Настоящее изобретение относится к способу усиления компонента из волокнистого композита, в частности, для авиационной и космической промышленности, а также к вакуум-мату и устройству для производства усиленного компонента такого типа из волокнистого композита.
Хотя настоящее изобретение и техническая задача, на которой оно основано, могут быть применимы к любым компонентам из волокнистого композита, ниже они будут подробно описаны в отношении плоских компонентов, усиленных стрингерами, из углепластика (CFRP) (также называемых компонентами из волокнистого композита), например, панелей обшивки самолета.
Общеизвестно упрочнение панелей обшивки из углепластика углепластиковыми стрингерами для выдерживания высоких напряжений в авиации, которые имеют наименьшую возможную массу. Для этого используют стрингеры разных типов, например, Т-, Ω- или I-образные стрингеры.
В поперечном сечении Т-образные стрингеры состоят из основания и балки. Основание служит для соединения поверхности с панелью обшивки. Использование панелей обшивки, усиленных стрингерами, например, Т-образными стрингерами, широко распространено в строительстве самолетов, в частности в способе вакуумного введения матрицы, например, эпоксидной смолы, в волокнистые полуфабрикаты. По сравнению с другими известными способами производства компонентов из волокнистого композита, например, способом с использованием препрега, способы введения могут быть эффективными по стоимости, поскольку они допускают использование более экономичных полуфабрикатов.
Термин “волокнистые полуфабрикаты” понимается как означающий ткани, проложенные холсты и волокнистые маты. В них вводят матрицу, например, эпоксидную смолу, и затем отверждают, например, в автоклаве.
В настоящее время для вакуумного введения используют дражируемые одноразоваые полиамидные пленки, чтобы получить так называемые вакуумные мешки. Процесс оборачивания компонента выполняют вручную, что, особенно в случае усиливающих элементов, например, вышеупомянутых стрингеров, требует очень много времени, поскольку вакуумную пленку необходимо направлять на такие упрочняющие элементы точно по их контуру, чтобы не допустить деформации компонента. Кроме того, чтобы добиться непроницаемости от атмосферных воздействий, вакуумную пленку необходимо герметизировать, что выполняют с помощью подходящих уплотнительных лент также вручную. Из-за ручного характера этих процессов страдает воспроизводимость вследствие существенной ненадежности, так что, например, для размещения усиливающих элементов на компоненте из волокнистого композита требуются большие допуски, которые могут приводить к увеличению массы компонента. Дефектные вакуумные верхние части могут в конечном счете привести к отбраковке компонента.
Одноразовая пленка как таковая может использоваться только с предварительно отвержденными Т-образными усиливающими элементами или другими усиливающими элементами. Неотвержденные Т-образные усиливающие элементы или другие усиливающие элементы требуют дополнительной опоры внутри или снаружи вакуумной конструкции. Кроме того, в этой технологии производства мокрые стрингеры, т.е., неотвержденные стрингеры, необходимо механически обрабатывать до требуемого размера после отверждения. Требуются значительные ручные усилия для того, чтобы снять одноразовую пленку и уплотнительную ленту после отверждения.
Исходя из этого уровня техники, цель настоящего изобретения заключается в том, чтобы предложить способ усиления компонента из волокнистого композита, а также вакуум-мат и устройство для производства усиленного компонента из волокнистого композита, чтобы преодолеть или значительно снизить вышеуказанные недостатки.
Эта цель достигается, согласно изобретению, способом, который имеет признаки по пункту 1 формулы изобретения, вакуум-матом с признаками по пункту 7 формулы изобретения и устройством с признаками по пункту 16 формулы изобретения.
Согласно изобретению предложен способ усиления компонента из волокнистого композита для авиации и космонавтики, в котором вакуум-мат выполнен по меньшей мере с одной приемной частью для воспроизводимого размещения по меньшей мере одного усиливающего элемента. Этот по меньшей мере один усиливающий элемент вводят в эту приемную часть вакуум-мата. Вакуум-мат с по меньшей мере одним введенным усиливающим элементом затем воспроизводимо и герметично наносят на компонент из волокнистого композита, который требуется усилить, чтобы сформировать часть формы, которую затем отверждают, чтобы соединить этот по меньшей мере один усиливающий элемент с компонентом из волокнистого композита. После этого вакуум-мат снимают с усиленного компонента из волокнистого композита и готовят к повторному использованию.
Кроме того, предложен вакуум-мат для производства усиленного компонента из волокнистого композита для авиации и космонавтики. Вакуум-мат имеет по меньшей мере одну приемную часть для приема по меньшей мере одного усиливающего элемента. Самогерметизирующаяся часть расположена на периферии вакуум-мата, чтобы герметизировать вакуум-мат от атмосферных воздействий при контакте с соответствующей контактной поверхностью. Кроме того, вакуум-мат имеет по меньшей мере одну контактную часть для взаимодействия с соответствующими средствами транспортировки вакуум-мата.
Также предложено устройство для производства усиленного компонента из волокнистого композита для авиации и космонавтики. Компонент из волокнистого композита, который необходимо усилить, опирается на плиту основания. Устройство также содержит вакуум-мат, который имеет по меньшей мере одну приемную часть (6) для приема по меньшей мере одного усиливающего элемента (4). Вакуум-мат с по меньшей мере одним введенным усиливающим элементом можно транспортировать в заданное положение относительно компонента из волокнистого композита, который требуется усилить, средством для транспортировки вакуум-мата. Плита основания и средство для транспортировки вакуум-мата имеют соответствующие друг другу средства центровки для воспроизведения положения вакуум-мата относительно компонента из волокнистого композита, который требуется усилить который требуется усилить. Кроме того, плита основания и вакуум-мат имеют взаимно соответствующие средства герметизации для окружающей герметизации вакуум-мата от атмосферы.
Таким образом, настоящее изобретение имеет преимущество над подходами, упомянутыми в начале описания, в том, что затраты времени сильно сокращены из-за отказа от большой части ручной работы. Кроме того, достигнута повышенная воспроизводимость и точность позиционирования, что сокращает количество брака и вероятность ошибки. Вакуум-мат можно использовать повторно, что сокращает количество требуемых материалов.
Предпочтительные варианты осуществления и усовершенствования настоящего изобретения представлены в зависимых пунктах формулы изобретения.
Основной идеей изобретения является использование многоразового силиконового вакуумного мешка в форме вакуум-мата. Он снабжен по меньшей мере одной приемной частью с выемкой посредством формующего компонента для формирования геометрических размеров принимаемого усиливающего элемента. Так, предусмотрен уже сформированный “карман”, в который могут быть введены жесткие (предотвержденные или отвержденные) или гибкие (неотвержденные) усиливающие элементы, например, Т-образные стрингеры, которые могут быть воспроизводимо расположены вместе с вакуум-матом на компоненте из волокнистого композита, который требуется усилить. Контурно четкая конфигурация “карманов”, т.е., выемок для усиливающих элементов в вакуум-мате, дает возможность производить стрингеры “сетчатой формы”, которые устраняют необходимость механической обработки компонента после отверждения.
Вакуум-мат транспортируют с введенными в него усиливающими элементами транспортным средством для вакуум-мата, причем подходящие захваты транспортного средства взаимодействуют с соответствующими контактными частями вакуум-мата, чтобы обеспечить простой и осторожный подъем и опускание вакуум-мата. Контактные части предпочтительно расположены на приемных частях вакуум-мата и могут иметь компоненты, которые позволяют взаимодействовать с захватами механически, пневматически и/или электромагнитно.
Взаимодействие с вакуумными захватами достигается, например, конкретной жесткостью контактной части. Для механического взаимодействия контактная часть может быть снабжена, например, седлами, соответствующими штырям захватов. Для электромагнитного взаимодействия, например, в приемных частях присутствуют намагничиваемые части, которые могут быть легко захвачены и отпущены электромагнитными захватами путем их подсоединения и отсоединения, чтобы обеспечить быстрый подъем и опускание.
Транспортное средство для вакуум-мата также взаимодействует с подходящими центрующими средствами на плите основания, на котором располагают компонент из волокнистого композита, который требуется усилить, и на котором используют вакуум-мат. Центрующие средства могут быть выполнены, например, как центрующие штифты и центрующие отверстия на крае плиты основания. Это обеспечивает постоянно идентичное, т.е., воспроизводимое, расположение вакуум-мата и, таким образом, усиливающих элементов компонента из волокнистого композита. Когда вакуум-мат установлен в требуемое положение, на что может указывать средство контроля, например, предельные выключатели в центрующих средствах, захваты открываются, и транспортное средство для вакуум-мата перемещают к боковой стороне, что может быть выполнено, например, краном или подходящей рельсовой конструкцией.
Вакуум-мат имеет периферийную самогерметизирующуюся часть для герметизации вакуум-мата от окружающей атмосферы при контакте с соответствующей контактной поверхностью. Герметизирующая часть предпочтительно может иметь V-образную закладную шпонку для простой самогерметизации.
Во время снятия вакуум-мата с компонента из волокнистого композита после отверждения по меньшей мере сформованной части для соединения по меньшей мере одного усиливающего элемента с компонентом из волокнистого композита, вакуум-мат может быть заполнен воздухом или газом. Для этой цели на вакуум-мате предпочтительно расположены закрываемые средства подачи воздуха, через которые воздух или газ подают между вакуум-матом и его опорой. Эта мера значительно облегчает отсоединение вакуум-мата.
Кроме того, предпочтительно, чтобы по меньшей мере одна выемка была дополнена по меньшей мере одной неглубокой прорезью в ее продольном направлении для удаления из формы. Когда подают воздух или газ эта прорезь расширяется и облегчает открывание выемки для освобождения находящегося к ней усиливающего элемента, этим снижая вероятность ошибки.
Вакуум-мат подходит для Т- и Ω,- или I-образных стрингеров. Он также может использоваться на U-образных стрингерах, в котором случае, однако, процедура позиционирования элементов стрингера на компоненте из волокнистого композита не нужна, поскольку U-образные профили в основном являются частью основного ламината компонента из волокнистого композита, и Т-образный профиль сформирован из двух сторон U-образного профиля в каждом таком случае.
Ниже настоящее изобретение будет подробно описано на основе вариантов его осуществления со ссылками на прилагаемые чертежи.
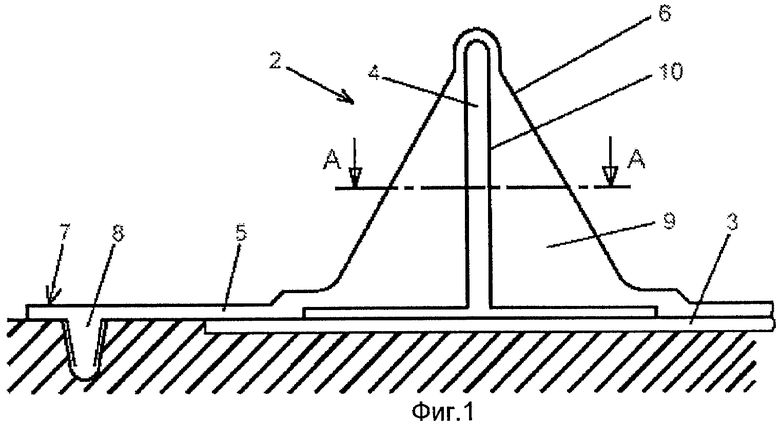
Фиг.1 - схематический вид поперечного сечения части формы для компонента из волокнистого композита с первым вариантом осуществления вакуум-мата согласно изобретению с приемной частью;
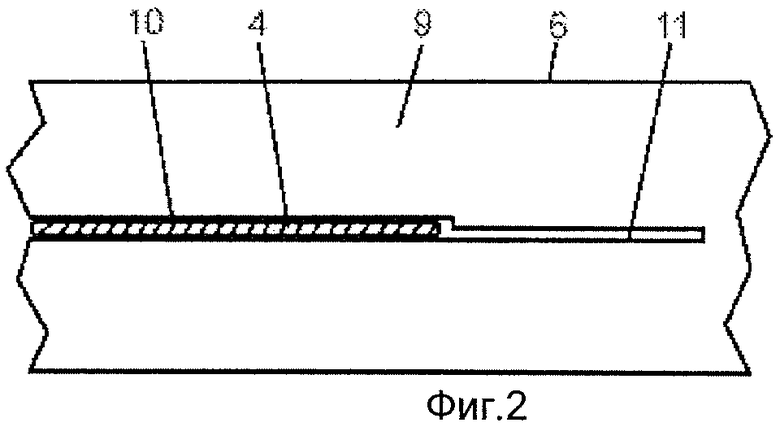
Фиг.2 - вид поперечного сечения приемной части, показанной на Фиг.1, по линии А-А;
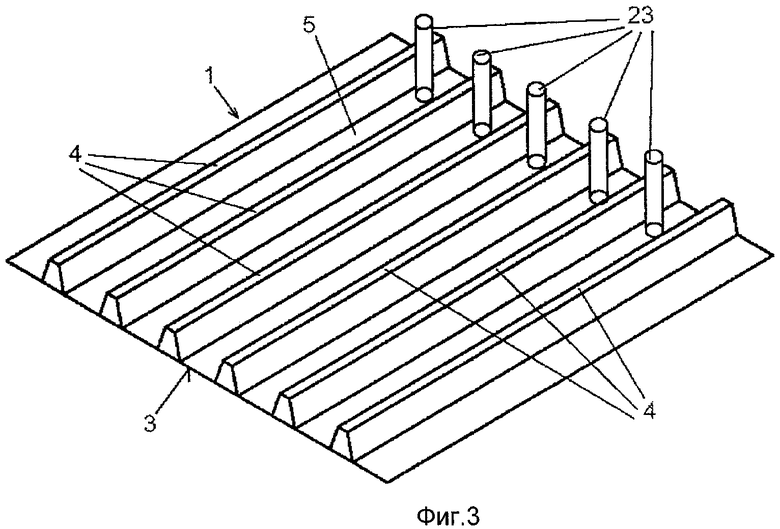
Фиг.3 - перспективный вид в плане иллюстративного компонента из волокнистого композита с частями формы второго варианта осуществления вакуум-мата согласно изобретению;
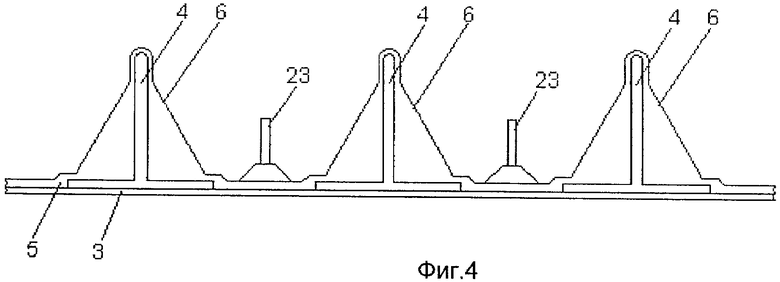
Фиг.4 - схематический вид поперечных сечений трех частей формы для компонента из волокнистого композита с вторым вариантом осуществления вакуум-мата по изобретению согласно Фиг.3;
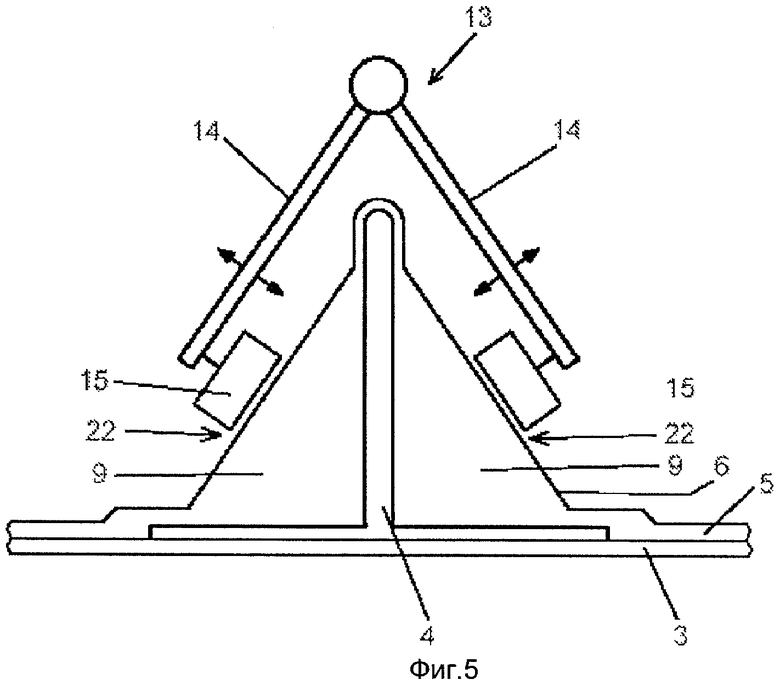
Фиг.5 - схематический вид поперечного сечения приемной части первого или второго варианта осуществления вакуум-мата согласно изобретению с первым вариантом осуществления транспортного средства для вакуум-мата;
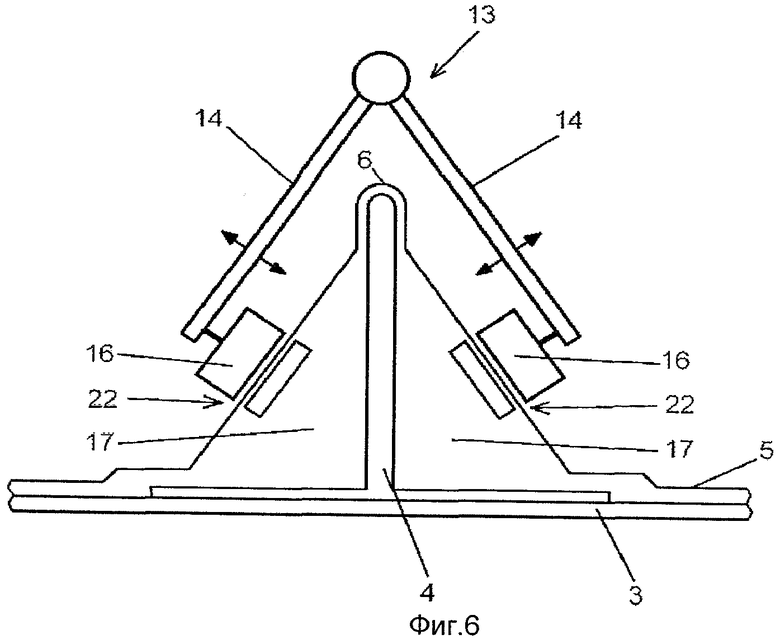
Фиг.6 - схематический вид поперечного сечения приемной части третьего варианта осуществления вакуум-мата согласно изобретению с вторым вариантом осуществления транспортного средства для вакуум-мата;
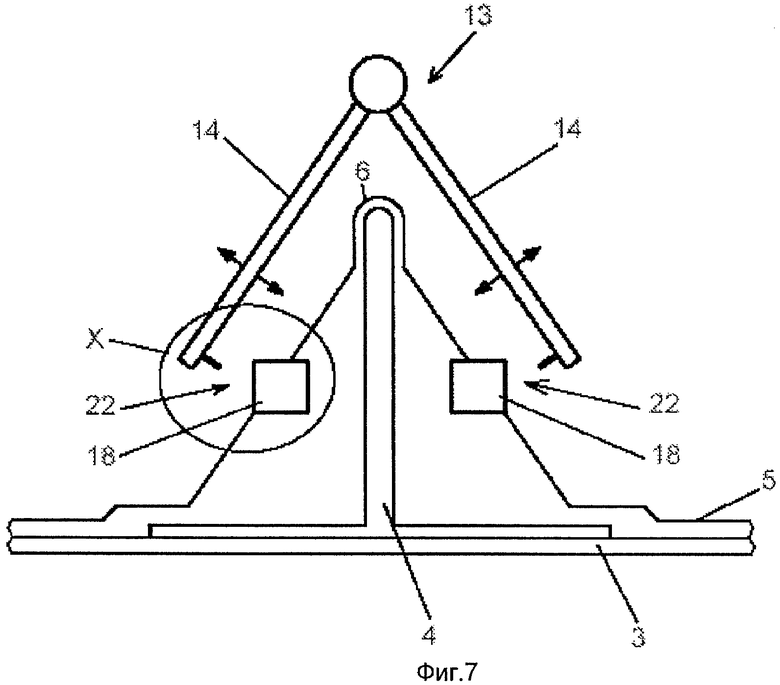
Фиг.7 - схематический вид поперечного сечения приемной части четвертого варианта осуществления вакуум-мата согласно изобретению с третьим вариантом осуществления транспортного средства для вакуум-мата;
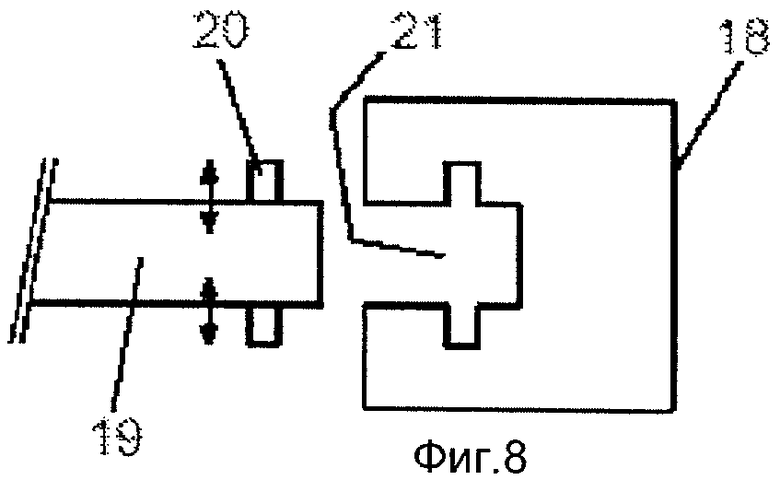
Фиг.8 - схематическое увеличенное изображение удерживающей части, показанной на Фиг.7 овалом; и
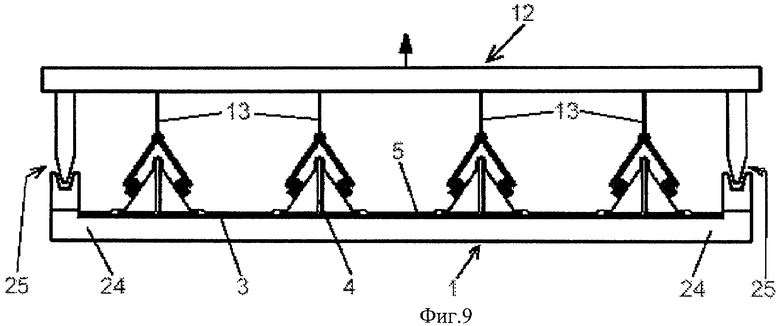
Фиг.9 - схематический вид поперечного сечения иллюстративного устройства согласно изобретению для производства усиленного компонента из волокнистого композита.
Одинаковые ссылочные номера на чертежах обозначают одинаковые или функционального идентичные компоненты, если не указано иное.
На Фиг.1 приведен схематический вид поперечного сечения части 2 формы для компонента из волокнистого композита, части 3 компонента из волокнистого композита 1 (смотрите Фиг.3) с первым вариантом осуществления вакуум-мата 5 согласно изобретению с приемной частью 6.
Часть 3 компонента из волокнистого композита здесь расположена на плите 24 основания устройства (смотрите Фиг.9), которая более подробно описана ниже, и снабжена для усиления усиливающим элементом 4, в данном случае Т-образным стрингером, процессом вакуумного введения в показанную часть 2 формы.
Для этой цели усиливающий элемент 4 был заранее введен в другое место в выемке 10, совместимое с усиливающим элементом 4, в приемной части 6 вакуум-мата 5 и полностью окружен выемкой 10. В данном случае вакуум-мат 5 выполнен из силикона. В приемной части 6 силикон как приемное тело 9 окружает усиливающий элемент 4. Перед отверждением компонента 1 из волокнистого композита 1 усиливающий элемент 4 может быть предотвержден пока он не затвердевший, т.е., гибкий, или он может быть отвержден. Он опирается на приемное тело 9.
Из-за характера материала вакуум-мата 5 (силикон, очень мягкий и гибкий), вакуум-мат 5 должен быть уложен с введенным усиливающим элементом 4 на часть 3 компонента из волокнистого композита, который требуется усилить усиливающим элементом 4, с помощью подходящего транспортного устройства 12 для вакуум-мата, которое подробно описано ниже, так чтобы нижняя часть усиливающего элемента 3 лежала непосредственно на части 3 компонента из волокнистого композита. При этом часть 3 компонента из волокнистого композита и усиливающий элемент 4 будут покрыты вакуум-матом 5, который герметизирует всю конструкцию от атмосферы самогерметизирующейся частью 7, расположенной по периферии на крае вакуум-мата. В данном примере герметизирующая часть 7 имеет V-образную закладную шпонку 8, которая взаимодействует с соответствующей ей канавкой в плите основания 24.
Выемка 10 в приемной части 6 вакуум-мата 5 выполнена как “карман” из заготовки при производстве вакуум-мата. В этом отношении заготовкой является копия исходного размера усиливающего элемента 4, в результате чего воспроизведены все геометрические характеристики усиливающего компонента 4, который позже будет введен в выемку 10.
Выемка 10 продлена в ее продольном направлении прорезью 11, как можно видеть на Фиг.2, на которой показано поперечное сечение приемной части 6 по линии А-А с Фиг.1. Эта прорезь 11 дает преимущество в том, что после отверждения части 2 формы облегчается удаление из формы вакуум-мата 5, т.е., поднятие вакуум-мата 5 с усиливающего элемента 4, который затем соединяют с частью 3 компонента из волокнистого композита. Это будет описано более подробно ниже.
На Фиг.1 показан и здесь описан только один усиливающий элемент 4, но для усиления компонента из волокнистого композита 1 могут потребоваться несколько усиливающих элементов 4, как показано на Фиг.3 в перспективном виде в плане иллюстративного компонента из волокнистого композита 1 с частями 2 формы по второму варианту осуществления вакуум-мата 5 согласно изобретению.
На Фиг.3 шесть усиливающих элементов 4 расположены на части 3 компонента из волокнистого композита 1 и покрыты вакуум-матом 5, который в данном случае имеет выемку 10 для каждого усиливающего элемента 4. Кроме того, в этом втором варианте осуществления вакуум-мат 5 снабжен закрываемыми средствами 23 подачи воздуха, через которые воздух или газ подают между вакуум-матом 5 и частью 3 компонента из волокнистого композита, чтобы облегчить удаление вакуум-мата 5 из формы. В этом отношении, прорези, показанные на Фиг.2, расширяют подаваемым воздухом, что позволяет более легко отсоединить приемное тело 9 от соответствующего усиливающего элемента 4.
На Фиг.4 схематически показано поперечное сечение трех частей 2 формы для компонента из волокнистого композита 1 с вторым вариантом осуществления вакуум-мата 5 согласно изобретению с Фиг.3, и закрываемые средства 23 подачи воздуха выполнены в форме соединительных трубок. Закрывание может осуществляться вручную, пневматически или электрически/электромагнитно клапанами (не показаны). Эти средства 23 подачи воздуха также могут использоваться для создания вакуума, требуемого для вакуумного введения.
Как сказано выше, вакуум-мат 5 транспортируют с помощью транспортного устройства 12 для вакуум-мата. Для этой цели транспортное устройство 12 имеет захваты 13 для вакуум-мата 5. Первый вариант осуществления захвата 13 схематически показан на Фиг.5. В данном примере захват 13 оснащен двумя рычагами 14, верхние концы которых соединены в форме ножниц, так что они могут двигаться назад и вперед в направлении стрелок. Их нижние концы снабжены вакуумными захватными элементами 15, которые взаимодействуют с наружной поверхностью приемного тела 9 приемной части 6, показанной здесь, вакуум-мата 5. Для этой цели приемная часть 6 имеет усиленные контактные части 22 для вакуумных захватных элементов 15. Рычаги 14 могут приводиться в действие, например, пневматическим или электрическим приводом (не показан) или другим подобным средством. Чтобы поднять вакуум-мат 5, рычаги перемещают к приемной части 6, подтягивают ее вверх всасывающим действием и транспортируют вакуум-мат 5 в заданное положение.
Подобно Фиг.5, на Фиг.6 схематически показано поперечное сечение приемной части 6 третьего варианта осуществления вакуум-мата 5 согласно изобретению с вторым вариантом осуществления транспортного устройства 12 для вакуум-мата, которое имеет электромагнитные захватные элементы 16, которые взаимодействуют с намагничиваемыми компонентами 17 в контактных частях 22 приемного тела 9 приемной части 6 вакуум-мата 5. Операцию легко представить.
На Фиг.7 показана механическая конфигурация захвата, подобно Фиг.5 и 6, на схематическом поперечном сечении приемной части 6 четвертого варианта осуществления вакуум-мата 5 согласно изобретению с третьим вариантом осуществления транспортного устройства 12 для вакуум-мата. Нижние концы рычагов 14 снабжены механическими захватными элементами 19, в данном случае имеющими прямоугольное тело (например, в форме куба), которые в их продольном направлении (показанном стрелками) имеют регулируемые штифты 20, как показано на Фиг.8 в увеличенном схематическом виде области, обозначенной овалом на Фиг.7. Механические захватные элементы 19 вводят в седла 21 зацепляющих элементов 18 в контактных частях 22 на приемных частях 6 вакуум-мата 5 для захвата вакуум-мата 5, при этом регулируемые штифты 20 втягиваются. Когда прямоугольные тела 19 полностью приняты в соответствующих седлах 21, штифты 20 выдвигаются в соответствующие выемки, создавая запирающий эффект. Штифты 20 могут регулироваться, например, электродвигателем, электромагнитными или пневматическими средствами. Например, штифты 20 могут быть введены пневматически против давления пружины и после входа в соответствующие выемки могут быть в них заблокированы действием пружины. Конечно возможны и другие механические захватные средства. Также возможны сочетания показанных здесь примеров.
На Фиг.9 схематически показано поперечное сечение иллюстративного устройства согласно изобретению для производства усиленного компонента из волокнистого композита 1 с вышеупомянутым транспортным средством 12 для вакуум-мата.
Транспортное средство 12 для вакуум-мата 12 может быть модульным, например, чтобы его можно было легко адаптировать к компонентам из волокнистого композита 1 разных размеров, причем можно использовать одинаковые захватные средства 13. Однако здесь также возможны сочетания средств.
В этом примере показан компонент из волокнистого композита 1 на плите основания 24, который требуется усилить четырьмя усиливающими элементами 4, которые ранее были введены в соответствующие выемки 10 в вакуум-мате 5, как сказано выше. Эту процедуру подготовки можно проводить, например, в отдельном помещении или даже рядом с плитой основания 24. Транспортное устройство 12 для вакуум-мата захватывает вакуум-мат 5 с усиливающими элементами 4, используя захватные средства, как сказано выше, и транспортирует его к плите основания 24, как показано на Фиг.9. Это может быть осуществлено разными способами в зависимости от конкретной ситуации, например, используя крановый механизм или рельсовую систему.
Для воспроизводимого позиционирования плита основания 24 и транспортное средство 12 для вакуум-мата имеют в данном случае на краю этого устройства центрующие средства 25, например, центрующие пальцы на транспортном средстве 12 для вакуум-мата и соответствующие седла на плите основания 24.
После центровки, позиционирования и герметичной установки вакуум-мата 5 захватные средства 13 открываются, как сказано выше, и транспортное устройство 12 для вакуум-мата смещается в сторону. Герметизация осуществляется, как сказано выше, самогерметизирующимися V-образными закладными шпонками. Затем компонент из волокнистого композита 1 может быть отвержден. После этого транспортное устройство 12 для вакуум-мата снова позиционируют над вакуум-матом 5, чтобы поднять вакуум-мат 5, как сказано выше.
Устройство может содержать средство управления, которое соединено с центрующими средствами 25, чтобы приводить в действие транспортное устройство 12 для вакуум-мата, чтобы приводить в действие захватные средства 13 и индикаторные и сенсорные средства. Следовательно, производство усиленного компонента из волокнистого композита 1 автоматизируется в такой степени, что достигается высокая воспроизводимость при очень малой вероятности ошибки, и вакуум-мат 5 можно использовать неоднократно.
Хотя настоящее изобретение описано здесь на примере предпочтительных вариантов осуществления, оно ими не ограничено и может быть модифицировано многими различными способами.
Например, можно работать не только с Т-образными стрингерами, но и с усиливающими элементами других профилей, например Ω- и/или I-образными стрингерами, а также U-образными стрингерами посредством настоящего изобретения с применением в случае U-образных стрингеров конкретных процедур позиционирования.
Вакуум-мат 5 можно использовать не только для стрингеров, т.е., для усиливающих элементов 4, но также и для так называемых профилей, удерживающих стрингеры. Таким образом обеспечивается высокая универсальность с выгодной возможностью повторного использования.
В способе для усиления компонента из волокнистого композита 1 для авиации и космонавтики вакуум-мат 5 по меньшей мере с одной приемной частью 6 выполнен для воспроизводимого приема по меньшей мере одного усиливающего элемента 4. Этот по меньшей мере один усиливающий элемент 4 вводят по меньшей мере в одну приемную часть 6 вакуум-мата 5. Вакуум-мат 5 по меньшей мере с одним введенным усиливающим элементом 4 воспроизводимо и герметично устанавливают на компонент из волокнистого композита 1, который требуется усилить, чтобы создать часть 2 формы, и эту по меньшей мере созданную часть 2 формы отверждают для соединения по меньшей мере одного усиливающего элемента 4 с компонентом из волокнистого композита. Вакуум-мат 5 затем снимают с усиленного компонента из волокнистого композита 1 и готовят для повторного использования. Соответствующий вакуум-мат 5 и устройство для производства соответствующего усиленного компонента из волокнистого композита 1.
Перечень справочных номеров
1 Компонент из волокнистого композита
2 Часть формы
3 Часть компонента из волокнистого композита
4 Усиливающий элемент
5 Вакуум-мат
6 Приемная часть
7 Герметизирующая часть
8 V-образная закладная шпонка
9 Приемное тело
10 Выемка
11 Прорезь
12 Транспортное средство для вакуум-мата
13 Захватные средства
14 Рычаг захвата
15 Вакуумный захватный элемент
16 Электромагнитный захватный элемент
17 Намагничиваемый компонент
18 Зацепляющий элемент
19 Механический захватный элемент
20 Штифт
21 Седло
22 Контактная часть
23 Средство для подачи воздуха
24 Плита основания
25 Центрующее средство
Изобретение относится к области авиации и космонавтики и касается способа усиления компонента из волокнистого композита и вакуум-мата и устройства для производства усиленного компонента из волокнистого композита. Вакуум-мат выполнен, по меньшей мере, с одной приемной частью для воспроизводимого приема, по меньшей мере, одного усиливающего элемента. Этот элемент вводят, по меньшей мере, в одну приемную часть вакуум-мата. Вакуум-мат, по меньшей мере, с одним введенным усиливающим элементом воспроизводимо и герметично устанавливают на компонент из волокнистого композита, который требуется усилить, чтобы создать часть формы, и эту часть формы отверждают, чтобы соединить, по меньшей мере, один усиливающий элемент с компонентом из волокнистого композита. Вакуум-мат затем снимают с усиленного компонента из волокнистого композита. Вакуум-мат можно использовать повторно. Изобретение обеспечивает повышение производительности и точность позиционирования. 3 н. и 11 з.п. ф-лы, 9 ил.
1. Вакуум-мат (5) для производства усиленного компонента из волокнистого композита (1) для авиации и космонавтики, содержащий: по меньшей мере одну приемную часть (6) для приема по меньшей мере одного усиливающего элемента (4), причем эта по меньшей мере одна приемная часть (6) имеет выемку (10) для приема усиливающего элемента (4) и по меньшей мере одну прорезь (11), соединенную с выемкой (10), для удаления из формы, периферийную самогерметизирующуюся часть (7) для герметизации вакуум-мата (5) от окружающей атмосферы при позиционировании относительно соответствующей контактной поверхности, и по меньшей мере одну контактную часть (22) для взаимодействия с соответствующим транспортным средством для вакуум-мата (12).
2. Вакуум-мат (5) по п.1, отличающийся тем, что выемка (10) дополнена по меньшей мере одной прорезью (11) в ее продольном направлении для удаления из формы.
3. Вакуум-мат (5) по п.1, отличающийся тем, что герметизирующая часть (7) выполнена в форме V-образной закладной шпонки (8).
4. Вакуум-мат (5) по п.1, отличающийся тем, что вакуум-мат (5) снабжен по меньшей мере одним закрываемым средством (23) для подачи воздуха.
5. Вакуум-мат (5) по п.1, отличающийся тем, что по меньшей мере одна контактная часть (22) расположена по меньшей мере на одной приемной части (6).
6. Вакуум-мат (5) по п.1, отличающийся тем, что по меньшей мере одна контактная часть (22) выполнена с соответствующей жесткостью для взаимодействия с вакуумным захватом (13, 14, 15) транспортного средства (12) для вакуум-мата.
7. Вакуум-мат (5) по п.1, отличающийся тем, что по меньшей мере одна контактная часть (22) выполнена с соответствующим намагничиваемым компонентом (17) для взаимодействия с магнитным и/или электромагнитным захватом (13, 14, 16) транспортного средства (12) для вакуум-мата.
8. Вакуум-мат (5) по п.1, отличающийся тем, что по меньшей мере одна контактная часть (22) выполнена с соответствующим зацепляющим элементом (18) для взаимодействия с механическим захватом (13, 14, 19) транспортного средства (12) для вакуум-мата.
9. Вакуум-мат (5) по п.1, отличающийся тем, что вакуум-мат (5) выполнен как повторно используемый силиконовый вакуумный мешок.
10. Устройство для производства усиленного компонента из волокнистого композита (1) для авиации и космонавтики, содержащее: плиту основания (24) для поддержки компонента из волокнистого композита (1), который требуется усилить, вакуум-мат (5) и транспортное средство (12) для вакуум-мата по меньшей мере с одним захватным средством (13) для взаимодействия с соответствующими контактными частями (22) на вакуум-мат (5) для транспортировки вакуум-мата (5) по меньшей мере с одним введенным усиливающим элементом (4) в заданное положение относительно компонента из волокнистого композита (1), который требуется усилить; причем плита основания (24) и транспортное средство для вакуум-мата (12) имеют взаимно соответствующие центрующие средства (25) для воспроизводимого позиционирования вакуум-мата (5) относительно компонента из волокнистого композита (1), который требуется усилить, и плита основания (24) и вакуум-мат (5) имеют взаимно соответствующие герметизирующие средства для круговой герметизации вакуум-мата (5) от окружающей атмосферы, причем вакуум-мат (5) выполнен по меньшей мере по одному из предшествующих пунктов.
11. Устройство по п.10, отличающееся тем, что для детектирования воспроизводимо устанавливаемого вакуум-мата (5) устройство имеет индикаторное средство, которое соединено с соответствующим средством управления для управления транспортным средством (12) для вакуум-мата.
12. Способ усиления компонента из волокнистого композита (1) для авиации и космонавтики, имеющий следующие этапы:
выполнения вакуум-мата (5) по меньшей мере по п.1 для воспроизводимого приема по меньшей мере одного усиливающего элемента (4);
введения по меньшей мере одного усиливающего элемента (4) по меньшей мере в одну приемную часть (6) вакуум-мата (5);
воспроизводимой установки вакуум-мата (5) по меньшей мере с одним введенным усиливающим элементом (4) с помощью транспортного средства (12) для вакуум-мата (12) устройства по любому из пп.9 или 10 на компонент из волокнистого композита (1), который требуется усилить, устройства по любому из пп.9 или 10 герметичным образом, чтобы создать часть (2) формы;
отверждения созданной части (2) формы для соединения по меньшей мере одного усиливающего элемента (4) с компонентом из волокнистого композита (1);
снятия вакуум-мата (5) с усиленного компонента из волокнистого композита (1) с помощью транспортного средства (12) для вакуум-мата.
13. Способ по п.12, отличающийся тем, что когда вакуум-мат (5) снимают с компонента из волокнистого композита (1), в вакуум-мат (5) подают воздух или газ.
14. Способ по п.12, отличающийся тем, что по меньшей мере один усиливающий элемент (4) вводят в приемную часть (6) в неотвержденном, предотвержденном или отвержденном состоянии.
| DE 3145698 А1, 08.06.1993 | |||
| US 5217669 А, 06.08.1993 | |||
| US 6551091 B1, 22.04.2003 | |||
| WO 2007077265 A1, 12.07.2007 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ДЕТАЛЕЙ ИНЖЕКЦИОННЫМ МЕТОДОМ | 2001 |
|
RU2217312C2 |

