ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к средней стойке для кузова транспортного средства с верхней крепежной частью для крепления стойки к элементу крыши и нижней крепежной частью для крепления к нижнему краю оконного проема, причем материал основной части стойки, который имеет преимущественно мартенситную структуру, имеет предельную прочность не менее 1300 МПа, и материал менее прочной нижней части стойки имеет предельную прочность, не превышающую 800 МПа, и только малая ее часть имеет мартенситную структуру.
ПРЕДПОСЫЛКИ, ЦЕЛЬ И ОБЪЕКТ ИЗОБРЕТЕНИЯ
Стойка позади передней двери транспортного средства называется средней стойкой. Стойка предназначена прежде всего для защиты при боковых столкновениях, причем для наилучшей защиты пассажиров требуется, чтобы она деформировалась при ударе регулируемым образом. Документ ЕР-1180470 А1 относится к средней стойке, которая имеет мягкую нижнюю часть и обеспечивает регулируемую деформацию. Документ US 6820924 относится к средней стойке, которая содержит две очень узких полосы из мягкого материала, с которых начинается деформация, расположенные на некотором расстоянии от нижней крепежной части стойки.
Целью настоящего изобретения является улучшение средней стойки, и в соответствии с изобретением менее прочная часть имеет высоту по меньшей мере 30 мм и не более 1/3 общей высоты стойки, причем нижняя крепежная часть имеет преимущественно мартенситную структуру. Объем изобретения определяется нижеприведенной формулой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
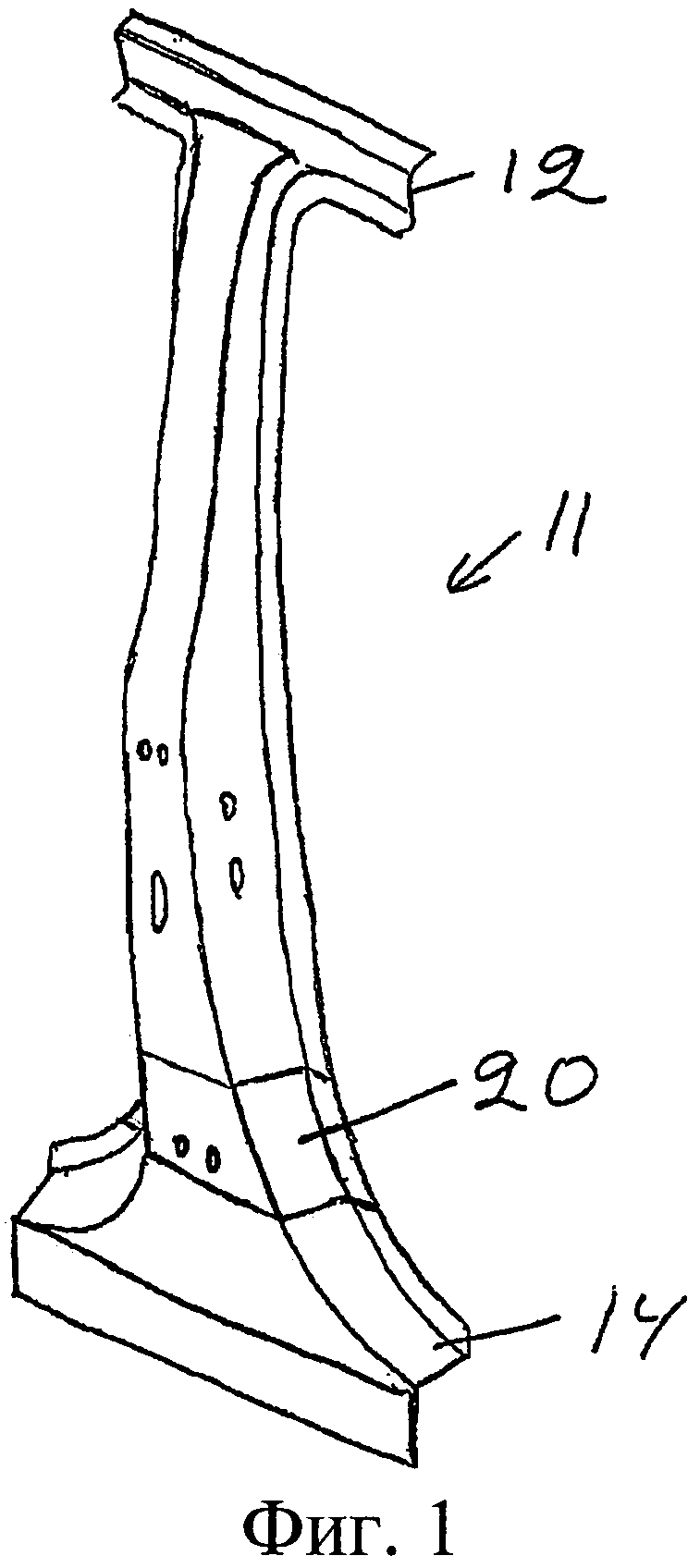
Фигура 1 - вид в перспективе одного из вариантов конструкции средней стойки кузова транспортного средства в соответствии с изобретением;
фигура 2 - вид сбоку средней стойки, представленной на фигуре 1;
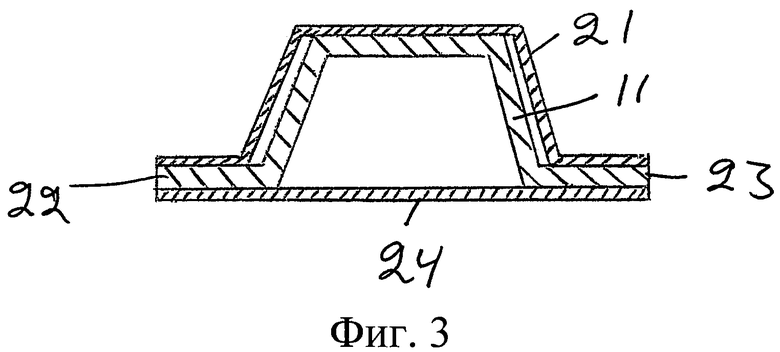
фигура 3 - вид поперечного сечения средней стойки, иллюстрирующий расположение в ней листового металла;
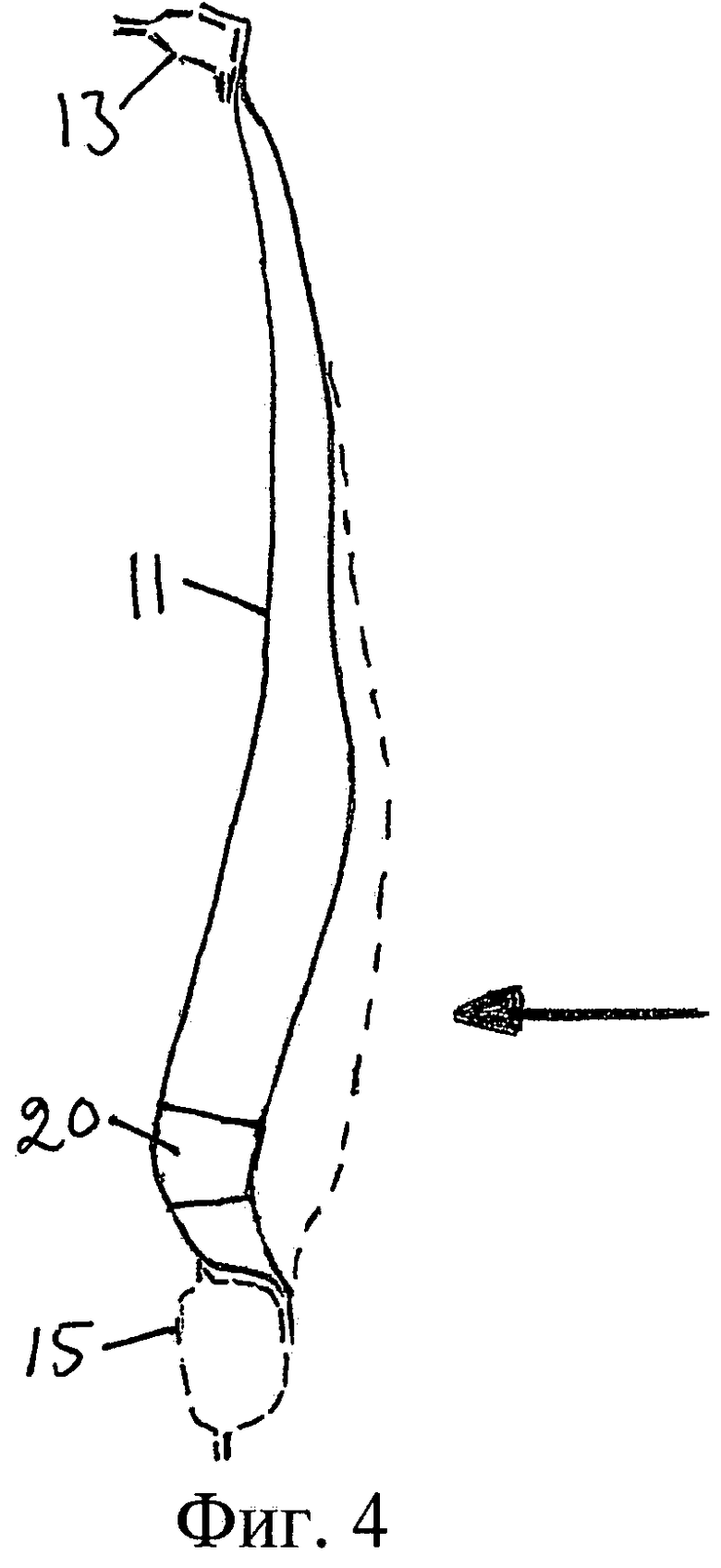
фигура 4 - схематическое изображение деформации средней стойки при боковом столкновении.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Средняя стойка 11, изображенная на чертежах, сформирована из плоского стального листа и имеет в целом корытообразный профиль с переменным сечением по длине профиля. Верхняя часть стойки представляет собой поперечный профиль, составляющий крепежную часть 12, которая предназначена для соединения с помощью сварки с продольным элементом 13 крыши транспортного средства. Нижняя часть стойки представляет собой поперечный профиль, составляющий крепежную часть 14, которая предназначена для соединения с помощью сварки с нижним краем 15 оконного проема. Элемент 13 крыши и нижний край 15 оконного проема на фигуре 1 не показаны.
В стойке 11 имеются различные необходимые технологические отверстия, например крепежные отверстия 16 для крепления петель задней двери, крепежные отверстия 17 для крепления нажимной крышки для замка задней двери и отверстие 18 для прохода кабеля.
Бóльшая часть стойки упрочнена с получением преимущественно мартенситной структуры, причем сталь имеет предельную прочность по меньшей мере 1300 МПа, предпочтительно по меньшей мере 1400 МПа, однако стойка имеет более мягкую поперечную полосу 20, предельная прочность материала которой не превышает 800 МПа. Эта полоса имеет другую структуру, например смесь перлита, феррита, бейнита и отпущенного мартенсита. Причем полоса имеет высоту h по меньшей мере 30 мм, и ее высота составляет не более 1/3 или предпочтительно не более 1/4 общей высоты стойки. По обеим сторонам полосы проходят переходные зоны к структуре неотпущенного мартенсита. Полоса 20 более мягкого материала не должна доходить до самой нижней части стойки, так как по меньшей мере крепежная часть 14 крепления к нижнему краю оконного проема должна иметь преимущественно структуру мартенсита с высокой прочностью.
На фигуре 4 представлен схематический вид деформации стойки при боковой ударной нагрузке, направление которой на схеме показано стрелкой. Сравнительно узкая полоса 20 может иметь высоту, не превышающую 400 мм или 200 мм, и расположена в нижней половине, предпочтительно в нижней трети стойки, причем нижнее расположение полосы способствует необходимому характеру деформации, обеспечивающей защиту боковой части пассажира без ослабления прочности крепления стойки к нижнему краю оконного проема. Исходное состояние стойки показано пунктирной линией.
Стойка 11 предпочтительно изготавливается способом прессования с упрочнением, то есть выполняется формование вгорячую с помощью двух охлажденных частей оснастки, в которых стойка выдерживается до ее упрочнения. Существуют различные способы предотвращения быстрого охлаждения и, соответственно, упрочнения полосы 20. Некоторые способы предотвращения быстрого охлаждения определенных частей изделия при прессовании с упрочнением, такие как, например, использование углубления или вставок в упомянутых двух частях оснастки или нагрев определенных зон этих частей, описаны в патентах GB 2313848 и US 3703093.
В предпочтительном способе заготовку из плоского стального листа нагревают в печи до состояния аустенита, помещают в две охлажденные формующие части оснастки и штампуют для придания необходимой формы. Затем сформованную стойку выдерживают в частях оснастки, пока она не затвердеет до преимущественной структуры мартенсита с предельной прочностью по меньшей мере 1300 МПа. Зона каждой части оснастки, прилегающая к части 20 стойки, нагревается и поддерживается при такой температуре, чтобы предотвращалось быстрое охлаждение части 20, так чтобы ее прочность не превысила 800 МПа.
Способ прессования с упрочнением не позволяет получить необходимую обработку поверхности и допуски, требуемые для окрашенных поверхностей листового металла. Поэтому окрашенная сторона 21 кузова обычно формируется прессованием таким образом, чтобы она закрывала стойку 11, как показано на фигуре 3. Сторона 21 кузова транспортного средства крепится точечной сваркой или прикрепляется по боковым фланцам 22, 23 стойки 11. Тонкий металлический лист 24 обычно прикрепляется изнутри и затем закрывается обшивкой салона, однако стойка 11 составляет несущую конструкцию средней стойки кузова. Поэтому на собранном транспортном средстве стойка 11 не видна, поскольку она закрыта листовым металлом 21 снаружи и обивкой салона изнутри. Вся эта сборная конструкция называется средней стойкой, хотя только одна часть 11 представляет собой несущий элемент, правда, лист 24 может усиливать конструкцию, предотвращая сплющивание корытообразного профиля.
Средняя стойка (11) для кузова транспортного средства закрепляется между элементом (13) крыши и нижним краем (15) оконного проема транспортного средства. Материал стойки имеет мартенситную структуру, причем сталь имеет предельную прочность не менее 1300 МПа. Рядом с нижней крепежной частью (14) находится мягкая часть (20), предельная прочность материала которой не превышает 800 МПа. Мягкая часть имеет высоту не менее 30 мм и не более 1/3 общей высоты стойки, причем материал нижней крепежной части имеет мартенситную структуру. Способ изготовления средней стойки с использованием формования в горячем состоянии аустенитной заготовки из листовой стали в двух охлажденных частях оснастки и выдерживания сформованной стойки в этих частях оснастки, пока она не затвердеет с образованием преимущественно мартенситной структуры с предельной прочностью не менее 1300 МПа, отличается тем, что предотвращают быстрое охлаждение части (20), имеющей высоту 30-400 мм, так что ее предельная прочность не будет превышать 800 МПа, причем указанная часть располагается в нижней половине стойки над нижней частью (14), которая будет иметь предельную прочность не менее 1300 МПа. Достигается деформирование при боковом ударе регулируемым образом. 2 н. и 3 з.п. ф-лы, 4 ил.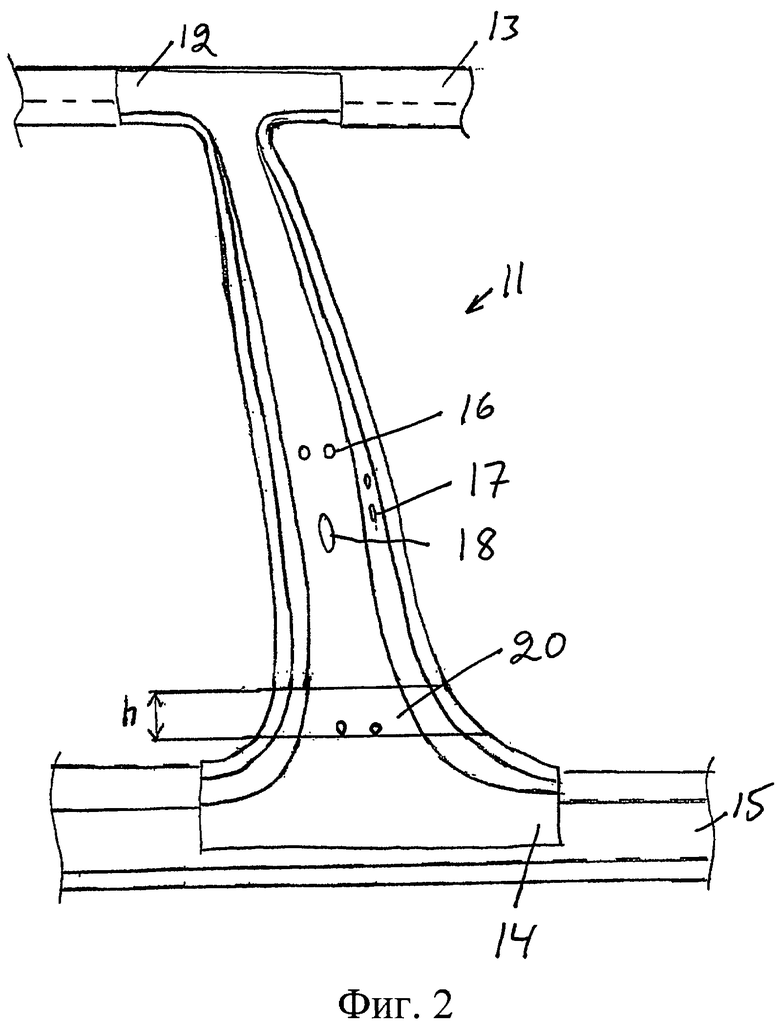
1. Средняя стойка кузова транспортного средства, содержащая верхнюю крепежную часть (12) для крепления к элементу (13) крыши и нижнюю крепежную часть (14) для крепления к нижнему краю (15) оконного проема, причем основная часть средней стойки имеет преимущественно мартенситную структуру с предельной прочностью не менее 1300 МПа, и менее прочная нижняя часть (20) стойки имеет предельную прочность, не превышающую 800 МПа, отличающаяся тем, что менее прочная часть (20) имеет высоту не менее 30 мм и не более 1/3 общей высоты стойки, и нижняя крепежная часть (14) имеет преимущественно мартенситную структуру.
2. Средняя стойка по п.1, отличающаяся тем, что менее прочная часть (20) имеет высоту, не превышающую 1/4 общей высоты стойки.
3. Средняя стойка по п.1, отличающаяся тем, что менее прочная часть имеет высоту, величина которой находится в диапазоне от 50 мм до 200 мм.
4. Средняя стойка по одному из предыдущих пунктов, отличающаяся тем, что она изготовлена из материала с предельной прочностью не менее 1400 МПа.
5. Способ изготовления средней стойки для кузова транспортного средства с использованием формования в горячем состоянии аустенитной заготовки из листовой стали в двух охлажденных частях оснастки и выдерживания сформованной стойки в этих частях оснастки, пока она не затвердеет с образованием преимущественно мартенситной структуры с предельной прочностью не менее 1300 МПа, отличающийся тем, что предотвращают быстрое охлаждение части (20), имеющей высоту 30-400 мм, так что ее предельная прочность не будет превышать 800 МПа, причем указанная часть располагается в нижней половине стойки над нижней частью (14), которая будет иметь предельную прочность не менее 1300 МПа.
| US 2002104591 A1, 08.08.2002 | |||
| US 2004201256 A1, 14.10.2004 | |||
| US 2004159378 A1, 19.08.2004 | |||
| КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ДЛЯ ЛЕГКОВОГО АВТОМОБИЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1992 |
|
RU2093401C1 |

