Заявляемое изобретение относится к машиностроению, к устройствам, обеспечивающим нормальную эксплуатацию машин, для соединения деталей осью, а именно к разборным соединениям двух деталей, одна из которых совершает качательные эксплуатационные движения на оси относительно второй неподвижно закрепленной детали, и в конструкциях, у которых отсутствуют подшипники трения скольжения или качения как отдельная деталь. В подобных устройствах функцию подшипника трения скольжения выполняют сама ось и внутренние поверхности отверстий качающейся или неподвижной деталей.
За прототип принято устройство соединения деталей осью, содержащее неподвижную и качающуюся детали с торцевыми эксплуатационными зазорами между ними, с концентрично расположенными монтажными отверстиями и расположенную в этих отверстиях неподвижно закрепленную на неподвижной или качающейся деталях ось. См., например, патент России №2208721 от 20.07.2003 г., на «Устройство соединения деталей осью», МПК: F16B 21/00, 21/02, принятый в качестве прототипа.
Существенными признаками прототипа, совпадающими с существенными признаками заявляемого устройства соединения деталей осью, являются следующие: заявляемое устройство соединения деталей осью содержит неподвижную и качающуюся детали с торцевыми эксплуатационными зазорами между ними, с концентрично расположенными монтажными отверстиями и расположенную в этих отверстиях неподвижно закрепленную на неподвижной или качающейся деталями ось.
Недостатком известного устройства являются наличие трения между торцевыми поверхностями неподвижной и качающейся деталями, большая материалоемкость и увеличенная масса устройства, большие затраты труда из-за большого количества входящих в устройство трудоемких при изготовлении деталей.
Технической задачей, на решение которой направлено заявляемое устройство соединения деталей осью, является устранение трения между торцевыми поверхностями неподвижной и подвижной деталями, снижение материалоемкости и массы устройства, уменьшение затрат труда при изготовлении устройства и его сборке из-за уменьшения количества входящих в устройство деталей.
Для достижения названного технического результата в заявляемом устройстве соединения деталей осью концентрично расположенные монтажные отверстия и расположенная в этих отверстиях неподвижно закрепленная на неподвижной или качающейся деталях ось выполнены в виде резьбового соединения с образованием торцевых эксплуатационных зазоров между неподвижной и качающейся деталями.
Отличительными признаками заявляемого устройства соединения деталей осью является то, что концентрично расположенные монтажные отверстия и расположенная в этих отверстиях неподвижно закрепленная на неподвижной или качающейся деталях ось выполнены в виде резьбового соединения с образованием торцевых эксплуатационных зазоров между неподвижной и качающейся деталями.
Заявляемое устройство соединения деталей осью может использоваться в механизмах, передающих движение от привода к исполнительному органу с помощью тяг, изменяющих или преобразующих движение этих тяг, например, в качалках систем управления летательными аппаратами.
Сущность заявляемого изобретения поясняется чертежами, на которых изображены:
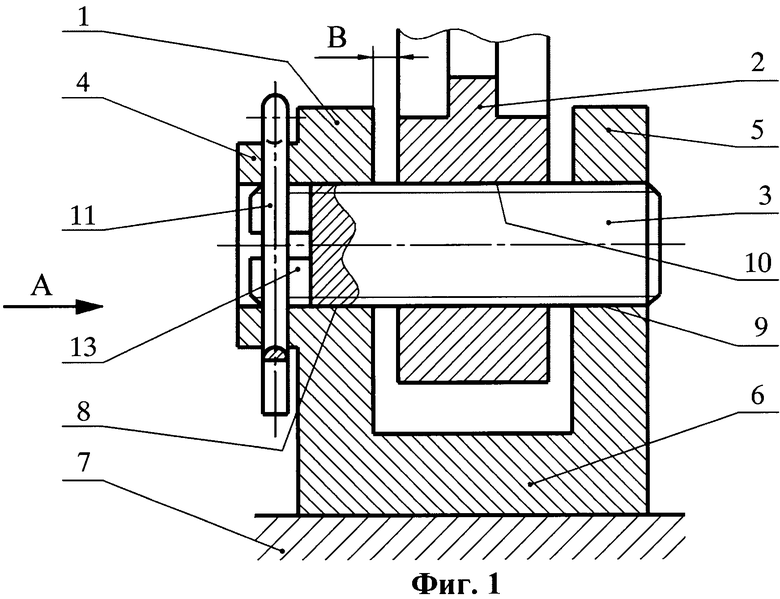
на фиг.1 - вид сбоку на устройство, использующее угловую фиксацию от поворота оси с помощью шплинта, с вертикальным фронтальным разрезом,
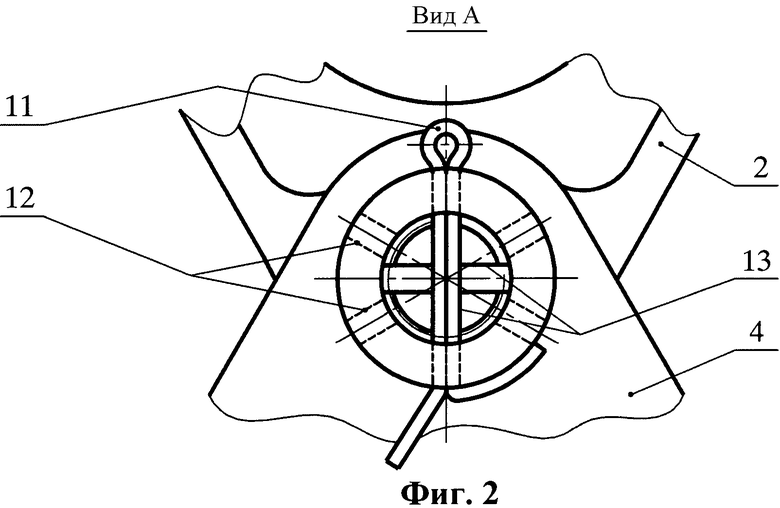
на фиг.2 - вид по стрелке «А» на фиг.1.
Устройство соединения деталей осью (см. фиг.1) состоит из неподвижной детали 1, качающейся детали 2 и оси 3. Неподвижная деталь 1 выполнена, например, в виде двухрожковой вилки с опорами 4 и 5, соединенных между собой основанием 6, закрепленным на неподвижной опоре 7. Монтажные отверстия 8 - в вильчатой опоре 4, 9 - в вильчатой опоре 5 и 10 - в качающейся детали 2 выполнены и расположены концентрично и вместе с осью 3, проходящей сквозь эти отверстия, образуют разъемное резьбовое соединение. Для устранения трения между торцами качающейся детали 2 и торцами вильчатых опор 4 и 5, направленных в сторону качающейся детали 2, предусмотрен торцевой эксплуатационный зазор «В», который может быть одинаков с двух торцов качающейся детали 2, а может быть и различным, исходя из условий эксплуатации устройства. Т.к. ось 3 выполнена с резьбой, осевое перемещение ее в процессе эксплуатации возможно только после углового поворота в резьбовом соединении. Устранив угловой поворот оси 3, устраняется и осевое ее перемещение. Для устранения углового поворота оси 3 в монтажных концентрических отверстиях 8, 9, и 10 применено, например, шплинтовое соединение, как имеющее наименьшее количество деталей, и поэтому менее материалоемкое, более простое в изготовлении, сборке, регулировке, эксплуатации и разборке. Шплинтовое соединение (см. фиг.2) содержит шплинт 11, помещенный в одно из отверстий 12 вильчатой опоры 4 неподвижной детали 1 и торцевой паз 13, выполненный на фиксируемой части оси 3.
Устройство соединения деталей осью работает следующим образом.
Для устранения трения между торцами вильчатых опор 4 и 5 неподвижной детали 1 и торцами качающейся детали 2 нужно между ними выполнить зазор «В» еще в процессе нарезания резьбы. Для этого обработанные отверстия, подготовленные для нарезания резьбы в качающейся детали 2 и вильчатых опорах 4 и 5 неподвижной детали 1, располагают концентрично, причем качающуюся деталь 2 размещают в среднем своем эксплуатационном положении относительно неподвижной детали 1. Между торцами вильчатых опор 4 или 5 и качающейся детали 2 размещают технологическую прокладку толщиной «В» или той толщины, которая соответствует зазору между торцами вильчатых опор 4 или 5 и качающейся деталью 2 в ее среднем эксплуатационном положении, закрепляют неподвижно все детали в таком положении и нарезают резьбу насквозь в монтажных отверстиях 8 - в вильчатой опоре 4, 9 - в вильчатой опоре 5 и 10 - в качающейся детали 2 со стороны расположения будущего фиксатора углового поворота оси 3. После удаления резьбонарезного инструмента из резьбовых отверстий 8, 9, 10, не разбирая скрепленных деталей, вместо него завинчивают ось 3 на необходимую для ее фиксации глубину в вильчатую опору 4, качающуюся деталь 2, вильчатую опору 5 неподвижной детали 1 и извлекают технологическую прокладку толщиной «В». Сборка готова к установке шплинта. При селективной сборке все детали поступают на сборочный участок по отдельности, но обязательно со своей технологической прокладкой толщиной «В», примененной при нарезании резьбы в этих деталях. При сборке устройства без технологической прокладки величина зазора «В» будет изменяться как в сторону уменьшения, так и в сторону увеличения его, точно на величину, кратную шагу примененной в устройстве резьбы. Технологическая прокладка толщиной «В» согласует место захода резьбы на торце качающейся детали 2 с резьбой на неподвижной детали 1. Без использования технологической прокладки при нарезании резьбы и выдерживания заданной величины зазора лишь с одной стороны качающейся детали 2 можно изменять положение места захода резьбы на торце качающейся детали 2 путем обработки ее торца, обращенного к вильчатой опоре 4, т.е. навстречу завинчивающейся оси 3. При этом величина зазора между торцом качающейся детали 2 и торцом опоры 5 будет автоматически увеличиваться тоже на величину толщины снимаемого слоя обработанного торца качающейся детали 2. Для примененного шплинтового соединения (см. фиг.2), например, в наружной выступающей части вильчатой опоры 4 неподвижной детали 1 выполнены шесть сквозных отверстий 12, а на торцевой фиксируемой части оси 3 выполнены, если они не нарушают условия прочности фиксируемой части оси 3, два крестообразно расположенных торцевых паза 13 под шплинт 11. Такое сочетание количества сквозных отверстий и крестообразно расположенных пазов позволяет фиксировать угловое положение оси 3 шплинтом 11 через каждые 30°. Торцевые пазы 13 изготавливаются для размещения в них шплинта 11, но их можно использовать и при завинчивании оси 3 отверткой с увеличенной толщиной ее лезвия. При эксплуатации устройства его качающаяся деталь 2 отклоняется от своего обычно среднего положения в обе стороны. На практике этот угол отклонения не превышает ±30, (суммарный угол 60°). При увеличении этих углов значительно возрастает синусная ошибка, т.е. одинаковые дискретные линейные управляющие перемещения тяги, соединенной с выходным звеном (на чертеже не изображены), качающейся детали 2 вызывают неодинаковые дискретные углы поворота качающейся детали 2. И наоборот, управляющие одинаковые дискретные углы поворота качающейся детали 2 вызывают неодинаковые дискретные линейные перемещения выходного звена качающейся детали 2 и тяги. Из-за этого возникают сложности при автоматизации процесса эксплуатации устройства. Качающаяся деталь 2 при отклонении на угол ±30° получает линейное перемещение вдоль оси 3 по ее резьбе, если это не противоречит условиям эксплуатации устройства, то это перемещение составит:
где t - шаг, применяемой в соединении резьбы, мм;
360° - угол, соответствующий одному полному шагу применяемой в соединении резьбы, град.
При выбранном, например, шаге резьбы t=1,5 мм линейное перемещение качающейся детали 2 вдоль оси 3 составит ±0,125 мм или суммарное перемещение 0,25 мм. Соответственно, и эксплуатационный торцевой зазор «В» будет изменяться от своего минимального значения до максимального, с одной стороны качающейся детали 2 и торцом вильчатой опоры, например, 4 и от максимального значения до минимального своего значения между торцом вильчатой опоры, например, 5 и качающейся деталью 2. При уменьшении шага применяемой в устройстве резьбы эти линейные перемещения качающейся детали 2 вдоль оси 3 будут еще меньше. Для устранения трения между подвижными и неподвижными деталями все эти перемещения обязательно должны быть меньше величины эксплуатационного торцевого зазора «В». В известных устройствах для выдерживания эксплуатационного торцевого зазора «В» применялись шайбы необходимой толщины, которые изменяли площадь поверхностей трения торцов рядом расположенных подвижных и неподвижных деталей, но не устраняли его. В заявляемом устройстве эксплуатационный торцевой зазор есть, шайб нет, трения торцов рядом расположенных подвижных и неподвижных деталей нет.
Способов фиксации оси от ее углового поворота много, см., например, книгу П.И.Орлова «Основы конструирования» в 3-х книгах, книга 3-я, М.: «Машиностроение», 1977 г. 6П5.3 066 УДК 621.01.001.2. (031), стр.259-260, рис.494-502. Все эти способы фиксации более трудоемки в изготовлении и не всегда существует возможность нарезать резьбу в подвижных или неподвижных деталях устройства для размещения в ней винта, удерживающего фиксатор оси или саму ось от ее углового поворота. Из-за этого применение шплинта из мягкого материала или упругого шплинта более предпочтительно.
Кроме вильчатой двухопорной конструкции неподвижной детали 1 может применяться и одноопорная конструкция неподвижной детали 1. Тогда качающаяся деталь 2 будет консольно располагаться на оси 3, закрученной в опору неподвижной детали 1 с необходимым эксплуатационным торцевым зазором «В». Средства фиксации оси 3 от углового поворота можно располагать как на качающейся детали 2, так и на неподвижной детали 1. При расположении основания 6 и неподвижной опоры 7 перпендикулярно оси 3 в конструкции только с одной опорой, например 5, неподвижной детали 1, когда резьба в опоре 5 проходит и через основание 6, а фиксируемый конец оси 3 направлен в сторону неподвижной опоры 7, средства фиксации оси 3 от ее углового поворота можно располагать как на основании 6, так и на неподвижной опоре 7 одноопорной конструкции устройства.
Для уменьшения накопления грязи и посторонних предметов меньших профиля резьбы из эксплуатационной среды, окружающей устройство, на двух участках оси 3 после нарезания резьбы срезают полный профиль резьбы диаметральными канавками шириной, равной ширине максимальных эксплуатационных торцевых зазоров «В», и в местах, где будут располагаться эти зазоры в собранном устройстве.
Заявляемое устройство может применяться, когда нежелательно трение по торцам неподвижной и качающейся деталей, а осевое перемещение качающейся детали при работе не влияют на эксплуатацию всего механизма, например на колесном транспорте, в узлах подвески листовых, витых цилиндрических рессор или амортизаторов к корпусу транспортного средства.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУКОЯТКА УПРАВЛЕНИЯ ОГНЕМ | 2011 |
|
RU2467276C1 |
| РЕВЕРСИВНОЕ УСТРОЙСТВО ДЛЯ ТРЕНИРОВКИ ВОДНОЛЫЖНИКОВ | 2017 |
|
RU2651419C1 |
| НАТЯЖНОЕ УСТРОЙСТВО ДЛЯ РЕВЕРСИВНЫХ ПЕРЕДАЧ С ГИБКОЙ СВЯЗЬЮ | 2012 |
|
RU2517273C2 |
| Дульное устройство для огнестрельного оружия | 2021 |
|
RU2751835C1 |
| СТВОЛ ДЛЯ МИНОМЁТА | 2017 |
|
RU2667195C2 |
| СТЕКЛООЧИСТИТЕЛЬ | 2011 |
|
RU2480358C1 |
| ФИКСИРУЕМЫЙ ШАРНИР | 2010 |
|
RU2447335C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ БРАСЛЕТА К НАРУЧНЫМ ЧАСАМ | 2012 |
|
RU2498751C1 |
| Затылок приклада автоматического стрелкового оружия | 2019 |
|
RU2728378C1 |
| РУЛЕВОЕ УСТРОЙСТВО | 2016 |
|
RU2629476C1 |
Изобретение относится к машиностроению, к устройствам, обеспечивающим нормальную эксплуатацию машин, для соединения деталей осью, а именно к разборным соединениям двух деталей, одна из которых совершает качающие эксплуатационные движения на оси относительно второй неподвижно закрепленной детали, и в конструкциях, у которых отсутствуют подшипники как отдельная деталь, и направлено на устранение трения между торцевыми поверхностями деталей при обеспечении достаточной надежности соединения. Устройство соединения деталей осью содержит неподвижную и качающуюся детали с торцевыми эксплуатационными зазорами между ними, с концентрично расположенными монтажными отверстиями и расположенную в этих отверстиях неподвижно закрепленную на неподвижной или качающейся деталях ось. Концентрично расположенные монтажные отверстия и расположенная в этих отверстиях неподвижно закрепленная на неподвижной или качающейся деталях ось выполнены в виде резьбового соединения с образованием торцевых эксплуатационных зазоров между неподвижной и качающейся деталями. 2 ил.
Устройство соединения деталей осью, содержащее неподвижную и качающуюся детали с торцевыми эксплуатационными зазорами между ними, с концентрично расположенными монтажными отверстиями и расположенную в этих отверстиях неподвижно закрепленную на неподвижной или качающейся деталях ось, отличающееся тем, что концентрично расположенные монтажные отверстия и расположенная в этих отверстиях неподвижно закрепленная на неподвижной или качающейся деталях ось выполнены в виде резьбового соединения с образованием торцевых эксплуатационных зазоров между неподвижной и качающейся деталями.
| УСТРОЙСТВО СОЕДИНЕНИЯ ДЕТАЛЕЙ ОСЬЮ | 2000 |
|
RU2208721C2 |
| Узел соединения | 1978 |
|
SU881395A1 |
| Устройство для сигнализации о чрезмерное понижении или повышении давления масла в трубопроводе | 1929 |
|
SU18187A1 |
| WO 2007000003 A1, 04.01.2007 | |||
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ЗАДНЕЙ КОНЕЧНОСТИ МЕЛКИХ ЖИВОТНЫХ | 0 |
|
SU209139A1 |
| WO 03021048 A1, 13.03.2003. | |||

