Изобретение относится к щетинкам, которые могут применяться в щетках, в частности в щетках для волос, и к способу для изготовления таких щетинок. Изобретение может применяться во множестве совершенно разных щеток для волос. Также принимается во внимание, что описанные здесь щетинки вставляются в щетки, которые не используются или преимущественно не используются для расчесывания волос. В частности, также принимается во внимание, что эти щетинки вставляются в массажную щетку. Равным образом рассматривается их применение в устройстве для ухода за волосами, которое дополнительно нагревает волосы, например, с помощью теплого воздуха или теплой контактной поверхности. Соответствующие устройства продаются в качестве так называемых стайлеров или завивателей.
Патент Великобритании №601371 (на имя Denman) раскрывает щетку для волос с неметаллической щетиной. Щетинки утончаются по направлению к своим концам и имеют круглую головку щетинки. Denman предлагает производить щетину путем литья под давлением заедино с головкой щетинки. На деле процесс литья под давлением накладывает известные ограничения на форму щетинок, и представляется невозможным достичь не доходящего до головки щетинки утончения.
Настоящее изобретение ставит задачу получить щетинку и способ ее изготовления, улучшенные по отношению к уровню техники. Щетинка и щетки с этой щетинкой должны особенно хорошо воздействовать на волосы и кожу головы. Способы производства должны быть пригодны для массового производства, они должны быть экономически эффективны при незначительном браке. В частности, способы должны предоставлять надежные и хорошие в применении щетинок и щетки даже при неидеальных стандартах производства.
Эти задачи решаются с помощью способа для обработки щетинок по п.1 формулы изобретения и с помощью щетинки по п.13. Предпочтительные варианты осуществления, с помощью которых эти задачи решаются особенно хорошо, описаны в зависимых пунктах формулы изобретения.
Таким образом, предлагается способ формирования профиля головки на одной или нескольких щетинках, при котором щетинки (множество щетинок не должно исключать обработку одной единственной щетинки) подаются на держателе щетинки, щетинки направлены вертикально своей продольной осью и по меньшей мере на головки щетинок воздействует бесконтактное нагревание.
Держатель щетины может принимать множество форм и оптимизирован с точки зрения массового производства. Щетинки могут удерживаться держателем по отдельности или группами по несколько щетинок.
Во время формирования профиля головки щетинки могут подаваться в разных положениях, в частности, вертикально. Это означает, что головка щетинки, на которой формируется профиль, должна быть направлена либо вверх, либо вниз. При таком направлении сила тяжести оказывает благоприятное влияние на форму головки. В любом случае не возникает вызванной силой тяжести асимметрии формы головки. Если не вдаваться в теорию процесса, представляется, что форма профиля головки зависит от силы тяжести и сил сцепления материала.
Бесконтактное нагревание может производиться в самых разных формах. Рассматривается нагревание с помощью всех подходящих электромагнитных лучей, в частности, инфракрасного света или микроволн. Нагревание может выполняться с помощью теплового излучения от металлического предмета, например, от медного блока. Рассматривается бесконтактное нагревание с известного расстояния, с помощью плоской или выгнутой в сторону щетинок поверхности. Однако рассматривается также введение одной или нескольких щетинок в нагревательную камеру, частично окружающую щетинки. При этом, как правило, щетинка должна вводиться в нагревательную камеру головкой щетинки.
Подходящие нагревательные камеры могут иметь любую полость. Для круглых щетинок полость может иметь по меньшей мере частично цилиндрическую форму. В рассмотрении предлагаются нагревательные элементы с последовательностью частично или полностью цилиндрических полостей.
Альтернативно или дополнительно рассматривается нагревание в нагревательном туннеле. Такой туннель обеспечивает нагрев щетинок с одновременным транспортированием. Транспортирование щетинок в этом случае выполняется вдоль продольной оси туннеля. В качестве поперечного сечения туннеля (перпендикулярно продольной оси) хорошо подходит U-образная форма. Чтобы достичь эффективности способа при правильном формировании подходящего профиля головки, размеры нагревательного пространства должны согласовываться с размерами обрабатываемых щетинок. В частности, следует учитывать диаметр щетинок. Его следует измерять на 5 мм ниже конца головки щетинки.
Перпендикулярно продольной оси щетинки нагревательная камера должно иметь определенный наименьший диаметр просвета. Это означает, что измеренный в любом радиальном направлении наименьший диаметр между двумя стенками нагревательной камеры должен быть не меньше определенного значения. Предпочтительно такой наименьший диаметр просвета должен быть в 1-10 раз больше, чем диаметр щетинки, например, в 3-6 раз.
Точно так же следует учитывать глубину погружения щетинки в нагревательную камеру. Под глубиной погружения понимается длина щетинки, проникшая через воображаемую плоскость, ограничивающую нагревательную камеру в направлении погружения. Благоприятная глубина погружения получается из диаметра щетинки путем его умножения на множитель, равный 0,5-10, например 1-4.
Кроме того, следует учитывать просвет щетинки по высоте в нагревательной камере. Под просветом по высоте понимается измеренный в направлении от стержня щетинки к головке щетинки вдоль продольной оси щетинки отрезок от конца головки щетинки до стенки нагревательной камеры. Благоприятный просвет по высоте получается из диаметра щетинки путем его умножения на множитель, равный 1-10, например 3-6. Просвет по высоте может также определяться по диаметру просвета и получается в этом случае путем умножения диаметра просвета на множитель, равный 0,5-2, например 0,8-1,2.
В нагревательной камере может также происходить вращение щетинок относительно их продольной оси. Например, щетинки могут оборачиваться там вокруг своей продольной оси от 5 до 20 раз. В нагревательном туннеле это вращение может накладываться на поступательное движение. Вращение приводит к более равномерной форме головки.
Способ особенно подходит для получения шарообразных, грушевидных, эллиптических или грибовидных профилей головки. В данном описании профиля головки этот профиль следует понимать идеализированно, опуская подходящий к головке стержень щетинки. Рассматриваются профили головок, имеющие минимальный осевой диаметр в 1,1-3 раза больше диаметра щетинки, например в 1,2-1,8 раз.
Рассматривается способ описанного типа, при котором время нагрева составляет от 1 до 180 секунд, например от 5 до 60 секунд или от 10 до 30 секунд и при котором стенки нагревательной камеры имеют температуру от 200 до 400°С, например от 250 до 350°С.
Описанный способ может особенно применяться к щетинкам, изготовленным без заусенцев.
Также рассматривается формирование профиля головки на обоих концах заготовки стержня щетинки. Для этого могут применяться расположенные друг напротив друга нагревательные камеры. Заготовка стержня щетинки может в этом случае разделяться посередине, так что получаются две щетинки, каждая со сформированным профилем головки.
Изобретение подходит для формирования щетины из всех общеупотребительных формуемых материалов, то есть из всех подходящих пластиков, например полиамидов. Предпочтительным материалом являются алифатические полиамиды, в частности те, которые присутствуют на рынке как «нейлон». Такие алифатические полиамиды являются относительно нетермочувствительными, что позволяет использовать щетинки в щетке для волос во время нагрева волос, например, с помощью сушилки для волос.
В частности, однако, про предпочтительные алифатические полиамиды известно, что они склонны к образованию заусенцев, поскольку это особенно присуще формовочному инструменту, состоящему из нескольких частей. Таким образом, если формовочная полость для профиля головки образована в состоящем из двух или нескольких частей формовочном инструменте, при вынимании из формы остается заусенец. Такой заусенец на головке щетинки, однако, повреждает волосы и, к тому же, легко собирает загрязнения. Это ведет к менее гигиеничной, менее полезной щетке для волос.
Также рассматривается снабжение на дополнительном этапе способа щетинок на головках щетинок покрывающим материалом. В частности, рассматривается покрывание головок щетинок лаком, например, в виде маленьких капелек лака, которые обеспечивают утолщение и округление головки щетинки.
Такие лакированные концы щетинок известны. Они, однако, при более долгом использовании щетины и щетки регулярно приводят к проблеме отслаивания покрывающего материала от щетины. Поэтому предлагается формировать профиль головки на головке щетинки перед нанесением покрывающего материала. Также рассматривается любое изменение или расширение профиля щетинки на головке щетинки, которое обеспечивает лучшее закрепление покрывающего материала. Например, конец щетинки может иметь шарообразную, эллипсоидную, грибовидную или Т-образную форму.
Способ изготовления щетинки может являться частью способа изготовления щетки. Рассматривается способ изготовления щетки, в котором щетинки изготавливаются в соответствии со способом по одному из предшествующих пунктов формулы изобретения, и эти щетинки вставляются своим основанием в подушку держателя щетины, а подушка держателя щетины вставляется в щетку.
Щетка для волос, изготавливаемая в соответствии с описанным здесь способом, может содержать также прочие приспособления для обработки волос. В частности, рассматривается ситуация, в которой щетка для волос дополнительно содержит аппликатор ионов. Такой аппликатор ионов может противодействовать статическому заряжанию волос. Волосы обычно заряжаются положительно, поэтому нанесение отрицательных ионов на волосы помогает в этой ситуации. Такой аппликатор ионов может работать от сети или от батареи. Особенно удобная и полезная для ухода щетка для волос имеет работающий от батареи аппликатор отрицательных ионов.
Эти и другие отличительные признаки изобретения следуют из формулы изобретения и из последующего описания и (или) прилагаемых чертежей, при этом признаки в различных комбинациях друг с другом, а также по отдельности, независимо от их охвата в формуле изобретения могут составлять объект изобретения. Далее изобретение более подробно объясняется на основании предпочтительных примеров осуществления и относящихся к ним чертежей. На чертежах:
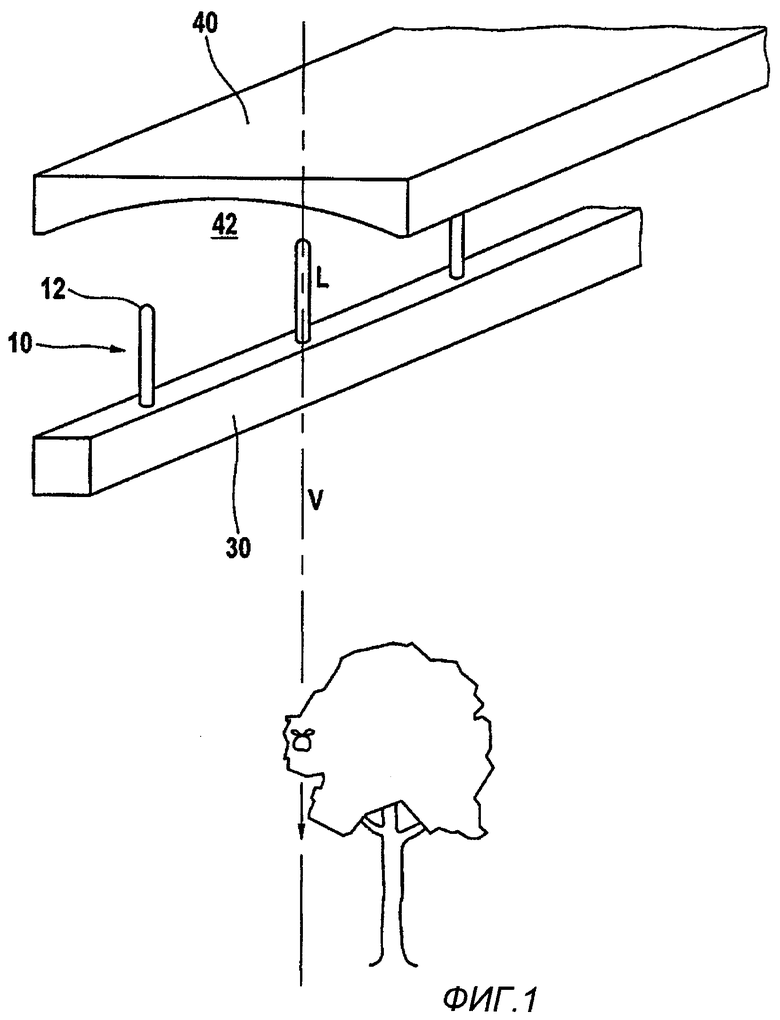
Фиг.1 показывает условное перспективное изображение расположения щетинок, держателя щетинок и нагревательного приспособления.
Фиг.2 показывает перспективное изображение подходящего нагревательного приспособления.
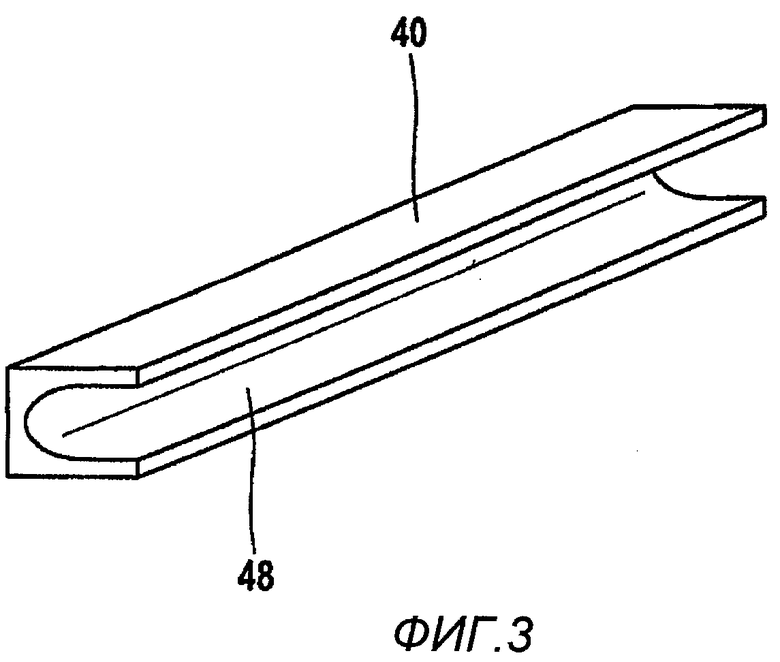
Фиг.3 показывает перспективное изображение еще одного подходящего нагревательного приспособления.
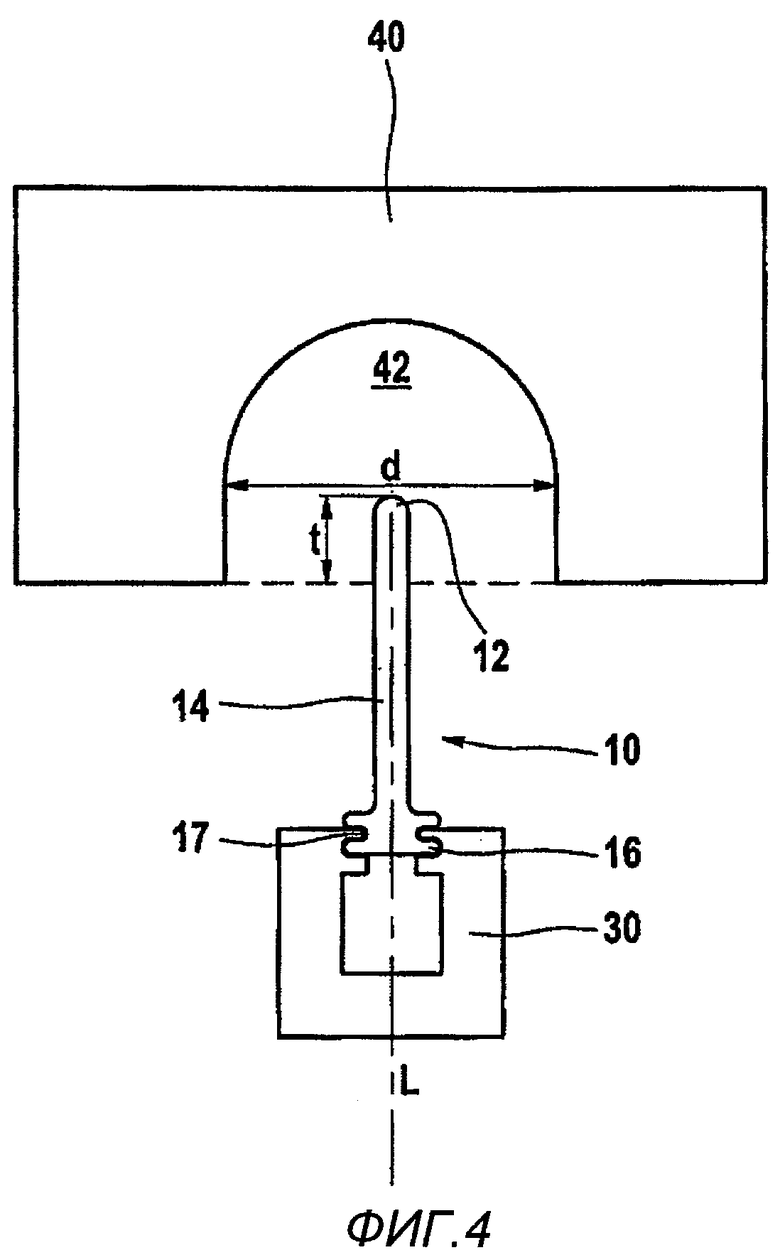
Фиг.4 показывает пример продольного сечения нагревательного приспособления.
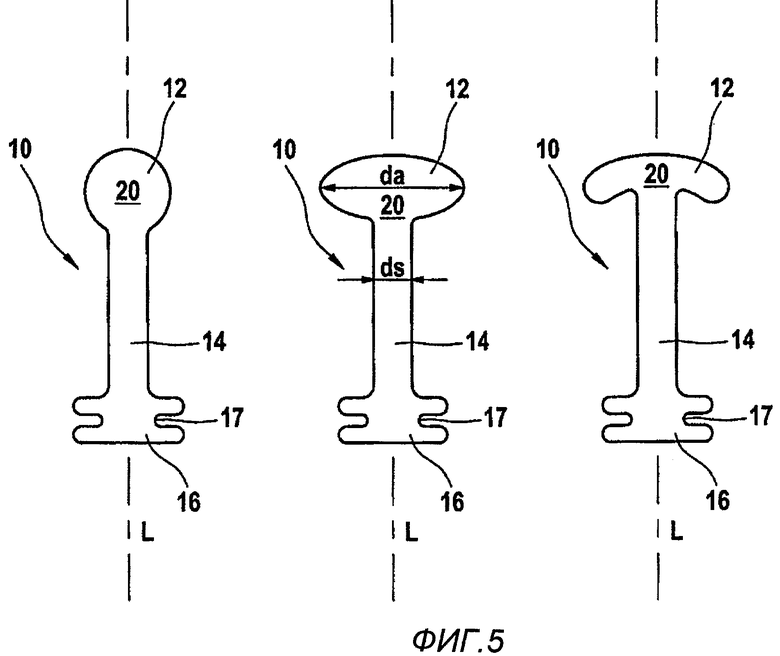
Фиг.5 показывает предпочтительные профили головки, которые можно получить с помощью раскрываемого способа.
Фиг.1 показывает схематический вид возможного выполнения способа. Щетинки, имеющие головку (12) щетинки, стержень (14) щетинки, основание (16) щетинки, удерживаются в этом способе держателем (30) щетинок. Щетинки (10) по одной насаживаются на держатель (30) щетинок и вводятся в область нагревательного приспособления (40), так что щетинки (10) подвергаются воздействию нагрева нагревательной камеры (42). Этот нагрев воздействует на по меньшей мере головки (12) щетинок, так что там может возникать профиль (20) головки. В показанном способе продольная ось (L) щетинки направлена вертикально, то есть в направлении падения предметов, что поясняется на примере яблока. На Фиг.1 головка (12) щетинки смотрит вверх, однако представимо такое расположение, при котором головка (12) щетинки смотрит вниз. В таком расположении, как правило, держатель (30) щетинок располагается над нагревательным приспособлением (40).
Фиг.2 показывает подходящее для этого способа нагревательное приспособление. В этом нагревательном приспособлении в качестве нагревательных камер (42) предусмотрены нагревательные цилиндры (46). Щетинки могут вводиться в нагревательный цилиндр (46) по одной или группами с подходящими интервалами. Там они пребывают определенное время, например, от 5 до 60 секунд или от 10 до 30 секунд. Хотя для наглядности показано иначе, продольная ось нагревательного цилиндра (46), как правило, расположена вертикально, так что нагревательный цилиндр открыт либо снизу, либо сверху.
Фиг.3 показывает нагревательное приспособление (40), которое может применяться альтернативно или дополнительно к показанному на Фиг.2 нагревательному приспособлению. Нагревательная камера (42) у этого нагревательного приспособления имеет форму нагревательного туннеля (48). Этот нагревательный туннель позволяет проводить кончики щетинок по заданной траектории. Для процесса массового производства хорошо, что щетинки должны двигаться поступательно по заданной траектории. Это поступательное движение может в данном случае использоваться для одновременного нагрева, пока щетинки проводятся по нагревательному туннелю (48). Продолжительность нахождения щетинок будет составлять, например, от 5 до 60 секунд или от 10 до 30 секунд. Отсюда рассчитывается длина нагревательного туннеля для определенной скорости транспортировки щетинок. Например, длина нагревательного туннеля может составлять от 0,5 до 3 метров или от 1 до 2 метров. Хотя нагревательный туннель также показан «лежащим», в способе он направлен так, чтобы обеспечивать прием вертикально стоящих щетинок.
Фиг.4 показывает пример поперечного сечения подходящего нагревательного приспособления (40). Это изображение можно рассматривать в качестве поперечного разреза как нагревательного приспособления по Фиг.3, так и нагревательного приспособления по Фиг.2. Видны нагревательная камера (42), в которую погружена щетинка (10), при этом щетинка стоит вертикально головкой (12) щетинки вверх. Стержень (14) щетинки находится преимущественно вне нагревательной камеры, а основание (16) щетинки удерживается держателем (30) щетинок. Щетинка содержит вырез (17). Этот вырез (17) может выгодным образом использоваться для фиксирования щетинки в щетке. Этот вырез (17) может, однако, также использоваться для того, чтобы в описываемом способе удерживаться в держателе (30) щетинок.
На Фиг.4 в виде штриховой линии показана воображаемая граница нагревательного приспособления, проходящая в виде плоскости через отверстие в нагревательной камере. По отношению к этой плоскости щетинка (10) имеет определенную глубину (t) погружения. Она измеряется между соответствующей плоскостью и концом головки (12) щетинки. На изображении также обозначен диаметр (d) просвета. Этот диаметр (d) измеряется перпендикулярно к продольной оси щетинки. Он соответствует наименьшему свободному диаметру, который имеет щетинка в нагревательной камере (42).
Фиг.5 показывает пример трех щетинок, которые могут быть изготовлены в соответствии с раскрываемым здесь способом. Показаны щетинки, каждая из которых имеет стержень (14) щетинки и основание (16) щетинки, содержащее вырез (17). Обеспечение выреза (17) выгодно как для изготовления особо мягких щеток, так для обращения со щетинками в данном способе. Способ, однако, также хорошо применим для щетинок с любой формой основания, то есть и к тем, у которых нет выреза (17).
Первый показанный профиль головки имеет шарообразную форму. Диаметр шара, который лучше всего измеряется по горизонтали, приблизительно в два раза больше диаметра стержня. Вторая показанная щетинка имеет эллиптический профиль (20) головки. Его совпадающий с продольной осью щетинки диаметр (da) приблизительно в три раза превосходит диаметр стержня. Следующее изображение показывает грибообразный профиль головки (20).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕТКА ДЛЯ ВОЛОС | 2008 |
|
RU2469632C2 |
| ЩЕТКА ДЛЯ ВОЛОС, ЩЕТИНКИ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2008 |
|
RU2466670C2 |
| ЗУБНАЯ ЩЕТКА С НАКЛОННО РАСПОЛОЖЕННЫМИ И ЗАОСТРЕННЫМИ ЩЕТИНКАМИ | 2006 |
|
RU2401030C2 |
| ГОЛОВКА ЭЛЕКТРИЧЕСКОЙ ЗУБНОЙ ЩЕТКИ, ЭЛЕКТРИЧЕСКАЯ ЗУБНАЯ ЩЕТКА, СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ | 2003 |
|
RU2316288C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2197160C2 |
| ЗУБНАЯ ЩЕТКА | 1996 |
|
RU2166272C2 |
| ЗУБНАЯ ЩЕТКА С НАКЛОННЫМИ ЩЕТИНКАМИ И ЗАОСТРЕННЫМИ ЩЕТИНКАМИ | 2007 |
|
RU2401031C1 |
| СПОСОБЫ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2006 |
|
RU2379069C2 |
| ЭЛЕКТРИЧЕСКАЯ ЗУБНАЯ ЩЕТКА | 2007 |
|
RU2367378C2 |
| ЭЛЕКТРИЧЕСКАЯ ЗУБНАЯ ЩЕТКА | 2009 |
|
RU2423091C2 |
Изобретение относится к щетинкам, которые могут использоваться в щетках, в частности в щетках для волос, и к способу для изготовления таких щетинок. Раскрывается способ формирования профиля головки на, по меньшей мере, одной щетинке, применимый в щетке для волос, включающий этапы, на которых направляют упомянутую, по меньшей мере, одну щетинку на держателе щетинок, направляют продольную ось щетинки вертикально, воздействуют бесконтактным нагревом, по меньшей мере, на головку упомянутой, по меньшей мере, одной щетинки. При этом выполняют бесконтактный нагрев в нагревательной камере, окружающей, по меньшей мере, частично, одну щетинку. Способы должны предоставлять надежные и хорошие в применении щетинок и щетки даже при неидеальных стандартах производства. 2 н. и 11 з.п. ф-лы, 5 ил.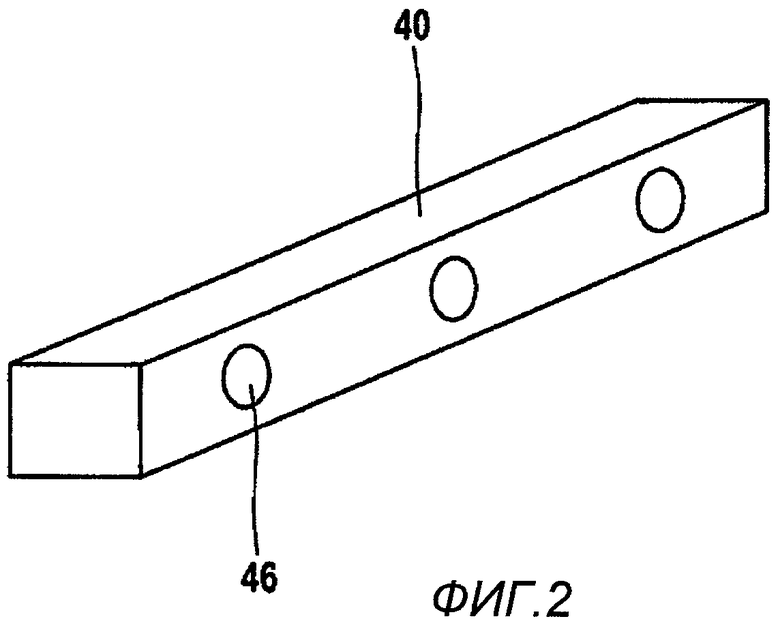
1. Способ формирования профиля головки на, по меньшей мере, одной щетинке, применимой в щетке для волос, включающий этапы, на которых направляют упомянутую, по меньшей мере, одну щетинку на держателе щетинок, направляют продольную ось щетинки вертикально, воздействуют бесконтактным нагревом, по меньшей мере, на головку упомянутой, по меньшей мере, одной щетинки, при этом выполняют бесконтактный нагрев в нагревательной камере, окружающей, по меньшей мере, частично, по меньшей мере, одну щетинку.
2. Способ по п.1, отличающийся тем, что головка щетинки обращена кверху.
3. Способ по п.1, отличающийся тем, что головка щетинки обращена вниз.
4. Способ по п.1, отличающийся тем, что нагревательная камера имеет перпендикулярно к продольной оси щетинки минимальный диаметр просвета, в 3-6 раз превосходящий диаметр щетинки.
5. Способ по п.1, отличающийся тем, что погружают упомянутую, по меньшей мере, одну щетинку в нагревательную камеру на определенную глубину погружения вдоль продольной оси щетинки, при этом глубина погружения в 1-4 раза превосходит диаметр щетинки.
6. Способ по п.1, отличающийся тем, что получают шарообразный профиль головки.
7. Способ по п.6, отличающийся тем, что диаметр профиля головки превосходит в 1,1-3 раз диаметр щетинки.
8. Способ по п.1, отличающийся тем, что нагревательную камеру выполняют в виде нагревательного туннеля, а щетинку на держателе щетинки проводят через нагревательный туннель.
9. Способ по п.8, отличающийся тем, что нагревательный туннель имеет U-образный профиль.
10. Способ по п.1, отличающийся тем, что время нагревания составляет от 10 до 30 с.
11. Способ по п.1, отличающийся тем, что стенки нагревательной камеры имеют температуру от 250 до 350°С.
12. Способ по п.1, отличающийся тем, что щетинку изготавливают без заусенцев.
13. Щетинка, которая может использоваться в щетке для волос, изготавливаемая в соответствии со способом по любому из пп.1-12.
| DE 3518120 А1, 27.11.1986 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ ЩЕТИННОЕ ИЗДЕЛИЕ | 1995 |
|
RU2139670C1 |
| ЩЕТИНА С ПОВЕРХНОСТНОЙ СТРУКТУРОЙ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИЗГОТОВЛЕННАЯ ИЗ НЕЕ ЩЕТКА ИЛИ ЩЕТКА ДЛЯ ОЧИСТКИ МЕЖЗУБНЫХ ПРОМЕЖУТКОВ | 1996 |
|
RU2153830C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

