Настоящее изобретение относится к холоднокатаному листу из высокопрочной стали, обладающему высокой пластичностью и формуемостью, и к способу получения такого стального листа.
Известно, что для изготовления различных изделий, таких как элементы конструкции кузова и панели кузова для автомобилей, используют листы, изготовленные из сталей DP (двухфазная) или сталей TRIP (пластичность, вызванная трансформацией).
Одной из основных задач в автомобильной промышленности является снижение веса транспортных средств с целью повышения их топливной экономичности с учётом глобального сохранения окружающей среды, не пренебрегая при этом требованиями безопасности. Чтобы удовлетворить этим требованиям, в сталелитейной промышленности постоянно разрабатываются новые высокопрочные стали, чтобы иметь листы с улучшенной деформируемостью и пределом прочности при растяжении, а также с подходящей пластичностью и формуемостью.
В WO 2019123245 описан способ получения холоднокатаного стального листа с высокой прочностью и высокой формуемостью с пределом текучести YS в диапазоне 1000 - 1300 МПа, пределом прочности при растяжении TS в диапазоне 1200 - 1600 МПа, равномерным удлинением UE по меньшей мере 10%, коэффициентом раздачи отверстия HER по меньшей мере 20% благодаря процессу закалки и перераспределения (процесс Q&P). Микроструктура холоднокатаного стального листа состоит в долях поверхности из: 10 - 45 % феррита, имеющего средний размер зерна не более 1,3 мкм, произведение доли поверхности феррита на средний размер зерна феррита не более 35 мкм%, 8 - 30% остаточного аустенита, при этом указанный остаточный аустенит имеет содержание Mn более 1,1⋅Mn%, Mn% обозначает содержание Mn в стали, не более 8% свежего мартенсита, не более 2,5% цементита, а остальное представляет собой мартенсит перераспределения. Доля поверхности по меньшей мере 8% остаточного аустенита с содержанием Mn выше 1,1⋅Mn%, позволяет получить сочетание высокой пластичности и высокой прочности. Во время отжига горячекатаного стального листа аустенит обогащается марганцем. Отжиг после холодной прокатки в соответствии с изобретением гомогенизирует микроструктуру с более мелким свежим мартенситом и М-А островками и поэтому не соответствует характеристикам WO 2019123245.
Публикация WO 2018220430 относится к стальным листам, которые подвергаются горячей штамповке для изготовления деталей. Затем стальные детали охлаждают перед повторным нагревом и выдерживают до температуры последующей обработки и охлаждают до комнатной температуры. Такой процесс горячей штамповки вызывал интенсивные локальные деформации стальной детали из-за геометрии этой детали и формообразующей оснастки, что приводило к локальным изменениям микроструктуры.
Таким образом, целью изобретения является решение вышеуказанной проблемы и создание стального листа с пределом текучести более 950 МПа, пределом прочности при растяжении более 1180 МПа, равномерным удлинением более 10% и коэффициентом раздачи отверстия HER более 25%.
Цель настоящего изобретения достигается предложением стального листа по п. 1 формулы изобретения. Стальной лист также может иметь характеристики по любому из пп. 2 - 10. Другая цель достигается предложением способа по п. 11 формулы изобретения.
Теперь изобретение будет подробно описано и проиллюстрировано неограничивающими примерами.
Здесь и далее Ае1 обозначает температуру равновесного превращения, ниже которой аустенит полностью нестабилен, Ае3 обозначает температуру равновесного превращения, выше которой аустенит полностью стабилен, Мs обозначает температуру начала мартенситного превращения, т.е. температуру, при которой аустенит начинает превращаться в мартенсит при охлаждении. Эти температуры можно рассчитать по формуле:
Ae1=670 + 15⋅%Si – 13⋅%Mn + 18⋅%Al
Ae3 = 890 – 20 ⋅ √%C + 20 ⋅ %Si – 30 ⋅ %Mn + 130 ⋅ %Al
Ms= 560 - (30⋅%Mn+13⋅%Si-15⋅%Al+12⋅%Mo)-600⋅ (1-exp(-0,96⋅C))
Состав стали, согласно изобретению, выражен в массовых процентах.
Согласно изобретению, содержание углерода составляет 0,12 - 0,25%. Добавление выше 0,25% может снизить свариваемость стального листа. Если содержание углерода ниже 0,12%, фракция остаточного аустенита стабилизируется недостаточно для получения достаточного удлинения и предела прочности при растяжении. В предпочтительном осуществлении содержание углерода составляет 0,15 - 0,25%.
Согласно изобретению, содержание марганца составляет 3,0 - 8,0% для получения достаточного удлинения при стабилизации аустенита. При добавлении выше 8,0% возрастает риск осевой ликвации в ущерб пределу текучести и пределу прочности при растяжении. Ниже 3,0% конечная структура содержит недостаточную долю остаточного аустенита, так что требуемое сочетание пластичности и прочности не достигается. В предпочтительном осуществлении содержание марганца составляет 3,0 - 5,0%.
Согласно изобретению, содержание кремния составляет 0,70 - 1,50%. Добавление кремния в количестве по меньшей мере 0,70% помогает стабилизировать достаточное количество остаточного аустенита. При содержании выше 1,50% на поверхности образуются оксиды кремния, что ухудшает способность стали к нанесению покрытия покрытию. В предпочтительном осуществлении содержание кремния составляет 0,80 - 1,30%.
Содержание алюминия составляет 0,3 - 1,2%, так как алюминий является очень эффективным элементом для раскисления стали в жидкой фазе во время обработки. Содержание алюминия не превышает 1,2%, чтобы избежать появления включений и избежать проблем с окислением. В предпочтительном осуществлении содержание алюминия составляет 0,3 - 0,8%.
Содержание бора составляет 0,0002 - 0,004% для повышения закаливаемости стали и улучшения свариваемости стального листа.
В состав стали, согласно изобретению, необязательно могут быть добавлены некоторые элементы.
Необязательно может быть добавлен ниобий в количестве до 0,06 % для измельчения аустенитных зёрен во время горячей прокатки и обеспечения дисперсионного упрочнения. Предпочтительно минимальное количество добавляемого ниобия составляет 0,0010%. При содержании выше 0,06% предел текучести и относительное удлинение не обеспечиваются на требуемом уровне.
Молибден может быть добавлен в количестве до 0,5%. Молибден стабилизирует остаточный аустенит, тем самым уменьшая распад аустенита во время перераспределения. Добавление молибдена выше 0,5% является дорогостоящим и неэффективным с точки зрения требуемых свойств.
Необязательно ванадий может быть дополнительно добавлен до 0,2%, чтобы обеспечить дисперсионное упрочнение.
Титан может быть добавлен до 0,05 % для обеспечения дисперсионного упрочнения. Если содержание титана выше или равно 0,05%, предел текучести и относительное удлинение не обеспечиваются на требуемом уровне. Предпочтительно в дополнение к бору добавляют минимум 0,01% титана для защиты от образования BN.
Остальную часть состава стали составляют железо и примеси, образовавшиеся в результате плавки. В этом отношении по меньшей мере P, S и N считаются остаточными элементами, которые являются неизбежными примесями. Их содержание составляет менее 0,010% для S, менее 0,020% для P и менее 0,008% для N.
Теперь будет описана микроструктура холоднокатаного и термообработанного стального листа согласно изобретению. Холоднокатаный и термообработанный стальной лист имеет микроструктуру, состоящую в долях поверхности из 5 - 45% феррита, 25 - 85% мартенсита перераспределения, при этом указанный мартенсит перераспределения имеет плотность карбидов строго менее 2x106/мм2, 10 - 30% остаточного аустенита, менее 8% свежего мартенсита. Часть свежего мартенсита объединяется с остаточным аустенитом с образованием мартенситно-аустенитных (М-А) островков с общей долей поверхности менее 10%. В предпочтительном осуществлении эти М-А островки имеют коэффициент формы менее или равный 2.
Феррит образуется во время отжига при температуре от (Ae1+Ae3)/2 до Ae3. При доле феррита менее 5% равномерное удлинение не достигает 10%. Если доля феррита выше 45%, предел прочности при растяжении 1180 МПа и предел текучести 950 МПа не достигаются.
Микроструктура холоднокатаного и термообработанного стального листа включает 25 - 85% мартенсита перераспределения для обеспечения высокой пластичности стали, причём указанный мартенсит перераспределения имеет плотность карбидов строго менее 2×106/мм2. Мартенсит перераспределения представляет собой мартенсит, образованный при охлаждении после отжига, а затем прошедший перераспределение углерода на стадии перераспределения.
Предпочтительно микроструктура включает 40-80% мартенсита перераспределения. Микроструктура холоднокатаного и термообработанного стального листа включает 10 - 30% остаточного аустенита для обеспечения высокой пластичности стали и менее 8% свежего мартенсита. Предпочтительно микроструктура включает не более 6% свежего мартенсита. Свежий мартенсит образуется при охлаждении при комнатной температуре холоднокатаного и термообработанного стального листа. Размер свежего мартенсита и мартенситно-аустенитных островков составляет менее 0,7 мкм.
Стальной лист в соответствии с изобретением может быть изготовлен любым подходящим способом изготовления, и специалист в данной области техники может его определить. Однако предпочтительно использовать способ согласно изобретению, включающий следующие стадии:
Приготовление полуфабриката, пригодного для дальнейшей горячей прокатки, имеющего состав стали, описанный выше. Полуфабрикат нагревают до температуры Treheat, составляющей 1150 - 1300°C, что позволяет облегчить горячую прокатку с конечной температурой FRT горячей прокатки, составляющей 800 - 950°C, для получения горячекатаного стального листа. Максимальное значение FRT выбирают, чтобы избежать укрупнения аустенитных зёрен. Предпочтительно FRT составляет 800 - 910°C.
Затем горячекатаную сталь охлаждают и сматывают в рулон при температуре Tcoil 200 - 700°C. Предпочтительно температура намотки составляет от (Ms-100°C) до 550°C.
После намотки лист можно протравить для удаления продуктов окисления.
Горячекатаный стальной лист затем отжигают при первой температуре отжига TA1 550 - 700°C и выдерживают при указанной температуре отжига в течение времени tA1 от 30 с до 50 ч, чтобы улучшить способность к холодной прокатке и вязкость стального горячекатаного листа.
Горячекатаный и отожженный стальной лист затем подвергают холодной прокатке для получения холоднокатаного стального листа, имеющего толщину, которая может составлять, например, 0,7 - 3 мм или даже предпочтительно 0,8 - 2 мм. Степень обжатия при холодной прокатке предпочтительно составляет 20 - 80%. Ниже 20% рекристаллизация при последующей термической обработке неблагоприятна, что может ухудшить пластичность холоднокатаного и термообработанного стального листа. Свыше 80% существует риск растрескивания кромок при холодной прокатке.
Затем холоднокатаный стальной лист повторно нагревают до температуры второго отжига TA2 выше Ae3-10°C и выдерживают при указанной температуре TA2 в течение времени выдержки tA2, составляющем 1 - 1000 с, чтобы получить после отжига микроструктуру, включающую мартенсит и бейнит, сумма которых составляет более 80%, строго менее 20% феррита и строго менее 20% суммы мартенситно-аустенитных (МА) островков и карбидов.
Мартенсит мартенситно-аустенитных островков представляет собой свежий мартенсит. Мартенсит, содержащийся в сумме мартенсита и бейнита в количестве более 80%, представляет собой мартенсит самоотпуска. Определение типа мартенсита и его количественная оценка могут быть выполнены с помощью сканирующего электронного микроскопа с полевой эмиссионной пушкой («FEG-SEM»).
Затем холоднокатаный стальной лист проходит процесс закалки и перераспределения (Q&P). Процесс закалки и перераспределения включает следующие стадии:
- повторный нагрев холоднокатаного стального листа до температуры ТА3 строго ниже Ае3 и выше (Ае1+Ае3)/2 и выдержка при указанной температуре отжига ТА3 в течение времени выдержки tА3, составляющего 3 - 1000 с, для получения аустенитной и ферритной структуры.
- закалка холоднокатаного стального листа до температуры закалки TQ ниже (Ms-50°С) для получения закалённого стального листа. Во время этой стадии закалки аустенит частично превращается в мартенсит. Если температура закалки выше (Ms-50°C), доля отпущенного мартенсита в конечной структуре слишком мала, что приводит к доле свежего мартенсита выше 8%, что отрицательно сказывается на общем удлинении стали.
- повторный нагрев закалённой стали до температуры перераспределения ТР, составляющей 350 - 550°С, и выдержка при указанной температуре отпуска в течение времени перераспределения, составляющего 1 - 1000 с, перед охлаждением до комнатной температуры.
Холоднокатаный и термообработанный стальной лист в соответствии с изобретением имеет предел текучести YS выше 950 МПа, предел прочности при растяжении TS выше 1180 МПа, равномерное удлинение UE выше 10%, коэффициент раздачи отверстия HER выше 25%.
Предпочтительно холоднокатаный и термообработанный стальной лист, согласно изобретению, имеет YS и TS, выраженные в МПа, UE, общее удлинение TE и HER, выраженное в %, и содержание кремния % Si, выраженное в массовых процентах, удовлетворяющие следующему уравнению: (YS⋅UE +TS⋅TE+TS⋅HER)/%Si > 65000
Это уравнение показывает характеристики механических свойств для данного содержания кремния.
Предпочтительно общее удлинение ТЕ выше 14%. YS, TS, UE и TE измеряются в соответствии со стандартом ISO 6892-1. HER измеряется в соответствии со стандартом ISO 16630.
Теперь изобретение будет проиллюстрировано следующими примерами, которые никоим образом не ограничивают его.
Примеры
3 образца, составы которых приведены в таблице 1, отливают в полуфабрикаты и перерабатывают в стальные листы в соответствии с технологическими параметрами, представленными в таблице 2.
Таблица 1 – Составы
Испытываемые составы представлены в следующей таблице, в которой содержание элементов выражено в массовых процентах.
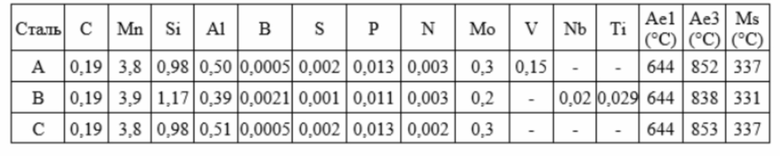
Стали А-С соответствуют изобретению.
Таблица 2 – Параметры процесса
Отлитые стальные полуфабрикаты, повторно нагревают до 1200°C, подвергают горячей прокатке с температурой FRT чистовой прокатки, сматывают в рулоны, сначала термообрабатывают при температуре TA1 и выдерживают при указанной температуре TA1 в течение времени выдержки ta1 перед холодной прокаткой. Второй отжиг проводят при температуре TA2, и холоднокатаную сталь выдерживают при указанной температуре TA2 в течение времени выдержки ta2 перед процессом закалки и перераспределения (Q&P) с последующим охлаждением при комнатной температуре. Применяют следующие конкретные условия:

Затем отожженные листы анализируют и соответствующие элементы микроструктуры до Q&P, после Q&P и механические свойства после Q&P представлены соответственно в таблицах 3, 4 и 5.
Таблица 3 – Микроструктура стального листа до процесса Q&P
Определена микроструктура испытанных образцов и представлена в следующей таблице:
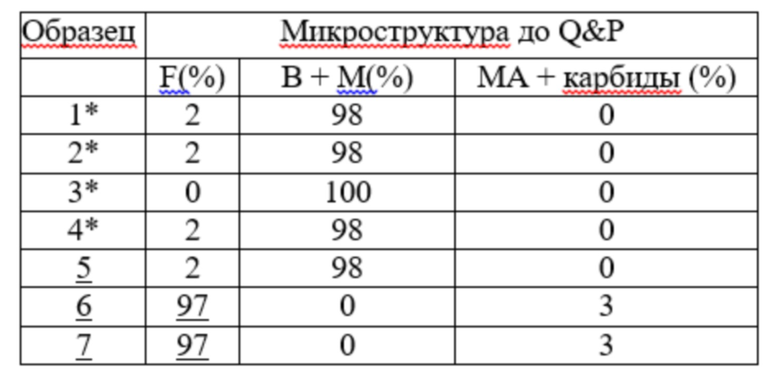
* : испытания согласно изобретению / Подчеркнутые значения: не соответствуют изобретению
B: обозначает долю поверхности бейнита.
F: обозначает долю поверхности феррита.
M: обозначает долю поверхности мартенсита.
M-A: обозначает долю поверхности мартенситно-аустенитных островков.
Доли поверхности определяют следующим методом: из холоднокатаного и термообработанного стального листа вырезают образец, полируют и травят известным в уровне техники реагентом для выявления микроструктуры. Затем срез исследуют оптическим или сканирующим электронным микроскопом, например, с помощью сканирующего электронного микроскопа с полевой эмиссионной пушкой («FEG-SEM») при увеличении более 5000x, соединенного с устройством BSE (обратно рассеянные электроны).
Определение доли поверхности каждого компонента выполняется с помощью анализа изображения с помощью известного метода. Доля остаточного аустенита определяется, например, с помощью дифракции рентгеновских лучей (XRD). Для образцов 6 и 7, которые не подвергаются отжигу при температуре TA2 в течение tA2, микроструктура до Q&P представляет собой микроструктуру холоднокатаного стального листа. Для образцов 1 - 5 микроструктура, указанная до Q&P, является микроструктурой, полученной после второго отжига.
Таблица 4 – Микроструктура стального листа после процесса Q&P
Определена микроструктура испытанных образцов и представлена в следующей таблице:
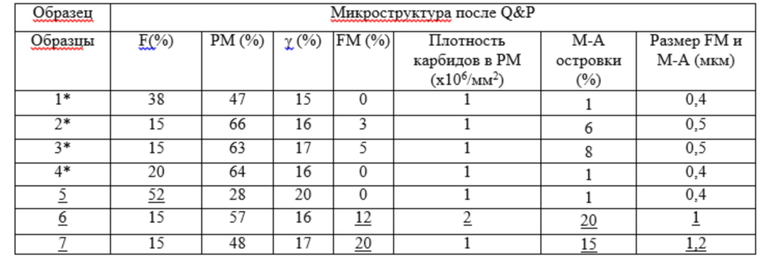
* : испытания согласно изобретению / Подчеркнутые значения: не соответствуют изобретению
γ: обозначает долю поверхности остаточного аустенита.
PM: обозначает долю поверхности мартенсита перераспределения.
FM: обозначает долю поверхности свежего мартенсита.
F: обозначает долю поверхности феррита.
M-A: обозначает долю поверхности мартенситно-аустенитных островков.
Благодаря второму отжигу наблюдается более однородная микроструктура с мелкодисперсным свежим мартенситом и М-А островками размером менее 0,7 мкм. Наоборот, образцы 6 и 7, в случае которых второй отжиг отсутствует, и поэтому имеет место более значительное обогащение Mn аустенита, который образует более 10% более крупного свежего мартенсита и островков М-А с более неоднородным распределением по размерам.
Таблица 5 – Механические свойства холоднокатаного и термообработанного стального листа после процесса Q&P
Определены механические свойства испытанных образцов и представлены в следующей таблице:

Подчеркнутые значения: не соответствуют механическим свойствам.
n.a.: значение не оценивалось
Примеры показывают, что стальные листы согласно изобретению, а именно примеры 1 - 4, являются единственными листами, обладающими всеми целевыми свойствами благодаря их специфическому составу и микроструктуре.
В случае образца 5 сталь А подвергают горячей прокатке, сматывают в рулон, первому отжигу и холодной прокатке перед повторным отжигом в соответствии с изобретением. Во время стадии закалки и отпуска сталь нагревают до низкой температуры TA3, ограничивая содержание аустенита и поэтому благоприятствуя получению феррита во время охлаждения. В этом случае предел текучести конечного стального листа составляет менее 950 МПа, а уравнение (YS⋅UE +TS⋅TE+TS⋅HER)/%Si не достигает значения 65000. В образцах 6 и 7 стали С и А соответственно не нагревают перед процессом закалки и отпуска. Микроструктура до Q&P на 97% состоит из феррита, что приводит к высокому содержанию свежего мартенсита после Q&P. Эта высокая доля крупного свежего мартенсита приводит к коэффициенту раздачи отверстия менее 25% и, таким образом, к уравнению (YS⋅UE +TS⋅TE+TS⋅HER)/%Si ниже 65000.
Изобретение относится к области металлургии, а именно к холоднокатаному и термически обработанному стальному листу, используемому в автомобилестроении. Лист изготовлен из стали, имеющей состав, включающий, мас.%: С: 0,12-0,25, Mn: 3,0-8,0, Si: 0,70-1,50, Al: 0,3-1,2, В: 0,0002-0,004, S ≤ 0,010, Р ≤ 0,020, N≤ 0,008, необязательно один или более элементов, выбранных из: Mo ≤ 0,5, V ≤ 0,2, Nb ≤ 0,06 и Ti ≤ 0,05, остальное - железо и неизбежные примеси, образующиеся в результате плавки. Лист имеет микроструктуру, состоящую в долях поверхности из: 5-45% феррита, 25-85% мартенсита перераспределения, имеющего плотность карбидов строго менее 2×106/мм2, 10-30% остаточного аустенита и менее 8% свежего мартенсита. Часть указанного свежего мартенсита объединена с остаточным аустенитом в виде мартенситно-аустенитных (М-А) островков с общей долей поверхности менее 10%. Обеспечивается получение листов с требуемыми механическими характеристиками. 2 н. и 9 з.п. ф-лы, 5 табл.
1. Холоднокатаный и термически обработанный стальной лист, изготовленный из стали, имеющей состав, включающий, мас.%:
С: 0,12-0,25;
Mn: 3,0-8,0;
Si: 0,70–1,50;
Al: 0,3–1,2;
В: 0,0002–0,004;
S ≤ 0,010;
Р ≤ 0,020;
N ≤ 0,008;
необязательно один или более следующих элементов, мас.%:
Mo ≤ 0,5;
V ≤ 0,2;
Nb ≤ 0,06;
Ti ≤ 0,05;
остальное железо и неизбежные примеси, образующиеся в результате плавки,
указанный стальной лист имеет микроструктуру, состоящую в долях поверхности из:
- 5-45% феррита,
- 25-85% мартенсита перераспределения, при этом указанный мартенсит перераспределения имеет плотность карбидов строго менее 2×106/мм2,
- 10-30% остаточного аустенита
- менее 8% свежего мартенсита,
- причем часть указанного свежего мартенсита объединена с остаточным аустенитом в виде мартенситно-аустенитных (М-А) островков с общей долей поверхности менее 10%.
2. Холоднокатаный и термически обработанный стальной лист по п. 1, в котором содержание марганца составляет 3,0-5,0%.
3. Холоднокатаный и термически обработанный стальной лист по п. 1 или 2, в котором содержание кремния составляет 0,80-1,30%.
4. Холоднокатаный и термически обработанный стальной лист по любому из пп. 1-3, в котором размер свежего мартенсита и мартенситно-аустенитных островков составляет менее 0,7 мкм.
5. Холоднокатаный и термически обработанный стальной лист по любому из пп. 1-4, в котором указанная микроструктура включает не более 6% свежего мартенсита.
6. Холоднокатаный и термически обработанный стальной лист по любому из пп. 1-5, в котором предел текучести YS превышает 950 МПа.
7. Холоднокатаный и термически обработанный стальной лист по любому из пп. 1-6, в котором предел прочности при растяжении TS превышает 1180 МПа.
8. Холоднокатаный и термически обработанный стальной лист по любому из пп. 1-7, в котором равномерное удлинение превышает 10%.
9. Холоднокатаный и термически обработанный стальной лист по любому из пп. 1-8, в котором коэффициент раздачи отверстия превышает 25%.
10. Холоднокатаный и термически обработанный стальной лист по любому из пп. 1-9, в котором предел текучести YS, выраженный в МПа, предел прочности при растяжении TS, выраженный в МПа, равномерное удлинение UE, выраженное в %, общее удлинение TE, выраженное в %, коэффициент раздачи отверстия HER, выраженный в %, и содержание кремния, выраженное в массовых процентах, удовлетворяют следующему уравнению:
(YS ⋅ UE + TS ⋅ TE + TS ⋅ HER)/%Si > 65000.
11. Способ изготовления холоднокатаного и термически обработанного стального листа, включающий следующие последовательные стадии:
- разливка стали для получения полуфабриката, указанный полуфабрикат имеет состав, указанный в п. 1,
- нагрев указанного полуфабриката при температуре Treheat 1150-1300°C,
- горячая прокатка нагретого полуфабриката с температурой FRT чистовой прокатки 800-950°C для получения горячекатаного стального листа,
- намотка горячекатаного стального листа в рулон при температуре намотки Tcoil 200-700°C,
- отжиг горячекатаного стального листа при температуре первого отжига ТА1 550-700°С и выдержка стального листа при указанной температуре ТА1 в течение времени выдержки tА1 от 30 с до 50 ч,
- холодная прокатка горячекатаного стального листа для получения холоднокатаного стального листа,
- повторный нагрев холоднокатаного стального листа до второй температуры отжига ТА2 выше Ае3-10°С и выдержка стального листа при указанной температуре ТА2 в течение времени выдержки tА2, составляющего 1-1000 с, чтобы получить после отжига микроструктуру, состоящую из мартенсита и бейнита, сумма которых составляет более 80%, строго менее 20% феррита и строго менее 20% суммы мартенситно-аустенитных (МА) островков и карбидов, причем Ае3 рассчитывают по формуле:
Ae3 = 890 – 20 ⋅ √ %C + 20 ⋅ %Si – 30 ⋅ %Mn + 130 ⋅ %Al,
- повторный нагрев холоднокатаного стального листа до температуры ТА3 строго ниже Ае3 и выше (Ае1+Ае3)/2 и выдержка стального листа при указанной температуре отжига ТА3 в течение времени выдержки tА3 3-1000 с, причем Ае1 рассчитывают по формуле:
Ae1 = 670 + 15⋅%Si – 13⋅%Mn + 18⋅%Al,
- закалка холоднокатаного стального листа при температуре закалки TQ ниже (Ms-50°C) для получения закалённого стального листа, причем Ms рассчитывают по формуле:
Ms = 560 - (30⋅%Mn + 13⋅%Si - 15⋅%Al + 12⋅%Mo) – 600 ⋅ (1-exp(-0,96⋅%C))
- повторный нагрев закалённого стального листа до температуры перераспределения ТР, составляющей 350-550°С, и выдержка закалённого стального листа при указанной температуре перераспределения в течение времени перераспределения, составляющего 1-1000 с,
- охлаждение стального листа до комнатной температуры для получения холоднокатаного и термически обработанного стального листа.
| WO 2019123245 A1, 27.06.2019 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО СТАЛЬНОГО ЛИСТА И ПОЛУЧЕННЫЙ ЛИСТ | 2015 |
|
RU2680041C2 |
| ГОРЯЧЕШТАМПОВАННАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2648104C2 |
| WO 2018220430 A1, 06.12.2018 | |||
| EP 3550047 A1, 09.10.2019. | |||
