Область техники, к которой относится изобретение
Настоящее изобретение относится к стягивающим оправкам и, более определенно, к стягивающей оправке с уменьшенным соединительным зазором.
Уровень техники
Пайка твердым припоем представляет собой широко используемый способ для соединения вместе двух структурных элементов. Обычно пайка твердым припоем включает в себя подачу твердого припоя к поверхностям одного или обоих соединяемых элементов. Элементы затем подвергают высокотемпературной обработке, при которой материал твердого припоя плавится. Если элементы контактируют друг с другом, то при охлаждении материала твердого припоя элементы по существу намертво соединяются друг с другом.
Могут возникать проблемы с твердым припоем, если зазор между элементами слишком большой. Большой зазор между элементами требует большого количества твердого припоя. Когда количество твердого припоя увеличивается, то увеличивается и вероятность некачественной пайки. Примеры несовершенной пайки твердым припоем включают в себя пустоты в твердом припое, неровные контуры и трещины и необходимость в дополнительном твердом припое для достаточного заполнения зазора между спаиваемыми элементами. Поэтому желательно уменьшить зазор между элементами.
В расходомерах и, в частности, расходомерах Кориолиса успешно применяется пайка твердым припоем. Многие расходомеры Кориолиса включают в себя одну или несколько стягивающих оправок у конца расходомерной трубки/трубок перед фланцем. Каждая стягивающая оправка имеет центральный вырез для приема расходомерной трубки, которая проходит через стягивающие оправки. Стягивающие оправки обычно припаиваются к расходомерной трубке/трубкам по их внутренней окружности. Стягивающая оправка оснащена отверстием, которое позволяет соединить стягивающую оправку и расходомерную трубку в единый колебательный элемент. Однако, чтобы стягивающая оправка была эффективна, необходимо, чтобы пайка твердым припоем между расходомерной трубкой и стягивающей оправкой не была дефектной.
В прошлом проблема заключалась в возможности обеспечить достаточно большой центральный вырез для приема расходомерной трубки без ее повреждения и при этом поддерживать минимальный зазор, такой чтобы его заполнил твердый припой и в то же самое время предотвращалось формирование пустот. Если в твердом припое обнаружена пустота, то стягивающая оправка обычно бракуется, увеличивая затраты изготовителя. Подобные проблемы встречаются и при других технологиях соединения. Настоящее изобретение преодолевает эту и другие проблемы и в данной области техники достигается успешный результат.
Раскрытие изобретения
В соответствии с вариантом реализации изобретения предусмотрена стягивающая оправка. Стягивающая оправка содержит пластину стягивающей оправки и, по меньшей мере, один вырез, сформированный в пластине стягивающей оправки. Стягивающая оправка дополнительно содержит, по меньшей мере, один лепесток, расположенный вблизи, по меньшей мере, одного выреза и выступающий из пластины стягивающей оправки.
В соответствии с вариантом реализации изобретения предусмотрена сборка расходомерной трубки, включающая в себя, по меньшей мере, одну расходомерную трубку и стягивающую оправку. Стягивающая оправка содержит пластину стягивающей оправки и, по меньшей мере, один вырез, сформированный в пластине стягивающей оправки. Стягивающая оправка дополнительно содержит, по меньшей мере, один лепесток, расположенный вблизи, по меньшей мере, одного выреза и выступающий из пластины стягивающей оправки. По меньшей мере, одна расходомерная трубка располагается внутри, по меньшей мере, одного выреза.
В соответствии с вариантом реализации изобретения предусмотрен способ для формирования стягивающей оправки, включающей в себя пластину стягивающей оправки и, по меньшей мере, один лепесток. Способ содержит этапы формирования, по меньшей мере, одного выреза в пластине стягивающей оправки и расположения, по меньшей мере, одного лепестка вблизи, по меньшей мере, одного выреза и вытягивания, по меньшей мере, одного лепестка из пластины стягивающей оправки.
В соответствии с вариантом реализации изобретения предоставляется способ для формирования сборки расходомерной трубки, включающей в себя стягивающую оправку и, по меньшей мере, одну расходомерную трубку. Способ содержит этапы формирования, по меньшей мере, одного выреза в пластине стягивающей оправки и расположения, по меньшей мере, одного лепестка вблизи, по меньшей мере, одного выреза и вытягивания, по меньшей мере, одного лепестка от пластины стягивающей оправки. Способ дополнительно содержит этап расположения, по меньшей мере, одной расходомерной трубки внутри, по меньшей мере, одного выреза.
Варианты
В одном варианте реализации устройства, по меньшей мере, один лепесток, по меньшей мере частично, деформируем.
В другом варианте реализации устройства, по меньшей мере, один лепесток выступает из внутренней части, по меньшей мере, одного выреза.
Еще в одном варианте реализации устройства, по меньшей мере, один лепесток содержит множество лепестков, расположенных, по меньшей мере частично, по периметру, по меньшей мере, одного выреза.
Еще в одном варианте реализации устройства, по меньшей мере, один лепесток, по существу, соответствует внешней окружности, по меньшей мере, одной расходомерной трубки.
Еще в одном варианте реализации устройства, по меньшей мере, один лепесток контактирует с внешней окружностью, по меньшей мере, одной расходомерной трубки.
Еще в одном варианте реализации устройства, по меньшей мере, один лепесток соединен, по меньшей мере, с одной расходомерной трубкой.
Еще в одном варианте реализации устройства, по меньшей мере, один лепесток соединен с расходомерной трубкой, и, по меньшей мере, один лепесток может, по меньшей мере частично, быть согнут после того, как, по меньшей мере, один лепесток соединен, по меньшей мере, с одной расходомерной трубкой.
В одном варианте реализации способа способ дополнительно содержит этап вытягивания, по меньшей мере, одного лепестка из внутренней части, по меньшей мере, одного выреза.
В другом варианте реализации способа, по меньшей мере, один лепесток содержит множество лепестков, и способ дополнительно содержит этап размещения множества лепестков, по меньшей мере частично, по периметру, по меньшей мере, одного выреза.
Еще в одном варианте реализации способа способ дополнительно содержит этап, по существу, подгонки, по меньшей мере, одного лепестка к внешней окружности, по меньшей мере, одной расходомерной трубки.
Еще в одном варианте реализации способа способ дополнительно содержит этап установления контакта, по меньшей мере, одной расходомерной трубки, по меньшей мере, с одним лепестком.
Еще в одном варианте реализации способа способ дополнительно содержит этап соединения, по меньшей мере, одного лепестка, по меньшей мере, с одной расходомерной трубкой.
Еще в одном варианте реализации способа способ дополнительно содержит этап соединения, по меньшей мере, одного лепестка, по меньшей мере, с одной расходомерной трубкой, причем, по меньшей мере, один лепесток может, по меньшей мере частично, быть согнут после того, как, по меньшей мере, один лепесток соединен, по меньшей мере, с одной расходомерной трубкой.
Краткое описание чертежей
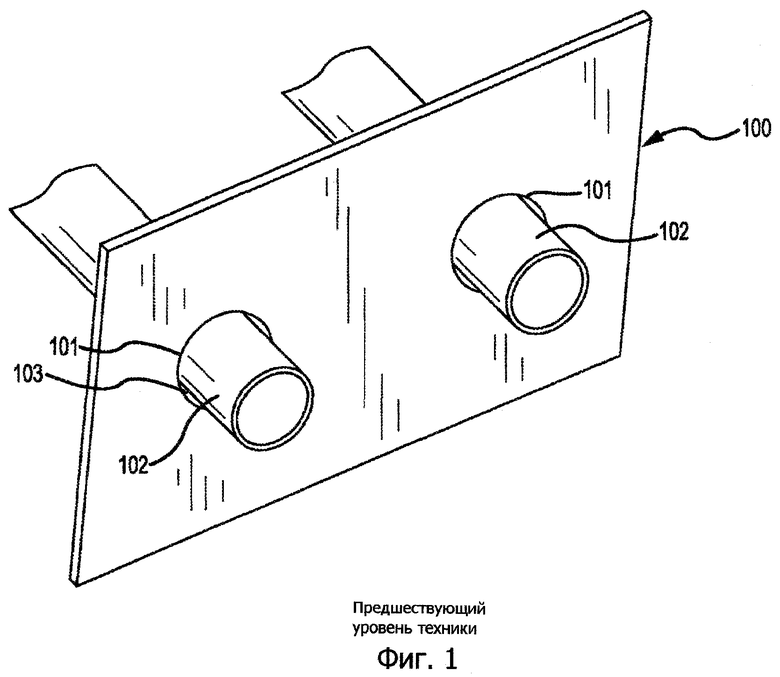
Фиг.1 изображает стягивающую оправку предшествующего уровня техники.
Фиг.2 изображает уменьшенный соединительный зазор стягивающей оправки в соответствии с вариантом реализации изобретения.
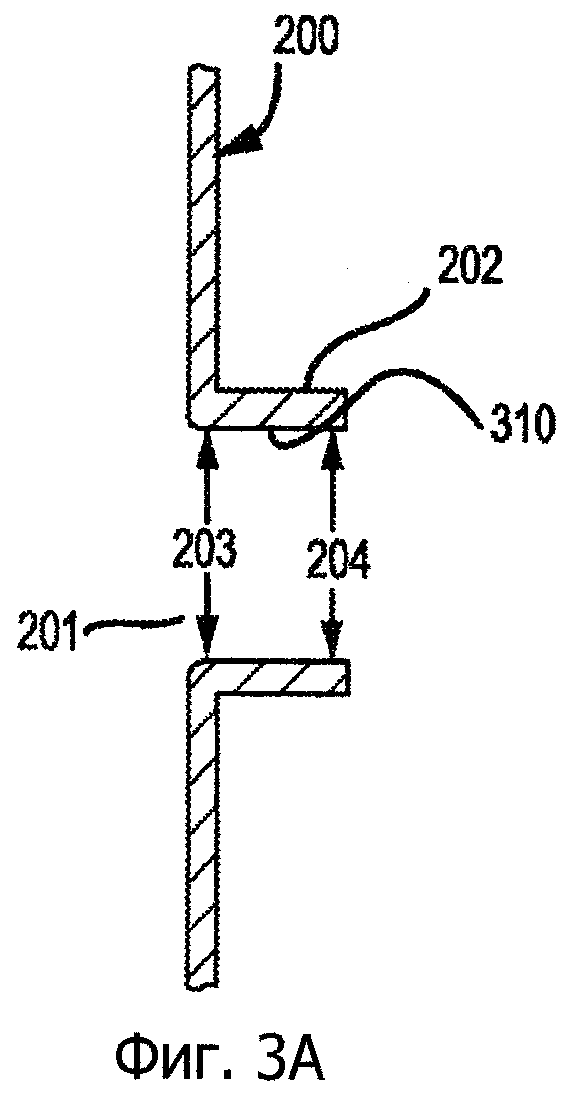
Фиг.3A изображает вид поперечного сечения лепестков стягивающей оправки в соответствии с вариантом реализации изобретения.
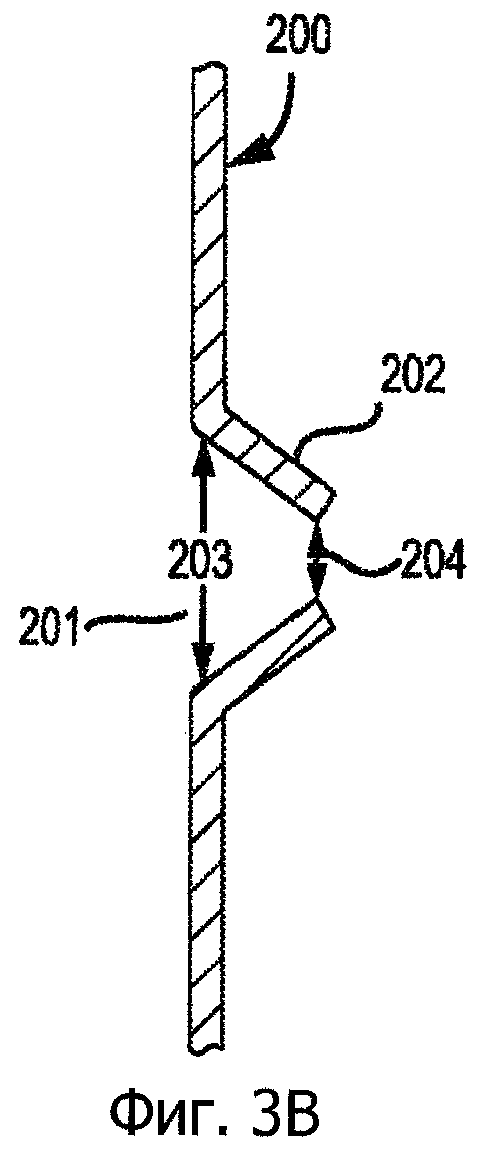
Фиг.3B изображает вид поперечного сечения лепестков стягивающей оправки в соответствии с другим вариантом реализации изобретения.
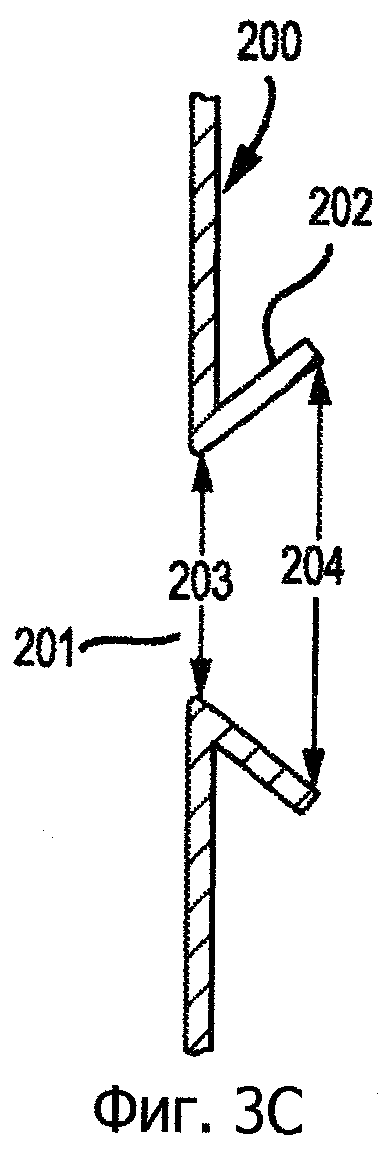
Фиг.3C изображает вид поперечного сечения лепестков стягивающей оправки в соответствии с другим вариантом реализации изобретения.
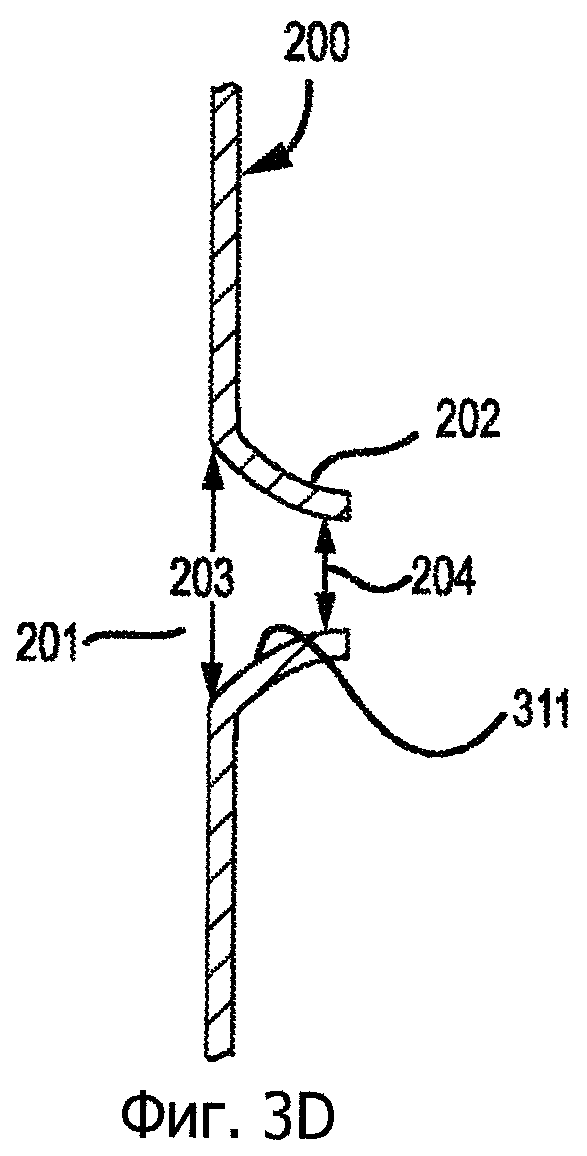
Фиг.3D изображает вид поперечного сечения лепестков стягивающей оправки в соответствии с другим вариантом реализации изобретения.
Осуществление изобретения
Чертежи на фиг.2-3 и нижеследующее описание показывают конкретные примеры, чтобы пояснить специалистам в данной области техники, как реализовать и использовать наилучший вариант изобретения. С целью пояснения принципов изобретения некоторые стандартные объекты изобретения были упрощены или опущены. Специалистам в данной области техники должны быть очевидны возможные вариации этих примеров, которые находятся в пределах объема патентных притязаний. Специалистам в данной области техники должно быть очевидно, что описанные ниже признаки могут быть объединены различным образом, чтобы образовать многочисленные вариации изобретения. В результате изобретение не ограничивается описанными ниже конкретными примерами, а только пунктами формулы и их эквивалентами.
На фиг.1 показана стягивающая оправка 100 для расходомерной трубки предшествующего уровня техники. Стягивающая оправка 100 включает в себя множество вырезов 101 расходомерной трубки, которые подогнаны и расположены так, чтобы принять расходомерные трубки 102. Как можно видеть, вырезы 101 расходомерной трубки несколько большие, чем внешняя окружность расходомерных трубок 102. Это расширение необходимо для того, чтобы расходомерные трубки 102 могли быть вставлены в стягивающую оправку 100 и при этом не были бы повреждены. В результате между вырезами 101 расходомерной трубки и внешней окружностью расходомерных трубок 102 имеется зазор 103. Зазор 103 может быть проблематичным, когда изготовитель пытается присоединить стягивающую оправку 100 к расходомерной трубке 102. Зазор 103 может послужить причиной образования пустот в материале соединения или может вызвать неравномерное расположение точек напряжения, которые могут привести к преждевременному выходу из строя стягивающей оправки 100. Дополнительно, чтобы заполнить зазор 103, приходится использовать большое количество соединительного материала, что приводит к увеличению затрат, относящихся к стягивающей оправке 100. Как правило, соединительный материал имеет меньшую прочность, чем расходомерные трубки 102. Таким образом, чем большее количество необходимого соединительного материала, тем более слабое соединение.
На фиг.2 показана стягивающая оправка 200 в соответствии с вариантом реализации изобретения. Стягивающая оправка 200 содержит пластину 206 стягивающей оправки. Хотя пластина 206 показана как цельный и однородный компонент, следует понимать, что в некоторых вариантах реализации пластина 206 содержит два или более объединенных между собой участков. Конкретный способ соединения двух или более участков между собой не важен для настоящего изобретения и не должен ограничивать объем правовой охраны изобретения. Как правило, способ соединения двух или более участков друг с другом будет зависеть от конкретного материала, используемого для стягивающей оправки 200. Кроме того, хотя пластина 206 стягивающей оправки показана прямоугольной формы и имеет, по существу, однородную поверхность, изобретение не ограничивается этим вариантом реализации. Могут использоваться пластины стягивающей оправки и другой формы, и конкретная форма не ограничена прямоугольной. Аналогично, пластина 206 стягивающей оправки может включать в себя неоднородную поверхность.
Стягивающая оправка 200 включает в себя, по меньшей мере, один вырез 201, сформированный в пластине 206 стягивающей оправки. В варианте реализации, показанном на фиг.2, пластина 206 стягивающей оправки включает в себя два выреза 201a и 201b. В соответствии с одним вариантом реализации изобретения вырезы 201 содержат вырезы расходомерной трубки. Однако изобретение не должно быть ограничено вырезами расходомерной трубки, поскольку вырезы 201 могут быть предусмотрены для различных применений. Хотя на фиг.2 показаны два выреза 201a и 201b, следует понимать, что число вырезов может варьироваться в зависимости от конкретного применения и, таким образом, число вырезов не должно ограничивать объем правовой охраны изобретения. Кроме того, вырезы 201 показаны, по существу, круглыми. Однако следует понимать, что форма вырезов 201 может варьироваться в зависимости от применения.
Как показано на фиг.2, расходомерная трубка 205 вставлена в вырез 201b. Когда стягивающая оправка 200 соединена с расходомерной трубкой 205, узел соединения, в некоторых вариантах реализации, является частью большего узла расходомерной трубки. Хотя расходомерная трубка 205 показана только вставленной в вырез 201b, следует понимать, что это сделано исключительно ради ясности, и расходомерная трубка 205 может быть вставлена в оба выреза 201a и 201b. Кроме того, хотя рассмотрение ниже относится к расходомерным трубкам, следует понимать, что вырезы 201 описываются в комбинации с расходомерными трубками исключительно ради целостности, и другие устройства могут быть вставлены через вырезы 201.
Вырезы 201 определяют первое отверстие 203. В соответствии с вариантом реализации изобретения первое отверстие 203 больше, чем внешняя окружность расходомерной трубки 205. Хотя вырезы 201 могут определить первое отверстие 203, которое, по существу, имеет тот же самый размер, что и расходомерная трубка 205, имеется риск, что расходомерная трубка 205 может быть повреждена при вставке. Кроме того, если первое отверстие 203 имеет, по существу, тот же самый размер, что и внешняя окружность расходомерной трубки 205, диапазон рабочих температур оказывается строго ограниченным. Это происходит так потому, что стягивающая оправка 200 и расходомерная трубка 205 могут быть изготовлены из различных материалов, имеющих различные коэффициенты теплового расширения. Таким образом, если расходомерная трубка 205 расширяется со скоростью, отличающейся от скорости расширения для стягивающей оправки 200, то расходомерная трубка 205 может быть повреждена при увеличении или уменьшении температуры.
Стягивающая оправка 200 также включает в себя, по меньшей мере, один лепесток 202. По меньшей мере, один лепесток 202 помещается вблизи, по меньшей мере, одного выреза и вытягивается из пластины стягивающей оправки 206. В варианте реализации, показанном на фиг.2, предоставляется множество лепестков 202, однако следует понимать, что некоторые варианты реализации включают в себя только единственный лепесток 202. Хотя в варианте реализации, показанном на фиг.2, лепестки 202 вытягиваются от внутренней части вырезов 201, в других вариантах реализации лепестки 202 могут вытягиваться от других частей пластины стягивающей оправки 206.
В соответствии с вариантом реализации, показанным на фиг.2, лепестки 202, по существу, равномерно располагаются по периметру вырезов 201. Однако в других вариантах реализации интервал расположения может варьироваться и может, по существу, не быть однородным. Лепестки 202 могут быть выработаны на станке, перфорированы или вырезаны во время изготовления стягивающей оправки 200, таким образом минимизируя число необходимых частей. Однако лепестки 202 не обязательно должны быть выработаны на станке или вырезаны и могут быть предоставлены с использованием других известных способов, например клейки, сварки и т.д. Кроме того, хотя каждый лепесток 202 показан как сформированный из единственной части материала, следует понимать, что лепестки 202 могут быть сформированы из более, чем одной части.
В соответствии с вариантом реализации изобретения, по меньшей мере, один лепесток 202 определяет, по меньшей мере, второе отверстие 204. Лепестки 202 могут быть сконфигурированы для приема устройства. В некоторых вариантах реализации лепестки 202 могут быть сконфигурированы, чтобы принять трубку, такую как расходомерная трубка 205. На фиг.3A-D показан вид сечения конструкции, изображенной на фиг.2, по линии 3-3. На чертежах показан ряд вариантов расположения лепестков в соответствии с различными вариантами реализации изобретения.
На фиг.3A показаны лепестки 202, вытянутые, по существу, перпендикулярно относительно вырезов 201. В этом варианте реализации второе отверстие 204 имеет, по существу, тот же самый размер, что и первое отверстие 203. Хотя отверстия 203, 204 имеют, по существу, тот же самый размер, лепестки 202 обеспечивают увеличенную поверхностную площадь 310 для соединения. Следует понимать, что термин соединение может включать в себя любой вариант соединения - пайку твердым припоем, склеивание, лазерную сварку или другие известные способы прикрепления двух элементов друг к другу. Конкретный способ соединения обычно зависит от материалов, используемых и для расходомерной трубки 205, и для стягивающей оправки 200.
На фиг.3B показаны лепестки 202, вытянутые в направлении, менее, чем перпендикулярном относительно вырезов 201. В этом варианте реализации второе отверстие 204, заданное лепестками 202, является меньшим, чем первое отверстие 203, заданное вырезами 201. В соответствии с вариантом реализации изобретения второе отверстие 204 также меньше, чем внешняя окружность расходомерной трубки 205. В этом варианте реализации вставка расходомерной трубки 205 может частично деформировать лепестки 202.
На фиг.3C показаны лепестки 202, вытянутые в направлении, большем, чем перпендикуляр относительно вырезов 201. В этом варианте реализации второе отверстие 204 больше, чем первое отверстие 203. В вариантах реализации, в которых лепестки 202 вытянуты в направлении, большем, чем перпендикуляр относительно вырезов 201, лепестки 202 могут быть спрессованы или обжаты внутрь после того, как расходомерная трубка 205 вставлена через вырез 201. Лепестки 202 могут быть спрессованы или обжаты внутрь, пока они не будут контактировать с внешней окружностью расходомерной трубки 205.
На фиг.3D показаны лепестки 202, сформированные слегка изогнутыми. В некоторых применениях может быть желательно предоставить лепестки 202 с искривлениями 311, чтобы уменьшить риск повреждения расходомерных трубок 205. Искривление 311 в лепестках 202 создает гладкую поверхность для расходомерной трубки 205 для ее скольжения вперед, когда она вставляется через первое 203 и второе 204 отверстия. Хотя на фиг.3D показаны лепестки 202, сформированные с искривлением 311, когда они вытянуты в направлении, меньшем, чем перпендикуляр относительно вырезов 201, следует понимать, что лепестки 202 могут включать в себя искривление 311 независимо от направления, в котором они вытянуты.
Обращаясь снова к фиг.2, хотя лепестки 202 могут образовать второе отверстие 204, которое меньше, чем внешняя окружность расходомерной трубки 205, то есть, когда лепестки 202 вытянуты в направлении, меньшем, чем перпендикуляр относительно выреза 201, расходомерная трубка 205 не повреждается при вставке, как было бы в случае, если бы вырез 101 был меньше, чем расходомерные трубки 102. Это происходит так потому, что лепестки 202 предпочтительно достаточно гибкие, чтобы частично деформироваться, когда расходомерная трубка 205 вставляется в вырез 201. Поэтому, хотя лепестки 202 формируют отверстие, меньшее, чем внешняя окружность расходомерной трубки 205, лепестки 202 все же могут принимать расходомерную трубку 205 без ее повреждения. Кроме того, изменения температуры не будут повреждать расходомерную трубку 205, так как лепестки 202 могут, по меньшей мере частично, быть согнуты в ответ на различную степень изменения стягивающей оправки 200 и расходомерной трубки 205. Лепестки 202 могут также изгибаться после того, как лепестки 202 соединяются с внешней окружностью расходомерной трубки 205.
Как только расходомерная трубка 205 вставлена в вырез 201, лепестки 202 изгибаются и частично деформируются, чтобы контактировать с внешней окружностью расходомерной трубки 205. Таким образом, лепестки 202, по существу, соответствуют форме внешней окружности расходомерной трубки 205. Или в таких вариантах реализации, как показаны на фиг.3C, лепестки 202 могут быть обжаты внутрь, пока они не будут контактировать с расходомерной трубкой 205. Как только расходомерная трубка 205 находится в желаемом положении, лепестки 202 могут быть соединены с расходомерной трубкой 205. В отличие от стягивающих оправок техники предшествующего уровня, где имеется зазор, например зазор 103, стягивающая оправка 200 не создает такой зазор. Это происходит так потому, что лепестки 202 поддерживают плотную посадку расходомерной трубки 205. Лепестки 202 позволяют соединительному материалу проникнуть вглубь узла сочленения 210, образованного между лепестками 202 и расходомерной трубкой 205. Это дает лучшее и более плотное сочленение, чем могло быть реализовано в технике предшествующего уровня. Кроме того, стягивающая оправка 200 позволяет осуществить соединение с меньшим количеством соединительного материала, таким образом также уменьшая и затраты. Кроме того, лепестки 202 позволяют расходомерной трубке 205 и стягивающей оправке 200 выдерживать большие изменения температуры, поскольку лепестки 202 могут, по меньшей мере частично, быть согнуты в ответ на температурные изменения даже после того, как лепестки 202 соединены с расходомерной трубкой 205.
Подробные описания вышеупомянутых вариантов реализации не являются исчерпывающими описаниями всех вариантов реализации, рассматриваемых изобретателями, как соответствующие объему правовой охраны изобретения. Действительно, специалистам в данной области техники должно быть ясно, что некоторые элементы вышеописанных вариантов реализации могут различным образом быть объединены или устранены, чтобы создать дальнейшие варианты реализации, и такие дальнейшие варианты реализации соответствуют объему правовой охраны и идеям изобретения. Специалистам в данной области техники должно быть также очевидно, что вышеописанные варианты реализации могут быть объединены полностью или частично, чтобы создать дополнительные варианты реализации в пределах объема правовой охраны и идей изобретения.
Таким образом, хотя конкретные варианты реализации изобретения и их примеры рассмотрены здесь в иллюстративных целях, возможны различные эквивалентные модификации в пределах объема правовой охраны изобретения, как это должно быть ясно специалистам в данной области техники. Изложенные здесь идеи могут быть применены к другим стягивающим оправкам, а не только к описанным выше и показанным на сопровождающих чертежах вариантам реализации. Соответственно, объем притязаний изобретения следует определять из следующих пунктов формулы.
Предусмотрена стягивающая оправка (200). Стягивающая оправка (200) включает в себя пластину (206) стягивающей оправки. По меньшей мере, один вырез (201) сформирован в пластине (206) стягивающей оправки. Стягивающая оправка (200) также включает в себя, по меньшей мере, один лепесток (202), являющийся, по меньшей мере частично, деформируемым, расположенный вблизи, по меньшей мере, одного выреза (201) и вытянутый из пластины (206) стягивающей оправки. Стягивающая оправка (200) может быть припаяна твердым припоем к расходомерной трубке (205). По меньшей мере, один лепесток (202) позволяет твердому припою проникать в узел соединения (210), образованный между, по меньшей мере, одним лепестком (202) и расходомерной трубкой (205). Технический результат - возможность обеспечить достаточно большой вырез в стягивающей пластине, чтобы разместить расходомерную трубку без ее повреждения, при этом обеспечить минимальный зазор, а также обеспечить соединение стягивающей пластины с расходомерной трубкой/трубками путем пайки твердым припоем, чтобы твердый припой заполнил весь зазор без образования пустот. 4 н. и 16 з.п. ф-лы, 3 ил.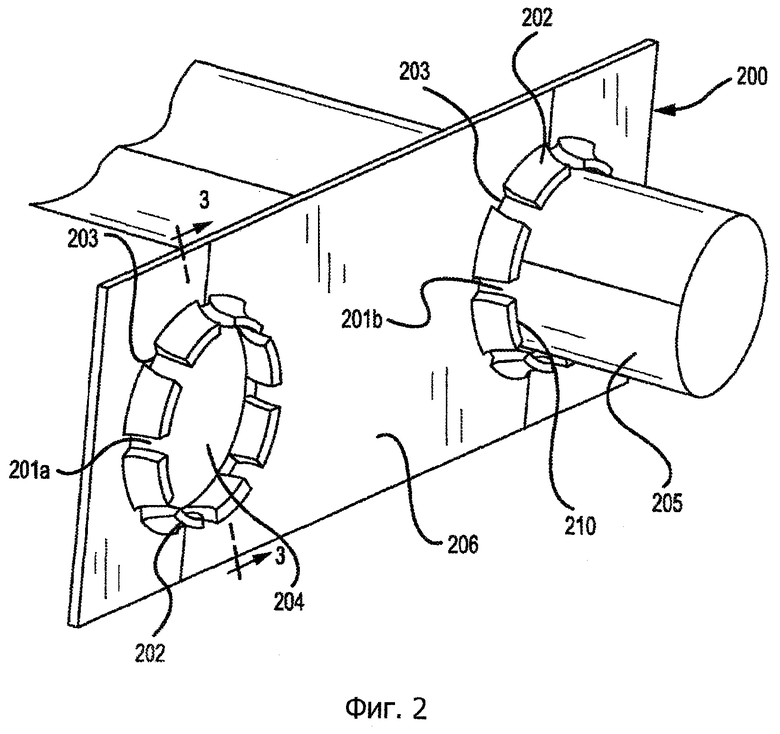
1. Стягивающая оправка (200), содержащая:
пластину (206) стягивающей оправки;
по меньшей мере, один вырез (201), сформированный в пластине стягивающей оправки (206); и,
по меньшей мере, один лепесток (202), являющийся по меньшей мере частично деформируемым, расположенный вблизи, по меньшей мере, одного выреза (201) и выступающий от пластины (206) стягивающей оправки.
2. Стягивающая оправка (200) по п.1, в которой, по меньшей мере, один лепесток (202) выступает из внутренней части, по меньшей мере, одного выреза (201).
3. Стягивающая оправка (200) по п.1, в которой, по меньшей мере, один лепесток (202) содержит множество лепестков (202), расположенных, по меньшей мере, частично, по периметру, по меньшей мере, одного выреза (201).
4. Узел соединения расходомерной трубки, включающий в себя:
по меньшей мере, одну расходомерную трубку и стягивающую оправку (200), причем стягивающая оправка (200) содержит:
пластину (206) стягивающей оправки;
по меньшей мере, один вырез (201), сформированный в пластине (206) стягивающей оправки;
по меньшей мере, один лепесток (202), являющийся, по меньшей мере, частично деформируемым, расположенный вблизи, по меньшей мере, одного выреза и выступающий из пластины (206) стягивающей оправки; и при этом, по меньшей мере, одна расходомерная трубка (205) размещена внутри, по меньшей мере, одного выреза (201).
5. Узел соединения расходомерной трубки по п.4, в котором, по меньшей мере, один лепесток (202) выступает из внутренней части, по меньшей мере, одного выреза (201).
6. Узел соединения расходомерной трубки по п.4, в котором, по меньшей мере, один лепесток (202) содержит множество лепестков (202), расположенных, по меньшей мере, частично по периметру, по меньшей мере, одного выреза (201).
7. Узел соединения расходомерной трубки по п.4, в котором, по меньшей мере, один лепесток (202), по существу, соответствует внешней окружности, по меньшей мере, одной расходомерной трубки (205).
8. Узел соединения расходомерной трубки по п.4, в котором, по меньшей мере, один лепесток (202) контактирует с внешней окружностью, по меньшей мере, одной расходомерной трубки (205).
9. Узел соединения расходомерной трубки по п.8, в котором, по меньшей мере, один лепесток (202) соединен с, по меньшей мере, одной расходомерной трубкой (205).
10. Узел соединения расходомерной трубки по п.8, в котором, по меньшей мере, один лепесток (202) соединен с, по меньшей мере, одной расходомерной трубкой (205), и при этом, по меньшей мере, один лепесток (202) может, по меньшей мере, частично изгибаться после того, как, по меньшей мере, один лепесток соединен с, по меньшей мере, одной расходомерной трубкой (205).
11. Способ формирования стягивающей оправки, включающей в себя пластину стягивающей оправки и, по меньшей мере, один лепесток, являющийся, по меньшей мере, частично деформируемым, содержит следующие этапы:
формирования, по меньшей мере, одного выреза в пластине стягивающей оправки; и
расположения упомянутого, по меньшей мере, одного лепестка, вблизи упомянутого, по меньшей мере, одного выреза и выступающим из пластины стягивающей оправки.
12. Способ по п.11, дополнительно содержащий этап:
вытягивания упомянутого, по меньшей мере, одного лепестка из внутренней части, по меньшей мере, одного выреза.
13. Способ по п.11, дополнительно содержащий этап:
расположения множества лепестков, по меньшей мере, частично по периметру, по меньшей мере, одного выреза.
14. Способ формирования узла соединения расходомерной трубки, включающего в себя стягивающую оправку и, по меньшей мере, одну расходомерную трубку, при этом формирование узла соединения расходомерной трубки содержит этапы:
формирования, по меньшей мере, одного выреза в пластине стягивающей оправки;
расположения, по меньшей мере, одного лепестка, являющегося, по меньшей мере, частично деформируемым, вблизи, по меньшей мере, одного выреза и выступающим из пластины стягивающей оправки; и
расположения, по меньшей мере, одной расходомерной трубки внутри, по меньшей мере, одного выреза.
15. Способ по п.14, дополнительно содержащий этап:
вытягивания, по меньшей мере, одного лепестка из внутренней части, по меньшей мере, одного выреза.
16. Способ по п.14, в котором, по меньшей мере, один лепесток содержит множество лепестков, при этом способ дополнительно содержит этап:
расположения множества лепестков, по меньшей мере, частично по периметру, по меньшей мере, одного выреза.
17. Способ по п.14, дополнительно содержащий этап:
по существу, подгонки, по меньшей мере, одного лепестка к внешней окружности, по меньшей мере, одной расходомерной трубки.
18. Способ по п.14, дополнительно содержащий этап:
приведения в контакт внешней окружности, по меньшей мере, одной расходомерной трубки с, по меньшей мере, одним лепестком.
19. Способ по п.18, дополнительно содержащий этап:
соединения, по меньшей мере, одного лепестка с, по меньшей мере, одной расходомерной трубкой.
20. Способ по п.18, дополнительно содержащий этап:
соединения, по меньшей мере, одного лепестка с, по меньшей мере, одной расходомерной трубкой так, что, по меньшей мере, один лепесток может, по меньшей мере, частично изгибаться после того, как, по меньшей мере, один лепесток соединен с, по меньшей мере, одной расходомерной трубкой.
| Способ электроэрозионной обработкии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848235A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 5617992 А, 08.04.1997 | |||
| WO 9416885 A1, 04.08.1994 | |||
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, ФИТИНГ И ЭЛЕМЕНТЫ СОЕДИНЕНИЯ ТРУБ | 1996 |
|
RU2140601C1 |

