Изобретение относится к щетке для волос, щетинкам для использования в щетке для волос и способу производства щетки для волос и таких щетинок. Изобретение может быть применено ко множеству совершенно разных щеток для волос. Рассматриваются даже такие случаи, в которых описанные здесь щетинки применяются в щетках, используемых не для или преимущественно не для расчесывания волос. В частности, рассматривается применение этих щетинок в массажной щетке. Также рассматривается применение в устройстве для ухода за волосами, которое дополнительно нагревает волосы, например, с помощью теплого воздуха или теплой контактной поверхности. Соответствующие устройства предлагаются на рынке в виде так называемых стайлеров или бигуди.
Патент Великобритании №601371 (на имя Denman) раскрывает щетку для волос с неметаллическими щетинками. Щетинки утончаются по направлению к своим концам и имеют основание щетинки, обеспечивающее жесткое закрепление в резиновом основании, причем щетинки сначала вводятся остриями через отверстия в основании, и с помощью соответствующего корпуса щетки на основания щетинок оказывается давление со стороны щетки.
Способ производства щетинок известен из патента Германии №2155888. Там раскрывается состоящий из нескольких частей разделяемый формовочный инструмент, с помощью которого может формироваться щетинка с основанием щетинки и стержнем щетинки. Способ позволяет получать по меньшей мере принципиально не содержащие заусенцев стержни щетинок, однако требует дорогостоящего вытягивания и сложного формовочного инструмента. Несмотря на сложность этого формовочного инструмента, не могут производиться произвольно выбираемые формы основания для основания щетинок, в частности не может быть получено основание щетинки с пазом.
Настоящее изобретение ставит задачу предложить щетинки и щетки, а также способ их изготовления, улучшенные по отношению к уровню техники. Щетинки и щетки с этими щетинками должны особенно хорошо воздействовать на волосы и кожу головы. Способы производства должны быть пригодны для массового производства, они должны быть экономически эффективны при незначительном браке. В частности, способы должны предоставлять надежные и хорошие в применении щетинки и щетки даже при неидеальных стандартах производства.
Эти задачи решаются с помощью способа для производства щетинки по п.1 формулы изобретения, с помощью способа производства щетки по п.10 формулы изобретения и с помощью щетинки по п.11 или 12, а также с помощью щетки для волос по п.13. Предпочтительные варианты осуществления, с помощью которых эти задачи решаются особенно хорошо, описаны в зависимых пунктах формулы изобретения.
Использование состоящего из нескольких частей разделяющегося формовочного инструмента позволяет получить оптимизированные полости для различных частей щетинки. Заготовка стержня щетинки формируется в формовочной полости отдельного формовочного инструмента. Для этого формуемый материал вводится в формовочный инструмент, который содержит канал для выхода воздуха напротив отверстия для наполнения формовочным материалом. Формовочная полость обыкновенно сужается в сторону от отверстия для наполнения, то есть формовочная полость имеет меньшую площадь поперечного сечения в местоположении, удаленном от отверстия для наполнения. В соответствии с этим заготовка стержня щетинки формируется так, что будущее острие щетинки образуется на конце формовочной полости, противоположном отверстию для наполнения.
Изобретение подходит для формирования щетинок из всех общеупотребительных формовочных материалов, то есть из всех подходящих пластиков, в частности из полиамидов. Предпочтительным материалом являются алифатические полиамиды, в частности, такие как известный под торговым названием «нейлон». Такие алифатические полиамиды относительно нечувствительны к нагреву, что позволяет использовать щетинки в щетке для волос во время нагрева волос, например, с помощью сушилки для волос.
В частности, для предпочтительных алифатических полиамидов известно, что они легко склонны к образованию заусенцев, поскольку они особенно хорошо растекаются в формовочных инструментах, состоящих из нескольких частей. Таким образом, если формовочная полость для стержня щетинки образуется в состоящем из двух или нескольких частей формовочном инструменте, при вынимании из формы остается заусенец. Такой заусенец на стержне щетинки повреждает волосы, и на нем легко собираются загрязнения. Это приводит к менее гигиеничной, менее ухаживающей щетке для волос.
Представляется возможной последующая обработка стержня щетинки, например зачистка. Одну возможность зачистки представляет собой обработка сформированных стержней щетинок абразивными средствами. Этот этап, однако, занимает много времени, дорог, а также может приводить к повышенной шероховатости в других местах стержня щетинки. Альтернативно или дополнительно стержень щетинки для удаления заусенца может быть сильно охлажден. Очень вязкий сам по себе алифатический полиамидный материал проще очищать от заусенцев с помощью глубокой заморозки. Однако этот этап очевидно тоже является дорогостоящим.
В соответствии с представленным способом основание щетинки формируется с помощью двух формовочных полуматриц, образующих вместе формовочную полость. Эта формовочная полость, образуемая двумя формовочными полуматрицами, в целом соответствует форме формируемого основания щетинки. Она заполняется формуемым материалом, после чего обе формовочных полуматрицы разделяются.
Основание щетинки, как правило, выполняется из того же формуемого материала, что и стержень щетинки. При этом формовочные полости для стержня щетинки и основания щетинки образуют соединенную формовочную полость, наполняемую на одном из этапов процесса формуемым материалом. Возможно, однако, формирование стержня и основания щетинки из различных материалов.
Если используется формовочный инструмент из трех частей, для вынимания стержня щетинки из своей формовочной полуматрицы она может сдвигаться вдоль оси образуемой щетинки относительно формовочных полуматриц, удерживающих основание щетинки. После этого обе формовочные полуматрицы, удерживающие основание щетинки, могут разделяться. Это движение формовочных полуматриц позволяет простое вынимание щетинок без дополнительных устройств.
Альтернативно или дополнительно к вышеописанному способу рассматривается также вытягивание стержня щетинки. В этом случае конечная форма заготовки стержня щетинки отличается от формы формовочной полости, в которой формируется заготовка стержня щетинки. Вытягивание заготовки стержня щетинки может выполняться с помощью относительного перемещения третьей формовочной полуматрицы относительно первой и (или) второй формовочной полуматрицы, если это относительное перемещение выполняется в направлении продольной оси получаемого стержня щетинки.
Поскольку вытягивание не является обязательным этапом процесса, способы, при которых стержень щетинки имеет в целом ту же форму, что и заготовка стержня щетинки, также соответствуют изобретению. В рамках данного изобретения, как правило, термины стержень щетинки и заготовка стержня щетинки, так же как и щетинка и заготовка щетинки, могут использоваться взаимозаменяемо.
Следует отметить, что щетки являются недорогими, регулярно вновь приобретаемыми товарами ежедневного использования. Поэтому щетка не должна быть слишком дорогой. Тем более при огромном количестве требующихся щетинок необходимо принимать во внимание недорогой способ массового производства. Разделяемые формовочные инструменты, которые совместно образуют формовочную полость, регулярно оставляют небольшой заусенец вдоль линии разделения. При высококачественном и новом формовочном инструменте этот заусенец незначителен. В недорогом массовом способе требуется также использовать недорогие формовочные инструменты в течение определенного времени. Это приводит к отчетливым заусенцам, представляющим описанные выше недостатки при использовании щетки для волос.
С другой стороны, формирование стержня щетинки совместно с основанием щетинки в одном формовочном инструменте также представляет другие трудности. Стержень щетинки должен в этом случае сужаться по всей своей длине, и то же самое должно делать основание щетинки, так что невозможно получить сложную форму щетинки. Одна такая простая форма щетинки, как известно из патента Великобритании №601371 (на имя Denman), приводит, однако, к определенным дополнительным требованиям к щетке. Патент Denman раскрывает относительно сложный корпус щетки, в котором щетинки поддерживаются по всей поверхности. Щетинки могут сгибаться в сторону, но не могут подаваться назад на щетке вдоль своей продольной оси. Такое отклонение назад щетинок, то есть пружинящее размещение, оказывает значительное улучшающее влияние, например, на кожу головы, если щетка используется в качестве щетки для волос.
Пружинящее размещение щетинок может быть достигнуто, если основание щетинки имеет паз, с помощью которого основание щетинки может закрепляться как на верхней стороне, так и на нижней стороне материала держателя.
Таким материалом держателя может быть, например, эластичное резиновое основание, вставляемое в корпус щетки предварительно эластично напряженным. Это резиновое основание в этом случае сообщает каждой отдельной вставленной щетинке пружинящую эластичность. Щетинки могут как отклоняться вдоль своей продольной оси (и снова пружинно-эластично надавливать в направлении волос), так и подаваться в любом осевом по отношению к ней направлении. Возможность сделать основание щетинки более сложной формы позволяет, таким образом, производить щетки с более полезным воздействием.
Способ производства щетинки может также содержать дополнительные этапы процесса. В частности, рассматривается дополнительная обработка профиля заготовки стержня щетинки. Такая обработка может заключаться в покраске, шлифовке, выравнивании или полировке заготовки стержня щетинки. В частности, рассматривается обработка заготовки стержня щетинки в области его головки.
Раскрываемый здесь способ может содержать этап округления головки заготовки стержня щетинки. Под «округлением» здесь понимается способ, при котором головка получает профиль, который ведет к утолщению головки щетинки относительно стержня, например, при этом осевое поперечное сечение щетинки от стержня к головке увеличивается в по меньшей мере одном месте, возможно, при этом осевое поперечное сечение сначала увеличивается в по меньшей мере одном месте, а потом уменьшается снова в по меньшей мере одном месте. Хорошо подходит шарообразная или по меньшей мере округлая форма головки.
Головка щетинки может скругляться механически или бесконтактно, но, как правило, должна быть для этого нагрета. Для нагревания могут использоваться все известные термические способы, в частности способы горячего формования. В частности, рассматривается введение головки заготовки стержня щетинки в нагретый формовочный элемент, который отпечатывает заготовку формы головки. Альтернативно могут рассматриваться бесконтактные термические способы, в которых под воздействием сил сцепления или силы тяжести заготовка стержня щетинки (нагретая по меньшей мере в области головки) принимает круглую форму. Такая круглая форма также приводит к более бережно действующим щетинкам, поскольку контактирующие поверхности щетинок увеличены, а контактирующий профиль не содержит ребер.
Способ может, таким образом, применяться для того, чтобы производить по меньшей мере одну щетинку, содержащую основание щетинки, стержень щетинки и головку щетинки с различными профилями, причем основание щетинки содержит паз, стержень щетинки не содержит заусенцев, а головка щетинки округлена.
Также рассматривается обеспечение щетинок на головке щетинки покрывающим материалом на дополнительном этапе способа. В частности, рассматривается обеспечение головок щетинок лаком, например, в виде маленькой капельки лака, дающей утолщение и округление головки щетинки.
Такие лакированные концы щетинок известны. Они, однако, регулярно приводят при долгом использовании щетинок и щетки к той проблеме, что покрывающий материал отваливается от щетинки. Поэтому предлагается этап способа, на котором головка щетинки изменяет форму перед нанесением покрывающего материала. Для этого рассматривается вышеописанное округление. Также рассматривается другое расширение профиля щетинки на головке щетинки, обеспечивающее лучшее закрепление покрывающего материала. Например, концы щетинок могут выполняться в форме тарелочек (Т-образное поперечное сечение щетинки).
Способ производства щетинок может являться частью способа производства щеток. Рассматривается способ производства щетки, в котором щетинки производятся по способу по одному из предшествующих пунктов формулы изобретения, и эти щетинки вставляются своими основаниями щетинок в подушку держателя щетинок, а эта подушка держателя щетинок вставляется в щетку.
Щетка для волос, изготавливаемая в соответствии с одним из описанных здесь способов, может также содержать дополнительные устройства для обработки волос. В частности, рассматривается, что щетка для волос дополнительно содержит аппликатор ионов. Такой аппликатор ионов может противостоять статическому заряжанию волос. Волосы обычно заряжаются положительно, так что нанесение отрицательных ионов на волосы может помочь. Такой аппликатор ионов может питаться от сети или от батарей. Для особенно хорошо ухаживающей и удобной щетки для волос предусматривается питающийся от батарей аппликатор отрицательных ионов.
Эти и другие отличительные признаки изобретения следуют из формулы изобретения и из последующего описания и (или) прилагаемых чертежей, при этом признаки в различных комбинациях друг с другом, а также по отдельности независимо от их охвата в формуле изобретения могут составлять объект изобретения. Далее изобретение более подробно объясняется на основании предпочтительных примеров выполнения и относящихся к ним чертежей. На чертежах:
Фиг.1 показывает продольный разрез формовочного инструмента вдоль продольной срединной оси щетинки;
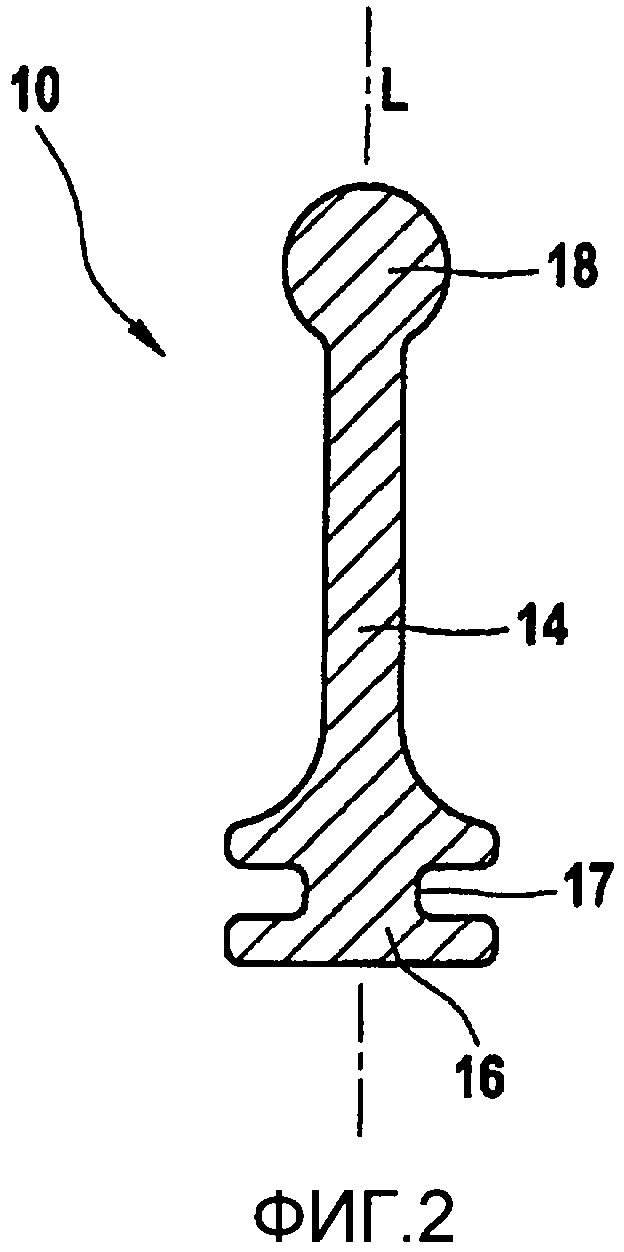
Фиг.2 показывает продольный разрез щетинки по изобретению;
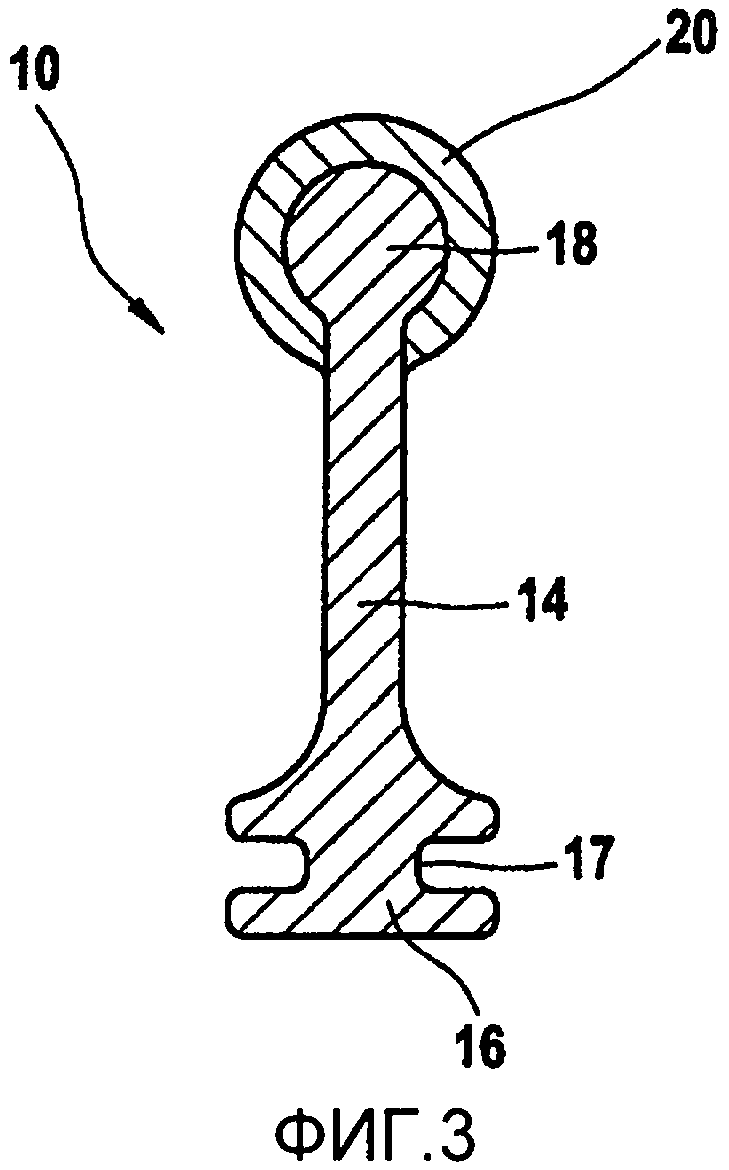
Фиг.3 показывает продольный разрез другой щетинки по изобретению, содержащей покрытие головки щетинки;
Фиг.4 показывает поперечный разрез щетки.
Фиг.1 показывает продольный разрез щетинки (10). Продольный разрез сделан вдоль продольной оси (L) щетинки. Видна заготовка (12) стержня щетинки, содержащая стержень (14) щетинки и основание (16) щетинки, а также головку (18) щетинки. Заготовка стержня щетинки образуется в формовочной полости (36) первой формовочной полуматрицы (30). Вторая формовочная полуматрица (32) и третья формовочная полуматрица (34) образуют формовочную полость (38), в которой формируется основание (16) щетинки. Для вынимания заготовки стержня щетинки из формовочных полуматриц первая формовочная полуматрица (30) может сдвигаться в направлении продольной оси (L), то есть вверх по Фиг.1. Вторая и третья формовочные полуматрицы после этого отодвигаются друг от друга в осевом направлении по отношению к продольной оси (L), что показано двойной стрелкой (А).
Фиг.2 показывает щетинку (10), которая может производиться в соответствии с раскрываемым здесь способом. Щетинка (10) содержит стержень (14) щетинки без заусенцев, ограниченный сверху головкой (18) щетинки, а снизу - основанием (16) щетинки. Между основанием (16) щетинки и головкой (18) щетинки стержень (14) щетинки сужается в сторону головки (18) щетинки. Основание (16) щетинки содержит паз (17). С помощью этого паза щетинка (10) может закрепляться в держателе щетинок. Головка (18) щетинки округлена, так что головка (18) щетинки имеет плоскости поперечного сечения, которые от стержня щетинки к концу щетинки сначала увеличиваются, а потом снова уменьшаются. Головка щетинки при этом выполняется в целом с осевой симметрией по отношению к продольной оси (L) щетинки.
Фиг.3 показывает другую щетинку. По своей форме она в целом соответствует щетинке по Фиг.2. Однако на головку (18) щетинки дополнительно наносится покрывающий материал (20). Округление головки (18) щетинки приводит к утолщению головки по отношению к стержню (14) щетинки, обеспечивающему более надежное удерживание покрывающего материала.
Фиг.4 показывает поперечный разрез щетки, проходящий через площадку со щетинками щетки (40). На этом поперечном разрезе видны держатель (42) щетинок и корпус (44) щетки, в который вставлен держатель (42) щетинок. Держатель (42) щетинок может вставляться с предварительным пружинным напряжением, так что содержащиеся в держателе (42) щетинок щетинки (10) размещаются пружинно-эластично по отношению к корпусу (44) щетки. Щетинки (10) могут двигаться вдоль своих соответственных продольных осей на корпусе (44) щетки и снова пружинно возвращаться назад в направлении, например, волос. Кроме того, они могут двигаться в осевом направлении.
Показанная щетка (40) дополнительно снабжается аппликатором ионов. Аппликатор ионов закрепляется на задней стороне корпуса щетки, то есть на стороне, противоположной держателю (42) щетинок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕТКА ДЛЯ ВОЛОС | 2008 |
|
RU2469632C2 |
| ОБРАБОТКА ЩЕТИНОК | 2008 |
|
RU2476133C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2257826C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЩЕТИНОК | 2003 |
|
RU2301740C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННОЙ СТРУКТУРЫ НА НОСИТЕЛЕ | 2003 |
|
RU2320481C2 |
| ЩЕТКА ДЛЯ НАНЕСЕНИЯ ЖИДКИХ ИЛИ ПАСТООБРАЗНЫХ СРЕДСТВ, В ЧАСТНОСТИ ДЕКОРАТИВНОЙ КОСМЕТИКИ ТИПА ТУШИ ДЛЯ РЕСНИЦ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2244501C2 |
| АППЛИКАТОР ДЛЯ НАНЕСЕНИЯ СРЕДСТВА НА БРОВИ ИЛИ РЕСНИЦЫ | 2007 |
|
RU2410004C2 |
| ЩЕТОЧНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2740026C2 |
| ЗУБНАЯ ЩЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2157078C2 |
| ЭЛЕМЕНТ КОСМЕТИЧЕСКОГО НАБОРА | 2008 |
|
RU2466669C2 |

Описан способ изготовления щетинки для использования в щетке для волос, согласно которому вводят формуемый материал в многокомпонентный формовочный инструмент, выполненный с возможностью разделения, для получения щетинки с основанием и стержнем. Новшество способа в том, что формируют заготовку (12) стержня щетинки с помощью первой формовочной полуматрицы (30), причем формуемый материал вводят в формовочную полость (36) первой формовочной полуматрицы (30), а затем вынимают из формовочной полости (36) первой формовочной полуматрицы (30), при этом сохраняют неизменной формовочную полость (36) первой формовочной полуматрицы (30), и формируют основание щетинки во второй формовочной полуматрице (32) и третьей формовочной полуматрице (34), причем вторая и третья формовочные полуматрицы совместно образуют вторую формовочную полость (38), форма которой в целом соответствует форме формируемого основания щетинки, и наполняют вторую формовочную полость (38) формуемым материалом, после чего разделяют вторую и третью формовочные полуматрицы. Техническим результатом способа является повышение качества получаемых изделий. 4 н. и 11 з.п. ф-лы, 4 ил.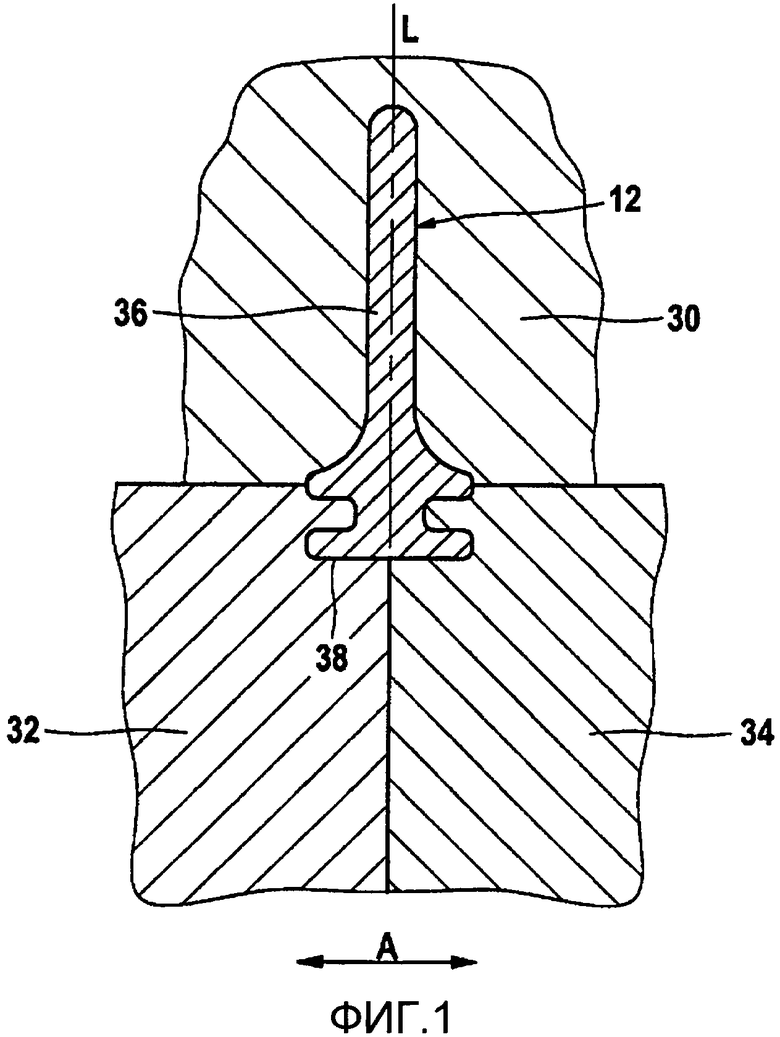
1. Способ изготовления щетинки (10) для использования в щетке (40) для волос, при котором вводят формуемый материал в многокомпонентный формовочный инструмент, выполненный с возможностью разделения, для получения щетинки (10) с основанием (16) щетинки и стержнем (14) щетинки, отличающийся тем, что
формируют заготовку (12) стержня щетинки с помощью первой формовочной полуматрицы (30), причем формуемый материал вводят в формовочную полость (36) первой формовочной полуматрицы (30), а затем вынимают из формовочной полости (36) первой формовочной полуматрицы (30), при этом сохраняют неизменной формовочную полость (36) первой формовочной полуматрицы (30), и
формируют основание (16) щетинки во второй формовочной полуматрице (32) и третьей формовочной полуматрице (34), причем вторая и третья формовочные полуматрицы совместно образуют вторую формовочную полость (38), форма которой в целом соответствует форме формируемого основания (16) щетинки, и наполняют вторую формовочную полость (38) формуемым материалом, после чего разделяют вторую и третью формовочные полуматрицы.
2. Способ по п.1, отличающийся тем, что из заготовки (12) стержня щетинки получают стержень (14) щетинки другой формы, при этом стержень (14) щетинки, по меньшей мере, частично формируют за счет вытягивания заготовки (12) стержня щетинки, причем это вытягивание выполняют с помощью относительного смещения первой формовочной полуматрицы (30) по отношению ко второй и/или третьей формовочной полуматрице, причем указанное относительное смещение выполняют вдоль продольной оси (L) изготавливаемого стержня щетинки.
3. Способ по п.1, отличающийся тем, что стержень (14) щетинки имеет в целом ту же форму, что и заготовка (12) стержня щетинки.
4. Способ по любому из пп.1-3, отличающийся тем, что профиль заготовки (12) стержня щетинки обрабатывают дополнительно.
5. Способ по п.4, отличающийся тем, что профиль заготовки (12) стержня щетинки обрабатывают в области головки заготовки стержня щетинки.
6. Способ по п.5, отличающийся тем, что профиль заготовки стержня щетинки округляют в области головки.
7. Способ по п.4, отличающийся тем, что профиль дополнительно обрабатывают термически.
8. Способ по п.7, отличающийся тем, что профиль подвергают деформации под воздействием нагрева.
9. Способ по п.8, отличающийся тем, что профиль подвергают деформации под воздействием бесконтактного нагрева.
10. Способ изготовления щетки (40), в котором щетинки (10) производят способом по одному из предшествующих пунктов, при этом щетинки (10) вставляют основанием (16) щетинок в держатель (42) щетинок, а держатель (42) щетинок вставляют в корпус (44) щетки.
11. Щетинка (10), изготавливаемая в соответствии со способом по одному из предшествующих пунктов.
12. Щетинка (10) по п.11, отличающаяся тем, что изготовлена из алифатического полиамида.
13. Щетка для волос, изготовленная по способу по п.10.
14. Щетка для волос по п.13, отличающаяся тем, что содержит дополнительное устройство для обработки волос.
15. Щетка для волос по п.14, отличающаяся тем, что дополнительно содержит аппликатор (50) ионов.
| ПОГРУЗОЧНО-РАЗГРУЗОЧНАЯ РАМПА В СБОРКЕ | 2013 |
|
RU2621369C2 |
| Способ подготовки заготовки для производства сварных прямошовных труб | 1977 |
|
SU622532A1 |
| US 3781402 А, 25.12.1973 | |||
| US 6638384 В1, 28.10.2003 | |||
| ЕР 1491113 А2, 29.12.2004 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2257826C2 |

