Настоящее изобретение относится к способу усиления компонента из волокнистого композита, в частности для авиакосмической промышленности, и к устройству для получения усиленного компонента из волокнистого композита этого типа.
Хотя оно и применимо к любым компонентам из волокнистого композита, настоящее изобретение и техническая задача, на которой оно основано, будут подробно описаны ниже со ссылкой на плоские компоненты из пластика, усиленного углеродным волокном (CFRP) (также именуемые компоненты из волокнистого композита), например, для панелей обшивки летательного аппарата (далее "ЛА").
Широко известно усиление панелей обшивки из CFRP с использованием стрингеров из CFRP, чтобы выдерживать высокие нагрузки в области ЛА при максимально возможно низкой массе. В этом случае используют разные типы стрингеров, например Т-, Ω- или I-стрингеры.
В дальнейшем будут рассматриваться стрингеры, имеющие полый профиль, например стрингеры, имеющие шляпочный профиль, Ω-профиль и т.д. Термин полый профиль относится к профилю стрингера, внутренние поверхности которого вместе с частью усиливаемого компонента из волокнистого композита образуют полость или внутреннюю область. Ниже эта внутренняя область упоминается как приемная область.
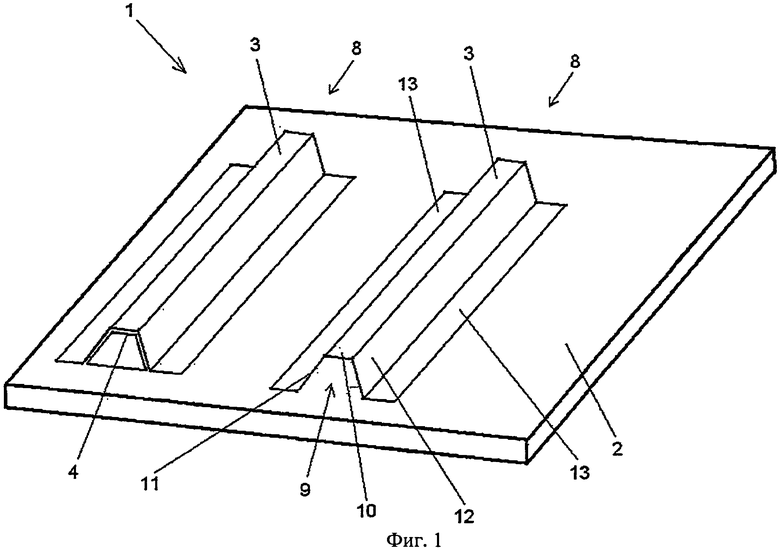
Это будет проиллюстрировано на Фиг.1 схематическим перспективным видом усиленного компонента из волокнистого композита.
Два усиливающих элемента 3 нанесены на часть 2 компонента из волокнистого композита, например панель обшивки или ламинат обшивки ЛА, усиленного компонента из волокнистого композита 1. Усиливающие элементы 3 конфигурированы как полый профиль, в данном примере как шляпочный профиль или Ω-стрингер. Каждый из них имеет две части основания 13, которые в качестве основания образуют соединительную поверхность с панелью обшивки. Части основания 13 соединены с покрывающей стенкой 10 через боковые стенки 11 и 12, которые в данном случае выступают вверх под некоторым углом, причем покрывающая стенка 10 проходит в сущности параллельно частям основания 13. Внутренние поверхности покрывающей стенки 10, боковых стенок 11 и 12 и участка части 2 компонента из волокнистого композита, который расположен под ними, определяют вышеупомянутую внутреннюю область, которая именуется приемной областью 9. В данном случае каждая из областей, где установлены усиливающие элементы 3, характеризуется как формовочная часть 8. В данном случае после завершения установки на часть 2 компонента из волокнистого композита левый усиливающий элемент 3 также снабжается элементом давления 4, который вводят в приемную часть 9.
При производстве компонентов из волокнистого композита этого типа из волокнистых композитов во время процесса затвердевания необходимо уплотнить композитные материалы из волокон и матрицы, чтобы избежать включений воздуха и получить возможность достигнуть конкретного объемного содержания волокон в отвержденном ламинате обшивки.
Под волокнистыми полуфабрикатами должны пониматься тканые материалы, нетканые материалы и волокнистые маты. Их снабжают матрицей, например, эпоксидной смолой, и затем отверждают, например, в автоклаве.
Из-за главным образом плоской конфигурации компонентов из волокнистого композита 1 это уплотнение волокнистых полуфабрикатов или волокон во время процесса затвердевания обычно достигается путем использования перепада давления. Для этого создают вакуумную конструкцию, которая предпочтительно выполнена из пластиковой пленки, которая на ее краях герметично соединена с пресс-формой. Пресс-форма и пленка таким образом образуют герметичное пространство, в котором заключен полуфабрикат. Путем удаления среды из этого герметичного пространства путем всасывания достигают относительно чрезмерного давления за пределами вакуумной конструкции, посредством чего во время процесса затвердевания можно прессовать композит из волокон и матрицы. Альтернативно или в дополнение, сила для уплотнения композита из волокон/смолы может быть увеличена путем увеличения давления вне вакуумной конструкции.
Производство компонентов из волокнистого композита требует определенного давления во время процесса затвердевания, чтобы уплотнить ламинат обшивки. Это давление может быть приложено или перенесено на компонент различными элементами давления. Как сказано выше, элемент давления этого типа обозначен ссылочным номером 4 на Фиг.1. В данном случае элемент давления 4 также необходим, в частности, для оказания давления на лицевую поверхность ламината обшивки, который закрыт усиливающим элементом 3 между частями основания 13 усиливающего элемента 3, чтобы уплотнить эту часть.
Часто необходимо расположить и закрепить элемент давления точно относительно полуфабриката и отверждающего устройства. В применимых случаях детали компонента должны быть получены, транспортированы и расположены как одно целое вместе с элементами давления, например, посредством захватного устройства. Для этой цели требуется крепежное устройство, которое прикрепляет детали компонента и элементы давления друг с другом и которое может быть освобождено в конце процесса производства. Это относится к способам производства волокнистых композитов всех типов, в частности к способам с препрегом и сухими волокнами, а также к похожим способам производства, в которых, например, одна или две детали компонента могут состоять из других материалов, например из легкого металла. В частности, в случае процессов с использованием шляпочных профилей внутренняя или приемная область должна быть оснащена элементом давления, чтобы уплотнять внутренние стенки и, в частности, ламинат обшивки части компонента из волокнистого композита, который расположен под приемной частью 9 (Фиг.1).
До настоящего времени элементы давления или получали, транспортировали и затем располагали относительно друг друга отдельно от компонентов, на которые необходимо воздействовать давлением, или общее объединение так называемого подчиненного элемента (профиль из волокнистого композита, усиливающий элемент) и элемента давления происходило в вакуумной конструкции, хотя это возможно только в случае очень небольших компонентов, когда подчиненный элемент и элемент давления могут быть прижаты друг к другу, например, на их торцевых поверхностях. Для больших и очень длинных деталей компонентов это возможно только при значительных дополнительных издержках. Отдельное объединение элементов давления и подчиненных элементов компонента из волокнистого композита во время процесса затвердевания приводит к неточностям в позиционировании и поэтому к различиям в геометрии получаемого компонента. Элементы давления могут сместиться во время этого процесса. В самом худшем случае они могут быть вжаты в компонент и ламинированы с ним.
Поэтому до настоящего времени элементы давления располагали и закрепляли, используя силу тяжести и трение и/или используя одностороннюю или двухстороннюю клейкую ленту, с помощью которой можно закрепить упомянутые элементы внутри и/или в/на отверждающем устройстве. Этот способ имеет тот недостаток, что такие элементы иногда могут разъединяться после затвердевания, причем элементы давления поэтому могут оставаться в компоненте после затвердевания, возможно приводя к выбраковке компонента.
Также известны следующие способы.
1) Первую сторону получаемого компонента из волокнистого композита в форме волокнистого полуфабриката укладывают в отверждающее устройство. Элемент давления располагают на упомянутой стороне перед помещением на нее шляпочного элемента (усиливающего элемента). Недостаток в данном случае заключается в том, что элемент давления может быть смещен и/или зажат между двумя деталями компонента во время процесса затвердевания.
2) Элемент давления укладывают в шляпочный профиль и удерживают вручную, пока располагают шляпочный элемент. Однако это возможно только, если размеры компонента небольшие. Этот способ не возможен в случае относительно больших компонентов, поскольку для этой цели потребовалось бы много работников и их скоординированные действия. В данном случае элемент давления может выпасть из шляпочного элемента с риском повреждения. Еще один риск заключается в том, что элемент давления может быть зажат между ламинатом обшивки (первая сторона получаемого компонента из волокнистого композита) и второй стороной (усиливающий элемент).
3) Если компонент имеет большую длину и постоянное внутреннее поперечное сечение, можно втянуть элемент давления после размещения шляпочного элемента на ламинате обшивки. Однако этот способ можно использовать только в случае, если длина компонента не превышает конкретную величину, зависящую от материала элемента давления. В данном случае, однако, шляпочный элемент должен иметь постоянное внутреннее поперечное сечение по всей длине.
4) Элемент давления крепят к ламинату обшивки с помощью клейких лент. Элемент давления больше не может быть удален в случае относительно большой длины шляпочного элемента, поскольку связь между элементом давления и компонентом усилена перепадом давления.
5) Крепление с помощью клея невозможно для всех типов элементов давления, поскольку они должны иметь поверхность, которая не является клейкой в отношении материала матрицы. Из-за этих поверхностей клеи низкой вязкости скатываются, предотвращая их нанесение.
6) Когда полые компоненты изготавливают из волокнистых композитов, включающих предварительно пропитанные волокна, по способу взаимной связи, элемент давления может быть прикреплен посредством клейкой пленки. Для этой цели элемент давления вводят в отверждаемый компонент (усиливающий элемент) и предотвращают его выпадение с помощью непрерывной клейкой пленки. Однако это можно использовать только для предварительно отвержденного компонента и компонентов из волокнистого композита, изготовленных из предварительно пропитанных волокон. Кроме того, отвержденный компонент имеет повышенную массу из-за дополнительной клейкой пленки.
В документе DE 102007061431 А1 раскрыт способ усиления компонента из волокнистого композита, в котором усиливающий элемент вводят в приемную часть вакуумного мата и герметично наносят на усиливаемый компонент из волокнистого композита, чтобы образовать формуемую часть. Вакуумный мат также может принимать стрингеры, имеющие полый профиль, но тогда также необходимы элементы давления, поскольку вакуумный мат не приспособлен к внутренним областям стрингеров.
В документе DE 102008032834 раскрыт способ позиционирования трубчатого литейного стержня в приемной области усиливающего элемента. Средства для позиционирования литейного стержня в приемной области с принудительной блокировкой и/или зацеплением за счет трения предусмотрены в усиливающем элементе. Эти средства для позиционирования литейного стержня выполнены, например, в форме зажимных вырезов в области перехода между частями основания и боковыми стенками усиливающего элемента.
В документе ЕР 2159039 раскрыт способ изготовления композитных конструкций, причем композитный материал помещают на пресс-форму для формования. Для позиционирования композитного материала в пресс-форме предусмотрены магниты. Из-за того, что композитный материал включает волокна, изготовленные из магнитного материала, композитный материал может быть помещен и точно закреплен на пресс-форме.
Учитывая эту предпосылку, цель настоящего изобретения заключается в том, чтобы предложить усовершенствованный способ для усиления компонента из волокнистого композита и усовершенствованное устройство для производства усиленного компонента из волокнистого композита.
Согласно изобретению эта цель достигнута способом, имеющим признаки пункта 1, и устройством, имеющим признаки пункта 9 формулы изобретения.
Соответственно в способе для усиления компонента из волокнистого композита для авиакосмической промышленности предложены усиливающий элемент, включающий приемную область, и элемент давления, адаптированный к геометрии приемной области. Элемент давления вводят в приемную область усиливающего элемента. В данном случае усиливающий элемент и введенный элемент давления закрепляют относительно друг друга воспроизводимым образом посредством устройства для обратимого крепления. Устройство для обратимого крепления включает по меньшей мере одну первую крепежную часть, устанавливаемую на элемент давления, и по меньшей мере одну вторую крепежную часть, которая может быть установлена на усиливающий элемент. Усиливающий элемент вместе с прикрепленным к нему элементом давления затем налагают воспроизводимым образом на усиливаемый компонент из волокнистого композита, чтобы сформировать формовочную часть. Формовочную часть, сформированную таким образом, отверждают, чтобы соединить усиливающий элемент с компонентом из волокнистого композита. Устройство для обратимого крепления и элемент давления затем удаляют с усиленного компонента из волокнистого композита.
Также предложено устройство для производства усиленного компонента из волокнистого композита для авиакосмической промышленности. Устройство включает следующее:
усиливающий элемент, включающий приемную область;
элемент давления, адаптированный к геометрии приемной области для введения элемента давления в приемную область;
устройство для обратимого крепления для крепления усиливающего элемента и введенного элемента давления относительно друг друга воспроизводимым образом, причем устройство для обратимого крепления включает по меньшей мере одну первую крепежную часть, устанавливаемую на элемент давления, и по меньшей мере одну вторую крепежную часть, которая может быть установлена на усиливающий элемент;
транспортное устройство, которое включает опорное устройство для приема усиливающего элемента и элемента давления, введенного в приемную область усиливающего элемента, для нанесения усиливающего элемента вместе с прикрепленным к нему элементом давления воспроизводимым образом на усиливаемый компонент из волокнистого композита, чтобы сформировать формовочную часть;
отверждающее устройство для отверждения сформованной формовочной части, чтобы соединить усиливающий элемент с компонентом из волокнистого композита; и
удаляющее устройство для удаления устройства для обратимого крепления и элемента давления с усиленного компонента из волокнистого композита.
Предложено транспортное устройство для транспортировки по меньшей мере одного усиливающего элемента, включающего введенный элемент давления, закрепленный в заданном положении относительно компонента из усиливаемого волокнистого композита. Устройство изобретения также может включать по меньшей мере одно опорное устройство для приема по меньшей мере одного усиливающего элемента и элемента давления. Отверждающее устройство может включать плиту основания, которая вместе с транспортным устройством может иметь средства центровки, которые соответствуют друг другу, для позиционирования усиливающего элемента воспроизводимым образом относительно усиливаемого компонента из волокнистого композита.
Настоящее изобретение таким образом имеет преимущество перед подходами, упомянутыми в начале, в том, что дает возможность обратимо закреплять усиливающие элементы и элементы давления, изготовленные из разных материалов, в частности в случае крупных и длинных компонентов.
Предпочтительные конфигурации и усовершенствования настоящего изобретения указаны в зависимых пунктах формулы изобретения.
Основная идея изобретения заключается в обеспечении обратимого крепления усиливающего элемента, в частности шляпочного профиля или полого профиля, и элемента давления в трехмерном пространстве относительно друг друга посредством устройства для обратимого крепления, в частности имеющего магнитные функциональные элементы.
В данном случае усиливающий элемент и элемент давления остаются скрепленными во время перемещения, включая вращение и позиционирование всего устройства настоящего изобретения в или на отверждаемых деталях компонентов или в или на отверждающем устройстве, и могут быть снова разъединены самое позднее в конце производственного процесса.
Предложены следующие преимущества:
- надежное позиционирование усиливающего элемента и элемента давления;
- хорошая точность позиционирования;
- отсутствие сложных позиционирующих и крепежных инструментов;
- можно закреплять усиливающий элемент и элемент давления в случае крупных и длинных компонентов, в частности когда элементы давления выполнены как труба из пленки. Не нужно крепить элемент давления с края;
- можно перемещать компоненты большой длины, в частности механически;
- крепление обратимое;
- крепление позволяет выполнять объединенную операцию крепления элемента давления внутри усиливающего элемента и одновременно крепления системы из усиливающего элемента/элемента давления в отверждающем устройстве и/или такелажном устройстве;
- способ дает возможность закреплять элемент давления в усиливающем элементе во время работы, отсутствие такого крепления приводит к увеличению рабочей силы во время снятия;
- для крепления элемента давления в усиливающем элементе не нужно механическое зажимание (устраняется контакт с активированной склеиваемой поверхностью);
- не возникает ненужной дополнительной массы, поскольку все элементы могут быть удалены после отверждения.
Устройство для обратимого крепления может быть удалено, по меньшей мере частично, перед отверждением сформованной формовочной части. Это выгодно, поскольку при создании магнитной крепящей силы постоянные магниты не испытывают отрицательного влияния в смысле их срока службы и свойств напряженности поля от температуры отверждения, а также поскольку магнитный элемент, установленный вне, или крепежная часть, нанесенная вне усиливающего элемента, не мешают подавать вакуумные компоненты для отверждения.
В одном варианте осуществления крепежное устройство выполнено таким образом, что крепежная сила обеспечивается парой магнитов и/или сочетанием постоянного магнита или электрического магнита и намагничиваемого ферромагнитного элемента (например, металла). Усиливающий элемент и элемент давления снабжены каждый магнитом (постоянным магнитом или электрическим магнитом) или элементом, изготовленным из ферромагнитного материала. Магнит или ферромагнитный элемент может, как первая крепежная часть, быть расположен на элементе давления, внутри стенки элемента давления или полностью внутри элемента давления. Соответствующая контр-деталь, вторая крепежная часть, расположена или на противоположной стороне усиливающего элемента и/или в опорном устройстве устройства позиционирования и транспортировки, посредством чего усиливающий элемент и элемент давления принимаются как единое целое.
В одном варианте осуществления вторая крепежная часть устройства для обратимого крепления установлена на наружную сторону усиливающего элемента, причем усиливающий элемент в данном случае расположен между первой крепежной частью и второй крепежной частью устройства для обратимого крепления.
Если одна из крепежных частей состоит из магнитной сборки, изготовленной из ферромагнитного материала, этот материал может быть использован в разных конфигурациях:
- как непрерывная лента;
- как некоторое количество отдельных небольших пластин (которые могут быть соединены между собой разными способами, например посредством клейкой ленты, неразъемно залиты в элемент цепи/кабеля и т.д.);
- как цепь, включающая ферромагнитные элементы;
- как один или несколько кабелей.
В качестве материалов для этого можно использовать следующее:
- ферромагнитное железо;
- ферромагнитную сталь;
- ферромагнитную пружинную сталь (для случаев гибкого применения);
- магнит как таковой (постоянный магнит или электрический магнит).
Вышеуказанные ферромагнитные элементы могут быть прикреплены к элементу давления с использованием клея или клейкой ленты. В некоторых применениях достаточно поместить соответствующую крепежную часть в ее положение и удерживать ее там посредством силы тяжести, чтобы затем осуществить крепление с использованием соответствующей крепежной части и впоследствии транспортировать весь узел и расположить его на усиливаемом компоненте.
Магнитная крепежная часть может быть расположена в стенке элемента давления, причем можно осуществить это, например, путем сварки, литья или введения упомянутой части в материал стенки элемента давления.
Внутри элемента давления соответствующая крепежная часть может, например, являться результатом связи на внутренней стенке элемента давления, по выбору во время изготовления элемента давления. В некоторых случаях позиционирование также возможно посредством силы тяжести или геометрии элемента давления соответственной крепежной части.
В зависимости от производственного процесса магнит или ферромагнитный материал (крепежная часть) может быть удален частично или полностью после позиционирования и отверждения усиливающего элемента. Рекомендуется использовать сочетание магнита и ферромагнитного элемента. Предпочтительно осуществлять это, используя ферромагнитный элемент на элементе давления и магнит на усиливающем элементе, поскольку в многих таких случаях магнит можно снова удалить перед отверждением.
Магнит, как вторая крепежная часть, также может быть интегрирован в корпус, имеющий ручку и/или рабочие опоры. Опорное устройство, выполненное таким образом, может за счет подходящих средств соединения также взаимодействовать с транспортным устройством или быть его компонентом.
В альтернативном варианте осуществления усиливающий элемент и введенный элемент давления закреплены относительно друг друга воспроизводимым образом посредством крепежного устройства, использующего обратимый клейкий элемент, который установлен между элементом давления и усиливающим элементом. После удаления этого обратимого клейкого элемента адгезионная связь с усиливающим элементом устраняется полностью или, по меньшей мере, почти полностью. Возможны адгезионные и когезионные связи. Клей также может быть жидким, пленочным (например, двусторонняя клейкая лента) или твердым (термопластичный плавкий клей). В данном случае есть преимущество над известным уровнем техники в том, что клей можно удалить в сущности полностью.
Клей также может быть выполнен таким образом, чтобы он терял свою адгезионную силу под действием конкретных технологических параметров во время и/или после процесса отверждения, или чтобы его адгезионная сила уменьшалась в такой степени, что возможно полное удаление. Этими технологическими параметрами могут быть, например, конкретные температуры, текучие среды при конкретных температурах, конкретные химикалии в жидкой форме.
Также можно, чтобы клей был в сущности полностью удаляемым путем одновременного приложения растягивающей силы к элементу давления и нанесения конкретной жидкости определенного химического состава.
В альтернативной конфигурации обратимый клеевой компонент представлен как двухсторонняя клейкая лента, имеющая вставной слой, на который можно влиять, например, отталкивающими магнитными силами извне усиливающего элемента и/или притягивающими магнитными силами изнутри элемента давления, чтобы отсоединению или удалению способствовали активные магнитные силы.
Также можно применять электростатические силы для способствования удалению обратимого клеевого элемента, содержащего клей, с усиливающего элемента.
Плавкий клей может быть выполнен таким образом, чтобы после охлаждения после процесса отверждения он имел низкую температуру, при которой можно легко удалить элемент давления.
В еще одном альтернативном варианте осуществления усиливающий элемент и введенный элемент давления закреплены относительно друг друга воспроизводимым образом посредством крепежного устройства, использующего устройство для генерации и приложения электростатических зарядов на крепежные части. Для этой цели крепежные части изготовлены из электростатически заряжаемого материала. В одном особо предпочтительном варианте осуществления усиливающий элемент и элемент давления сами образуют электростатически заряжаемые крепежные части. Зарядка может происходить, например, через опорное устройство после завершения позиционирования усиливающего элемента и элемента давления. Электростатические силы тогда формируют крепящую силу, которая удерживает вместе усиливающий элемент и элемент давления.
Опорное устройство может включать вторую крепежную часть в форме электрического магнита.
Альтернативно, опорное устройство также может иметь электрические соединения для приложения электростатических зарядов к крепежным частям для того, чтобы зарядка происходила в автоматическом, управляемом механически режиме, при котором легко обеспечить безопасность рабочего персонала.
Ниже изобретение описано подробно на вариантах осуществления со ссылками на прилагаемые фигуры чертежей, на которых:
Фиг.1 - схематический перспективный вид усиленного компонента из волокнистого композита;
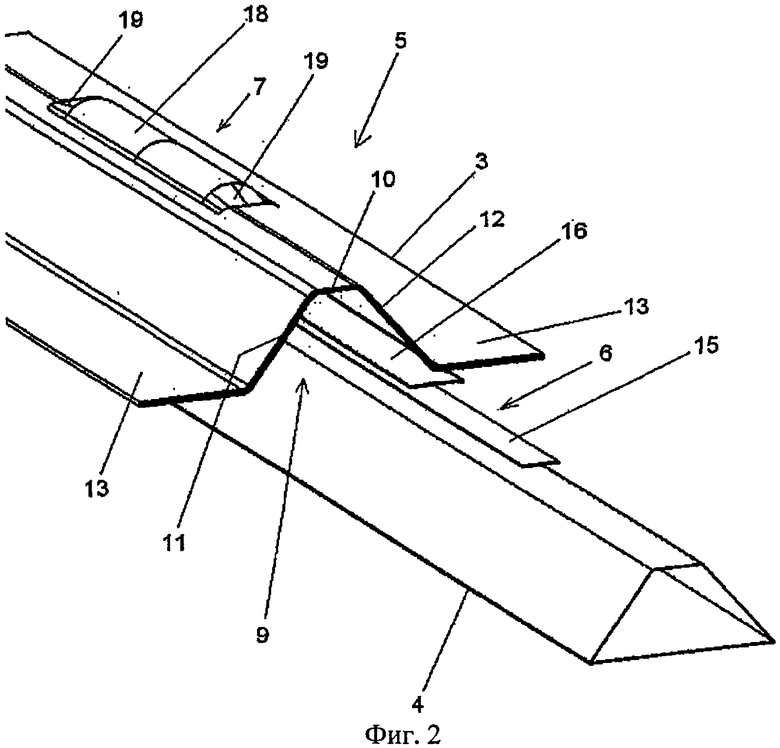
Фиг.2 - схематический перспективный покомпонентный вид усиливающего элемента, включающего первый вариант осуществления крепежного устройства;
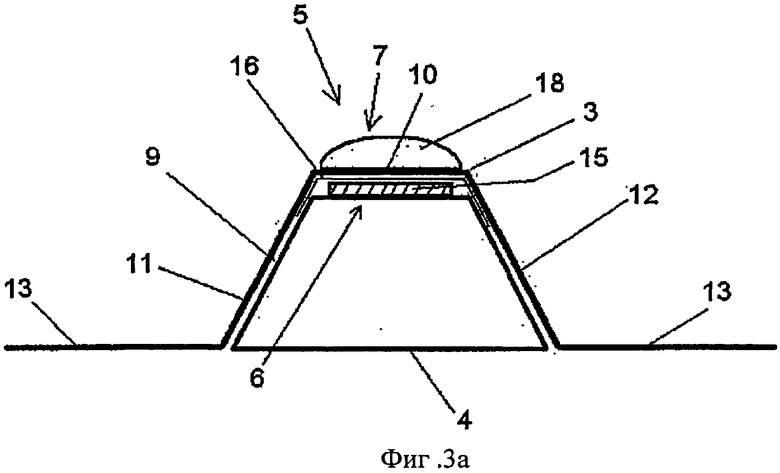
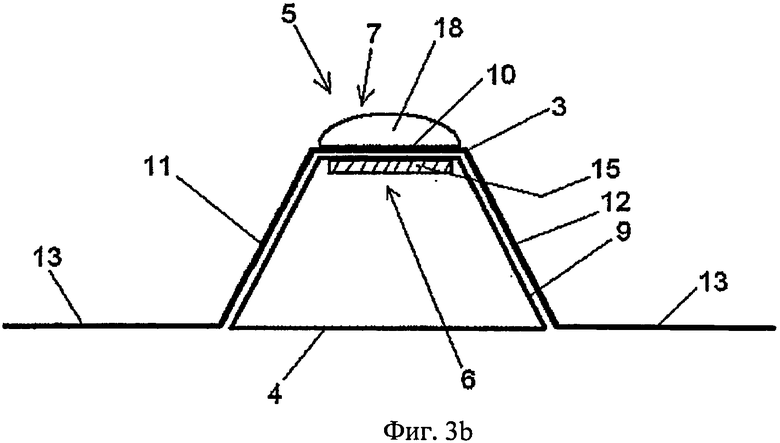
Фиг.3а-b - схематические виды в поперечном сечении усиливающего элемента согласно Фиг.2, включающие варианты крепежного устройства;
Фиг.4 - схематический вид в плане усиливающего элемента согласно Фиг.2, включающего еще один вариант крепежного устройства;
Фиг.5 - схематический перспективный покомпонентный вид усиливающего элемента согласно Фиг.2, включающего второй вариант осуществления крепежного устройства;
Фиг.6 - схематический вид в поперечном сечении усиливающего элемента согласно Фиг.2, включающего еще один вариант крепежного устройства и опорное устройство; и
Фиг.7 - схематический вид в поперечном сечении примера устройства изобретения для производства усиленного компонента из волокнистого композита.
Одинаковые ссылочные номера на чертежах обозначают одинаковые или функционально сходные детали, если не указано иное.
Фиг.1 уже описана выше.
Для производства примера, показанного на Фиг.1, цельного компонента из волокнистого композита 1 наружной обшивки из композитных материалов ЛА (не показан), причем компонент из волокнистого композита усилен усиливающими элементами 3, которые в данном случае включают шляпочные профили, усиливающие элементы 3, изготовленные из отвержденных волокнистых композитных материалов, адгезионно связаны с ламинатом обшивки (часть 2 компонента из волокнистого композита на Фиг.1), изготовленным из неотвержденных волокон, предварительно пропитанных смолой (препрег).
Усиливающие элементы 3 сначала снабжают элементами давления 4. Для этой цели схематический перспективный покомпонентный вид усиливающего элемента 3, включающего первый вариант осуществления крепежного устройства 5, показан на Фиг.2.
Усиливающий элемент 3 для усиления компонента из волокнистого композита 1 (смотрите Фиг.1) конфигурирован как полый профиль. В данном случае усиливающий элемент 3 включает приемную область 9, которая расположена между частями основания 13 и ограничена боковыми стенками 11 и 12 и покрывающей стенкой 10. В данном случае приемная область 9 имеет трапециевидное поперечное сечение.
В этом примере элемент давления 4 выполнен из трубы, имеющей трапециевидное поперечное сечение, которое адаптировано к внутреннему контуру, т.е. к приемной области 9 усиливающего элемента 3.
Элемент давления 4 и усиливающий элемент 3 закреплены относительно друг друга через устройство для обратимого крепления 5. Это устройство для обратимого крепления 5 включает первую крепежную часть 6 на элементе давления 4 и вторую крепежную часть 7 на усиливающем элементе 3.
В этом первом варианте осуществления крепежного устройства 5 первой крепежной частью 6 крепежного устройства 5 является ферромагнитный элемент 15. Он прикреплен к лицевой поверхности элемента давления 4, которая соответствует внутренней поверхности покрывающей стенки 10 усиливающего элемента 3. Ферромагнитный элемент 15, который может быть, например, непрерывной лентой, прикреплен с использованием подходящего клея и/или клейких полос. Покрывающий элемент 16 в форме покрывающей пленки, которая облегчает удаление элемента давления 4 после процесса отверждения и в то же время также защищает ферромагнитный элемент 15 от внешних влияний, например, материалов усиливающего элемента 3, установлен на ферромагнитный элемент 15. Покрывающий элемент 16 может быть, например, противоадгезионной пленкой, например фторполимерной (ПТФЭ, ФЭП, ЭТФЭ), посредством чего можно избежать адгезионной связи из-за загрязнения матрицей (эпоксидной смолой) ламината обшивки (смотрите Фиг.1).
В этом примере вторая крепежная часть 7 крепежного устройства 5 является магнитным элементом 18, например постоянным магнитом, который расположен на покрывающей стенке 10 усиливающего элемента 3. В данном случае магнитный элемент 18 имеет наклонные плоскости 19, чтобы облегчать взаимодействие с манипулятором (подробно описанным ниже). В зависимости от длины усиливающего элемента 3 магнитный элемент 18 может быть адаптирован или состоять из нескольких отдельных магнитных элементов 18, расположенных в последовательности в продольном направлении усиливающего элемента 3. Эти отдельные магнитные элементы 18 могут быть, например, расположены на подходящей полосе или в кожухе.
Элемент давления 4, снабженный первой крепежной частью 6, затем вставляют в приемную область 9 усиливающего элемента 3 и позиционируют относительно усиливающего элемента 3, причем желательное положение усиливающего элемента 3 и элемента давления 4 фиксируется путем взаимодействия первой крепежной части 6 и второй крепежной части 7 таким образом, чтобы первая крепежная часть 6, как намагничиваемый ферромагнитный элемент 15, притягивалась второй крепежной частью 7 как магнитным элементом 18 или постоянным магнитом. В данном случае элемент давления 4, соединенный с первой крепежной частью 6, также притягивается в приемную область 9 усиливающего элемента 3 и удерживается в ней.
На Фиг.3а и 3b показаны схематические виды в поперечном сечении усиливающего элемента 3 согласно Фиг.2, включающего варианты крепежного устройства 5. В каждом случае элемент давления 4 введен в приемную область 9 усиливающего элемента 3 и удерживается закрепленным крепежным устройством 5.
На Фиг.3а первая крепежная часть 6, а именно ферромагнитный элемент 15, установлена на верхнюю наружную поверхность бокового элемента давления 4, которая соответствует внутренней поверхности покрывающей стенки 10 усиливающего элемента 3. В этом варианте покрывающий элемент 16 расположен на ферромагнитном элементе 15, прилегая к боковым поверхностям элемента давления 4. В данном случае покрывающий элемент 16 конфигурирован как несущая пленка, которая описана в случае Фиг.2, сторона которой обращена к элементу давления 4, покрытому клеем, который образует связи с ферромагнитным элементом 15 с одной стороны и с элементом давления 4 с другой стороны и таким образом соединяет между собой ферромагнитный элемент 15 и элемент давления 4.
Еще один вариант крепежного устройства 5 показан на Фиг.3b. В данном случае первая крепежная часть 6, а именно ферромагнитный элемент 15, расположена внутри элемента давления 4. Элементом давления 4 может быть, например, вышеописанная труба. В данном случае первую крепежную часть 6 устанавливают внутрь элемента давления 4, например, путем связывания первой крепежной части 6 с внутренней поверхностью бокового элемента давления 4, которая соответствует внутренней поверхности покрывающей стенки 10 усиливающего элемента 3 и в данном случае контактирует с упомянутой поверхностью непосредственно с принудительной блокировкой. Поскольку в этом примере первая крепежная часть 6 расположена внутри элемента давления 4, она закрыта самим элементом давления и защищена от внешних влияний. В этом примере, показанном на Фиг.3b, может быть принят, например, следующий порядок работ.
Усиливающий элемент 3 расположен таким образом, что приемная область 9 открыта вверх. Затем в нее может быть введен элемент давления 4. Первую крепежную часть 6 затем вводят во внутреннюю область элемента давления 4, причем первую крепежную часть 6 располагают посредством силы тяжести на внутренней поверхности бокового элемента давления 4, которая соответствует внутренней поверхности покрывающей стенки 10 усиливающего элемента 3. Первую крепежную часть 6 закрепляют путем последующей установки второй крепежной части 7, как сказано выше, и элемент давления 4 удерживается в ранее определенном желательном положении относительно усиливающего элемента 3. Первую крепежную часть 6 таким образом соединяют с элементом давления 4 с помощью непринудительной блокировки через крепежное устройство 5, при этом, например, можно обойтись без стыкового соединения.
На Фиг.3а и 3b для этих примеров четко показано (также согласно Фиг.2), что первая крепежная часть 6 установлена на элемент давления 4, и вторая крепежная часть 7 установлена на усиливающий элемент 3, при этом усиливающий элемент 3 расположен между первой крепежной частью 6 и второй крепежной частью 7. В данном случае вторая крепежная часть 7 расположена на стороне усиливающего элемента 3 напротив элемента давления 4. Крепежное устройство 5 таким образом крепит элемент давления 4 и усиливающий элемент 3 непринудительной блокировкой так, что элемент давления 4 и усиливающий элемент 3 притянуты друг к другу.
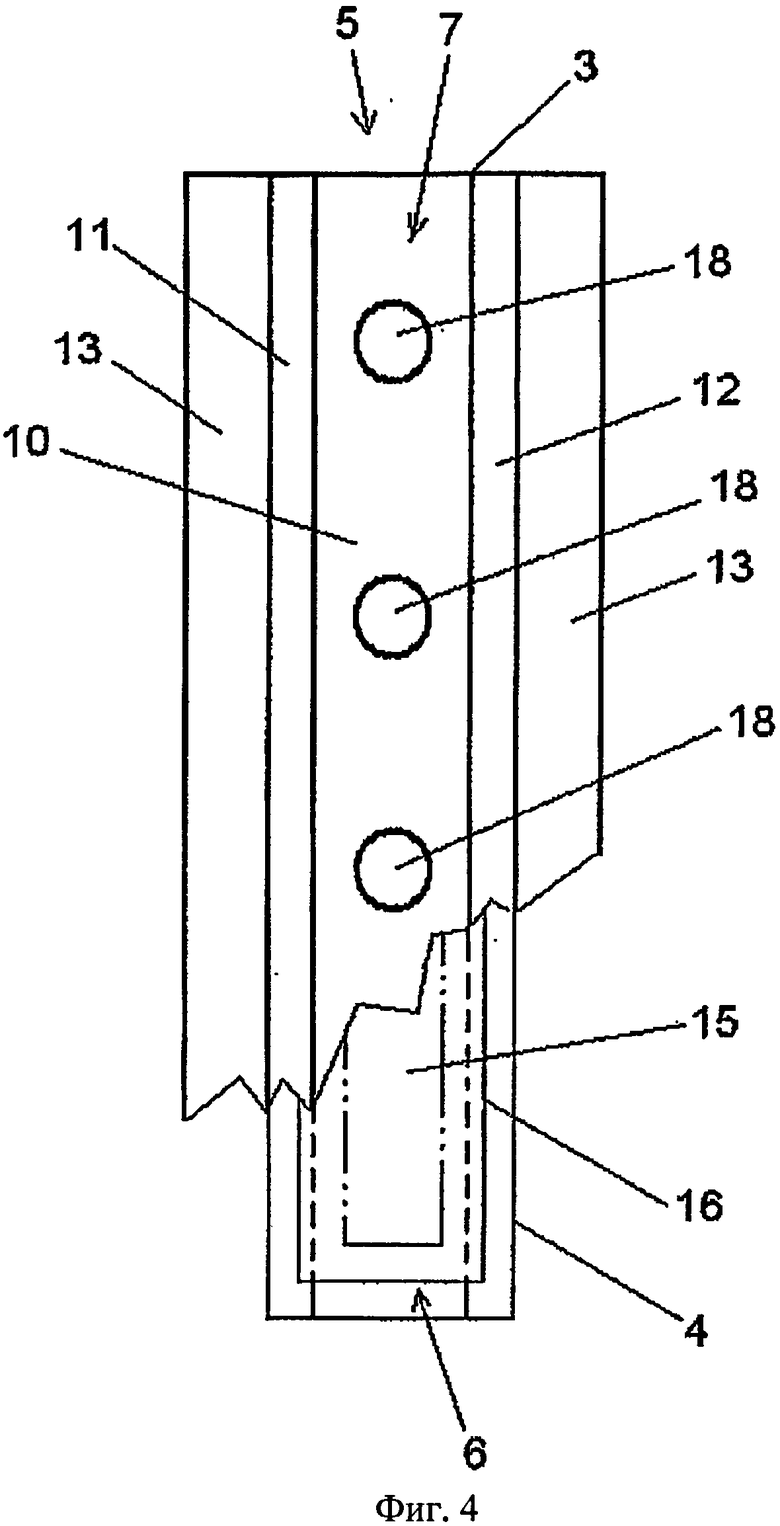
На Фиг.4 показан схематический вид в плане усиливающего элемента 3 согласно Фиг.2, включающего еще один вариант крепежного устройства 5. В данном случае вторая крепежная часть 7 сформирована из нескольких магнитных элементов 18 (в данном случае в форме небольших круглых магнитных пластин), которые могут, например, быть взаимосвязаны в продольном направлении усиливающего элемента 3.
На Фиг.4 также показан покрывающий элемент 16, который в данном случае, как на Фиг.3а, закрывает ферромагнитный элемент 15 и прикреплен как клейкая пленка к элементу давления 4.
Крепежное устройство 5 выполнено так, чтобы быть обратимым. Для показанных вариантов осуществления это означает, что в данном случае вторая крепежная часть 7 может быть установлена на усиливающий элемент 3 обратимым образом, даже в относительно больших количествах. Например, она может быть соединена с подходящей рукоятью, и таким образом ее можно устанавливать и снимать, как более подробно сказано ниже в связи с Фиг.6.
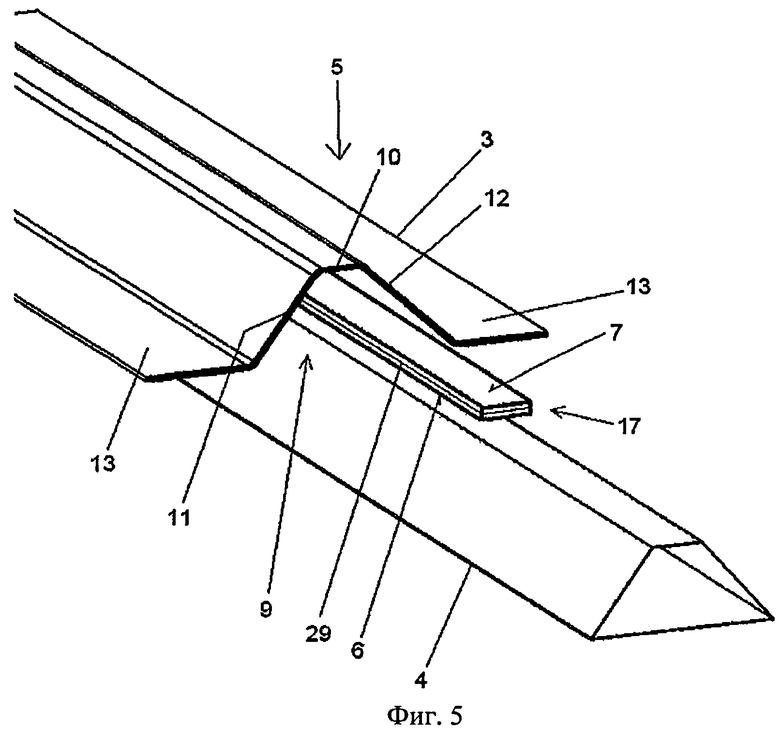
На Фиг.5 показан второй вариант осуществления устройства для обратимого крепления 5 в схематическом перспективном покомпонентном виде усиливающего элемента 3 согласно Фиг.2. В данном случае элемент давления 4 и усиливающий элемент 3 соединены крепежным устройством 5, включающим обратимый клейкий элемент 17. В данном случае первая крепежная часть 6 может быть установлена на элемент давления 4 путем адгезионной связи, и вторая крепежная часть 7 также может быть установлена путем адгезионной связи на усиливающий элемент 3, в данном случае на внутреннюю поверхность покрывающей стенки 10. Клейкий слой второй крепежной части 7 выполнен таким образом, что его можно очень легко отделить после отверждения компонента из волокнистого композита 1. Это также можно сделать путем применения конкретных технологических параметров, например различных тепловых воздействий, текучих сред, химических веществ и т.п.
В примере, показанном в данном случае, обратимый клейкий элемент 17 включает вставной слой 29, который интегрирован в него и изготовлен из материала, на который могут действовать внешние силы, например магнитные силы и/или электростатические силы, чтобы способствовать удалению клейкой ленты 17 путем отталкивания и/или притяжения. Например, электрический магнит, введенный изнутри элемента давления 4, может вытягивать вставной слой 29 из усиливающего элемента 3. Применение электростатических зарядов одинаковой или разной полярности (или применение соответствующего электрода) к усиливающему элементу 3 и вставному слою 29 упомянуто для примера.
Также возможно, чтобы обратимый клейкий элемент 17 был адгезионным и/или когезионным соединением, причем упомянутое соединение является жидким или пленочным (например, клейкой лентой). Обратимый клейкий элемент 17 также может включать термопластичный плавкий клей, причем упомянутый клей остается мягким после завершения операции отверждения после охлаждения до конкретной "температуры в емкости", и таким образом позволяет легко удалить элемент давления 4.
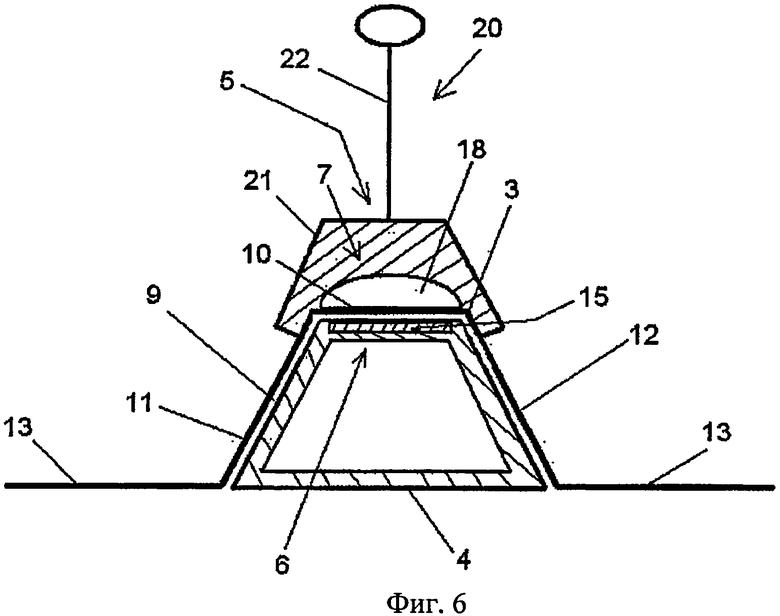
На Фиг.6 показан схематический вид в поперечном сечении усиливающего элемента 3 согласно Фиг.2, включающего еще один вариант крепежного устройства 5 и опорное устройство 20.
В этом примере элемент давления 4 выполнен таким образом, что первую крепежную часть 6 вводят, например вводят и адгезионно связывают, закрепляют литьем под давлением, приваривают и т.д. внутри стенки элемента давления 4. Вторую крепежную часть 7 располагают как магнитный элемент 18 в опорном теле 21 опорного устройства 20, которое в данном случае соединяют с опорным элементом 22. Опорным элементом 22 может быть, например, петля кабеля или стержень, имеющий рукоять для работы вручную. Если элемент давления 4 введен в приемную область 9 усиливающего элемента 3 и позиционирован относительно усиливающего элемента 3, вторая крепежная часть 7 может быть установлена в этом примере снаружи на усиливающий элемент 3 с использованием опорного устройства 20. Усиливающий элемент 3 затем можно транспортировать вместе с элементом давления 4, который прикреплен к усиливающему элементу 3 и удерживается относительно последнего посредством крепежного устройства 5.
Опорное устройство 20 может включать несколько опорных устройств 20, распределенных по длине усиливающего элемента 3. Также возможно опорное тело 21, имеющее такую же длину, что и усиливающий элемент 3. Для этой цели соответствующее опорное устройство 20 может быть выполнено для одного или нескольких усиливающих элементов 3 и предоставлено для механической транспортировки.
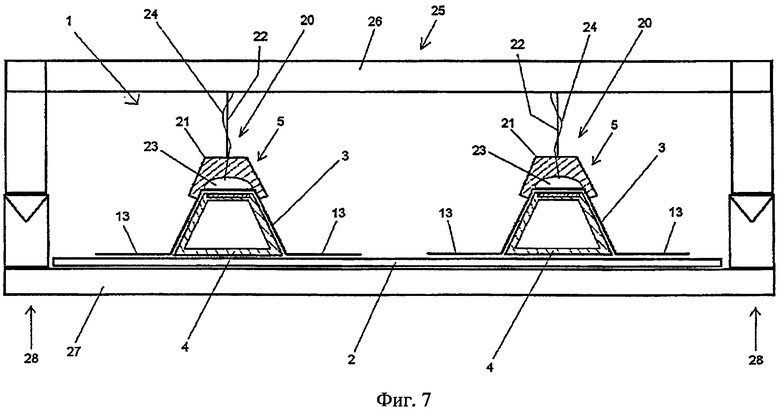
На Фиг.7 показан схематический вид в поперечном сечении устройства 25 согласно изобретению для производства усиленного компонента из волокнистого композита 1.
Ламинат обшивки в форме части 2 компонента из волокнистого композита (смотрите Фиг.1), изготовленного из предварительно пропитанных волокон, устанавливают на плиту основания 27. В данном случае два усиливающих элемента 3, каждый из которых включает элемент давления 4, удерживаемый устройством для обратимого крепления 5, удерживаются на транспортном устройстве 25 посредством опорного устройства 20, которое описано со ссылкой на Фиг.6, расположенного на части 2 компонента из волокнистого композита. Подошвы частей основания 13 были подготовлены заранее путем нанесения пленки эпоксидного клея.
Своими боковыми стенками 11 и 12, покрывающей стенкой 10 и частью ламината обшивки, закрытого ими, усиливающие элементы 3 установлены и позиционированы на части 2 компонента из волокнистого композита, образуя внутреннюю область, в которой расположен элемент давления 4. В этом состоянии элемент давления 4 окружен внутренними поверхностями стенок 10, 11 и 12 усиливающего элемента 3 и поверхностью части 2 компонента из волокнистого композита, который расположен под ним.
В опорных телах 21 две крепежные части 7 выполнены как электрические магниты 23, и каждая из них может быть нагружена по линии 24 электрической энергией для намагничивания.
Устройство изобретения 25 может быть, например, выполнено модульным, чтобы его можно было легко адаптировать к компонентам из волокнистого композита 1 разных размеров.
Опорные устройства 20 контактируют с усиливающими элементами 3, снабженными элементами давления 4, причем опорные тела 21 установлены на наружные стороны покрывающих стенок 10 усиливающих элементов 3. На электрические магниты 23 затем подают ток, и они вместе с первыми крепежными частями 6 элементов давления 4 образуют устройства для обратимого крепления. Усиливающие элементы 3 и элемент давления 4, закрепленные таким образом относительно друг друга, транспортируют на плиту основания 27, показанную на Фиг.7, и располагают на ней. Это может быть сделано разными способами в зависимости от ситуации, например, посредством кранового устройства или рельсовой системы.
В данном случае для воспроизводимого позиционирования плита основания 27 и транспортное устройство 26 на крае этого устройства имеют средства центровки 28, например штыри центровки на транспортном устройстве 26 и соответствующие углубления на плите основания 27.
Если усиливающие элементы 3, включающие элементы давления 4, центрованы, позиционированы и положены на плиту основания 27 транспортным устройством 26, подача тока на электрические магниты 23 прерывается, причем можно удалить вторые крепежные части 7 в форме электрических магнитов 23 с помощью транспортного устройства 26. Однако позиционирование, выполненное заранее между элементами давления 4 и усиливающими элементами 3, сохраняется.
Компонент из волокнистого композита 1 вместе с усиливающими элементами 3 и элементами давления 4, расположенными в нем, которые нагружены соответствующим давлением, теперь может быть подготовлен для отверждения и отвержден известным способом. Элементы давления 4 затем удаляют из усиливающих элементов 3 после сброса давления.
Устройство 25 может включать устройство управления, которое соединено со средствами центровки 28, приводными средствами для перемещения транспортного устройства 25, приводными средствами для опорных устройств 20, средствами подачи тока на электрические магниты 23 и другими сигнальными и отслеживающими устройствами. В результате производство усиленного компонента из волокнистого композита 1 автоматизируется таким образом, что достигается высокий уровень воспроизводимости при наименьшей вероятности ошибок, причем элементы давления 4 и опорные устройства 20, а также устройства для обратимого крепления 5 могут использоваться повторно.
Хотя настоящее изобретение было описано выше на предпочтительных вариантах осуществления, оно ими не ограничено, и может быть модифицировано разными способами.
Например, не только Ω-стрингеры, но и усиливающие элементы, имеющие другие поперечные сечения полого профиля, например треугольное, квадратное или многоугольное, могут быть обработаны с использованием настоящего изобретения.
Крепежное устройство 5 также может включать первую и вторую крепежные части 6, 7 на других боковых поверхностях элемента давления 4 и соответствующих поверхностях усиливающего элемента 3.
Также возможно, чтобы крепежное устройство 5 включало устройство для подачи статического электричества на соответствующие электростатически заряжаемые крепежные части 6, 7. В данном случае элемент давления 4 и усиливающий элемент 3 сами образуют крепежные части 6, 7. Это возможно, например, когда крепежные части 6, 7 или элемент давления 4 и усиливающий элемент 3 состоят из пластика или других электростатически заряжаемых материалов.
Также возможно, чтобы первой крепежной частью 6 в элементе давления 4 был электрический магнит.
Усиливающий элемент 3 также может быть частично отвержден.
Способ для усиления компонента из волокнистого композита 1 для авиакосмической промышленности включает следующие этапы:
Предоставляют усиливающий элемент 3, включающий приемную область 9 и элемент давления 4, адаптированный к геометрии приемной области 9. Элемент давления 4 вводят в приемную область 9 усиливающего элемента 3. В данном случае усиливающий элемент 3 и введенный элемент давления 4 закрепляют относительно друг друга воспроизводимым образом посредством устройства для обратимого крепления 5. Устройство для обратимого крепления 5 включает по меньшей мере одну первую крепежную часть 6, устанавливаемую на элемент давления 4, и по меньшей мере одну вторую крепежную часть 7, устанавливаемую на усиливающий элемент 3. Усиливающий элемент 3 вместе с прикрепленным к нему элементом давления 4 затем налагают воспроизводимым образом на усиливаемый компонент из волокнистого композита 1, чтобы сформировать формовочную часть 8. Формовочную часть 8, сформированную таким образом, отверждают, чтобы соединить усиливающий элемент 3 с компонентом из волокнистого композита 1. Устройство для обратимого крепления 5 и элемент давления 4 затем удаляют с усиленного компонента из волокнистого композита 1.
В одном примере варианта осуществления способа первую крепежную часть 6 формирует элемент давления 4, и вторую крепежную часть 7 формирует усиливающий элемент 3.
В одном примере варианта осуществления устройства 25 устройство для обратимого крепления 5 выполнено для электростатической зарядки крепежных частей 6, 7, причем крепежные части 6, 7 выполнены как отдельные компоненты или сформированы усиливающим элементом 3 и элементом давления 4 соответственно.
Перечень ссылочных номеров
1 Компонент из волокнистого композита
2 Часть компонента из волокнистого композита
3 Усиливающий элемент
4 Элемент давления
5 Крепежное устройство
6 Первая крепежная часть
7 Вторая крепежная часть
8 Формовочная часть
9 Приемная область
10 Покрывающая стенка
11 Первая боковая стенка
12 Вторая боковая стенка
13 Часть опоры
14 Часть основания
15 Ферромагнитный элемент
16 Покрывающий элемент
17 Клейкий элемент
18 Магнитный элемент
19 Наклон
20 Опорное устройство
21 Опорное тело
22 Опорный элемент
23 Электрический магнит
24 Линия
25 Устройство
26 Транспортное устройство
27 Плита основания
28 Средства центровки
29 Вставной слой.
В способе для усиления компонента из волокнистого композита для авиакосмической промышленности предложены: усиливающий элемент, включающий приемную область и элемент давления, адаптированный к геометрии приемной области. Элемент давления вводят в приемную область усиливающего элемента. Усиливающий элемент и введенный элемент давления закрепляют относительно друг друга воспроизводимым образом посредством устройства для обратимого крепления. Устройство для обратимого крепления включает по меньшей мере одну первую крепежную часть, устанавливаемую на элемент давления, и по меньшей мере одну вторую крепежную часть, устанавливаемую на усиливающий элемент. Усиливающий элемент вместе с прикрепленным к нему элементом давления налагают воспроизводимым образом на усиливаемый компонент из волокнистого композита с формированием формовочной части. Для соединения усиливающего элемента с компонентом из волокнистого композита формовочную часть отверждают. Устройство для обратимого крепления и элемент давления удаляют с усиленного компонента из волокнистого композита. Изобретение обеспечивает повышение точности изготавливаемых компонентов. 2 н. и 11 з.п. ф-лы, 8 ил.
1. Способ для усиления компонента из волокнистого композита (1) для авиакосмической промышленности, включающий следующие этапы:
предоставление усиливающего элемента (3), включающего приемную область (9) и элемент давления (4), адаптированный к геометрии приемной области (9);
введение элемента давления (4) в приемную область (9) усиливающего элемента (3);
закрепление усиливающего элемента (3) и введенного элемента давления (4) относительно друг друга воспроизводимым образом посредством устройства для обратимого крепления (5), причем устройство для обратимого крепления (5) включает по меньшей мере одну первую крепежную часть (6), устанавливаемую на элемент давления (4), и по меньшей мере одну вторую крепежную часть (7), которая может быть установлена на усиливающий элемент (3);
наложение усиливающего элемента (3) вместе с прикрепленным к нему элементом давления (4) воспроизводимым образом на усиливаемый компонент из волокнистого композита (1), чтобы сформировать формовочную часть (8);
отверждение сформированной формовочной части (8), чтобы соединить усиливающий элемент (3) с компонентом из волокнистого композита (1); и
удаление устройства для обратимого крепления (5) и элемента давления (4) с усиленного компонента из волокнистого композита (1).
2. Способ для усиления компонента по п.1, отличающийся тем, что после наложения усиливающего элемента (3) по меньшей мере одну вторую крепежную часть (7) устройства для обратимого крепления (5) удаляют до отверждения сформированной формовочной части (8).
3. Способ для усиления компонента по п.1 или 2, отличающийся тем, что вторую крепежную часть (7) устройства для обратимого крепления (5) устанавливают снаружи усиливающего элемента (3), при этом усиливающий элемент (3) располагают между первой крепежной частью (6) и второй крепежной частью (7) устройства для обратимого крепления (5).
4. Способ для усиления компонента по п.1, отличающийся тем, что усиливающий элемент (3) и введенный элемент давления (4) закрепляют относительно друг друга воспроизводимым образом путем приложения магнитных сил.
5. Способ для усиления компонента по п.4, отличающийся тем, что магнитные силы прилагают посредством постоянных магнитных элементов (18) и/или электрических магнитов (23).
6. Способ для усиления компонента по п.5, отличающийся тем, что первую крепежную часть (6) формируют, используя по меньшей мере один постоянный магнитный элемент (18) или электрический магнит (23), и тем, что вторую крепежную часть (7) формируют, используя ферромагнитный элемент (15).
7. Способ для усиления компонента по п.1, отличающийся тем, что усиливающий элемент (3) и введенный элемент давления (4) закрепляют относительно друг друга воспроизводимым образом посредством обратимого клейкого элемента (17), который устанавливают между элементом давления (4) и усиливающим элементом (3), причем клейкий элемент (17) включает вставной слой (29), который располагают между первой крепежной частью (6) и второй крепежной частью (7) клейкого элемента (17) и формируют для способствования удалению клейкого элемента (17).
8. Способ для усиления компонента по п.1, отличающийся тем, что усиливающий элемент (3) и введенный элемент давления (4) закрепляют относительно друг друга воспроизводимым образом посредством устройства для генерации и приложения электростатических зарядов к крепежным частям (6, 7).
9. Устройство (25) для производства усиленного компонента из волокнистого композита (1) для авиакосмической промышленности, включающее:
усиливающий элемент (3), включающий приемную область (9);
элемент давления (4), адаптированный к геометрии приемной области (9), для введения элемента давления (4) в приемную область (9);
устройство для обратимого крепления (5) для крепления усиливающего элемента (3) и введенный элемент давления (4) относительно друг друга воспроизводимым образом, причем устройство для обратимого крепления (5) включает по меньшей мере одну первую крепежную часть (6), устанавливаемую на элемент давления (4), и по меньшей мере одну вторую крепежную часть (7), которая может быть установлена на усиливающий элемент (3);
транспортное устройство (26), которое включает опорное устройство (20) для приема усиливающего элемента (3) и элемента давления (4), введенного в приемную область (9) усиливающего элемента (3), для наложения усиливающего элемента (3) вместе с прикрепленным к нему элементом давления (4) воспроизводимым образом на усиливаемый компонент из волокнистого композита (1), чтобы сформировать формовочную часть (8);
отверждающее устройство для отверждения сформованной формовочной части (8), чтобы соединить усиливающий элемент (3) с компонентом из волокнистого композита (1); и
удаляющее устройство для удаления устройства для обратимого крепления (5) и элемента давления (4) с усиленного компонента из волокнистого композита (1).
10. Устройство (25) для производства усиленного компонента по п.9, отличающееся тем, что устройство для обратимого крепления (5) для генерации магнитной крепящей силы формируют, используя по меньшей мере один постоянный магнитный элемент (18), электрический магнит (23) и/или ферромагнитный элемент (15).
11. Устройство (25) для производства усиленного компонента по п.9, отличающееся тем, что устройство для обратимого крепления (5) формируют для электростатической зарядки крепежных частей (6, 7).
12. Устройство (25) для производства усиленного компонента по п.9, отличающееся тем, что средство для обратимого крепления (5) формируют, используя обратимый клейкий элемент (17), который устанавливают между элементом давления (4) и усиливающим элементом (3), причем клейкий элемент (17) включает вставной слой (29), который располагают между первой крепежной частью (6) и второй крепежной частью (7) клейкого элемента (17) и формируют для способствования удалению клейкого элемента (17).
13. Устройство (25) для производства усиленного компонента по п.9, отличающееся тем, что опорное устройство (20) включает вторую крепежную часть (7).
| DE 102007061431 A1, 25.06.2009 | |||
| SU 1777297 A1, 20.05.1997; | |||
| DE 69109642 T2, 21.09.1995 | |||
| ЛОНЖЕРОН КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1991 |
|
RU2005652C1 |

