы оставить достаточный объем газа в пространстве верхней части. Обычно этот газ является воздухом, однако в некоторых случаях предпочтительно применение специальных газов, таких как азот или углекислый газ. Добавление специальных газов в пространство верхней части обычно осуществляют непосредственно после заполнения и перед герметичным запечатыванием контейнера.
На фиг.5 представлено герметичное запечатывание контейнера 1 после заполнения продуктом 9, имеющим высокую температуру. Уровень 11 заполнения в момент герметичного запечатывания определяет коэффициент заполнения, т.е. соотношение продукта 9 и газа 10 в контейнере. Коэффициент заполнения играет важную роль в настоящем изобретении, поскольку он определяет остаточное давление в контейнере после охлаждения. Этот аспект станет более понятным после полного описания разных этапов способа. На этапе герметичного запечатывания контейнера, представленном на фиг.5, часто предпочтительным является продолжение охлаждения наружной стенки контейнера. Операция запечатывания заключается в помещении крышки 8 на горлышко 4 для герметичного запечатывания контейнера 1. В момент запечатывания относительное давление внутри контейнера равно нулю. Средства охлаждения 7 позволяют избежать слишком сильного повышения температуры контейнера и его усадки. Этап запечатывания, представленный на фиг.5, осуществляют быстро в соответствии с известными способами. В качестве примера запечатывание можно осуществлять с помощью крышки или посредством сваривания.
На фиг.6 представлен ключевой этап способа разлива, в соответствии с которым контейнер подвергается контролируемой усадке. На этом этапе стенки контейнера усаживаются под действием температуры и уменьшают объем контейнера. Это приводит к повышению давления в герметично запечатанном контейнере. В результате этого быстрого повышения давления объем газа внутри контейнера сжимается.
Этап усадки контейнера, представленный на фиг.6, инициируется, когда продукт является еще достаточно горячим для создания усадки. Обычно усадка осуществляется немедленно после запечатывания, когда температура продукта еще достаточно высока. Если температура продукта является слишком высокой, желательно охладить продукт и контейнер до приемлемой температуры усадки. В действительности, слишком высокая температура усадки приводит к нежелательным деформациям контейнера. Например, при заполнении ПЭТ контейнера при 100°C осуществление усадки может быть предпочтительным при 80°C. Таким образом, необходимо перед осуществлением усадки охладить продукт и контейнер до 80°C.
Усадку инициируют при температуре, достаточно высокой для создания давления внутри контейнера и достаточно низкой для исключения нежелательных деформаций контейнера. Для ПЭТ контейнеров эта температура обычно составляет от 65 до 100°C; однако предпочтительная температура усадки составляет от 75 до 90°C.
Обычно усадка контейнера является незначительной и трудно различимой невооруженным глазом. Усадка зависит от контейнера, коэффициента заполнения, температуры и времени усадки. Коэффициент усадки прямо влияет на остаточное давление, т.е. на относительное давление в контейнере после охлаждения. Обычно сжатие жидкого продукта, разлитого при высокой температуре, составляет при охлаждении приблизительно от 2 до 5%. Например, объем воды при охлаждении от 85 до 20°C уменьшается приблизительно на 3%. Уменьшение объема зависит от изменения температуры, а также от свойств продукта. Теоретически усадка контейнера равна изменению объема, вызванному нулевым остаточным давлением. Если усадка контейнера больше, чем изменение объема продукта, остаточное давление является положительным; и наоборот, если усадка контейнера меньше, чем изменение объема продукта, остаточное давление является отрицательным. На практике температура газа при герметичном запечатывании контейнера может повлиять на остаточное давление. Предпочтительно сжать газ при низкой температуре в момент герметичного запечатывания контейнера.
Геометрия контейнера оказывает прямое воздействие на уменьшение объема контейнера. Было замечено, что контейнер малого объема и большой толщины является предпочтительным для создания повышенного давления усадки.
Условия изготовления контейнера также оказывают большое влияние на усадку. Для ПЭТ контейнеров было замечено, что низкая температура двуосной вытяжки позволяет получить контейнеры, значительно усаживающиеся под действием температуры. Напротив, высокая температура двуосной вытяжки позволяет получить более слабые силы усадки. Температура вытяжки позволяет оптимизировать силу и скорость усадки контейнера.
Коэффициент заполнения, определенный отношением объема продукта к объему контейнера в момент герметичного запечатывания, влияет на усадку контейнера. При слишком высоком коэффициенте заполнения контейнер усаживается незначительно, и это создает отрицательное остаточное давление в контейнере. Напротив, при слишком низком коэффициенте заполнения контейнер значительно усаживается, и это приводит к нежелательным деформациям контейнера. Коэффициент заполнения следует регулировать в зависимости от желаемого остаточного давления. Обычно коэффициент заполнения выбирают от 85 до 98%, предпочтительно от 90 до 96%.
На фиг.6 представлен механизм усадки. Под действием высокой температуры продукта 9 контейнер усаживается и сжимает объем газа 10, находящегося в пространстве верхней части. Сжатие газа отображается изменением уровня 11 заполнения. Скорость усадки контейнера обычно является достаточно большой и зависит от температуры усадки. Предпочтительно время усадки составляет менее 5 минут и более предпочтительно менее 3 минут. Усадка инициируется, когда продукт еще имеет высокую температуру.
На фиг.7 представлен этап охлаждения контейнера и его содержимого до температуры окружающей среды. Средства 7 охлаждают наружную стенку контейнера. Например, на контейнер наносят воду для охлаждения, или контейнер может быть погружен в ванну с холодной водой. Часто предпочтительным является быстрое охлаждение контейнера до температуры молекулярной стабильности контейнера, т.е. до температуры, при которой контейнер не усаживается. Для ПЭТ контейнера, полученного с помощью двуосной вытяжки, эта температура составляет приблизительно 60°C. После достижения этой температуры контейнер можно охлаждать медленнее путем естественной конвекции окружающим воздухом.
На фиг.8 представлен контейнер после охлаждения до температуры окружающей среды. Охлажденный контейнер отличается от контейнера перед заполнением, представленного на фиг.3; объем контейнера уменьшен в результате его усадки в процессе разлива. В соответствии с предпочтительным вариантом осуществления настоящего изобретения относительное давление внутри контейнера больше или равно нулю. В соответствии с этим предпочтительным вариантом контейнер не содержит компенсационных вставок; эти вставки являются бесполезными, поскольку давление внутри контейнера является положительным или нулевым. Коэффициент кристаллизации боковых стенок контейнера меньше 30% и обычно составляет от 15 до 25%.
В описании изобретения контейнер всегда представлен с горлышком 4, направленным вверх. Обычно контейнер переворачивают после герметичного запечатывания, чтобы простерилизовать всю внутреннюю поверхность контейнера. Переворачивание контейнера обеспечивает стерилизацию внутренней поверхности горлышка 4 и крышки 8; при переворачивании внутренняя поверхность входит в контакт с продуктом, имеющим высокую температуру. Стерилизация контейнера с помощью высокой температуры продукта позволяет убить микробов, которые могут существовать на внутренней стенке контейнера, и обеспечивает оптимальную сохранность продукта. Стерилизацию контейнера предпочтительно осуществляют совместно с усадкой контейнера.
Настоящее изобретение позволяет заполнять контейнеры при высокой температуре с высокой точностью и воспроизводимостью. Воспроизводимость требует применения одинаково изготовленных контейнеров. Для ПЭТ контейнеров, изготовленных с раздувом заготовки, важно, например, контролировать температуру раздува, оказывающую большое влияние на усадочные свойства. При разливе продукта важно одинаково обращаться со всеми бутылками. Способ изготовления контейнеров и их заполнения позволяет обеспечить высокую стабильность производства.
Настоящее изобретение позволяет заполнять ПЭТ контейнеры при 100°C без термофиксации. Разлив продукта, имеющего температуру 100°C, может требовать оптимизированных средств охлаждения на этапах заполнения и герметичного запечатывания контейнера. В соответствии с настоящим изобретением контейнер можно заполнять и подвергать усадке при 100°C; или контейнер можно заполнять при 100°C и подвергать усадке при более низкой температуре, такой как, например, 85°C.
Когда разлив осуществляют при особенно высокой температуре, может являться предпочтительным применение контейнеров, только некоторые части которых подвергаются термической обработке. Предпочтительным, например, является применение ПЭТ контейнера, у которого кристаллизуется только горлышко, чтобы избежать усадки этой части контейнера. Особенно предпочтительно бутылка имеет горлышко, коэффициент кристаллизации которого выше коэффициента кристаллизации боковых стенок.
Дно контейнера спроектировано таким образом, что оно сопротивляется и температуре, и давлению, которые устанавливаются в бутылке при усадке. Дно является лепестковым и даже при низком коэффициенте кристаллизации оказывается особенно приспособленным. Сильно вытянутое дно, геометрия которого близка к геометрии, получаемой путем свободного раздува (геометрия пузыря), также пригодно для способа заполнения.
Обычно предпочтительным может являться создание контейнеров, имеющих особые зоны усадки. Эти особые зоны усадки можно создавать при изготовлении контейнера, осуществляя более высокую молекулярную ориентацию в указанных зонах усадки. Для ПЭТ контейнеров, изготовленных с раздувом, особые зоны усадки можно создавать путем взаимного регулирования коэффициента и температуры вытяжки. Низкая температура или высокий коэффициент раздува позволяют увеличить усадку.
На фиг.9 представлен другой способ получения особых зон усадки. Этот способ заключается в блокировании усадки некоторых зон контейнера на этапе усадки. Средства 7 охлаждают нижнюю часть контейнера и, таким образом, предотвращают усадку этой части контейнера. Верхняя неохлажденная часть контейнера подвергается усадке.
Первый вариант осуществления настоящего изобретения особенно пригоден для заполнения при высокой температуре контейнеров из двуосно-ориентированного ПЭТ, таких как бутылки. Настоящее изобретение позволяет не применять бутылки, прошедшие обработку термофиксацией. Изобретение позволяет применять бутылки без компенсационных вставок, а также заполнение при высоких температурах, достигающих 100°C. Изобретение также позволяет применять бутылки с тонкой стенкой, причем толщина тонкой стенки составляет менее 0,3 мм. Наконец, настоящее изобретение позволяет получить бутылки с низким остаточным внутренним давлением, причем это давление создается в результате усадки контейнера в процессе горячего заполнения.
Настоящее изобретение можно применять для заполнения при высокой температуре разнообразных контейнеров, усаживающихся под действием высокой температуры. Можно применять контейнеры, изготовленные из пленок. На фиг.10 и 11 представлен разлив жидкости, имеющей высокую температуру, в контейнер, изготовленный из пленки.
На фиг.10 представлен этап герметичного запечатывания контейнера. Контейнер 1 содержит трубчатое тулово 5, соединенное с горлышком 4 и дном 6, причем трубчатое тулово 5 изготовлено из пленки, усаживающейся под действием высокой температуры. Пленка, содержащая один или несколько слоев, обладает высокой молекулярной ориентацией для обеспечения усадочных свойств. Пленка не подвергалась термофиксации, уничтожающей усадочные свойства. Соединение пленки 5 с концами 4 и 6 можно осуществлять путем сварки. Обычно концы 4 и 6 являются более толстыми, чем трубчатое тулово 5, и могут изготавливаться путем формования. В соответствии с предпочтительным вариантом осуществления настоящего изобретения концы 4 и 6, формирующие соответственно горлышко и дно контейнера, не усаживаются под действием высокой температуры. Контейнер 1 заполняют продуктом 9, имеющим высокую температуру, и герметично запечатывают крышкой 8. Объем газа 10 заключают в пространстве верхней части при герметичном запечатывании. Как показано на фиг.10, наружную стенку контейнера не обязательно охлаждать в процессе горячего заполнения и герметичного запечатывания. Охлаждение может быть необходимо, чтобы ограничить или исключить усадку контейнера перед герметичным запечатыванием.
На фиг.11 представлен контейнер 1, усевший после охлаждения контейнера и его содержимого до температуры окружающей среды. Только трубчатое тулово 5 усаживается под действием высоких температур. После охлаждения остаточное относительное давление в контейнере 1 является положительным или нулевым. Небольшое избыточное давление в контейнере является предпочтительным для улучшения захвата контейнера рукой и его сопротивления вертикальному сжатию.
Однако в некоторых случаях усадки контейнера недостаточно для компенсации изменения объема продукта, содержащегося в контейнере. Особенно это относится к бутылкам большого объема, для которых объем заключенного в них газа является маленьким по отношению к объему продукта; также это относится к бутылкам с очень тонкими стенками, которые создают малые силы усадки; и, наконец, это относится к бутылкам, имеющим высокий коэффициент заполнения для минимизации количества кислорода, заключенного в бутылке. Чтобы избежать установления в бутылке отрицательного давления в результате разлива, предлагается добавление этапа нагрева бутылки в процессе разлива с помощью внешнего источника тепла. Этап нагрева позволяет активировать усадку в точный момент времени или увеличить амплитуду усадки.
Первый вариант заключается, по меньшей мере, в частичном нагреве контейнера непосредственно после заполнения и герметичного запечатывания. В результате нагрева происходит усиление усадки контейнера и сжатие газа, содержащегося в пространстве верхней части. В процессе охлаждения давление газа ослабляется.
В соответствии со вторым вариантом контейнер нагревают, когда контейнер и его содержимое уже начинают охлаждаться. Предпочтительно контейнер нагревают, когда средняя температура стенок близка к температуре стеклования.
В соответствии с третьим вариантом контейнер нагревают, когда охлаждение заканчивается. Нагрев обеспечивает усадку стенок контейнера и создает положительное или нулевое относительное давление внутри контейнера.
Предпочтительно осуществляют нагрев боковых стенок контейнера. Может являться предпочтительным местный нагрев стенок контейнера в предварительно определенной зоне, называемой зоной усадки.
Предпочтительно нагрев осуществляют быстро и при высокой температуре, чтобы ограничить повторный нагрев продукта, содержащегося в контейнере. Предпочтительным является нагрев с помощью обдувки горячим воздухом. Обычно бутылка равномерно усаживается вокруг оси симметрии. Вращение бутылки вокруг оси симметрии при ее прохождении в печи позволяет получить равномерную усадку, Другой способ заключается в применении инфракрасных ламп для усадки стенок контейнера.
На фиг.12 и 13 представлен второй вариант осуществления способа в соответствии с настоящим изобретением, который заключается в использовании усадочных свойств для создания давления в контейнере, заполненном при температуре ниже температуры усадки. Создание давления в контейнере после заполнения особенно полезно, когда контейнер содержит стенки малой толщины. Обычный способ создания такого давления состоит в добавлении газа, такого как азот, в пространство верхней части после заполнения контейнера. Изменение состояния газа создает небольшое избыточное давление, повышающее сопротивление контейнера и упрощающее его применение. Настоящее изобретение позволяет создавать избыточное давление без добавления специального газа в пространство верхней части.
На фиг.12 представлен контейнер 1, заполненный продуктом 9, имеющим низкую температуру, причем эта низкая температура ниже температуры усадки контейнера. Крышка 4 герметично запечатывает контейнер 1. Объем воздуха 10 заключен в контейнер и находится в зоне усадки контейнера. Средства 12 нагревают, по меньшей мере, зону усадки для незначительного уменьшения объема контейнера и незначительного сжатия объема воздуха 10.
На фиг.13 представлен усевший контейнер. Уменьшение высоты 3 служит для демонстрации изменения объема контейнера. Объем воздуха 10 в контейнере уменьшился, что означает незначительное сжатие воздуха. Настоящее изобретение особенно предпочтительно для создания давления в ПЭТ контейнерах, таких как бутылки.
Настоящее изобретение, состоящее в применении усадочных свойств контейнера в процессе разлива, требует такой концепции контейнера, при которой в расчет принимается усадка контейнера при разливе. Контейнер должен быть спроектирован так, чтобы конечный объем соответствовал желаемому объему. Обычно усадка контейнера составляет от 1 до 20%, предпочтительно от 3 до 15%.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример 1
Бутылка весит 24 грамма и имеет лепестковое дно. Начальный объем бутылки составляет 543,2 мл. После заполнения при 90°C в соответствии с рабочим режимом, который будет описан ниже, объем бутылки становится равным 508,7 мл. Таким образом, усадка бутылки в процессе заполнения составляет 6,35%. После охлаждения внутри бутылки устанавливается незначительное положительное относительное давление.
Бутылку заполняют в соответствии со следующим рабочим режимом.
1. Размещение пустой бутылки
2. Полоскание бутылки
3. Перенос бутылки на пост загрузки
4. Начало охлаждения наружной стенки бутылки путем опрыскивания водой при температуре 15°C
а. Заполнение бутылки водой, имеющей температуру 90°C
i. Продолжительность заполнения: 4 секунды
ii. Объем заполнения: 92% от начального объема, или 499,7 мл
b. Перенос на пост запечатывания
i. Продолжительность: 1 секунда
с. Герметичное запечатывание бутылки
i. Продолжительность запечатывания: 1 секунда
5. Конец охлаждения наружной стенки бутылки
6. Усадка бутылки в свободной атмосфере
i. Этап усадки и стерилизации
ii. Температура окружающего воздуха: 20°C
iii. Продолжительность: 3 минуты
7. Быстрое охлаждение бутылки
i. Охлаждение путем опрыскивания водой, имеющей температуру 15°C, до возвращения контейнера и его содержимого к температуре окружающего воздуха.
Пример 2
Бутылка весит 37,4 грамма и имеет лепестковое дно. Начальный объем бутылки составляет 1064,2 мл. После заполнения при 88°C в соответствии с рабочим режимом, который будет описан ниже, объем бутылки составляет 1012,1 мл. Таким образом, усадка бутылки в процессе заполнения составляет 4,9%. После охлаждения внутри бутылки устанавливается незначительное положительное относительное давление.
Бутылку заполняют в соответствии со следующим рабочим режимом.
1. Размещение пустой бутылки
2. Полоскание бутылки
3. Перенос бутылки на пост загрузки
4. Начало охлаждения наружной стенки бутылки путем опрыскивания водой, имеющей температуру 15°C
a. Заполнение бутылки водой, имеющей температуру 88°C
i. Продолжительность заполнения: 8 секунд
ii. Объем заполнения: 92% от начального объема, или 979,1 мл
b. Перенос на пост запечатывания
i. Продолжительность: 1 секунда
c. Герметичное запечатывание бутылки
i. Продолжительность запечатывания: 1 секунда
5. Конец охлаждения наружной стенки бутылки
6. Усадка бутылки в свободной атмосфере
i. Этап усадки и стерилизации
ii. Температура окружающего воздуха: 20°C
iii. Продолжительность: 3 минуты
7. Быстрое охлаждение бутылки
i. Охлаждение путем опрыскивания водой, имеющей температуру 20°C, до возвращения контейнера и его содержимого к температуре окружающего воздуха.
Пример 3
Бутылка весит 24 грамма и имеет лепестковое дно. Начальный объем бутылки составляет 543,2 мл. После заполнения при 95°C в соответствии с рабочим режимом, который будет описан ниже, объем бутылки составляет 489,5 мл. Таким образом, усадка бутылки в процессе заполнения составляет 9,89%. После охлаждения внутри бутылки устанавливается незначительное положительное относительное давление.
Бутылку заполняют в соответствии со следующим рабочим режимом.
1. Размещение пустой бутылки
2. Полоскание бутылки
3. Перенос бутылки на пост загрузки
4. Начало охлаждения наружной стенки бутылки путем опрыскивания водой, имеющей температуру 5°C
a. Заполнение бутылки водой, имеющей температуру 95°C
i. Продолжительность заполнения: 4 секунды
ii. Объем заполнения: 92% от начального объема, или 499,7 мл
b. Перенос на пост запечатывания
i. Продолжительность: 1 секунда
c. Герметичное запечатывание бутылки
i. Продолжительность запечатывания: 1 секунда
5. Конец охлаждения наружной стенки бутылки
6. Усадка бутылки в свободной атмосфере
i. Этап усадки и стерилизации
ii. Температура окружающего воздуха: 20°C
iii. Продолжительность: 3 минуты
7. Быстрое охлаждение бутылки
i. Охлаждение путем опрыскивания водой, имеющей температуру 20°C, до возвращения контейнера и его содержимого к температуре окружающего воздуха.
Пример 4
Бутылка весит 46 граммов и имеет лепестковое дно. Начальный объем бутылки составляет 1556 мл. После заполнения при 88°C в соответствии с рабочим режимом, который будет описан ниже, объем бутылки составляет 1503,8 мл. Таким образом, усадка бутылки в процессе заполнения составляет 3,4%. После охлаждения внутри бутылки устанавливается незначительное положительное относительное давление.
Бутылку заполняют в соответствии со следующим рабочим режимом.
1. Размещение пустой бутылки
2. Полоскание бутылки
3. Перенос бутылки на пост загрузки
4. Начало охлаждения наружной стенки бутылки путем опрыскивания водой, имеющей температуру 5°C
a. Заполнение бутылки водой, имеющей температуру 88°C
i. Продолжительность заполнения: 6 секунд
ii. Объем заполнения: 92% от начального объема, или 1431,5 мл
b. Перенос на пост запечатывания
i. Продолжительность: 1 секунда
c. Герметичное запечатывание бутылки
i. Продолжительность запечатывания: 1 секунда
5. Конец охлаждения наружной стенки бутылки
6. Усадка бутылки в свободной атмосфере
i. Этап усадки и стерилизации
ii. Температура окружающего воздуха: 20°C
iii. Продолжительность: 3 минуты
7. Нагрев боковых стенок бутылки горячим воздухом (400°C)
i. Усадка стенок бутылки
ii. Давление внутри бутылки повышается
8. Быстрое охлаждение бутылки
i. Охлаждение путем опрыскивания водой, имеющей температуру 20°C, до возвращения контейнера и его содержимого к температуре окружающего воздуха.
Пример 5
Бутылка весит 46 граммов и имеет лепестковое дно. Начальный объем бутылки составляет 1556 мл. После заполнения при 98°C в соответствии с рабочим режимом, который будет описан ниже, объем бутылки составляет 1455 мл. Таким образом, усадка бутылки в процессе заполнения составляет 6,5%. После охлаждения внутри бутылки устанавливается незначительное положительное относительное давление.
Бутылку заполняют в соответствии со следующим рабочим режимом.
1. Размещение пустой бутылки
2. Полоскание бутылки
3. Перенос бутылки на пост загрузки
4. Начало охлаждения наружной стенки бутылки путем опрыскивания водой, имеющей температуру 5°C
a. Заполнение бутылки водой, имеющей температуру 98°C
i. Продолжительность заполнения: 6 секунд
ii. Объем заполнения: 92%
b. Перенос на пост запечатывания
i. Продолжительность: 1 секунда
c. Герметичное запечатывание бутылки
i. Продолжительность запечатывания: 1 секунда
5. Конец охлаждения наружной стенки бутылки
6. Усадка бутылки в свободной атмосфере
i. Этап усадки и стерилизации
ii. Температура окружающего воздуха: 20°C
iii. Продолжительность: 3 минуты
7. Быстрое охлаждение бутылки
i. Охлаждение путем опрыскивания водой, имеющей температуру 20°C, до возвращения контейнера и его содержимого к температуре окружающего воздуха.
8. Нагрев боковых стенок бутылки горячим воздухом (400°C)
i. Усадка стенок бутылки
ii. Давление внутри бутылки повышается
Группа изобретений относится к способу разлива жидкого продукта в усаживаемый контейнер и емкости из двуосно-ориентированного полиэтилентерефталата (ПЭТ), предназначенной для горячего заполнения. Способ разлива жидкости в полимерную емкость, имеющую высокую степень молекулярной ориентации, включает в себя следующие этапы: заполнение емкости жидкостью, имеющей высокую температуру; охлаждение стенок емкости на этапе заполнения; герметичное запечатывание емкости; охлаждение стенок емкости на этапе запечатывания; пассивная усадка емкости после этапа запечатывания; охлаждение стенок емкости после этапа усадки. Группа изобретений позволяет осуществлять контролируемую усадку контейнера. 2 н. и 4 з.п. ф-лы, 13 ил.
1. Способ разлива жидкости в полимерную емкость (1), имеющую высокую степень молекулярной ориентации, включающий в себя следующие этапы:
- заполнение емкости (1) жидкостью, имеющей высокую температуру;
- охлаждение стенок (5) емкости (1) на этапе заполнения;
- герметичное запечатывание емкости (1);
- охлаждение стенок (5) емкости (1) на этапе запечатывания;
- пассивная усадка емкости (1) после этапа запечатывания;
- охлаждение стенок (5) емкости (1) после этапа усадки.
2. Способ по п.1, отличающийся тем, что охлаждают только часть стенок (5) емкости (1).
3. Способ по п.1 или 2, отличающийся тем, что после этапа запечатывания стенки (5) емкости (1) нагревают, по меньшей мере, частично.
4. Способ по п.1 или 2, отличающийся тем, что в емкость (1) добавляют газ, такой как азот или углекислый газ, после этапа заполнения и перед этапом запечатывания.
5. Способ по п.3, отличающийся тем, что в емкость (1) добавляют газ, такой как азот или углекислый газ, после этапа заполнения и перед этапом запечатывания.
6. Емкость (1) из двуосноориентированного полиэтилентерефталата (ПЭТ), предназначенная для горячего заполнения, не имеющая компенсационных вставок и полученная способом по любому из пп.1-5, отличающаяся тем, что степень кристаллизации ее боковых стенок (5) составляет менее 30% и что объем емкости после заполнения меньше ее начального объема.
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ КОНВЕРСИИ УГЛЕВОДОРОДОВ | 2010 |
|
RU2432991C1 |
| US 5251424 А, 12.10.1993 | |||
| FR 2887238 А, 22.12.2006 | |||
| WO2004106175 А1, 09.12.2004. | |||

