Область техники
Изобретение в общем относится к способу изготовления охлаждающей плиты металлургической печи.
Уровень техники
В предшествующем уровне техники такие охлаждающие плиты, называемые также холодильником, широко известны. Их используют для покрытия внутренней стенки наружного кожуха металлургической печи, такой как, например, доменная печь или электродуговая печь, чтобы создать: (1) предохраняющий от утечек тепла экран между внутренним пространством печи и наружным кожухом печи; и (2) фиксирующее средство для закрепления футеровки из огнеупорного кирпича, огнеупорного торкретированного слоя или нароста, образованного слоем настыля внутри печи. Первоначально охлаждающие плиты были литыми из чугуна с залитыми в них охлаждающими трубами. Как альтернатива чугунным холодильникам были предложены холодильники из меди. В настоящее время большинство охлаждающих плит металлургической печи изготавливают из меди, медного сплава, а совсем недавно - из стали.
Для изготовления медных плитовых холодильников предлагались различные способы. Первоначально делались попытки отливать медные холодильники в литейных изложницах и формировать внутренние охлаждающие каналы песочными стержнями, вводимыми в эти изложницы. Однако этот способ на практике не доказал своей эффективности, так как основные части литых медных плит часто имели раковины и пористость, что оказывало чрезвычайно отрицательное воздействие на срок службы основной части плиты. Литейный песок трудно удалять из каналов, и сами каналы часто не имели нужной формы.
Охлаждающая плита, изготовленная из кованой или катаной медной листовой заготовки известна из патента DE 2907511 C2. Охлаждающие каналы представляют собой глухие отверстия, выполненные глубоким сверлением в катаной медной листовой заготовке. Глухие отверстия закрывают привариванием заглушек. Затем просверливают соединительные каналы от задней поверхности основной части плиты в глухие отверстия. После чего в эти соединительные каналы вводят соединительные патрубки для подачи или отвода охладителя и приваривают их к основной части холодильника. За счет таких охлаждающих плит избегают вышеупомянутых недостатков, присущих литым конструкциям. В частности, фактически предотвращается образование раковин и пористости в основной части плиты. Однако представленный способ изготовления требует относительно больших затрат, как по трудоемкости, так и по материалоемкости. Кроме того, из-за значительных механических и тепловых нагрузок, воздействующих на плитовый холодильник, различные сварные соединения являются критичными с точки зрения герметичности для охлаждающей среды. В дополнение, так как каналы выполнены воедно с основной частью холодильника, существует только один уровень разделения между охладителем и внутренним пространством печи, то есть в случае образования трещины в основной части холодильника охладитель будет вытекать. Однако утечка охлаждающей среды в печь приводит к значительному риску взрыва, и ее возникновения нужно избегать во что бы это ни стало.
Техническая проблема
Целью настоящего изобретения является создание усовершенствованного способа изготовления охлаждающей плиты металлургической печи, свободного от приведенных выше недостатков. Эта цель достигается в способе по п.1 формулы изобретения.
Раскрытие изобретения
В соответствии с настоящим изобретением предложен способ изготовления охлаждающей плиты металлургической печи, при выполнении которого обеспечивают листовую заготовку металлического материала, имеющую переднюю поверхность, противоположную заднюю поверхность и четыре боковых торца; и формируют в листовой заготовке по меньшей мере один охлаждающий канал просверливанием в ней по меньшей мере одного глухого отверстия, которое производят от первого торца в направлении противоположного второго торца. В соответствии с важным аспектом настоящего изобретения при выполнении способа, кроме того, деформируют заготовку таким образом, чтобы ее первая торцовая область была по меньшей мере частично изогнута в направлении к задней поверхности листовой заготовки; и механической обработкой удаляют излишек материала с передней и задней поверхностей листовой заготовки для получения охлаждающей плиты, имеющей панелеобразную основную часть, на задней поверхности которой расположено отверстие входа в охлаждающий канал.
За счет изгиба листовой заготовки в направлении задней поверхности и последующего удаления механической обработкой излишка материала с передней и задней поверхностей листовой заготовки отверстие входа в охлаждающий канал располагается на задней поверхности. По сравнению с известным в предшествующем уровне техники способом, таким, например, как описанный в патенте DE 2907511 C2, отпадает необходимость в герметизации путем приварки заглушки отверстия входа в охлаждающий канал в первом торце. Нет также необходимости в просверливании соединительного канала между задней поверхностью и охлаждающим каналом, чтобы достичь последнего в первой торцовой области. Удаление этих шагов процесса снижает как трудозатраты, так и стоимость материала.
Однако более важно то, что отсутствие заглушки придает дополнительную надежность охлаждающей плите. Действительно, охлаждающая плита подвержена воздействию значительных механических и термических напряжений, в частности ее торцовые области, и заглушка должны рассматриваться как слабое место. При нарушении сварного шва заглушки нельзя более гарантировать герметичность охлаждающего канала для охлаждающей среды, и охладитель может вытекать из охлаждающего канала в печь. Такой утечки охлаждающей среды в печь нужно избегать во что бы это ни стало, так как она может привести к значительному риску взрыва. Так как к охлаждающей плите, изготовленной согласно прелагаемому в настоящем изобретении способу, никакая заглушка не приварена, риск утечки, связанной с наличием такой заглушки, устраняется. Кроме того, охлаждающая плита, изготовленная по предлагаемому в настоящем изобретении способу, имеет более значительную толщину у передней поверхности в первой торцовой области по сравнению с охлаждающими плитами, изготовленными по известным в предшествующем уровне техники способам. Увеличенная толщина материала также вносит свой вклад в увеличение срока службы охлаждающей плиты.
Предпочтительно после удаления механической обработкой избытка материала с передней и задней поверхностей листовой заготовки способ включает дополнительный шаг формирования пазов и лежащих между ними множественных параллельных ребер на передней поверхности панелеобразной основной части, которые предназначены для закрепления футеровки из огнеупорного кирпича.
Для обеспечения хороших фиксирующих свойств конструкции с множественными параллельными ребрами и пазами на передней поверхности охлаждающей плиты и хорошей термической стабильности охлаждающей плиты пазам предпочтительно придана форма с шириной, которая меньше у входа паза, чем у его основания. Пазы могут быть выполнены, например, с поперечным сечением в виде ласточкина хвоста.
Предпочтительно при выполнении способа дополнительно обеспечивают соединительную трубу для каждого охлаждающего канала, сформированного в панелеобразной основной части; совмещают один конец каждой соединительной трубы с входным отверстием в соответствующий охлаждающий канал, расположенный на задней поверхности панелеобразной основной части; и скрепляют соединительную трубу с задней поверхностью панелеобразной основной части, так чтобы создать сообщение по потоку между каждой соединительной трубой и соответствующим охлаждающим каналом.
Между панелеобразной основной частью и соединительной трубой может быть использован переходник, имеющий форму полого усеченного конуса. Меньшее основание переходника может иметь диаметр, приспособленный для сочленения с соединительной трубой. Размер большего основания переходника подобран так, чтобы перекрывать все отверстие охлаждающего канала на задней поверхности. Действительно, из-за изгиба охлаждающего канала и последующей механической обработки задней поверхности охлаждающий канал может иметь вытянутое входное отверстие на задней поверхности. Увеличенное основание переходника позволяет гарантировать отсутствие утечек на задней поверхности охлаждающей плиты.
Предпочтительно задняя поверхность панелеобразной основной части, соединительная труба и переходник, если его используют, скреплены друг с другом пайкой или сваркой.
В соответствии с первым вариантом выполнения изобретения при выполнении способа формируют в листовой заготовке первый охлаждающий канал просверливанием в ней первого глухого отверстия, которое производят от первого торца в направлении ко второму торцу; и формируют в листовой заготовке второй охлаждающий канал просверливанием в ней второго глухого отверстия, которое производят от первого торца в направлении ко второму торцу. Первый и второй охлаждающие каналы располагают таким образом, что их концы во второй торцовой области пересекаются друг с другом и создают сообщение по потоку между первым и вторым охлаждающими каналами.
Первое и второе глухие отверстия просверливают от первого торца в направлении ко второму торцу под углом друг к другу, так чтобы их концы пересекались во второй торцовой области. Тем самым первый и второй охлаждающие каналы в результате образуют объединенный V-образный охлаждающий канал, в котором охладитель протекает через один охлаждающий канал ко второй торцовой области и затем через другой охлаждающий канал - обратно к первой торцовой области. Такой V-образный охлаждающий канал дает возможность разместить как входную соединительную трубу, так и выходную соединительную трубу в первой торцовой области.
В соответствии со вторым вариантом выполнения изобретения при выполнении способа формируют в листовой заготовке первый охлаждающий канал просверливанием в ней первого глухого отверстия, которое производят от первого торца в направлении ко второму торцу; и формируют в листовой заготовке второй охлаждающий канал просверливанием в ней второго глухого отверстия, которое производят от второго торца в направлении к первому торцу. Первый и второй охлаждающие каналы располагают таким образом, что их концы пересекаются друг с другом и создают сообщение по потоку между первым и вторым охлаждающими каналами.
Первое и второе глухие отверстия просверливают от противоположных торцов в направлении к центру листовой заготовки таким образом, чтобы их концы пересекались в центральной области. Тем самым получившиеся в результате охлаждающие каналы образуют объединенный охлаждающий канал, проходящий от первого торца ко второму торцу. Это главным образом имеет значение, когда нужно изготовить охлаждающую плиту с особо значительной высотой. Действительно, глухие отверстия можно просверлить только на определенную глубину. Если длина охлаждающего канала превышает эту глубину, то главным образом просверливают второе глухое отверстие с противоположной стороны. В этом варианте выполнения как первую торцовую область, так и вторую торцовую область изгибают в направлении задней поверхности перед удалением излишка материала с листовой заготовки. Тем самым на задней поверхности образуются два отверстия охлаждающих каналов без необходимости во введении заглушек у каждого из концов охлаждающих каналов.
В соответствии с третьим вариантом выполнения изобретения при выполнении способа формируют в листовой заготовке первый охлаждающий канал просверливанием в ней первого глухого отверстия, которое производят от первого торца в направлении второго торца, при этом конец первого глухого отверстия располагается во второй торцовой области листовой заготовки; и во второй торцовой области просверливают соединительный канал, проходящий от задней поверхности листовой заготовки к концу первого глухого отверстия и создают сообщение по потоку между первым охлаждающим каналом и соединительным каналом.
В первой торцовой области листовую заготовку изгибают в направлении к задней поверхности и тем самым формируют в задней поверхности отверстие входа в охлаждающий канал. С другой стороны во второй торцовой области выполняют соединительный канал, создавая второе отверстие входа в охлаждающий канал. Образование этого второго отверстия входа в охлаждающий канал в основном соответствует приему, используемому в известных из предшествующего уровня техники способах. В данном варианте выполнения предусмотрено прикрепление входной соединительной трубы в первой торцовой области и прикрепление выходной соединительной трубы во второй торцовой области.
Предпочтительно охлаждающую плиту изготавливают из по меньшей мере одного из следующих материалов: медь, медный сплав или сталь.
Краткое описание чертежей
Далее изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых схематически показано:
на фиг.1 - поперечное сечение листовой заготовки в соответствии с первым шагом предлагаемого в настоящем изобретении способа изготовления охлаждающей плиты;
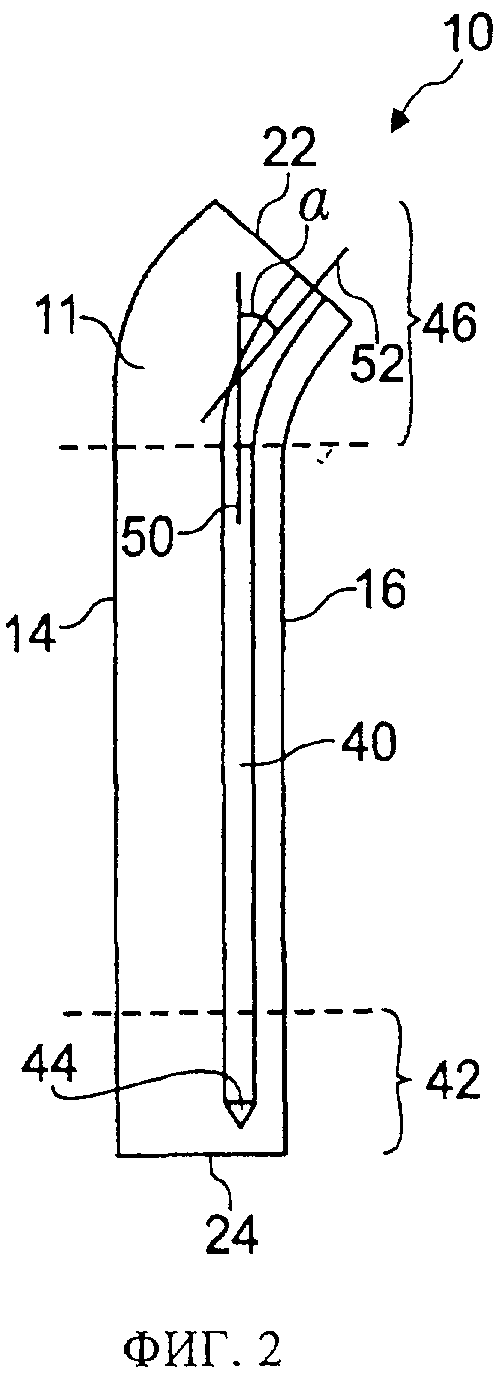
на фиг.2 - поперечное сечение листовой заготовки в соответствии со вторым шагом;
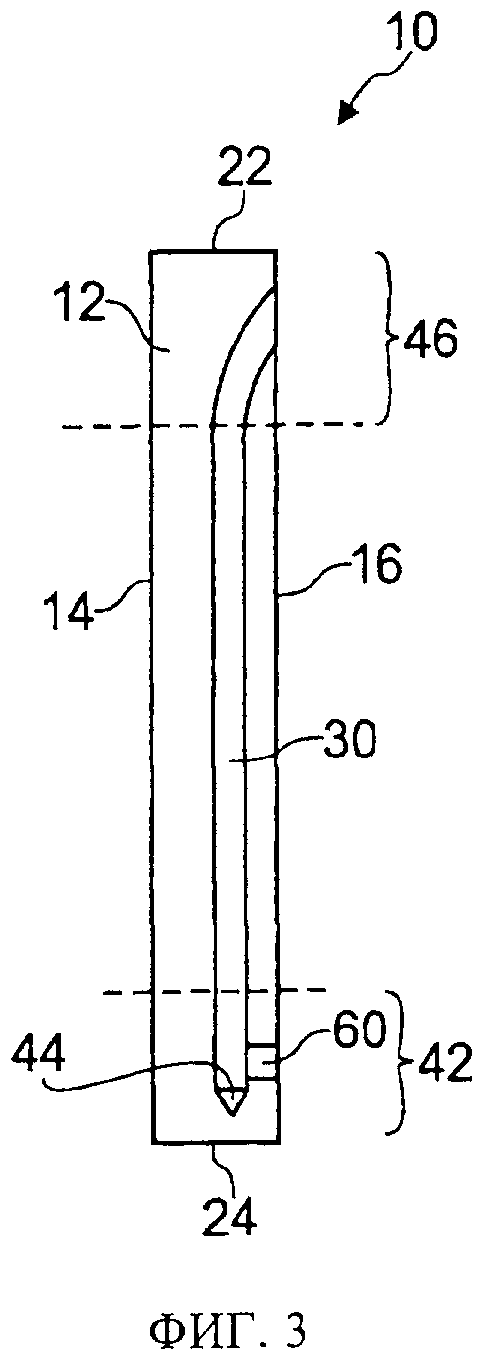
на фиг.3 - поперечное сечение листовой заготовки в соответствии с третьим шагом;
на фиг.4 - поперечное сечение листовой заготовки в соответствии с четвертым шагом;
Предпочтительные варианты осуществления
Охлаждающие плиты используют для покрытия внутренней стенки наружного кожуха металлургической печи, такой как доменная печь или электродуговая печь. Цель использования таких плит заключается в том, чтобы создать: (1) защитный экран для предотвращения утечки тепла между внутренним пространством печи и наружным кожухом печи; (2) фиксирующее средство для футеровки из огнеупорного кирпича, огнеупорного торкретированного слоя или нароста, образованного слоем настыля внутри печи.
Обращаясь к представленным чертежам, можно отметить, что охлаждающая плита 10 сформирована из листовой заготовки 11, состоящей, например, из кованого или литого тела из меди, медного сплава или стали, и превращенной в панелеобразную основную часть 12. Эта панелеобразная основная часть 12, более подробно описанная со ссылкой на фиг.4, имеет переднюю поверхность 14, также называемую горячей поверхностью, которая будет обращена во внутреннее пространство печи, и заднюю поверхность 16, также называемую холодной поверхностью, которая будет обращена к внутренней поверхности кожуха печи. На фиг.4 видно, что панелеобразная основная часть 12 в общем имеет четырехугольную форму с парой длинных торцов (не показаны) и парой из коротких первого и второго торцов 22, 24. Наиболее современные охлаждающие плиты имеют ширину, лежащую в диапазоне от 600 до 1300 мм, и высоту, лежащую в диапазоне от 1000 до 4200 мм. Однако нужно понимать, что высота и ширина охлаждающей плиты может быть приспособлена, среди прочего, к особенностям конструкции металлургической печи и к ограничениям, вытекающим из процесса производства.
Охлаждающая плита 10 также содержит соединительные трубы 26, 28 для прохождения охлаждающей среды, главным образом воды. Эти соединительные трубы 26, 28 сообщаются у задней поверхности панелеобразной основной части 12 с охлаждающими каналами 30, сформированными в этой основной части. Как можно видеть на фиг.4, эти охлаждающие каналы 30 проходят через панелеобразную основную часть 12 вблизи задней поверхности 16. В соответствии с предлагаемым способом изготовления, который будет более подробно описан далее, такие охлаждающие каналы 30 выполняют сверлением. Каждый охлаждающий канал 30 обычно снабжен соответствующей входной соединительной трубой 26, через которую в него поступает охлаждающая среда, и (или) выходной соединительной трубой 28, через которую охлаждающая среда выходит из охлаждающего канала 30.
Обращаясь к фиг.4, можно заметить, что передняя поверхность 14 разделена пазами 32 на множественные параллельные ребра 34. Пазы 32, ограничивающие с боков множественные параллельные ребра 34, могут быть выфрезерованы на передней поверхности 13 основной панелеобразной части 12. Множественные ребра 34 проходят параллельно первому и второму торцам 22, 24 от первого длинного торца (не показан) ко второму длинному торцу (не показан) основной панелеобразной части 12. Они перпендикулярны охлаждающим каналам 30, проходящим в основной панелеобразной части 12. При установке охлаждающей панели 10 в печи пазы 32 и множественные параллельные ребра 34 располагаются горизонтально. Они образуют крепежное средство для футеровки из огнеупорного кирпича, огнеупорного торкретированного слоя или нароста, образованного слоем настыля на передней поверхности 14.
Следует отметить, что, для того чтобы обеспечить хорошее закрепление футеровки из огнеупорного кирпича, огнеупорного торкретированного слоя или нароста, образованного слоем настыля на передней поверхности 14, пазы 32 выполнены с сечением в виде ласточкина хвоста, то есть внутренняя ширина паза 32 меньше ширины у его основания. Предпочтительно средняя ширина параллельного ребра 34 меньше средней ширины паза 32. Обычно величины средней ширины паза 32 лежат, например, в диапазоне от 40 мм до 100 мм. Обычно величины средней ширины параллельного ребра 34 лежат, например, в диапазоне от 20 мм до 40 мм. Высота множественных параллельных ребер 34, соответствующая глубине пазов 32, составляет в основном от 20% до 40% общей толщины основной панелеобразной части 12.
Далее более подробно рассмотрен способ изготовления охлаждающих плит 10 со ссылкой на фигуры 1-4, на которых представлены охлаждающие панели 10 на разных основных шагах способа изготовления. В первом шаге, показанном на фиг.1, обеспечивают листовую заготовку 11, выполненную, например, из литой или кованой основной части из меди, медного сплава или стали. Такая листовая заготовка в общем имеет четырехугольную форму с передней поверхностью 14, задней поверхностью 15, парой длинный торцов (не показаны) и парой из коротких первого и второго торцов 22, 24. Надо заметить, что размеры листовой заготовки превышают заданные размеры основной панелеобразной части 12. От первого торца 22 в листовой заготовке 11 просверливают глухое отверстие 40, проходящее до второй торцовой области 42. Глухое отверстие 40 имеет конец 44, лежащий во второй торцовой области 42. В следующем шаге способа, представленном на фиг.2, листовую заготовку 11 деформируют таким образом, чтобы первая торцовая область 46 была изогнута в направлении задней поверхности 16 листовой заготовки 11. Это приводит к соответствующему изгибу глухого отверстия 40. Угол изгиба α между центральной осью 50 неизогнутого глухого отверстия 40 и центральной осью 52 изогнутого глухого отверстия 40 у первого торца 22 может составлять от 30 до 45 градусов. Это значение угла изгиба α не должно рассматриваться как ограничение. Угол изгиба α может, например, существенно меняться в зависимости от толщины листовой заготовки 11 или диаметра глухого отверстия 40.
После деформирования листовой заготовки 11 с нее удаляют избыток материала по линиям отреза, показанным пунктирным линиями 55 на фиг.2. В результате основная панелеобразная часть 12, показанная на фиг.3, снова приобретает в общем прямоугольную форму с передней поверхностью 14, задней поверхностью 16, парой длинных торцов (не показаны) и парой из коротких первого и второго торцов 22, 24. Охлаждающий канал 30, образованный глухим отверстием 40, выполняют в основной панелеобразной части 12 в общем параллельно задней поверхности 16. В первой торцовой области 46 охлаждающий канал 30 изгибается и открывается через заднюю поверхность 16.
В соответствии с одним из вариантов выполнения настоящего изобретения основная панелеобразной часть 12 может быть во второй торцовой области снабжена каналом 60, проходящим от охлаждающего канала 30 к задней поверхности 16.
После удаления механической обработкой излишка материала с листовой заготовки 11 получившаяся основная панелеобразная часть 12 затем подвергается операции фрезерования, в которой на передней поверхности 14 основной панелеобразной части 12 формируют пазы 32 и проходящие между ними параллельные множественные ребра 34. Как разъяснено выше, эти пазы 32 и ребра 34 образуют фиксирующее средство для закрепления футеровки из огнеупорного кирпича, огнеупорного торкретированного слоя или нароста, образованного слоем настыля внутри печи.
Наконец, с задней поверхностью основной панелеобразной части 12 скрепляют соединительные трубы 26, 28. Входная соединительная труба 26 сообщается по потоку с устьем охлаждающего канал 30 в первой торцовой области 46 для подачи охлаждающей среды в охлаждающий канал 30. Выходная соединительная труба 28 сообщается по потоку с каналом 60 во второй торцовой области 42 для отвода охлаждающей среды из охлаждающего канала 30.
Пояснение ссылочных обозначений:
10 - охлаждающая плита;
11 - листовая заготовка;
12 - основная панелеобразная часть (типа панели);
14 - передняя поверхность;
16 - задняя поверхность;
22 - первый торец;
24 - второй торец;
26 - входная соединительная труба;
28 - выходная соединительная труба;
30 - охлаждающий канал;
32 - паз;
34 - ребро;
40 - глухое отверстие;
42 - вторая торцовая область;
44 - конец;
46 - первая торцовая область;
α - угол изгиба;
50 - центральная ось неизогнутого глухого канала;
52 - центральная ось глухого канала в первой торцовой области;
55 - линия отреза;
60 - канал.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДИЛЬНАЯ ПЛИТА ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2495940C2 |
| ПЛИТОВОЙ ХОЛОДИЛЬНИК ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И СПОСОБ ЗАЩИТЫ ПЛИТОВОГО ХОЛОДИЛЬНИКА | 2014 |
|
RU2666649C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДИЛЬНОЙ ПЛИТЫ И ХОЛОДИЛЬНАЯ ПЛИТА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2338790C2 |
| ОХЛАЖДАЮЩАЯ ПЛИТА ДОМЕННОЙ ПЕЧИ СО ВСТРОЕННОЙ СИСТЕМОЙ ОБНАРУЖЕНИЯ ИЗНОСА | 2015 |
|
RU2674054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОЙ ПЛИТЫ ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И ПОЛУЧАЕМАЯ ХОЛОДИЛЬНАЯ ПЛИТА | 2007 |
|
RU2423529C2 |
| СИСТЕМА ХОЛОДИЛЬНОЙ ПЛИТЫ И СПОСОБ УСТАНОВКИ ХОЛОДИЛЬНЫХ ПЛИТ В МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2501864C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ПЕЧЕЙ, ИСПОЛЬЗУЕМЫХ В ЧЕРНОЙ МЕТАЛЛУРГИИ | 1998 |
|
RU2170265C2 |
| ХОЛОДИЛЬНАЯ ПЛИТА ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2482192C2 |
| ХОЛОДИЛЬНИК ДОМЕННОЙ ПЕЧИ | 2004 |
|
RU2249049C1 |
| ОХЛАЖДАЮЩАЯ ПОЛКА | 2013 |
|
RU2595975C1 |

Изобретение относится к области металлургии, в частности к способу изготовления охлаждающей плиты металлургической печи. Способ включает этапы, на которых обеспечивают листовую заготовку (11) металлического материала, имеющую переднюю поверхность (14), противоположную заднюю поверхность (16) и четыре боковых торца, и формируют в листовой заготовке (11) по меньшей мере один охлаждающий канал (30) просверливанием в ней по меньшей мере одного глухого отверстия (40), которое производят от первого торца (22) в направлении к противоположному второму торцу (24). Деформируют заготовку (11) таким образом, чтобы ее первая торцовая область (46) была по меньшей мере частично изогнута в направлении к задней поверхности (16) листовой заготовки и удаляют механической обработкой излишек материала с передней и задней поверхностей (14, 16) листовой заготовки (11) для получения охлаждающей плиты (10), имеющей основную панелеобразную часть (12), на задней поверхности (16) которой расположено отверстие для входа в охлаждающий канал (30). Использование изобретения обеспечивает увеличение срока службы охлаждающей плиты. 10 з.п. ф-лы, 4 ил.
1. Способ изготовления охлаждающей плиты металлургической печи, включающий этапы, на которых обеспечивают листовую заготовку металлического материала, имеющую переднюю поверхность, противоположную заднюю поверхность и четыре боковых торца, и формируют в листовой заготовке по меньшей мере один охлаждающий канал просверливанием в ней по меньшей мере одного глухого отверстия, которое производят от первого торца в направлении к противоположному второму торцу, отличающийся тем, что деформируют листовую заготовку таким образом, что ее первая торцевая область по меньшей мере частично изогнута в направлении к задней поверхности листовой заготовки, и удаляют механической обработкой излишек материала с передней и задней поверхностей листовой заготовки с получением охлаждающей плиты, имеющей панелеобразную основную часть, на задней поверхности которой расположено отверстие для входа в охлаждающий канал.
2. Способ по п.1, в котором после удаления механической обработкой излишек материала с передней и задней поверхностей листовой заготовки на передней поверхности панелеобразной основной части дополнительно формируют пазы и лежащие между ними параллельные ребра, предназначенные для закрепления футеровки из огнеупорного кирпича.
3. Способ по п.2, в котором пазы формируют с шириной, которая меньше у входа паза, чем у основания паза.
4. Способ по п.3, в котором пазы формируют с поперечным сечением в виде ласточкина хвоста.
5. Способ по п.1, в котором дополнительно обеспечивают соединительную трубу для каждого охлаждающего канала, сформированного в панелеобразной основной части, совмещают один конец каждой соединительной трубы с входным отверстием в соответствующий охлаждающий канал, расположенный на задней поверхности панелеобразной основной части, и скрепляют соединительные трубы с задней поверхностью панелеобразной основной части так, чтобы создать сообщение по потоку между каждой соединительной трубой и соответствующим охлаждающим каналом.
6. Способ по п.5, в котором между панелеобразной основной частью и соединительной трубой помещают переходник, имеющий форму полого усеченного конуса.
7. Способ по п.5, в котором заднюю поверхность панелеобразной основной части, соединительную трубу и переходник при его использовании скрепляют друг с другом пайкой или сваркой.
8. Способ по любому из пп.1-7, в котором формируют в листовой заготовке первый охлаждающий канал просверливанием в ней первого глухого отверстия, которое производят от первого торца в направлении ко второму торцу, формируют в листовой заготовке второй охлаждающий канал просверливанием в ней второго глухого отверстия, которое производят от первого торца в направлении ко второму торцу, причем первый и второй охлаждающие каналы располагают таким образом, что их концы во второй торцевой области пересекаются и создают сообщение по потоку между первым и вторым охлаждающими каналами.
9. Способ по любому из пп.1-7, в котором формируют в листовой заготовке первый охлаждающий канал просверливанием в ней первого глухого отверстия, которое производят от первого торца в направлении ко второму торцу, формируют в листовой заготовке второй охлаждающий канал просверливанием в ней второго глухого отверстия, которое производят от второго торца в направлении к первому торцу, причем первый и второй охлаждающие каналы располагают таким образом, что их концы пересекаются и создают сообщение по потоку между первым и вторым охлаждающими каналами.
10. Способ по любому из пп.1-7, в котором формируют в листовой заготовке первый охлаждающий канал просверливанием в ней первого глухого отверстия, которое производят от первого торца в направлении ко второму торцу, при этом конец первого глухого отверстия располагается во второй торцевой области листовой заготовки, просверливают во второй торцевой области соединительный канал, проходящий от задней поверхности листовой заготовки к концу первого глухого отверстия, и создают сообщение по потоку между первым охлаждающим каналом и соединительным каналом.
11. Способ по п.1, в котором охлаждающую плиту изготавливают по меньшей мере из одного материала, выбранного из меди, медного сплава или стали.
| DE 2907511 A1, 11.09.1980 | |||
| JP 2002098481 A, 05.04.2002 | |||
| Загрузочное устройство конвейера отвалообразователя | 1988 |
|
SU1548133A1 |
| ОХЛАЖДАЮЩАЯ ПЛИТА И СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕЙ ПЛИТЫ | 2001 |
|
RU2244889C2 |
| ОХЛАЖДАЕМАЯ ПЛИТА ДЛЯ ШАХТНЫХ ПЕЧЕЙ | 1999 |
|
RU2212013C2 |

