Изобретение относится к электроэ.розионной обработке на копировально-прошивочных станках и может найти применение , например, при из готовлении особо точных штампов. Известен способ электроэрозионной обработки при приложении к разрядному промежутку импульсного напряжения и осуществлении постоянной прокачки через него рабочей жидкости, включающий отвод электрода-инструмента при регистрации аномальных разрядов. Этот способ обеспечивает адаптивное регулирование параметров релаксации путем, измерения скорости съема, вычисления ее среднего значения минимум за один цикл между двумя отводами и изменения частоты и длитель ности отводов -таким образом, чтобы скорости съема увеличить до максиму ма. Известно устройство для электроэрозионной обработки по этому способу, содержащее шпиндель с электродам инструментами, генератор технологического тока,датчики состояния элек троэрозионного промежутка и состояния сопротивления между электродами регулятор подачи электрода-инструмента со схемой управления его рабо той, датчик линейного перемещения электрода-инструмента с. блоком цифрового отсчета и со схемой индикации линейных перемещений. В этом устройстве скорость съ&лз. определяется как частное от деления произведения числа рабочих разрядов на некоторый постоянный множитель на время измерительного цикла Общими недостатками известного способа и устройства являются необходимость предварительного определения зависимости величины постоянного множителя от режима обработки, а также неоднозначная завксимость количеством рабочих разрядов и скоростью рабочей подачи, поскольку при переполнении какого-либо участка межэлектродного пространства продуктами обработки начинается повторное диспергирование частиц, при котором поступательное движение электрода-инструмента замедляется. Кроме того, регулирование длительности отводов по изменению скорости съема за время между двумя разведениями приводит к необходимости слишком часто изменять параметры процесса, так как типичные длительности циклов релаксации составляют обычно 515 секунд. Отмеченные недостатки не позволяют оптимизировать процесс обработки .
Цель изобретения - оптимизация процесса обработки.
Поставленная цель достигается тем что в процессе электроэрозионной обработки при приложении к разрядному промежутку импульсного напряжения и осуществлении постоянной прокачки через него рабочей жидкости, включающем отвод электрода-инструмента при регистрации аномальных разрядов, согласно изобретению амплитуду отвода электрода-инструмента в течение фиксированного периода времени устанавливают прямо пропорционально числу разведений, подсчитанных за предыдущий такой же период времени.
Поставленная цель достигается также тем, что в устройство для электроэрозионной обработки, содержащее шпи дель с электродами-инструментами, генератор технологического тока, датчики состояния электроэрозионного промежутка и состояния сопротивления между электродами-инструментами, регулятор подачи электрода-инструмента со схемой управления его работой, датчик линейного перемещения электрода-инструмента с. блоком цифрового отсчета и со схемой индикации линейных перемещений, введены счетчик отводов электрода-инструмента, схема совпадения, оперативное запоминающее устройство, схема сравнения кодов, таймер и формирователь сигналов записи, причем счетчик отводов по счетному входу соединен с выходом схемы совпадения, выход которой подсоединен ко входу установки в нулевое состояние блока цифрового отсчета, выход счетчика подсоединен к информационному входу оперативного запоминающего устройства, выход которого подсоединен к первому входу схемы сравнения кодов, второй вход которой подсоединен к первому выходу блока цифрового отсчета, а выход подсоединен к первому входу схемы управления второй вход которой подсоединен к выходу датчика состояния злектроэрозионного -промежутка, входы которого посоединены параллельно соответствующим электроэрозионным промежуткам, третий вход схемы управления подсоединен к выходу датчика сопротивления между электродами-инструментами, входы которого подсоединены к электродам-инструментам, причем первый выход схемы управления подключен к входу регулятора подачи, подсоединенного своим выходом к шпинделю с датчиком линейных перемещений, подсоединенным своим входом ко второму вых ду блока цифрового отсчета, над датчиком линейных перемещений на станине устройства установлена считывающая головка датчика линейных перемещений, выход которой подсоединен ко входу блока цифрового отсчета, третий же выход которого подсоединен к входу схемы индикации линейных перемещений, а второй выход схемы уп;равления подсоединен к входу таймера И к первому входу схемы совпадения, выход же таймера подсоединен ко второму входу схемы совпадения и к вхоДУ формирователя сигнала записи в оперативнее запоми-нающее устройство и к входу установки счетчика в нулевое состояние.
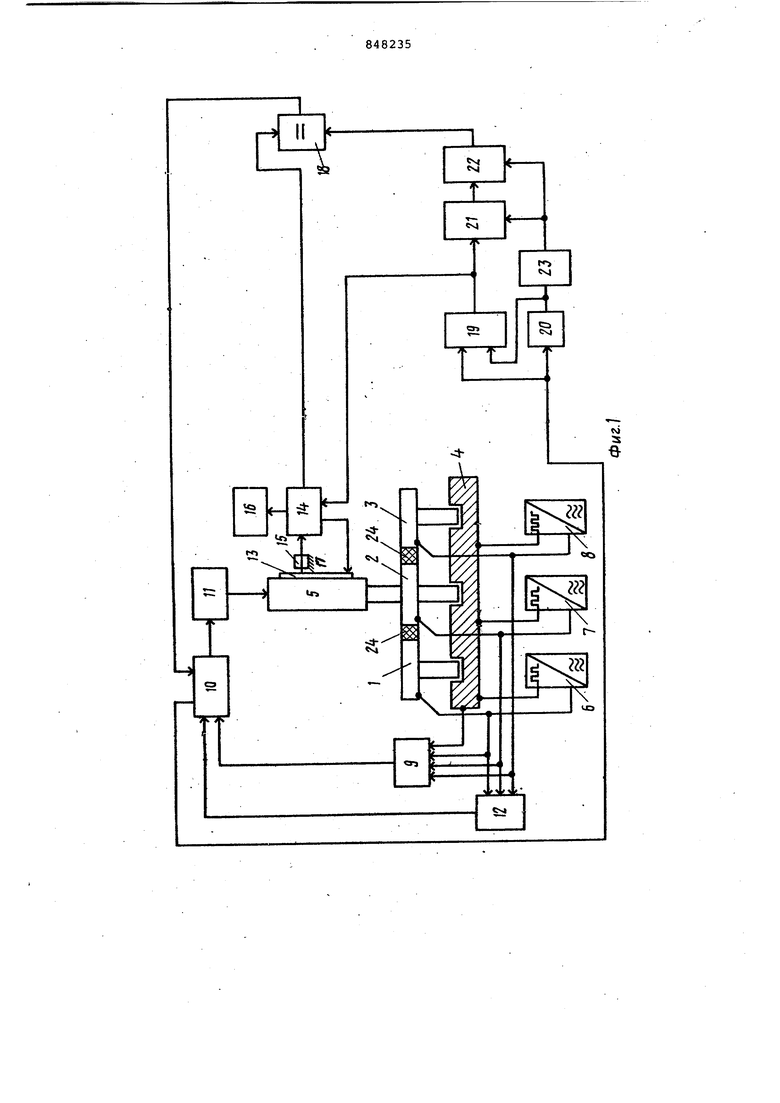
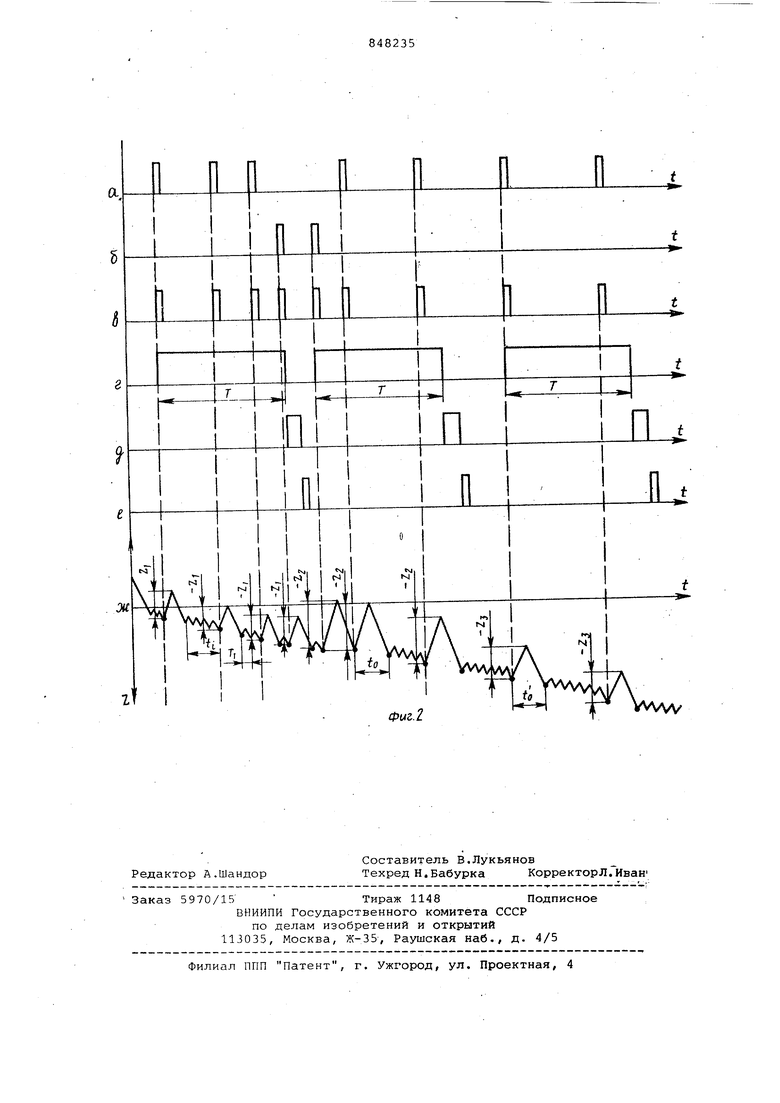
На фиг.1 изображена блок-схема устройства для электроэрозионной обработки; на фиг.2 - временные диаграм5мы, поясняющие принцип действия этого устройства.
Устройство для электроэрозионной обработки содержит блок электродаинструмента из трех инструментов 13 {фиг.1), обрабатывающих деталь 4, закрепленный в шпинделе 5 станка. Между деталью 4 и инструментами 1-3 включены источники импульсов технологического тока 6-8 соответственно. Параллельно детали 4 и инструментам1-3 подключен датчик 9 состояния: электроэрозионного промежутка,выход которого подсоединен к первому входу схемы 10 управления регулятором 11 подачи инструментов 1-3. Между инстру ментами 1-3 подключен датчик 12 состояния сопротивления. Выход датчика 12 состояния сопротивления подключен к другому входу схемы 10 управления регулятора 11. Один выход схемы10 управления соединен с регулятором 11, выход которого соединен со шпинделем 5 электроэрозирнного станка. На шпинделе 5 станка закреплен датчик 13 линейных перемещений (ДЛП), подсоедИ ненный к выходу блока 14 цифрового отсчета (БЦО) 14. Над ДЛП 13 перемещается головка 15, выход которой подключен ко входу БЦО 14. На другом выходе БЦО 14 подключен блок 16 цифровой индикации, показывающий значения траектории движения шпинделя 5 ДЛП 13 относительно головки 15, закрепленной на станине 17. Выход БЦО 14 подключен ко входу схемы 18 сравнения кодов. Другой выход схемы 10 управления подключен к первому входу схемы 19 совпадения и ко входу таймера 20. Выход таймера 20 подключен к второму входу схемы 10 совпадения и ко входу формирователя. Выход схемы 19 совпадения подключен кО входу установки нулевого положения БЦО 14 и к счетному входу счетчика.21 числа релаксаций. Выход счетчика 21 подключен к информационным входам оперативного запоминающего устройства (ОЗУ) 22, а выход последнего подсоединен ко второму входу схемы 18 сравнения кодов. Выход формирователя 23 подключен ко входу установки нуля счетчика 21 и ко входу записи ОЗУ 22. Электроды-инструменты 1-3 изолированы друг от друга изоляционными прокладками Устройство работает следующим об разом. Электроды-инструменты 1-3 закреп лены в шпинделе 5, деталь 4 укрепле на на станине 17. Между инструмента 1-3 и деталью 4 подключены выходы генераторов импульсов технологического тока 6-8, за счет которых производится электроэрозионная обработ ка детали 4. Стабильность процесса обработки контролируется датчиком, состояния процесса 9 и при возникновении нарушения процесса, возникновении шлаковых импульсов или импульсов короткого замыкания в схему управления посылается сигнал о нарушении процесса обработки. Ана логичный сигнал вырабатывается датчиком 12 величины сопротивления при уменьшении величины сопротивления между инструментами 1-3 до величины соизмеримой с внутренним сопротивле нием соответствующего источника 68 питания. При наличии сигналанарушения процесса обработки или умен шения величины сопротивления между инструментами на первом выходе схемы 10 управления появляется сигнал отсчета числа релаксаций, который поступает на схему 19 совпадения и одновременно на вход запуска таймера 20. Сигнал на выходе схемы 19 совпадения появляется, как только с Ёыхода таймера 20 на второй вход схемы 19 совпадения поступает разрешающий сигнал. Длительность сигнала на выходе схемы 19 совпадения равна длительности сигнала на перво входе схемы 19 совпадения. Разрешающий сигнал на втором входе схемы 19 совпадения определяется длительностью периода измерения числа релаксаций, определяемого длительностью импульса, вырабатываемого таймером 20. На выходе схемы 19 совпадения сформируется число импульсо равное числу нарушений параметров технологического процесса и уменьше ния сопротивления между инструмента ми 1-3 за время, определяемое таймером 20. Передним фронтом импульса, полученного на выходе схемы 19 совпадения, производится установка блока 14 цифрового отсчета по входу сброса в нулевое положение начала отсчета, а задним фронтом этого импульса производится запуск счетчи ка 21. Счет производится за период времени, определяемый таймером 20. Одновременно с установкой БЦО 14 в начало отсчета (показание индикатора 16 ноль) с другого выхода схемы 10 управления на регулятор 11 поступает сигнал на отвод электродо на величину, предварительно записан ную в оперативное запоминающее устройство 22 в закодированном виде, причем эта величина поступает на первый вход схемы 18 сравнения, а на второй вход схемы 18 сравнения поступает информация о текущих значениях линейного перемещения,фиксируемого БЦО 14 за счет датчика 13 линейных перемещений, укрепленного на шпинделе 5 станка, питаемого напряжением с выхода БЦО 14 и получаемого информацию за счет головки ДЛП 15, подключенной на входе БЦО 14. Информация о перемещениях воспроизводится индикатором 16. Информация, поступающая с выхода БЦО 14, поступает на второй вход схемы 18 сравнения до тех пор, пока код ОЗУ 22 не совпадает с кодом ВЦО 14 (БЦО и ОЗУ работают в одинаковых кодах). При равенстве кодов на выходе схемы 18 сравнения кодов появляется сигнал, который поступает на вход схемы 10 управления, которая вырабатывает сигнал реверса регулятора 11, и Шпиндель 5 идет вниз, а регулятор 11 производит регулирование процесса обработки. Так повторяется каждый раз при нарушении технологического процесса или уменьшении сопротивления между инструментами 1-3. Как только таймер 20 возвращается в исходное . состояние, на втором входе схемы 19 совпадения появляется запрещающий сигнал, который одновременно запускает схему формирователя 23, вырабатывающего сигнал записи информации в ОЗУ 22 из счетчика 21, поступающий на вход записи ОЗУ 22, После записи информации о числе релаксаций формирователь 23 вырабатывает сигнал установки счетчика 21 в нулевое состояние. При-приходе из схемы 10 управления следящего сигнала-нарушения состояния процесса или уменьшения величины сопротивления между инструментами 1-3 на вход- схемы 19 совпадения и вход запуска1 таймера 20 весь процесс повторяется с той лишь разницей, что амплитуда отвода электрода-инструмента в этом случае определяется величиной числа релаксаций за предыдущий период измерения, и эта информация хранится в ОЗУ 22 на весь текущий измерительный период. На фиг.2 изображены временные диаг раммы работы устройства,где: а - импульс на выходе датчика 9 состояния электроэрозионного процесса при нарушении состояний; б - импульсы на выходе датчика 12 сопротивления между инструментс1ми (вырабатываются при уменьшении сопротивления между инструментами до сопротивления, соизмеряемого ,с внутренним сопротивлением источника питания); в - импульсы управления на выходе схемы 10 управления, поступающие на вход таймера 20 и первый.вход схемы 19 совпадения; г - импулвсы на выходе таймера 20, определякяцие время измерения числа релаксаций (Т); д - импульсы записи поступающие с выхода формирователя 23 на вход ОЗУ 22; е - импульсы сбро са счетчика 21 в нулевое исходное состояние ж - диаграмма движения электрода-инструмента в процессе об работки детали 4, где: t.- время ме ду двумя разведениями;TJ- время .перемещения рабочей подачи (отработ регулятора подачи); t , время релаксации (разведения электродов); амплитуда первоначального разведения; амплитуда вторых разведений, зависящих от кода числа разведений за предыдущее время изме рения числа релаксаций; Z/, ... и т. амплитуда третьих и т.д. разведений каждое из которых зависит от числа релаксаций за предыдущий период измерения отведений. Эффект от применения изобретения обеспечивается за счет оптимизации процесса обработки и уменьшения машинного времени обработки. Формула изобретения 1.Способ электроэрозионной- обра ботки при приложении к разрядному промежутку импульсного напряжения и осуществлении постоянной прокачки через него рабочей жидкости, включающий отвод электрода-инструмента при регистрации аномальных разрядов отличающийся тем, что, с целью оптимизации процесса обработки, амплитуду отвода электрода-инструмента в течение фиксированного периода времени устанавливают прямо пропорционально числу разведений, подсчитанных за предыдущий такой же период времени. 2.Устройство для осуществления способа по П.1, содержащее шпиндель с электродами-инструментами, генератор технологического тока, датчики состояния электроэрозионного про межутка и состояния сопротивления между электродами-инструментами, регулятор подачи электрода-инструмента со схемой управления его работой, датчик .линейного перемещения электрода-инструмента с блоком цифрового отсчета, со схемой индикации линейных перемещений, о т л и ч а ю щ е е с я тем, что в него введены счетчик отводов электрода-инструмента, схема совпадения, оперативное запоминающее устройство, схема сравнения кодов, таймер и формирователь сигнала записи, причем счетчик отводов по счетному входу соединен с выходом схемы совпадения, выход которой подсоединен ко входу установки в нулевое состояние блока цифрового отсчета, выход счетчика подсоединен к информационному входу опера ивного запоминающего устройства, выход которого подсоединен к первому входу схемы сравнения кодов, второй вход которой подсоединен к первому выходу блока цифрового отсчета, а выход подсоединен к первому входу схемы управления, второй вход которой подсоединен к выходу датчика состояния электроэрозионного промежутка , входы которого подсоединены параллельно соответствующим электроэрозионным промежуткам, третий вход схемы управления подсоединен к выходу датчика сопротивления между электродами-инструментами, входы которого подсоединены к электродам-инструментам, причем первый выход схемы управ ления подключен к входу регулятора подачи, подсоединенного своим выхо- дом к шпинделю с датчиком линейных перемещений, подсоединенным своим входом ко второму выходу блока цифрового отсчета, над датчиком линейных перемещений на станине устройства установлена считывающая головка датчика линейных перемещений,выход которой подсоединен ко входу блока цифрового отсчета, третий же выход которого подсоединен к входу схемы индикации линейных перемещений, а второй выход схемы управления подсоединен к входу таймера и к первому входу схемы совпадения, выход же таймера подсоединен ко второму входу схемы совпадения и к входу формирователя сигнала записи в оперативное запоминающее устройство и к входу установки счетчика в нулевое состояние. Источники информации, принятые во внимание при экспертизе 1. Патент Швейцарии 603300, кл. В 23 Р 1/02, 1978.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения износа электрода- иНСТРуМЕНТА пРи элЕКТРОэРОзиОННОйОбРАбОТКЕ издЕлий и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848229A1 |
| Многоканальный источник питания | 1979 |
|
SU849658A1 |
| СПОСОБ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354955C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2263300C1 |
| ГЕНЕРАТОР ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 2002 |
|
RU2219020C1 |
| Устройство управления станком для электрохимической обработки | 1976 |
|
SU653073A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| Устройство для электроанальгезии | 1991 |
|
SU1819631A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Устройство для электроэрозионной обработкипРОВОлОчНыМ элЕКТРОдОМ-иНСТРуМЕНТОМ | 1979 |
|
SU837705A1 |
1,
tr
