.Изобретение относится к полиэфирным емкостям, а точно к полиэфирным емкостям, полученным из полиэтилентерефталата
(Р
ЕТ) и обеспеченным улучшенной конфигургцией основания с возможностью запол- емкости горячими жидкостями без деформации.
Типично полиэтилентерефталатные емкости получают процессами, в которых удлиненная трубчатая заготовка, изготовленная иьжекционными формованием или другими процессами, нагревается и расширяется до соотв етствия с внутренней поверхностью формы, при этом получают полужесткие тонкостенные емкости. Т.к. емкость в процессе производства и использования подвергается действию давления и различных нагрузок, она должна быть сконструирована .та ким образом, чтобы сопротивляться таким физическим воздействиям с сохранением
предварительно заданной и требуемой конфигурации. Беспорядочные или асимметричные утолщения или деформация емкости приводят к выпуску продукции, не отвечающей эстетическим и промышленным требованиям и поэтому их необходимо исключить.
В процессе производства полиэтилен- терефталатной емкости методом раздува в форме, заготовку обычно растягивают и раздувают для получений как осевого, так и радиального удлинения в материале. В технологии такое формование известно как двуосное удлинение. Двухосное удлинение вызывает усадочные напряжения внутри материала, которые, если отсутствует релаксация или физическое ограничение, стремятся заставить изделие усаживаться и деформироваться в направлении формы до удлинения.
СО 00
ю
ы
Влияние таких неотрелаксировзнных садочных напряжений особенно сущестенно на определенных стадиях производтвенного процесса. Во-первых, это емедленно происходит после извлечения мкости из формы, На этой стадии увеличеная температура действует на изделие, коорое имеет значительно меньшую есткость, чем конечный продукт. Опредеенно, усадочные напряжения имеют большее значение в течение этой фазы производственного процесса, где память полиэтилентёрефталата стремится заставить емкость принять свою первоначальную орму до формования.
.Другая фаза производственного процесса, где усадочные напряжения значительны, происходит в случае так называемого горячего заполнения емкости, где емкость заполняют напитком или продуктом с повышенной температурой. Повышенная температура напитка вызывает дополнительные механические напряжения на структуру емкости. Немедленно после заполнения емкости горячей жидкостью, температура жидкости снижает жесткость полиэтилентерефталатного материала и снова емкость становится чувствительной к действию неотрелаксированного усадочного напряжения.
После окончания производственных процессов конструкция емкости должна обеспечивать сохранение требуемой конфигурации при изменении внутреннего давления в емкости. Например, после охлаждения горячей жидкости, она уменьшается в обьеме с соответствующим получением отрицательного давления внутри емкости. В процессе использования, емкость должна сопротивляться деформации, вызванной при внезапном увеличении внутреннего давления, которое происходит,при манипулировании емкостью или при ее падении.
В промышленности хорошо известно, что полиэтилентерефталат в стенке дна не имеет молекулярного соответствия, относительно молекулярной ориентации, по всему поперечному сечению основания. Стенка дна состоит из аморфной области в центре основания,где полиэтилентерефталат имеет значительную толщину и не растянут или не имеет двухосной ориентации при проведении процесса раздува, и одновременно ориентированной области, где полиэтилентерефталат растянут и имеет двухосную ориентацию. Однородно ориентированная область примыкает к периферийной кромке, соединяющей основание с боковой стенкой. Обе вышеназванные области сопротивляются действию усадочного напряжения, центральная аморфная область, благодаря своей увеличенной толщине, и однородно ориентированная область из-за своей двухосной ориентации. Однако, между аморфной и однородной .областями существует переходная кольцевая область, которая не имеет ни значительной толщины, ни однородной ориентации, и поэтому не обладает
0 сопротивлением к усадочному напряжению, В патент США Ms 4.598.831 показан метод изменения формы и ориентации части переходной области в основании с получением радиального ряда секций трехгранных
5 пирамид, поверхность дна которых достаточно растянута и ориентирована. Однако, в выше упомянутом патенте значительная часть переходной области остается переходной и поэтому не ориентированной и не
0 имеющей сопротивления к усадочному напряжению.
В соответствии с данным изобретением получена полиэтилёнтерефталатная емкость, имеющая структуру основания улучшенной
5 конфигурации, которая поддерживает структурную жесткость и сопротивление против случайных деформаций и усадки вследствие ранее описанных механических и тепловых напряжений. Это достигается созданием спи0 рального ряда усиливающих выпуклостей, ребер или других структурных образований, в области, находящейся между аморфной поли- этилентерефталатной и однородно ориентированной частями основания,
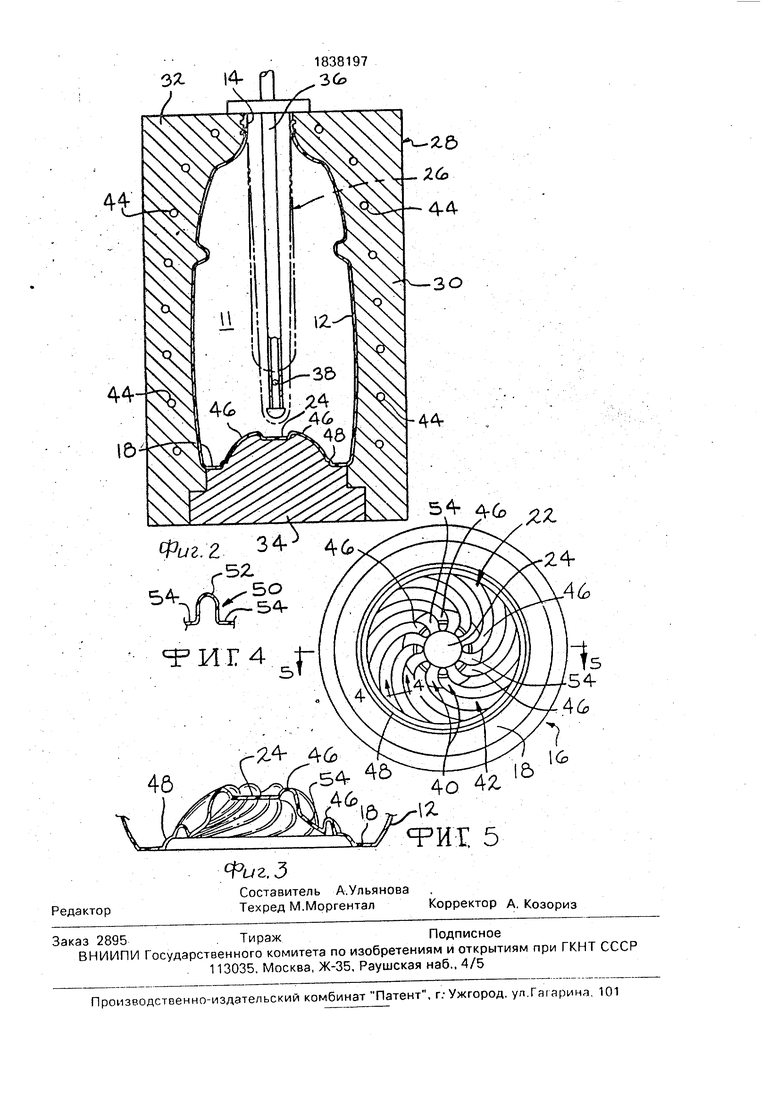
5 На фиг.1 представлен вид сбоку емкости, имеющей структуру основания в .соответствии с данным изобретением, часть дна показана в разрезе в виде искривленной секции;, на фиг.2 - вид поперечного сечения
0 внутренней части формы для раздува с емкостью, обеспеченной улучшенной структурой основания данного изобретения и также возможное осевое удлинение заго- товки, из которой получают емкость; на
5 фиг.З - вид дна структуры основания емкости данного изобретения; на фиг.4 - вид фрагмента растянутой секции части структуры основания, выполненный по линии 4-4 фиг.З; на фиг,5 - вид поперечного сечения,
0 выполненный в основном по линии 5-5 фиг.З.
Фиг.1 иллюстрирует пример емкости, изготовленной из полиэтилентёрефталата, ко- тооая как иелое обозначена поз. 10. Емкость
5 Ю обычно включает боковую стенку 12, верхний закрываемый патрубок 14 и основание 16. Боковая стенка 12 при формовании может иметь большое число конфигураций для обеспечения требуемых эстетических целей, идентификации продукции и структурных
характеристик. Патрубок 14 приспособлен под крышку (не показана) и имеет кольцо жесткости, которое противостоит механическим нагрузкам от этой крышки. Основание 16 включает кольцо 18, которое определяет плоскость опоры 20 и обычно купол 22, вогнутый в объем емкости 10 и ограничивающий расположенный в центре диски 24. Поверхность купола 22 может иметь форму сферы, параболическую форму, форму конуса, может быть плоской или иметь подобные формы. Конфигурация основания 16, которое включает особенности данного изобретения, более детально будет описана ниже.
В процессе производства емкости 10, заготовка 26, имеющая форму аналогичную с испытательной лабораторной трубкой, помещается внутрь формы для раздува 28. Форма для раздува 28 включает правую половину формы 30, левую половину формы 32 и дно формы 34. После размещения внутри формы 28, заготовка 26 нагревается и плунжер 36 используется для осевого удлинения заготовки. Одновременно с осевым растяжением, заготовка 26 также расширяется за счет разницы давлений, которое создается через вход 38. плунжера 36. Заготовка 26 расширяется до принятия соответствия внутренней поверхности формы 28. В процессе этого расширения, емкость 10 подвергается действию комбинации как осевого, так и радиального удлинения. Как отмечалось ранее, недостаточное удлинение вызывает усадочные напряжения в готовом продукте.
Усадочное напряжение -значительно увеличивается в переходной области 40, расположенной между центральным диском 24 и однородно ориентированной частью 42, примыкающей к периферийному кольцу 18. Материал переходной области 40 подвергается увеличенному удлинению относительно центрального диска 24. Однако, полиэтилентерефталат в этой переходной области 40 не достаточно растянут и ориентирован и поэтому очень чувствителен к случайным или асимметрическим утолщением, вызванным тепловыми и механическими напряжениями.
Половинки 30 и 32 формы обеспечены охлаждающими каналами 44 для контроля температуры самой формы 28. Создание различных температур внутри формы 28 дает возможность получить различные характеристики материала в заранее определенных участках емкости 10. Использование этого типа форм описано в патенте США N 4.497.855 и 4.318.882 и здесь в вед е- . но в ссылку. Вышеупомянутые патенты они-. сывают емкости, которые формуют до
первой конфигурации и затем повторным формованием до второй конфигурации с увеличенным объемом, допускающей возвраще. ние емкости к своей первой конфигурации, 5 как ответ на память полиэтилентерефтала- та, при уменьшении объема горяче наполненной жидкости в процессе ее охлаждения. Емкость 10, в соответствии с данным и зобре- тением, также можно формовать при исполь0 зовании технологии, раскрытой в этих патентах.
Часть 16 основания в соответствии с этим изобретением лучше описывать в ссылке на рис.3, 4 и 5. Центр выпуклого
5 купола 22 определен утолщенным центральным диском 24, как отмечалось ранее. Ряд усиливающих спиральных ребер 46, начинающихся около центрального диска 24, расходятся из одного центра за пределы купола
0 22 по закрученной или спиральной траектории. Касательный вектор в любой точке спи- ральной траектории меняется в трех направлениях и траектории, представлена
5 как непрерывно изменяющаяся трехмерная траектория. При нанесении на плоскую поверхность, кривую ребер 46 можно математически представить различными кривыми, включая, но не только ограничиваясь или,
0 спираль Архимеда, параболическую спи- ч раль или логарифмическую спираль. Спираль Архимеда можно определить как плоскую кривую, полученную движением точки вперед и в сторону от фиксированной
5 точки с постоянной скоростью, при постоянной скорости вращения радиального вектора-из фиксированной точки.
В данном примере показано восемь ребер, т.к. это количество обеспечивает распо0 ложение ребер, при котором расстояние между соседними ребрами 46 приближается к ширине ребра, что приводит к тому, что купол 22 структуры основания практически полностью заполнен рядом ребер 46. Мож5 но использовать большее или меньшее число ребер, но так чтобы они заполняли купол 22, Каждое ребро 46 образует дугу вокруг центрального диска 24, при увеличивающемся расстоянии оттуда и обычно распро0 страняясь по куполу 22, до исчезновения и определения кольцевого армирующего обода 48. Кольцевой обод 48 определяет площадь контакта кольца 18 с куполом 22. Круглая внутри, внешняя боковая стенка 12
5 емкости 10 определяет наружную кромку кольца 18 и основания 16.
Как показано на фиг.4, каждое ребро имеет форму поперечного сечения, соответствующую конфигурацией 50 обычной подковы. Подкова 50 расположена таким образом, чтобы закрытый изгиб 52 был рас



Сущность изобретения: емкость содержит верхнюю часть, обеспечивающую герметичность, боковую стенку и основание, интегральное с боковой стенкой. Основание имеет периферийное опорное кольцо, купол с кольцевой стенкой, связанной с периферийным кольцом, оканчивающимся центральным диском. Кольцевая стенка армирована ребрами жесткости. Каждое из ребер жесткости включает вертикальные армирующие стенки с соединительными участками между ними и расположено по траектории эвольвенты центрального диска. 5 ил.
/.
Я
N(f
положен и поднимался в объем 11 емкости 10. Поэтому, каждое ребро 46 также поднимается во внутрь объема 11. Каждое ребро 46 не имеет острых кромок для исключения развития внутренних концентраций напря- жений.
Между каждыми соседними ребрами 46 находится спиральная желобчатая часть 54. Каждый желоб 54, аналогично каждому ребру 46, берет начало от центрального диска 54, радиально расходится и спускается до трехмерной кривой, и также определяя кольцевой обод 48; контактирующий с пери ферийным кольцом 18. Снова,-при пройци- ровании на плоскую поверхность, кривая желобова 54 может быть математически представлена различными кривыми, включая спираль Архимеда, параболическую спираль или логарифмическую спираль.
Спиральная конфигурация части осно- вания 16 обеспечивает ряд преимуществ. Форма поперечного сечения, в виде подковы 50, спиральных ребер 46 обеспечивает структурную жесткость и усиление всего основания 16 против как изменения размеров, вызванных неотрелаксированным усадочным напряжением, когда полиэтилентереф- талат находится при повышенной температуре, так и изменения размеров, вызванных уменьшенным внутренним давле- нием. Выполняя усиливающие функции в переходной области 40, спиральные ребра 46 также продолжают в однородноориенти- рованную внешнюю часть 42 с обеспечением структурной поддержки. Спиральная приро- да данного изобретения позволяет значительно уменьшить размеры переходной области 40, при дальнейшем увеличении размера области однородноориентированного полиэтилентерефталата 42 в основании 16.
В данных емкостях, полученных раздувом в форме, часть заготовки, которая ста- новится основанием, растягивают в осевом и радиальных направлениях от центра диска по куполу, полученному дном формы. Ко.г- да раздув осуществляется таким образом, то возможная степень удлинения двухосно- ориентированного полиэтилентерефталата ограничена. В данном изобретении, по мере того, как нагретая заготовка 26 раздувается в соответствии со спиралями дна формы 34, полиэтилентерефталат подвергается растяжению по кривым как спиральных ребер, так и желобов. Кривая спиралей позволяет увеличить количество достаточно растяну- того и однородно ориентированного полиэтилентерефталата, образующего купол 22 и основание 16. Как спиральные ребра 46,
так и спиральные желобы 52 контролируют неотрелаксированное усадочное напряжение в основании 16 емкости 10, когда емкость 10 подвергается действию повышенной температуры при ее извлечении из формы или процесса горячего заполнения.
Данное изобретение отличается от обычной технологии формования раздувом в том, что не требуется применение ряда формованных внизу и недостаточно вытянутых радиальных секций в качестве несущих нагрузку усилителей основания 16. В данном изобретении, спиральные ребра 46 и желоба 52 оба вынуждают более высокую степень вытяжки. Дополнительно спиральные ребра 46 также обеспечивают требования по способности нести нагрузку. Подковообразная форма 50 ребер 46 обеспечивает структурное усиление по всему ос- нованию 16 и в частности вокруг центрального диска 24, с сопротивлением увеличению внутреннего давления внутри емкости 10 в результате манипуляции или внезапного удара. Как результат, без жертвы структурной жёсткости в основании 16 уменьшили общее количество недостаточно ориентированного полиэтилентерефталат- ного материала.
Ф о р м у л а и з о б р е т е н и я Полиэтилентерефталатная емкость, образованная способом дутьевого формирования и допускающая заполнение жидкостью с температурой выше комнатной, включающая верхнюю часть, обеспечивающую герметичность емкости, боковую стенку и основание, образованное интегрально с боковой стенкой, причем основание имеет периферийное опорное кольцо на нижнем конце боковой стенки, которое расположено концентрично с ней,купол, образованный интегрально с периферийным кольцом, направленный внутрь емкости и оканчивающийся центральным диском, который также расположен концентрично с боковой стенкой, при этом купол содержит кольцевую стенку, расположенную между диском и периферийным кольцом, кольцевая стенка армирована ребрами жесткости, разнесенными и расположенными поперек кольцевой стенки, отличающаяся тем, что, с целью повышения структурной жесткости и сопротивления деформациям, вызываемым наполнением емкости горячей жидкостью, каждое из ребер жесткости включает вертикальные армирующие стенки с соединительными участками между ними и расположено по траектории эвольвенты центрального диска.
IO
г
Фиг.1
1838197
,Ф
54СРИТ4. .J46
,.
