Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к узлам сопел для паровых турбин и, более конкретно, к сварному узлу сопла и зажимным приспособлениям, облегчающим установку и изготовление сопла.
Уровень техники
Паровые турбины обычно содержат статичные сопловые сегменты, которые направляют поток пара на вращающиеся лопатки рабочего колеса, которые соединены с ротором (см. патент США 2,654,566, F01D 9/04, 06.10.1953). В паровых турбинах ряд сопел, причем каждое сопло содержит аэродинамическую поверхность или лопастную конструкцию, обычно называется ступенью диафрагмы. Обычные ступени диафрагмы изготавливают, в основном, с использованием одного из двух способов. Первый способ использует бандажную/кольцевую конструкцию, в которой аэродинамические поверхности, в начале, свариваются между внутренним и наружным бандажами, проходящими, приблизительно, под углом 180°. Эти дугообразные бандажи с приваренными аэродинамическими поверхностями, затем, собираются, т.е. свариваются между внутренним и наружным кольцами статора турбины. Второй способ часто включает аэродинамические поверхности, приваренные непосредственно к внутренним и наружным кольцам с использованием валикового сварного шва на кольцевых поверхностях контакта. Последний способ обычно используется для больших аэродинамических поверхностей, к которым имеется доступ для образования сварного шва.
Имеются свои ограничения при использовании первого способа, включающего бандаж/кольцо. Основным ограничением способа, включающего узел бандажа/кольца, является неотъемлемое разрушение сварного шва проточного канала, т.е. между соседними лопатками и боковыми стенками канала для прохождения пара. Сварной шов, используемый для этих узлов, имеет значительный размер и подвержен нагреванию. То есть сварной шов требует подвода большого объема тепла с использованием значительного количества присадочного металла. В качестве альтернативы, сварными швами являются очень глубокие швы, полученные электронно-лучевой сваркой (EBWs) без присадочного металла. Этот материал или подвод тепла вызывают разрушение проточного канала, например, усадка материала вызывает разрыв в конструктивной форме аэродинамических поверхностей в проточном канале. Во многих случаях аэродинамические поверхности требуют регулировку после сварки и снятие напряжений. Результатом такого разрушения канала для прохождения пара является снижение эффективности статора. Профили поверхностей внутреннего и наружного бандажей также могут изменяться в результате сварки сопел в узел статора, дополнительно вызывая искривление проточного канала. Сопла и бандажи, таким образом, обычно изгибаются и разрушаются. Это требует значительной доводки конфигурации сопла для соответствия конструктивным параметрам. Во многих случаях приблизительно 30% от затрат на общую конструкцию узла сопла приходится на изменение формы узла сопла после сварки и снятия напряжений для восстановления расчетной конфигурации.
Кроме того, при способах сборки с использованием конструкции одного сопла, сваренной в кольца, не определялась глубина сварного шва, отсутствовали установочные элементы сборки как на внутреннем, так и наружном кольце, и, кроме того, отсутствовали удерживающие элементы в случае разрушения сварного шва. Кроме того, настоящие узлы сопел и конструкции не имеют общих элементов между размерами сопел, которые обеспечивают возможность воспроизведения процессов закрепления. То есть узлы сопел не содержат элемент, общий для всех размеров сопла, для поддержания средствами управления станком, и без такого элемента каждый узел сопла требует специальной сборки, предварительной обработки и специальной инструментальной оснастки, что приводит к увеличению затрат. Соответственно была доказана необходимость в усовершенствованном канале для прохождения пара сопла статора, который включает сварные швы с использованием небольшого объема подводимого тепла для минимизации или исключения разрушения канала для прохождения пара, возникающего в результате процессов сварки, а также для уменьшения затрат на производство и цикл посредством добавления элементов, которые способствуют операциям сборки, закреплению для механической обработки, облегчают установку узла сопла в статоре и обеспечивают механическую блокировку для предотвращения перемещения вниз по потоку узла сопла в случае разрушения сварного шва.
Раскрытие изобретения
Задачей, на которой направлено настоящее изобретение, является создание зажимного приспособления для механической обработки сопловой лопатки.
Указанная задача решается посредством зажимного приспособления для механической обработки сопловой лопатки, содержащей радиальные внутреннюю и наружную стенки с участком аэродинамической поверхности, проходящим между внутренней и наружной стенками, при этом внутренняя стенка выполнена с установочным элементом на ее поверхности, выровненным с продольной центральной осью через сопловую лопатку, причем зажимное приспособление для механической обработки содержит первый вращающийся крепежный элемент, выполненный с возможностью зацепления с установочным элементом.
Установочный элемент предпочтительно представляет собой направляющую, проходящую вдоль внутренней стенки, а первый вращающийся крепежный элемент представляет собой паз, выполненный с возможностью вмещения направляющей.
Направляющая предпочтительно выполнена с углублением, а паз - с выступом, выполненным с возможностью зацепления с углублением.
Углубление и выступ предпочтительно выровнены с продольной центральной осью.
Указанная задача также решается посредством зажимного приспособления для механической обработки сопловой лопатки, содержащей радиальные внутреннюю и наружную стенки с участком аэродинамической поверхности, проходящим между внутренней и наружной стенками, и универсальные установочные элементы на сопловой лопатке и зажимном приспособлении для механической обработки, при этом установочный элемент на лопатке расположен с возможностью выравнивания лопатки с центральной осью станка, вокруг которой вращается лопатка во время механической обработки при зацеплении установочного элемента на лопатке с установочным элементом на зажимном приспособлении для механической обработки.
Установочный элемент на лопатке предпочтительно представляет собой направляющую, образованную на радиально внутренней стенке.
Установочный элемент на зажимном приспособлении для механической обработки предпочтительно представляет собой паз, выполненный с возможностью вмещения направляющей.
Направляющая предпочтительно выполнена с углублением, а паз - с выступом, выполненным с возможностью вмещения в углубление.
Углубление и выступ предпочтительно выровнены с центральной осью станка.
Паз предпочтительно образован, частично, подвижной стенкой, выполненной с возможностью зажатия направляющей в пазу.
Стержень предпочтительно выполнен с возможностью зацепления с радиально наружной стенкой и расположен вдоль центральной оси станка.
Техническим результатом, который достигается посредством настоящего изобретения, является упрощение конструкции зажимного приспособления для механической обработки сопловой лопатки, а также повышение точности механической обработки, что в результате обеспечивает повышение надежности сопловой лопатки при ее использовании в узлах сопел.
Краткое описание чертежей
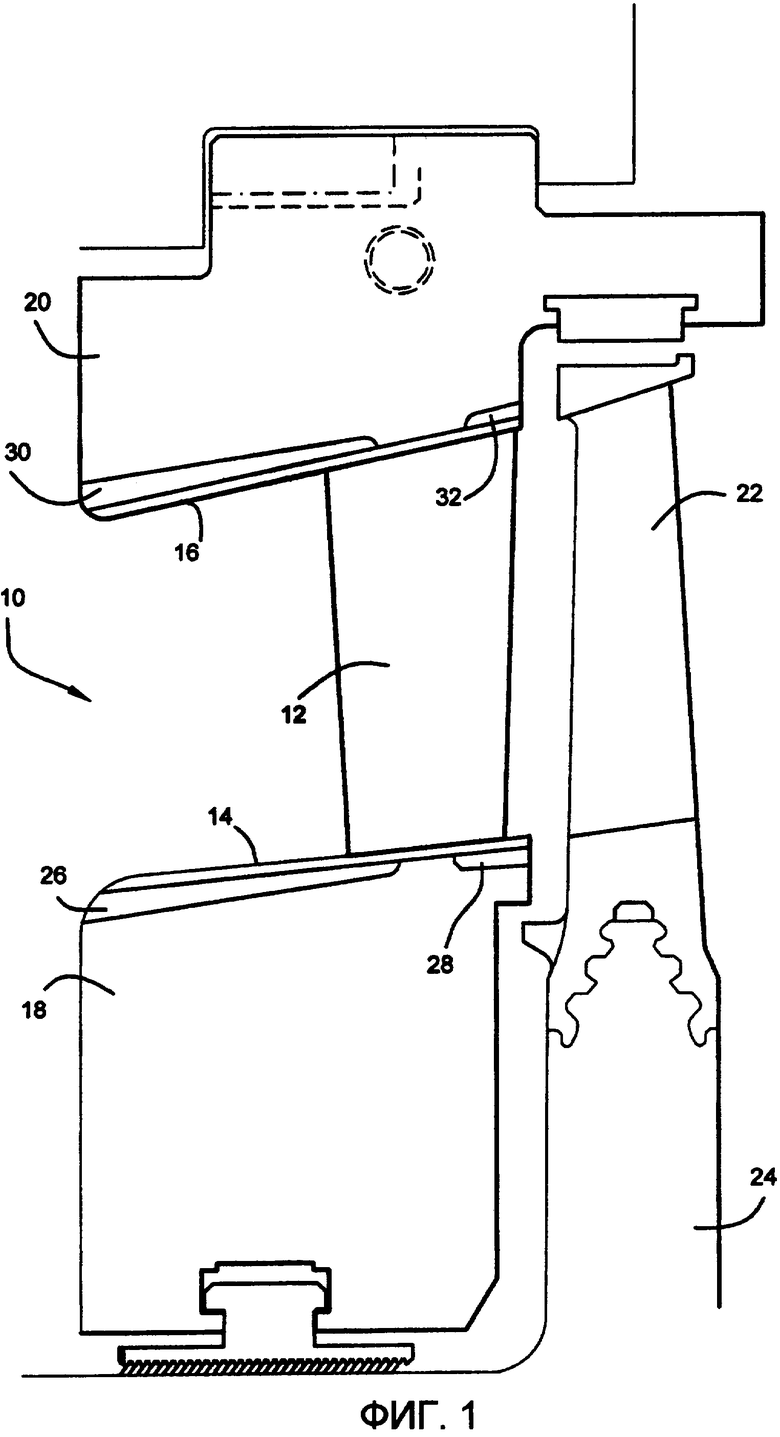
Фиг.1 представляет собой схематичный вид, показывающий поперечное сечение ступени диафрагмы сопла паровой турбины в соответствии с известным уровнем техники.
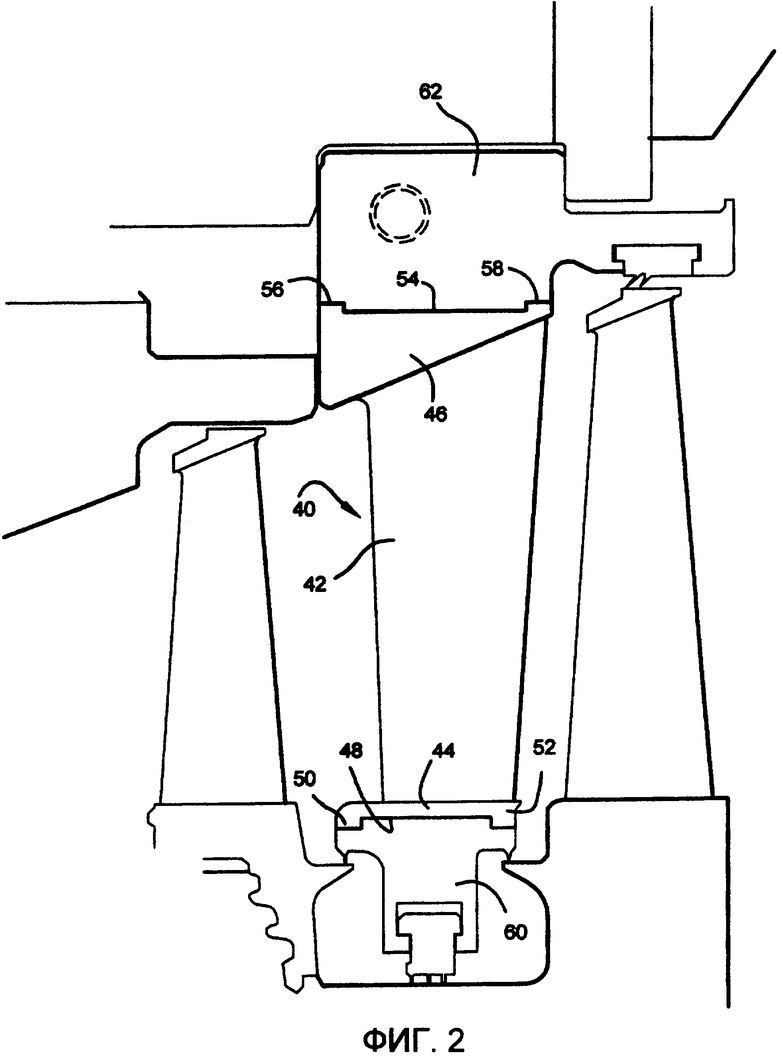
Фиг.2 представляет собой вид ступени паровой турбины, включающей узел сопла и элементы сварного шва в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
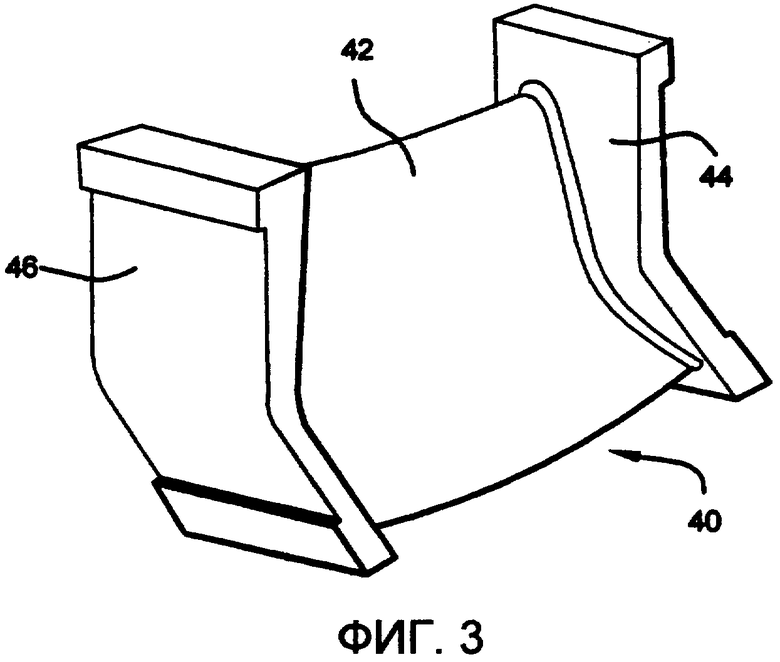
Фиг.3 представляет собой вид в перспективе узла синглетного сопла.
Фиг.4 представляет собой схематичный вид узла синглетного сопла на фиг.3 между внутренним и наружным кольцами статора.
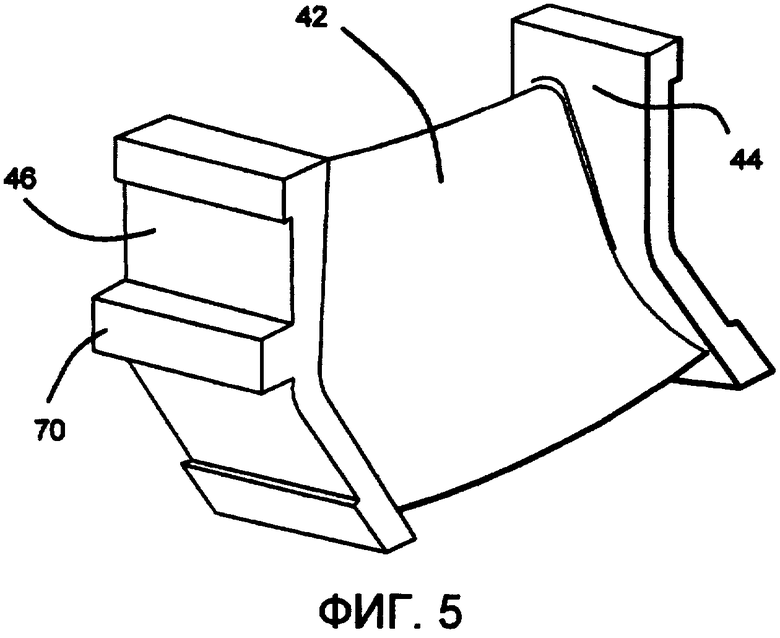
Фиг.5 и 6 представляют собой увеличенные виды в перспективе синглетных сопел, включающих установочные и опорные элементы.
Фиг.7 и 8 представляют собой частичные виды в перспективе узла сопла, показывающие дополнительные варианты осуществления его установочных и опорных элементов.
Фиг.9 представляет собой вид в перспективе синглетного узла, удерживаемого в зажимном приспособлении для механической обработки.
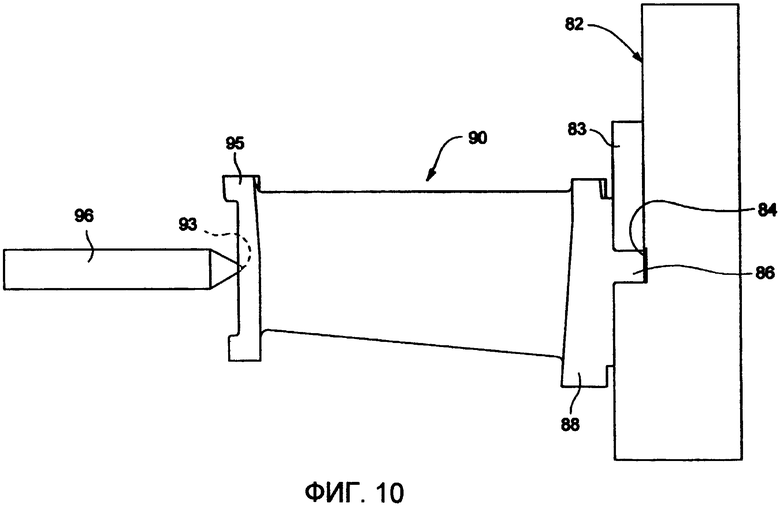
Фиг.10 представляет собой вид сбоку сопла и зажимного приспособления на фиг.9.
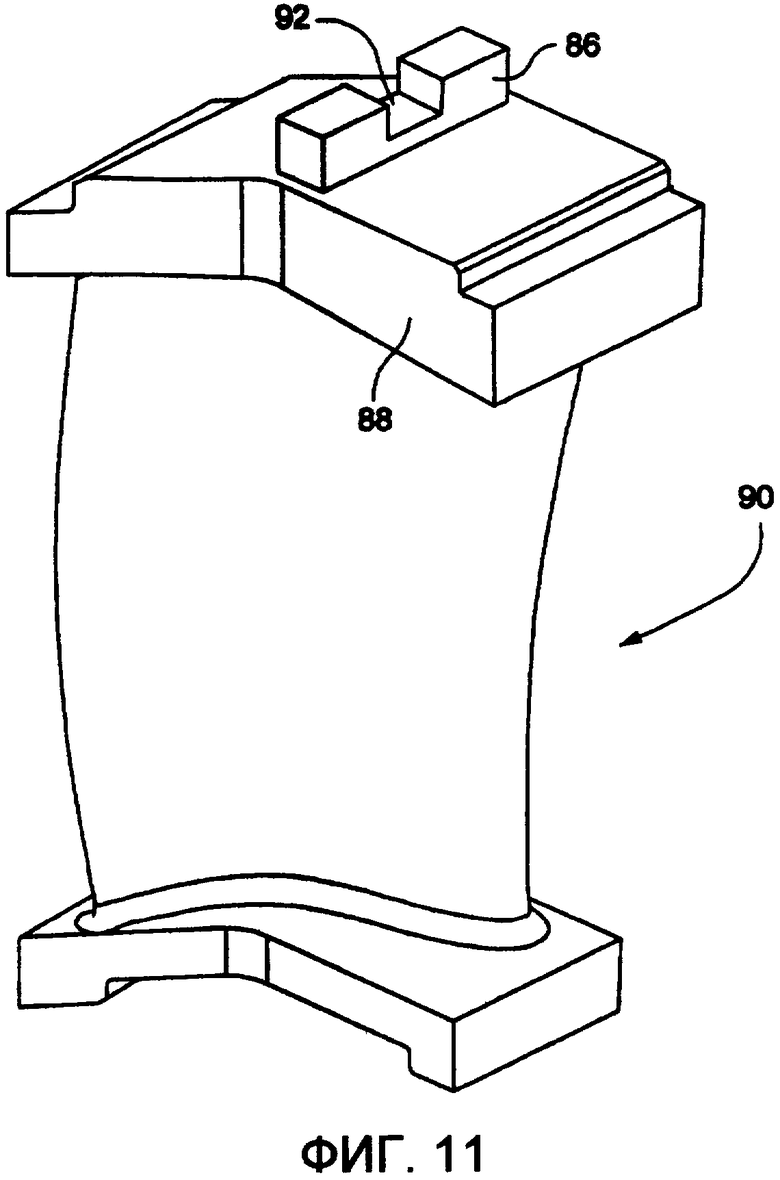
Фиг.11 представляет собой вид в перспективе синглетного сопла на фиг.9 и 10.
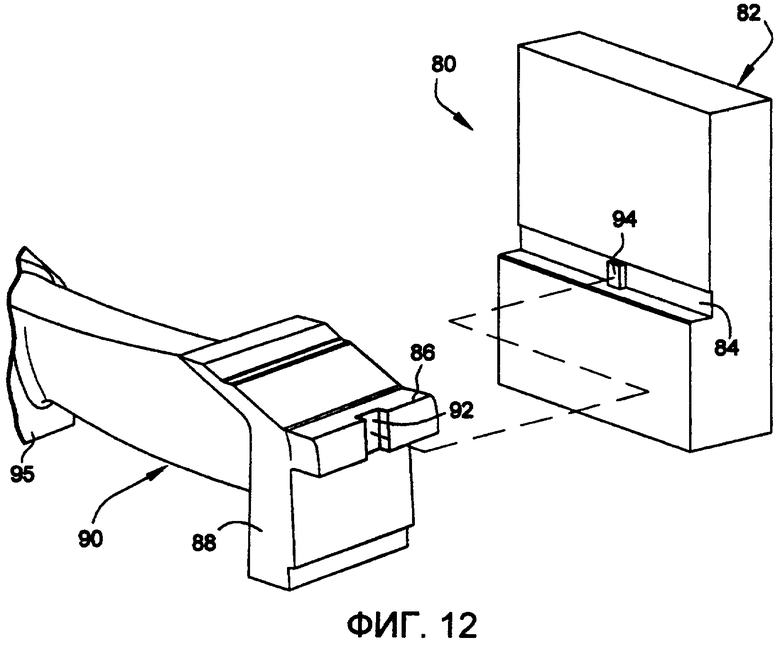
Фиг.12 представляет собой вид с пространственным разделением деталей сопла и зажимного приспособления на фиг.9 и 10.
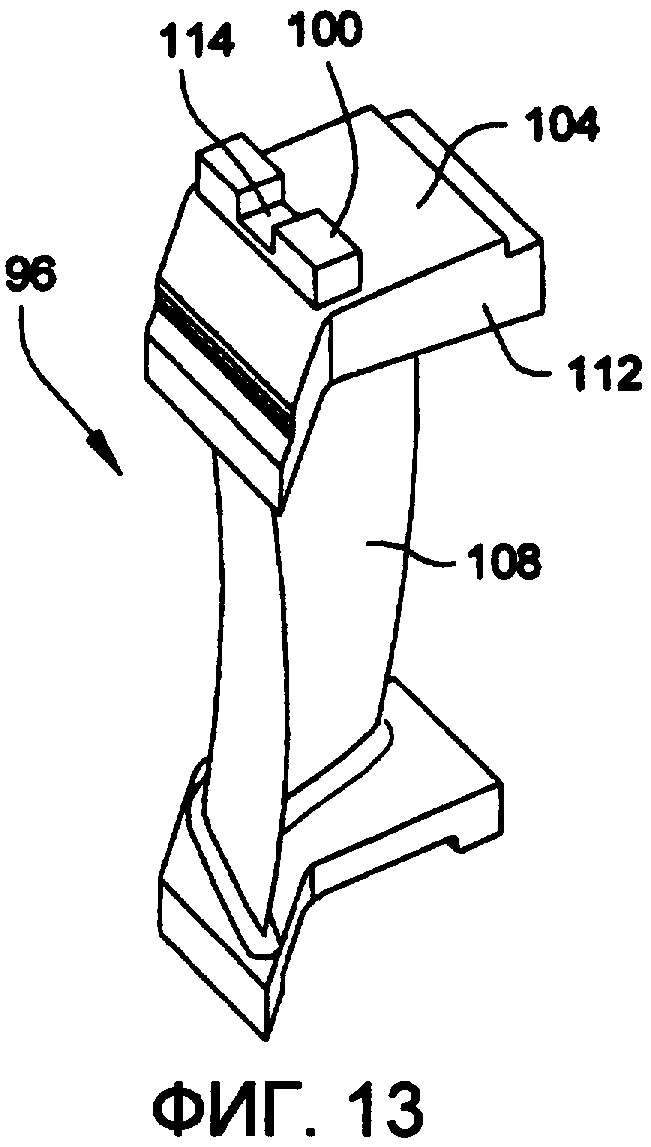
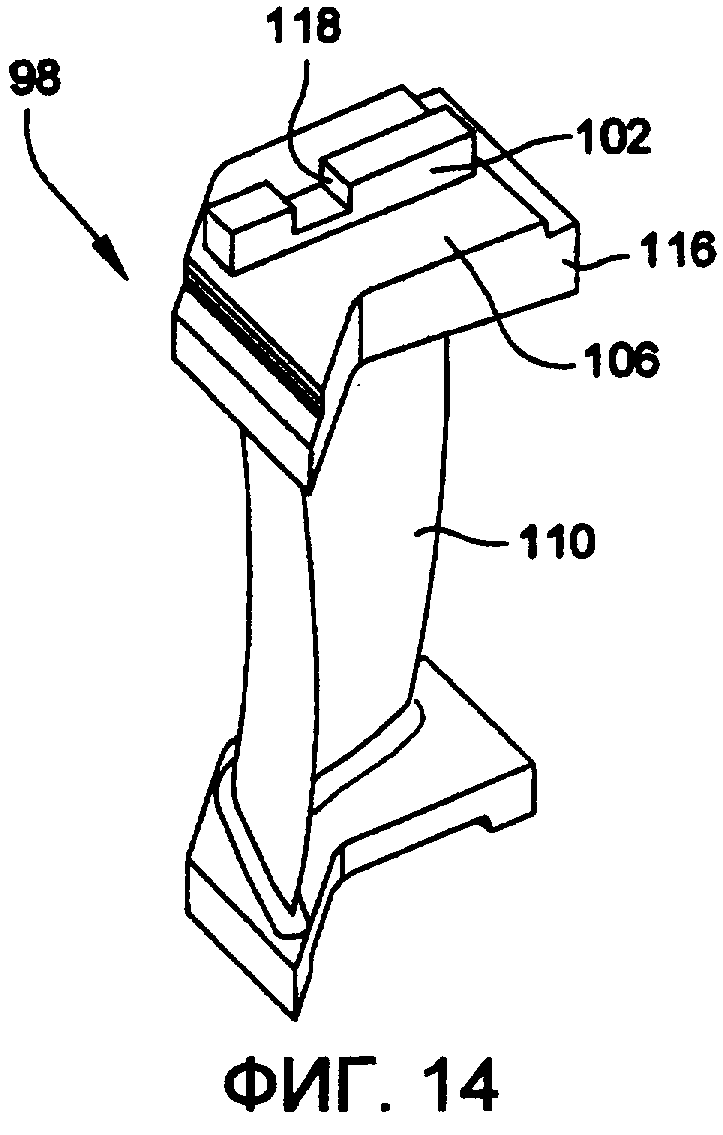
Фиг.13 и 14 представляют собой виды в перспективе синглетных сопел, показывающие установочные и опорные элементы в соответствии с другими приведенными в качестве примера вариантами осуществления.
Подробное описание настоящего изобретения
На фиг.1 показан узел сопла известного уровня техники, в общем обозначенный ссылочной позицией 10. Узел 10 содержит множество расположенных на расстоянии вдоль окружности аэродинамических поверхностей или лопаток 12, приваренных на противоположных концах соответственно между внутренним и наружным бандажами 14 и 16. Внутренний и наружный бандажи приварены между внутренним и наружным кольцами 18 и 20 соответственно. Также показано множество лопаток 22 рабочего колеса, установленных на роторе 24. Следует понимать, что узел 10 сопла вместе с лопатками 22 рабочего колеса образуют ступень паровой турбины.
Как показано на фиг.1, аэродинамические поверхности 12 отдельно приварены обычно в соответствующих профильных отверстиях (не показаны) на внутреннем и наружном бандажах 14 и 16 соответственно. Внутренний и наружный бандажи 14 и 16 обычно проходят на двух участках, каждый приблизительно 180 градусов. После того как аэродинамические поверхности будут приварены между внутренним и наружным бандажами, этот подузел, затем, приваривается между внутренним и наружным кольцами 18 и 20 с использованием очень большого объема подводимого тепла и глубоких сварных швов. Например, внутренний бандаж 14 приваривается к внутреннему кольцу 18 при помощи сварного шва 26, который использует значительное количество присадочного металла, или который требует очень глубокого шва, полученного электронно-лучевой сваркой. Кроме того, задняя сторона, т.е. сторона ниже по потоку, сварного шва между внутренним бандажом и внутренним кольцом требует дополнительного сварного шва с использованием большого объема подводимого тепла. Подобным образом, как показано, сварные швы 30, 32 с использованием большого объема подводимого тепла, включающие значительные количества присадочного металла или очень глубокие швы, полученные электронно-лучевой сваркой, необходимы для приваривания наружного бандажа 16 к наружному кольцу 20 в противоположных положениях в осевом направлении. Таким образом, когда аэродинамические поверхности 12 в начале привариваются к внутреннему и наружному бандажам 14, 16 и, затем, привариваются к внутреннему и наружному 18 и 20 кольцам, эти большие сварные швы являются причиной существенного разрушения проточного канала в результате подвода большого объема тепла и усадки металла, что вызывает деформацию конструкции аэродинамических поверхностей. Кроме того, внутренний и наружный бандажи 14, 16 могут стать несимметричными по форме в отличие от их конструктивной формы, таким образом, дополнительно разрушая проточный канал. В результате, узлы сопел после сварки и снятия напряжений должны быть восстановлены обратно до своей расчетной конфигурации, что, как указывалось ранее, может привести к увеличению общей стоимости конструкции узла сопла на 25-30%. В конечном счете, если используется шов, полученный электронно-лучевой сваркой (EBW), то он может использоваться полностью в одном направления до противоположной стороны (до 4 дюймов толщиной).
Кроме того, имеются современные узлы сопла синглетного типа, которые не имеют определенную глубину сварного шва и, таким образом, используют переменные глубины сварных швов для сваривания синглетов в узел сопла между внутренним и наружным кольцами. То есть глубина сварных швов может изменяться, поскольку зазор между боковыми сторонами синглета и колец сопла не является постоянным. Поскольку зазор становится больше благодаря допускам на механическую обработку, то глубина сварного шва и свойства сварного шва изменяются. Узкий зазор под сварной шов может стать причиной образования более короткого сварного шва, чем требуемый сварной шов. Больший зазор под сварной шов может привести к более глубокому сварному шву или валику и может стать причиной образования пустот в сварном шве, которые являются нежелательными. В современных конструкциях синглетного сопла также используется подготовка поверхности контакта под сварной шов, и при этом требуется применение способа сварки с использованием присадочного материала, сопряженного с нежелательным большим объемом подводимого тепла.
На фиг.2 показан предпочтительный вариант осуществления узла сопла в соответствии с настоящим изобретением, который использует синглет, т.е. одну аэродинамическую поверхность с боковыми стенками, приваренными к внутреннему и наружному кольцам непосредственно при использовании сварочного шва при небольшом объеме подводимого тепла, который содержит элементы конструкции, обеспечивающие повышенную надежность и уменьшение риска благодаря механической блокировки на поверхности контакта между узлом сопла и внутренним и наружным кольцами, а также установочные элементы. Более конкретно, узел сопла в предпочтительном варианте осуществления содержит выполненные за одно целое синглетные подузлы, в общем обозначенные ссылочной позицией 40. Каждый подузел 40 содержит одну аэродинамическую поверхность или лопатку 42 между внутренней и наружной боковыми стенками 44 и 46 соответственно, причем лопатка и боковые стороны обрабатываются на станке от ближней точной поковки или куска материала. Как показано, внутренняя боковая стенка 44 содержит охватывающую выемку 48 с расположенными по бокам радиально выступающими внутрь охватываемыми уступами или фланцами 50 и 52 вдоль передней и задней кромок внутренней боковой стенки 44. В качестве альтернативы, внутренняя боковая стенка 44 может быть выполнена с центральным охватываемым выступом, с расположенными по бокам радиально проходящими наружу охватывающими выемками рядом с передней и задней кромками внутренней боковой стенки. Аналогично, как показано, наружная боковая стенка 46 содержит охватывающую выемку 54, с расположенными по бокам двумя радиально проходящими наружу охватываемыми уступами или фланцами 56, 58 рядом с передней и задней кромками наружной боковой стенки 46. В качестве альтернативы, наружная боковая стенка 46 может содержать центральный охватываемый выступ, с расположенными по бокам радиально проходящими внутрь охватывающими выемками вдоль передней и задней кромок наружной боковой стенки.
Синглеты 40 сопла, затем, собираются между внутренним и наружным кольцами 60 и 62 соответственно посредством сварки с использованием небольшого объема подводимого тепла. Например, сварка с использованием небольшого объема подводимого тепла использует стыковую поверхность контакта сварного шва и, предпочтительно, использует неглубокий шов, полученный электронно-лучевой сваркой, или неглубокий шов, полученный лазерной сваркой, или шов, полученный при дуговой сварке вольфрамовым электродом в среде инертного газа или полученный при дуговой сварке вольфрамовым электродом в среде аргона. Посредством использования этих процессов сварки и типов сварных швов, сварка ограничивается участком между боковыми стенками и кольцами рядом с уступами боковых стенок или на участке уступов внутреннего и наружного колец, если конфигурация изменена на поверхности контакта в отличие от показанной на фиг.2. Таким образом, сварка осуществляется только на коротком осевом расстоянии, предпочтительно не превышающем осевой размер уступов вдоль противоположных осевых концов боковых стенок и без использования наполнительного материала для сварного шва. В частности, менее 1/2 осевого расстояния между внутренней и наружной боковыми стенками используется для сваривания синглетного сопла между внутренним и наружным кольцами. Например, посредством использования электронно-лучевой сварки в осевом направлении как от передней, так и задней сторон поверхности контакта между боковыми стенками и кольцами, осевой размер сварных швов, в которых материалы боковых стенок и колец соединяются, меньше 1/2 размера осевой поверхности контакта. Как отмечалось ранее, если используется шов, полученный электронно-лучевой сваркой (EBW), то он может проходить через все осевое расстояние при выравнивании боковых стенок и колец.
Способ сборки лучше всего показан на фиг.4, где проиллюстрированный процесс сборки включает размещение синглета 40 между внутренним и наружными кольцами 60, 62, когда кольца и синглеты находятся в горизонтальном положении. Таким образом, посредством поворота этого узла вдоль окружности относительно закрепленной электронно-лучевой сварочной машины или наоборот, и, затем, переворачивания узла и завершения сварочного шва от противоположного осевого направления узлы сопел привариваются к внутреннему и наружному кольцам в соответствии с его кольцеобразной схемой расположения без подвода большого объема тепла или использования наполнительного материала.
Как показано на фиг.2, также имеется сопрягаемая поверхность между синглетами 40, 50, 52, 56, 58 и кольцами 60, 62. Эта поверхность контакта содержит уступы или фланцы, которые зацепляются в выемках дополняющей части. Данная конфигурация, включающая уступ и выемку, используется для контроля глубины сварного шва и формирования его определенным и постоянным между синглетами сопел во время изготовления. Данное зацепление также используется для осевого расположения синглетов сопел между внутренним и наружным кольцами. Данное зацепление удерживает сопла на месте во время сборки синглетов сопел между внутренним и наружным кольцами и сварки. То есть синглеты сопел могут быть плотно скомпонованы рядом друг с другом и между внутренним и наружным кольцами при удержании кольцами. Кроме того, механическая блокировка удерживает синглеты в осевом положении во время работы паровой турбины в случае разрушения сварного шва, т.е. предотвращает перемещение вниз по потоку синглета в контакте с ротором.
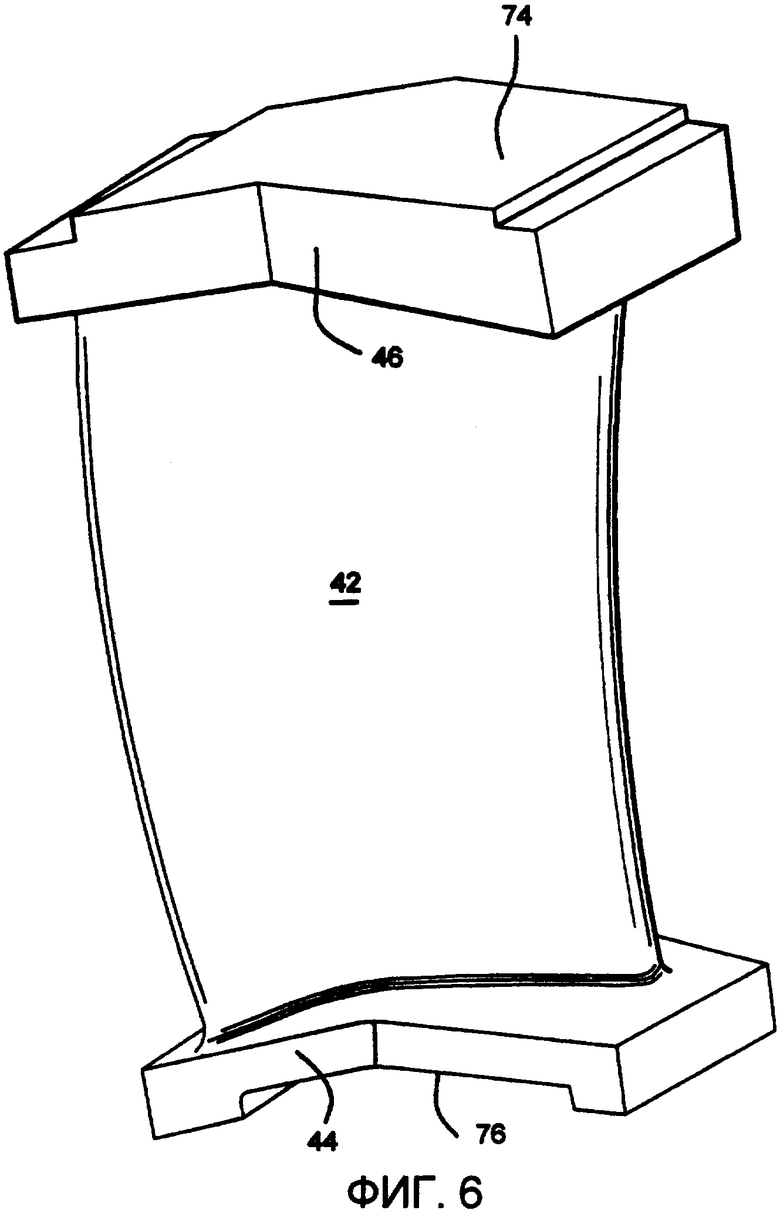
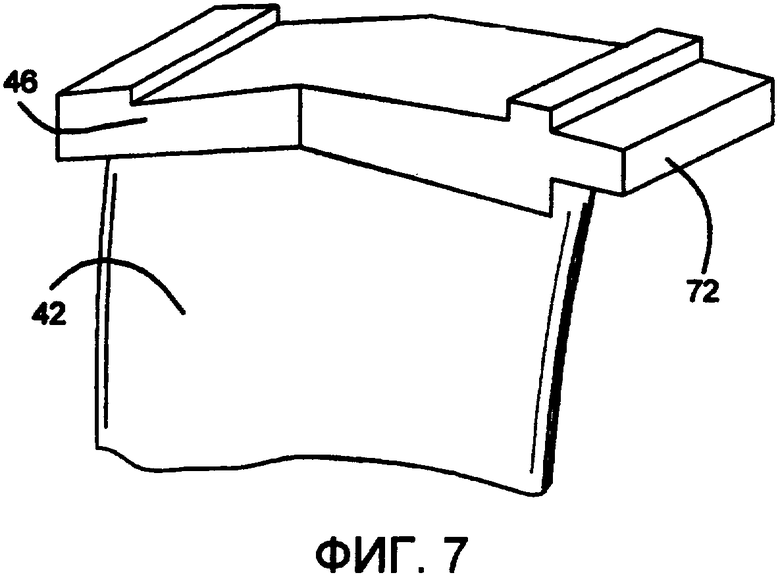
На фиг.5, 6 и 7 дополнительно показаны элементы, добавленные к синглетной конструкции, которые способствуют закреплению синглета сопла во время его обработки на фрезерном станке. Эти элементы добавлены к конструкции синглета сопла для обеспечения постоянной поверхности контакта в устройстве подачи синглета для механической обработки. Например, на фиг.5 одним из этих элементов является ребро или направляющая 70 на верхней части или нижней части боковой стенки. Другой крепежный элемент показан на фиг.1, который включает проходящее вперед ребро 72 вдоль наружной боковой стенки 46. Следует понимать, что ребро 72 может быть образовано вдоль внутренней боковой стенки 44 и в обоих случаях может быть образовано рядом с задними поверхностями этих боковых стенок. На фиг.6 плоскости 74 могут быть образованы на наружной поверхности наружных боковых стенок, как и плоскости 76 могут быть образованы на наружной поверхности внутренней боковой стенки. Эти плоскости 74, 76 используются в качестве исходного положения для механической обработки для облегчения закрепления во время процессов механической обработки. Настоящие конструкции содержат радиальную поверхность, которая является более сложной и дорогой для машинной обработки, и, кроме того, ее трудно закреплять для механической обработки элементов.
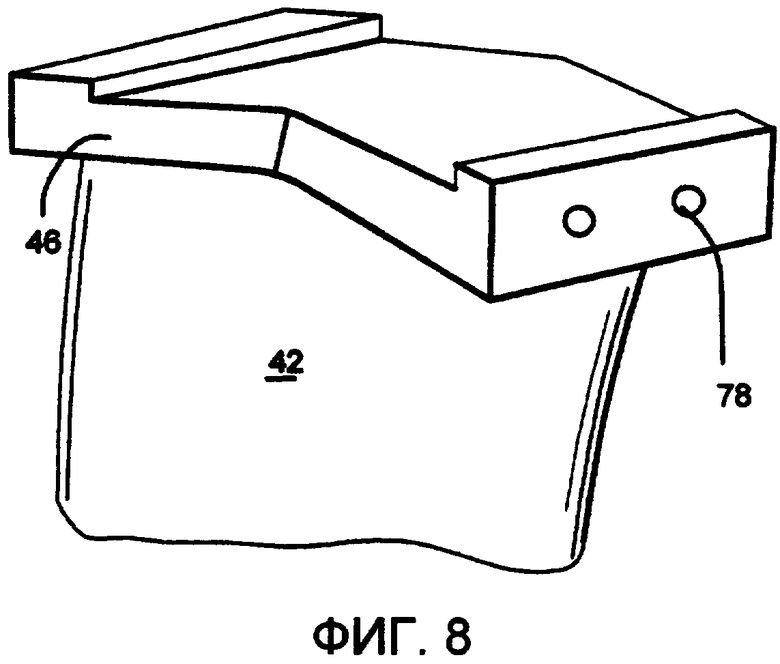
На фиг.8 пара отверстий может быть образована на передней или задней наружных боковых стенках или на передней или задней внутренних боковых стенках. Эти отверстия могут надежно зацепляться многоцелевым станком для облегчения закрепления сопел различных конструкций и размеров в целях механической обработки. Таким образом, посредством добавления этих элементов образуется постоянная поверхность контакта в устройстве подачи станка, которая используется для уменьшения инструментальной оснастки, предварительной обработки и цикла механической обработки для механической обработки синглета. Эти крепежные элементы удовлетворяют требованию по обеспечению опорной точки, так что станок с ЧПУ может определять местоположение элемента, общего для всех сопел. Например, два отверстия 78, показанные на фиг.8, обеспечивают две точки на зажимном приспособлении и определяют две плоскости, которые управляют угловой ориентацией сопла во время механической обработки, обеспечивая получение любого размера целого синглета сопла на станке.
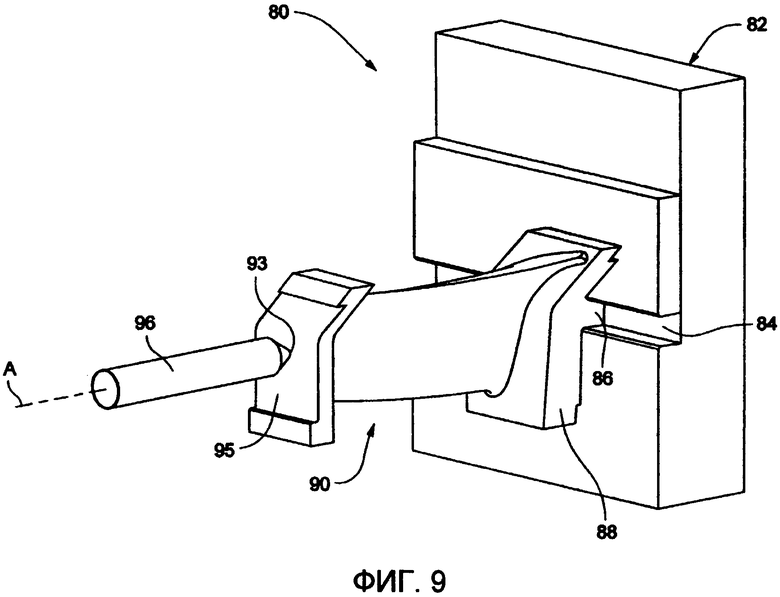
На фиг.9, 10 и 12 показана сборка 80 с помощью зажимного приспособления, включающая зажимное приспособление 82 для механической обработки, установленное на столе (не показан), который вращается вокруг центральной оси А станка. Зажимное приспособление 82 выполнено с пазом 84 (или установочным элементом), который вмещает другой установочный элемент в виде верхнего направляющего элемента или выступа 86 (подобного направляющей 70 на фиг.5), проходящего через внутреннюю боковую стенку 88 синглета 90. Следует отметить, что часть 83 стенки (не показана на фиг.12) зажимного приспособления 82 может быть установлена с возможностью скольжения для облегчения зажима направляющей 86 сопла в пазу 84. Таким образом, нижняя поверхность скользящей стенки 83 образует верхнюю поверхность паза 84. Как лучше всего видно на фиг.11, углубление 92 выполнено в центре направляющей 86. Углубление 92 выполнено с возможностью зацепления с выступом 94, образованным в пазу 84. Верхняя направляющая 86 и паз 84 пересекают центральную ось А станка, и углубление 92 и выступ 94 используются для выравнивания центра участка аэродинамической поверхности сопла с осью А, и, кроме того, для предотвращения бокового перемещения синглета. Опорный стержень 96, расположенный на центральной оси А, зацепляется с выемкой 93, образованной на наружной боковой стенке 95 синглетного сопла 90 во время механической обработки. При этом сборка 80 с помощью зажимного приспособления поворачивает синглетное сопло 90 вокруг оси А относительно инструмента (не показан), который обрабатывает аэродинамическую поверхность до достижения ее окончательных технических характеристик.
Следует отметить, что используя одну и ту же ширину и толщину для направляющих на различных соплах и при прохождении направляющих через многоцелевой станок, соответствующие установочные элементы обеспечивают универсальное использование зажимного приспособления 82 для всех конструкций сопел, выполненных с соответственно расположенными верхней направляющей и углублением, как описано выше.
Следует понимать, что направляющая 86 для закрепления на каждом синглете сопла может оставаться на синглете или удаляться с синглета после завершения механической обработки аэродинамической поверхности. Если направляющая остается, то она может быть установлена в пазу соответствующего размера на внутреннем или наружном кольце.
На Фиг.13 и 14 показаны соответственно сопла 96, 98, которые подобны соплам на фиг.9-12, но соответствующие направляющие 100, 102 переориентированы относительно соответствующих наружных боковых стенок 104, 106 и аэродинамических поверхностей 108, 110 из-за отличий в конструкции сопла. Например, на фиг.13 направляющая 100 проходит перпендикулярно к кромке 112 боковой стенки наружного кольца, и углубление 114 расположено в центре вдоль направляющей 100. На фиг.14 направляющая 102 проходит параллельно кромке 116 боковой стенки, и углубление 118 расположено несимметрично вдоль длины направляющей. Однако во всех случаях направляющая проходит через центр части аэродинамической поверхности и при расположении выступа/углубления, может использоваться с одним и тем же зажимным приспособлением 82 для выравнивания синглета с центральной осью А станка для механической обработки аэродинамической поверхности.
Следует понимать, что положение крепежных элементов, как описано выше, совместно с внутренней и наружной стенками может быть изменено, и что конструкция выступа и углубления может иметь другие подходящие формы, которые выполняют необходимую установочную функцию.
Хотя настоящее изобретение было описано в связи с тем, что, как полагают, является наиболее практичным и предпочтительным вариантом осуществления, но с другой стороны, подразумевается, что возможны различные модификации и эквивалентные конструкции, не выходящие за рамки объема сущности приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОПЛОВОЙ АППАРАТ ДЛЯ ТУРБИНЫ, СПОСОБ УСТАНОВКИ ЛОПАТОК В СОПЛОВОЙ АППАРАТ И ПАРОВАЯ ТУРБИНА | 2011 |
|
RU2601069C2 |
| ТУРБИНА | 2008 |
|
RU2459090C2 |
| УЗЕЛ СОПЛА ДЛЯ ТУРБИНЫ | 2007 |
|
RU2465467C2 |
| НЕПОДВИЖНАЯ СОПЛОВАЯ ЛОПАТКА ПАРОВОЙ ТУРБИНЫ И ДИАФРАГМА ПАРОВОЙ ТУРБИНЫ | 2011 |
|
RU2574106C2 |
| ПАРОВАЯ ТУРБИНА | 2006 |
|
RU2432466C2 |
| ВЕТРОЭЛЕКТРОСТАНЦИЯ | 1998 |
|
RU2147693C1 |
| РАЗВЕТВИТЕЛЬ ПОТОКА, СТУПЕНЬ РАЗВЕТВИТЕЛЯ ПОТОКА И СОПЛОВОЙ АППАРАТ ПАРОВОЙ ТУРБИНЫ | 2011 |
|
RU2601675C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОЧИСТКИ ЦИКЛОНА | 2008 |
|
RU2468873C2 |
| ТУРБИНА С О ОБЕСПЕЧИВАЮЩЕЙ УПЛОТНЕНИЕ И ЛАМИНАРНОЕ ТЕЧЕНИЕ КОНФИГУРАЦИЕЙ ТРАЕКТОРИИ ПОТОКА | 2003 |
|
RU2331777C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2287418C2 |

Зажимное приспособление для механической обработки сопловой лопатки - первый вращающийся крепежный элемент. Сопловая лопатка включает радиальные внутреннюю и наружную стенки с участком аэродинамической поверхности, проходящим между внутренней и наружной стенками. Внутренняя стенка выполнена с установочным элементом на ее поверхности, выровненным с продольной центральной осью через сопловую лопатку. Первый вращающийся крепежный элемент зажимного приспособления выполнен с возможностью зацепления с установочным элементом внутренней стенки сопловой лопатки. В другом варианте зажимное приспособление для механической обработки сопловой лопатки содержит универсальные установочные элементы на сопловой лопатке и зажимном приспособлении для механической обработки. Установочный элемент на лопатке расположен с возможностью выравнивания лопатки с центральной осью станка, вокруг которой вращается лопатка во время механической обработки при зацеплении установочного элемента на лопатке с установочным элементом на зажимном приспособлении для механической обработки. Изобретения позволяют упростить зажимное приспособление, повысить точность механической обработки, а также повысить надежность сопловой лопатки. 2 н. и 9 з.п. ф-лы, 14 ил.
1. Зажимное приспособление (82) для механической обработки сопловой лопатки (90), содержащей радиальные внутреннюю и наружную стенки (88, 95) с участком аэродинамической поверхности, проходящим между внутренней и наружной стенками, при этом внутренняя стенка выполнена с установочным элементом (86) на ее поверхности, выровненным с продольной центральной осью (А) через сопловую лопатку, причем зажимное приспособление для механической обработки содержит первый вращающийся крепежный элемент, выполненный с возможностью зацепления с установочным элементом (86).
2. Зажимное приспособление по п.1, в котором установочный элемент представляет собой направляющую (86), проходящую вдоль внутренней стенки, а первый вращающийся крепежный элемент представляет собой паз (84), выполненный с возможностью вмещения направляющей.
3. Зажимное приспособление по п.2, в котором направляющая (86) выполнена с углублением (92), а паз (84) - с выступом (94), выполненным с возможностью зацепления с углублением (92).
4. Зажимное приспособление по п.3, в котором углубление и выступ выровнены с продольной центральной осью (А).
5. Зажимное приспособление (82) для механической обработки сопловой лопатки (90), содержащей радиальные внутреннюю и наружную стенки (88, 95) с участком аэродинамической поверхности, проходящим между внутренней и наружной стенками, и универсальные установочные элементы на сопловой лопатке и зажимном приспособлении для механической обработки, при этом установочный элемент на лопатке расположен с возможностью выравнивания лопатки с центральной осью (А) станка, вокруг которой вращается лопатка во время механической обработки при зацеплении установочного элемента на лопатке с установочным элементом на зажимном приспособлении для механической обработки.
6. Зажимное приспособление по п.5, в котором установочный элемент на лопатке представляет собой направляющую (86), образованную на радиально внутренней стенке.
7. Зажимное приспособление по п.6, в котором установочный элемент на зажимном приспособлении для механической обработки представляет собой паз (84), выполненный с возможностью вмещения направляющей.
8. Зажимное приспособление по п.7, в котором направляющая (86) выполнена с углублением (92), а паз (84) - с выступом (94), выполненным с возможностью вмещения в углубление (92).
9. Зажимное приспособление по п.8, в котором углубление (92) и выступ (94) выровнены с центральной осью (А) станка.
10. Зажимное приспособление по п.7, в котором паз (84) образован частично подвижной стенкой, выполненной с возможностью зажатия направляющей в пазу.
11. Зажимное приспособление по п.5, в котором стержень (96) выполнен с возможностью зацепления с радиально наружной стенкой и расположен вдоль центральной оси (А) станка.
| СПОСОБ ФОРМИРОВАНИЯ ПОМЕХОУСТОЙЧИВЫХ СВЕРХШИРОКОПОЛОСНЫХ СИГНАЛОВ | 2016 |
|
RU2654566C2 |
| US 4128929 А, 12.12.1978 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ТОЧНЫМ ВОСПРОИЗВЕДЕНИЕМ ЗАДАННОЙ ФОРМЫ И ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2236338C2 |
| US 5788456 A, 04.08.1998 | |||
| US 5743711 A, 28.04.1998 | |||
| Устройство для дополнительного крепленияНЕжЕСТКиХ дЕТАлЕй | 1979 |
|
SU831497A1 |

