Область техники
Настоящее изобретение в целом относится к области оборудования для охлаждения металлургических печей, таких как доменные печи. В частности, настоящее изобретение относится к способу изготовления холодильных плит к холодильной плите, изготовленной данным способом.
Уровень техники
Уже десятилетия в доменных печах применяют холодильные плиты для печей, также именуемые «плитовыми холодильниками». Они расположены внутри печи между кожухом печи и огнеупорной футеровкой для охлаждения последней и защиты первого от значительных технологических температур внутри печи. В самом общем виде холодильные плиты состоят из толстых массивных металлических плит с несколькими внутренними охлаждающими каналами, проходящими через плиту и выполненными с ней за одно целое. Присоединительные штуцеры к внутренним каналам расположены на заднем краю холодильной плиты и герметично выходят наружу через кожух доменной печи. Охлаждающие каналы нескольких холодильных плит последовательно соединены с контуром охлаждающей воды печи при помощи этих присоединительных штуцеров, выходящих из кожуха печи.
До недавнего времени большинство охлаждающих плит для доменных печей представляли собой чугунные охлаждающие плиты. Существуют различные способы выполнения подобных чугунных охлаждающих плит. Согласно первому способу в форме для литья массивного корпуса холодильной плиты выполняют по меньшей мере один песчаный литейный стержень для формирования внутренних охлаждающих каналов. Затем в форму заливают жидкий чугун. Недостаток данного способа заключается в том, что литейный песок с трудом поддается удалению из охлаждающих каналов и/или что охлаждающий канал часто сформирован в чугуне с дефектами или был недостаточно плотным. Для устранения указанных недостатков было предложено установить в литейной форме заранее сформованную стальную трубку и залить чугун вокруг этих трубок. Однако данные чугунные холодильные плиты со стальными трубками не зарекомендовали себя удовлетворительными. Действительно, из-за диффузии углерода из чугуна в стальные трубки во время заливки последние становятся ломкими и могут потрескаться. Для предотвращения диффузии углерода на трубках обычно выполняют покрытие. Такое покрытие значительно снижает теплообмен между корпусом печи и трубками.
В качестве альтернативы чугунным холодильным плитам были разработаны медные холодильные плиты.
Были предложены различные способы изготовления медных холодильных плит. Сначала была предпринята попытка изготовления медных холодильных плит также при помощи литья в форму, при этом внутренние охлаждающие каналы формировались в литейной форме с помощью песчаных стержней. Однако на практике этот способ оказался неэффективным, так как в телах отлитых медных плит часто имелись пустоты и пористости, которые оказывают существенное негативное воздействие на срок службы плит. Литейный песок с трудом поддается удалению из каналов, и канал часто бывает сформирован с дефектами.
Из DE 2907511 известна холодильная плита, изготовленная из кованого или прокатанного медного слитка. Охлаждающие каналы представляют собой глухие отверстия, выполненные в прокатанном медном слитке глубоким сверлением. Глухие отверстия наглухо заваривают заглушками. Затем с задней стороны корпуса плиты к глухим отверстиям высверливают соединительные отверстия. После этого в эти соединительные отверстия вставляют присоединительные штуцеры для подачи или отвода охладителя и приваривают к корпусу холодильной плиты. Такие холодильные плиты лишены вышеуказанных недостатков фасонного литья. В частности, практически исключено образование в плите пустот и пористостей. Однако изготовление таких плит сопряжено с относительно высокими издержками на материал и на оплату труда. Более того, так как холодильная плита подвергается значительному механическому и термическому воздействию, различные сварные соединения являются критичными с точки зрения жидкостной герметичности. Кроме того, так как каналы выполнены за одно целое с телом холодильной плиты, обеспечен только один уровень разделения между охладителем и внутренней поверхностью печи, т.е. если корпус холодильной плиты потрескается, произойдет утечка охладителя. Утечка охлаждающей жидкости в печь приводит к значительному риску взрыва и, следовательно, ее необходимо избегать любой ценой.
Другая конструкция устройства охлаждения, подобного холодильной плите, предложена в US 4071230. Это устройство содержит металлическую плиту, выполненную с возможностью защиты кожуха печи с внутренней стороны, и несколько труб охлаждения, соединенных с плитой и прикрепленных к кожуху печи при помощи своих присоединительных штуцеров. Длина металлической плиты в вертикальном направлении больше ее ширины в горизонтальном направлении, и с целью компенсации теплового расширения плита состоит из нескольких отдельных блоков, причем ширина каждого блока по горизонтали больше длины по вертикали. Кроме того, каждый блок выполнен с набором канавок с круглым поперечным сечением для размещения труб на обращенной к кожуху печи стороне. Круглые канавки футерованы теплопроводящим слоем. Каждый отдельный блок также включает в себя средства крепления блока к трубам. Трубы, в свою очередь, выполнены с приваренными к ним крепежными средствами для крепления охлаждающего устройства к кожуху печи. Несмотря на то что в холодильной плите согласно US 4071230 сварные соединения на трубках охлаждения в кожухе печи не применяются, производство данных холодильных плит требует значительных материальных и трудовых затрат.
Еще одна конструкция устройства охлаждения, подобного холодильной плите, предложена в US 4559011. Это устройство охлаждения содержит несколько разнесенных друг от друга трубок охлаждения, расположенных в виде рамы и соединенных между собой сваркой с использованием металлических стыковых накладок. Соединенные между собой трубы и стыковые накладки охвачены металлическим каркасом. С целью компенсации теплового расширения стыковые накладки ребра, а также стенки каркаса, выполнены с пазами расширения или просветами. С обращенной внутрь печи стороны каждая стыковая накладка или трубка может быть оснащена ребрами. Для защиты всего устройства охлаждения каркас на обращенной внутрь печи стороне заполнен огнеупорным материалом. Кроме значительных трудовых затрат, связанных с изготовлением выполненных в виде плит устройств охлаждения по US 4559011, их применение ведет к определенному риску утечки охладителя в печь. В действительности, как только огнеупорный материал разрушается и открывает трубки, охлаждающие трубы подвергаются абразивному износу печными газами и загрузочным материалом (шихтой), и поэтому может произойти утечка.
Еще одна конструкция, подобная плите панели охлаждения, описана в GB 2377008. Эта панель охлаждения содержит металлическую опорную плиту, к которой на обращенной внутрь печи стороне прикреплены несколько металлических трубок охлаждения. Каждая трубка оснащена по меньшей мере одним выступающим ребром, выполненным за одно целое с трубкой. Опорная плита предпочтительно выполнена из стали, в то время как трубки с интегральными ребрами предпочтительно выполнены из меди. Трубки могут быть закреплены на плите при помощи стыковочной прокладки, например, выполненной из алюминиевой бронзы. Несмотря на то что данная конструкция требует меньше частей и этапов сборки по сравнению с предыдущими, панель охлаждения остается дорогостоящей из-за необходимости изготовления трубок на заказ. Более того, в панели охлаждения согласно GB 2377008 охлаждающие трубы могут подвергаться абразивному износу с вытекающим из этого риском утечки.
Техническая задача
Целью настоящего изобретения является разработка способа изготовления холодильной плиты для металлургической печи, который при малых затратах позволил бы изготавливать надежные холодильные плиты.
Общее описание изобретения
Для достижения данной цели способ изготовления холодильной плиты для металлургической печи согласно настоящему изобретению включает в себя подачу металлической плиты с внутренней стороной для облицовки внутренности печи и противоположной внешней стороной, подачу по меньшей мере одной охлаждающей трубы и установлению теплопроводного контакта между охлаждающей трубой и металлической плитой. Согласно важному аспекту изобретения способ дополнительно включает в себя выполнение охлаждающих труб с уплощенной верхней поверхностью и наружное закрепление уплощенной верхней стороны на внешней стороне металлической плиты для установления теплопроводного контакта.
Требуемая толщина плиты может быть значительно уменьшена при помощи по меньшей мере одной или нескольких внешних охлаждающих труб по сравнению с плитами, применяемыми в традиционных холодильных плитах. В результате достигается значительная экономия затрат на материал и уменьшение веса холодильной плиты печи. Кроме того, обеспечена защита охлаждающих труб от внутренней части печи и, в частности, от потенциального воздействия загрузочного материала (шихты). С помощью уплощенной верхней стороны охлаждающих труб гарантирована достаточная поверхность теплопередачи и, соответственно, достаточная теплопередача.
В предпочтительном варианте выполнения этап установления теплопроводного контакта включает в себя соединение уплощенной верхней стороны с внешней стороной посредством процесса диффузного соединения. При помощи создания диффузионного слоя, т.е. непрерывного материала между трубами и плитой, теплопроводность между обеими частями и, следовательно, общая производительность охлаждения повышена. Уменьшен размер необходимой поверхности теплопередачи между плитой и трубками. Предпочтительный процесс диффузного соединения является либо процессом диффузионной сварки (DFW) или процессом диффузионной пайки (DFB).
Этап наружного крепления уплощенной верхней поверхности на металлической плите предпочтительно включает в себя соединение боковой сваркой, предпочтительно точечной или прерывистой роликовой сваркой охлаждающих труб с внешней стороной. В последнем варианте осуществления способ также предпочтительно включает в себя установление соотношения параметров сварных соединений и толщины стенки трубки так, что внутренняя часть стенки остается незатронутой сварными соединениями. Соединение труб к стене плиты сваркой для достижения прочного и надежного механического крепления рассматривается дополняющей диффузное соединение для усиления теплопроводного контакта, но она может быть опущена в случае, когда диффузное соединение обеспечивает достаточное механическое закрепление.
Способ может предпочтительно включать в себя выполнение приемной канавки на внешней стороне для частичного погружения охлаждающей трубы. Кроме того, способ может включать в себя подачу металлической плиты с изогнутым поперечным сечением на этапе предоставления металлической плиты. В другом варианте осуществления изобретения, когда этап предоставления металлической плиты включает в себя подачу плоской металлической плиты, этот способ может дополнительно содержать этап обработки металла давлением и формирования из плоской металлической плиты металлической плиты с изогнутым поперечным сечением.
В предпочтительном варианте выполнения способ может дополнительно содержать этапы подачи в качестве металлической плиты цельнолитой прямоугольной медной плиты с ровной внутренней поверхностью и ровной внешней поверхностью и первоначальной толщиной в 10-150 мм, предпочтительно 25-100 мм, выполнения на внутренней стороне машинной обработкой крепежных канавок для закрепления на ней огнеупорного слоя, а также этап закрепления уплощенной верхней поверхности охлаждающих труб непосредственно на ровной внешней стороне или в приемной канавке.
Специалистам в данной области техники очевидно, что изобретение также относится к холодильной плите печи, изготовленной вышеуказанным способом. В дальнейшем станет очевидно, что холодильная плита приспособлена, в частности, для применения в системе охлаждения металлургической печи, например доменной печи.
Краткое описание чертежей
Далее с помощью примера будут описаны предпочтительные способы изготовления холодильной плиты для металлургической печи и предпочтительные холодильные плиты, изготовленные этими способами со ссылкой на прилагаемые чертежи, на которых показаны:
Фиг.1: вид сбоку первой холодильной плиты согласно изобретению;
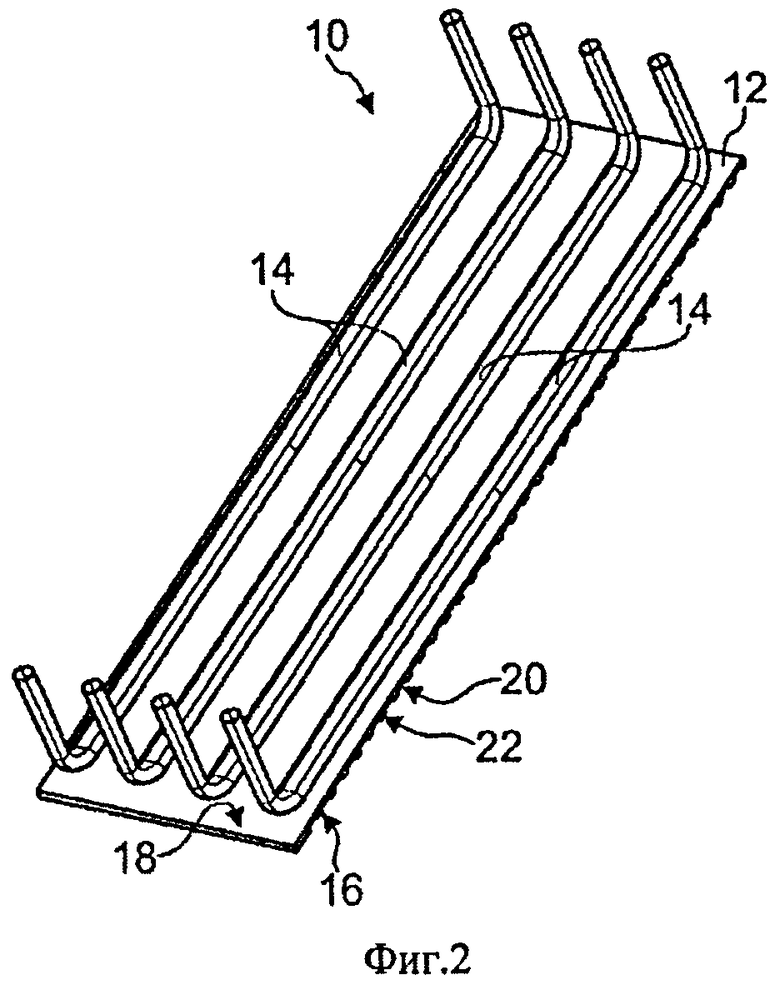
Фиг.2: изометрический вид внешней стороны холодильной плиты печи согласно фиг.1;
Фиг.3: поперечное сечение холодильной плиты по линии III-III на фиг.1;
Фиг.4: поперечное сечение холодильной плиты согласно второму варианту осуществления изобретения;
Фиг.5: поперечное сечение холодильной плиты печи согласно третьему варианту осуществления изобретения.
На этих чертежах одинаковые или идентичные детали обозначены одними и теми же ссылочными позициями. Другие подробности и преимущества настоящего изобретения становятся очевидными из следующего подробного описания изобретения.
Подробное описание предпочтительных вариантов выполнения изобретения
На фиг.1-3 изображена готовая холодильная плита печи, обозначаемая в целом позицией 10, предназначенная для расположения на внутренней стороне кожуха металлургической печи, в частности доменной печи. Холодильная плита 10 печи содержит металлическую плиту 12 и одну или несколько, например, четыре охлаждающие трубы 14. Как видно на фиг.1 и фиг.3, металлическая плита имеет первую внутреннюю сторону 16 и противоположную вторую внешнюю сторону 18. Когда холодильная плита 10 печи смонтирована внутри печи (не показано), внутренняя сторона 16 обращена вовнутрь металлургической печи, в то время как внешняя сторона 18 обращена к кожуху печи.
Как видно на фиг.1-3, металлическая плита 12 выполнена из достаточно тонкой плоской прямоугольной плиты, имеющей длину, по существу превышающую ширину, и имеющей толщину в диапазоне 10-150 мм, предпочтительно 25-100 мм. В предпочтительных вариантах осуществления изобретения длину металлической плиты 12 выбирают в диапазоне 400-4000 мм, а ширину в диапазоне 100-1500 мм. При установке в печь длинная сторона металлической плиты 12 простирается в вертикальном направлении. Несмотря на то, что на фиг.1 и 2 показана прямоугольная плита 12, при необходимости она может быть выполнена трапециевидной формы с сужающимися к одному концу продольными сторонами для соответствия конусности кожуха печи. Металлическая плита 12 предпочтительно выполнена из меди или медного сплава. На внутренней стороне 16 в продольном направлении машинной обработкой выполнено несколько параллельных крепежных канавок 20, так что создан узор из чередующихся канавок 20 и выступов 22. Крепежные канавки 20 и выступы 22 выполнены с поперечным сечением по существу клиновидной формы, предназначенной для увеличения поверхности охлаждения и крепления огнеупорного слоя или наращиваемого слоя в случае истирания огнеупорного материала к внутренней стороне 16 после монтажа холодильной плиты 10.
Согласно рассматриваемому изобретению, холодильная плита 10 изготовлена без внутренних каналов для охладителя (обычно, охлаждающая вода), выполненных за одно целое с плитой, но оснащена охлаждающими 14 трубами, образующими канал для охладителя, закрепленными снаружи на внешней стороне 18 металлической плиты 12, как проиллюстрировано на фиг.1-5. В отличие от традиционно изготовляемых «холодильников» было установлено, что нет необходимости в установлении теплопроводного контакта между охлаждающим каналом и металлической плитой 12 по всему периметру. Охлаждающие трубы 14 выполнены из металла, предпочтительно меди, медного сплава или стали так, чтобы избегать внутри печи сварных соединений, критичных с точки зрения герметичности канала. Необходимо отметить, что первая предпочтительная комбинация включает в себя металлическую плиту 12, выполненную из меди, и бесшовные охлаждающие трубы 14, выполненные из меди. Вторая предпочтительная комбинация включает в себя металлическую плиту 12, выполненную из стали, и бесшовные охлаждающие трубы 14, выполненные из стали.
Что касается изготовления холодильной плиты 10, между металлической плитой 12 и охлаждающими 14 трубами необходимо установить эффективный теплопроводный контакт. Для простого и рентабельного установления этого теплопроводного контакта способ изготовления включает в себя этап оснащения каждой охлаждающей трубы, уплощенной верхней поверхностью 24, как видно из фиг.3. Для реализации этого этапа может быть использован любой подходящий процесс обработки металла давлением, например, ковка, прокат или штамповка традиционных изначально круглых труб, причем не исключены и другие процессы.
Пример 1:
Начальный внутренний диаметр трубки: 65-67 мм;
Высота внутри уплощенного канала после проката: 20-50 мм.
Пример 2:
Начальный внутренний диаметр трубки: 30-45 мм;
Высота внутри уплощенного канала после проката: 10-20 мм.
Как видно из фиг.3, охлаждающие трубы 14 уплощены с двух сторон, хотя необходимым является уплощение только с одной стороны. Следовательно, охлаждающие трубы 14 имеют по длине, которая соприкасается с металлической плитой 12, овальное поперечное сечение. Благодаря уплощенной верхней поверхности 24 на значительной части поверхности стен уплощенных труб 14 охлаждения получена термическая контактная поверхность между охлаждающими трубами 14 и плоской внешней стороной 18 металлической плиты 12.
Как видно из фиг.1 и 2, охлаждающие трубы 14 уплощены на длину, приблизительно соответствующую длине металлической плиты 12. Кроме того, охлаждающие трубы 14 изогнуты таким образом, что они имеют соединительную часть 26 как у верхнего, так и у нижнего края металлической плиты 12. После закрепления труб 14 охлаждения на металлической плите 12 соединительные части 26 выступают от плиты 12 в наружном направлении. Соединительные части 26 расположены под углом относительно металлической плиты 12, который зависит от места установки холодильной плиты 10. Исходная длина охлаждающих труб 14 выбрана так, что при монтаже холодильной плиты 10 соединительные части 26 выступают из кожуха печи наружу с возможностью обеспечения соединения охлаждающих труб 14 с системой охлаждения печи. Для упрощения вертикального штабелирования холодильных плит 10 соединительные части 26 не выступают за верхний и нижний края металлической плиты 12. Необходимо отметить, что уплощение охлаждающих труб 14 упрощает сгибание соединительных частей 26. Предлагаемая непрерывная однородная стенка охлаждающих труб 14 обеспечивает канал без любых (сварных) соединений внутри печи, посредством чего устранены проблемы механического или термического износа подобных (сварных) соединений.
Как указано выше, способ изготовления дополнительно включает крепление уплощенной верхней стороны 24 каждой охлаждающей трубы 14 снаружи металлической плиты 12, а точнее, на ее внешней стороне 18. Как показано на фиг.1 и 2, охлаждающие трубы 14 параллельно закреплены вдоль металлической плиты 12 на по существу равных интервалах друг от друга. Этап механического и постоянного крепления охлаждающих труб 14 на внешней стороне 18 может быть выполнен посредством сваривания охлаждающих труб 14 с металлической плитой 12 с помощью нескольких точечных или прерывистых роликовых сварных швов, расположенных вдоль охлаждающих труб 14 и сбоку верхней поверхности 24. Более точно, точечные или прерывистые роликовые сварные швы расположены в углах сторон контактной поверхности между металлической плитой 12 и трубами 14 охлаждения, как показано стрелками 27. Для надежного закрепления каждой охлаждающей трубы 14 на металлической плите 12 обычно достаточно нескольких швов. Параметры сварных швов и толщину стен охлаждающих труб 14 выбирают так, чтобы гарантировать, что важная внутренняя часть стенки остается незатронутой в местах расположения точечных или прерывистых роликовых сварных швов. Следовательно, выполняют сварку с неполным проваром.
Для дополнительного улучшения теплопроводного контакта между металлической плитой 12 и охлаждающими трубами 14, т.е. между уплощенной верхней поверхностью 24 и внешней стороной 18, способ изготовления предпочтительно включает этап создания диффузионного слоя 30 между уплощенной верхней поверхностью 24 и внешней стороной 18 посредством процесса диффузного соединения. Диффузионный слой 30 обеспечивает непрерывность материала между металлической плитой 12 и уплощенными охлаждающими трубами 14 и, таким образом, обеспечивает надежную и высокую теплопроводность их контактной поверхности. Иными словами, диффузионный слой 30 представляет собой соединение «металл - металл», которое благодаря использованному процессу обеспечивает плавный переход между исходным металлом (исходными металлами) без необходимости дополнительного, формирующего соединение соединительного вещества (соединительных веществ).
В зависимости от материала металлической 12 плиты и охлаждающих труб 14, при создании диффузионного слоя 30 между металлической плитой 12 и охлаждающими трубами 14 может использоваться или не использоваться присадочный металл. В последнем случае в качестве процесса диффузного соединения рассматривается диффузионная сварка (DFW). DFW - это процесс твердофазной сварки, в ходе которого достигают соединения смежных поверхностей посредством приложения давления и повышенных температур. Качественного соединения достигают при температурах, лишь немного превышающих половинную температуру плавления соединяемых металлов. Следовательно, процесс по существу не влияет на металлургические свойства соединяемых металлических деталей. Если используют присадочный металл, процесс обычно называется процессом диффузионной пайки (DFB). DFB часто применяют для соединения разнородных материалов. Кроме того, DFB может быть предпочтительней DFW, так как он отличается менее строгими требованиями к подготовке соединяемой поверхности и требует более низкого давления, чем для обычной диффузионной сварки. Необходимо отметить, что создание диффузионных слоев 30 с помощью DFW или DFB рассматривается особенно преимущественным для комбинации «медь - медь» охлаждающих труб 14 и металлической плиты 10, но не исключается и для комбинации «сталь - сталь» и для прочих комбинаций.
Дополнительные варианты готовых холодильных плит 10' и 10" показаны, соответственно, на фиг.4 и фиг.5. Ниже будут описаны только основные отличия по сравнению с описанной ранее холодильной плитой 10 и со способом ее изготовления.
Показанная на фиг.4 холодильная плита 10' имеет изогнутое поперечное сечение, а точнее, металлическая плита 12' на фиг.4 изогнута в поперечном направлении. Радиус изгиба металлической плиты 12' предпочтительно постоянен и согласован с радиусом округлого кожуха печи в месте установки для уменьшения зазора между кожухом печи и внешней стороной 18 металлической плиты 12'. В результате увеличен полезный внутренний объем печи. Для придания холодильной плите 10' изогнутой формы процесс ее изготовления может включать в себя подвергание исходно плоской металлической плиты любому процессу обработки металла давлением, например, штамповке, для формирования изогнутой металлической плиты 12'. Согласно другому варианту осуществления изобретения, может быть подана металлическая плита, изначально изогнутая при производстве. Специалистам в данной области техники очевидно, что вне зависимости от использованного процесса изгибание исходно плоской металлической плиты упрощается благодаря меньшей толщине металлической плиты 12' по сравнению с известными из уровня техники холодильными плитами. При изготовлении охлаждающие трубы 14 обычно закрепляют на внешней стороне 18 только после того, как металлическая плита 12' изогнута.
Еще один вариант выполнения холодильной плиты 10" печи показан на фиг.5. В отличие от предыдущих вариантов выполнения, металлическая плита 12" снабжена соответствующей приемной канавкой 32 для каждой охлаждающей трубы 14. Каждая приемная канавка 32 проходит в продольном направлении в целом по всей длине внешней стороны 18 металлической плиты 12" и по меньшей мере на участке контакта между охлаждающими трубами 14 и холодильной плитой 12". С помощью приемных канавок 32 уплощенные охлаждающие трубы 14 холодильной плиты 10" печи частично погружаются, т.е. частично вставляются в металлическую плиту 12" при их закреплении на внешней стороне 18. Как видно из фиг.5, приемные канавки 32 выполнены с по существу прямоугольным поперечным сечением, соответствующим поперечному сечению участка охлаждающих труб 14, который имеет уплощенную верхнюю сторону 24. Приемные канавки 32 предпочтительно имеют гладкие внутренние края, соответствующие поперечному сечению охлаждающих труб 14. В отличие от других форм, например полукруглых поперечных сечений, приемные канавки легко выполнить в металлической плите 12" машинной обработкой, например, с помощью традиционного инструмента для фрезеровочных работ, во время изготовления холодильной плиты 10". Приемные канавки 32 обеспечивают увеличение поверхности теплопередачи приблизительно до половины внешней поверхности охлаждающих труб 14 и улучшение механического закрепления охлаждающих труб 14 на металлической плите 12". Кроме того, обеспечена возможность дополнительного уменьшения зазора между кожухом печи и внешней стороной 18.
В качестве наиболее предпочтительного варианта осуществления рассматривают холодильную плиту с объединенными признаками, показанными на фиг.3, 4 и 5, т.е. с диффузионным слоем, изогнутым поперечным сечением плиты и приемными канавками, хотя он и не показан на чертежах.
Прочие аспекты холодильной плиты 10' на фиг.4 и холодильной плиты 10" на фиг.5 и соответствующие способы их изготовления идентичны описанным выше для фиг.1-3 или схожи с ними.
Металлическая плита 12 обычно оснащена любым подходящим приспособлением крепежа для закрепления холодильной плиты 10 печи на кожухе печи, несмотря на то, что это не проиллюстрировано на чертежах
Наконец, необходимо перечислить некоторые преимущества описанного выше метода:
- по сравнению с известными из уровня техники решениями требуется относительно небольшое количество этапов сборки,
- если это необходимо, для установления теплопроводного контакта между охлаждающими 14 трубами и плоской внешней стороной 18 требуется только простая, не предъявляющая особых требований обработка металлической плиты 12, 12', 12" и, в особенности, ее плоской внешней стороны 18,
- для установления теплопроводного контакта не требуется обработки металла давлением металлической плиты 12, 12', 12";
- благодаря минимизации резки металла при реализации описанного способа образуется только незначительное количество металлолома (стружки);
- отсутствует необходимость применения изготовленных на заказ труб, могут быть использованы имеющиеся в наличии стандартные трубы;
- по сравнению с известными холодильными плитами, благодаря плавному изгибу охлаждающих труб 14 снижены потери давления воды в охлаждающем канале;
- для изогнутых металлических плит 12' оптимизирован полезный внутренний объем доменной печи;
- по сравнению с известными холодильными плитами с каналами, выполненными (отлитыми) с ними за одно целое, отдельные охлаждающие трубы 14 для охладительных каналов обеспечивают дополнительный уровень (барьер) разделения между охладителем и внутренностью печи, снижая таким образом риск утечки в случае образования трещин в металлической плите 12, 12', 12".
Благодаря тому что металлическая плита 12, 12', 12" выполнена из одной части, т.е. является неразъемным элементом холодильной плиты 10:
- она обеспечивает лучшую защиту охлаждающей трубы (труб);
- она обеспечивает на ее внутренней стороне 16 поверхность по существу равномерной температуры, что снижает связанный с перепадами температуры износ огнеупорного слоя;
- она доступна по относительно низкой цене.
Кроме того, так как холодильная плита 10 не содержит отверстий, выполненных глубоким сверлением или литьем, либо вставленных внутрь трубок, как в известных холодильных плитах, используемая при изготовлении холодильной плиты 10 металлическая плита 12, 12', 12" обладает существенно меньшей толщиной по сравнению с известными охлаждающими плитами. Такое уменьшение толщины позволяет:
- значительно снизить материальные затраты; а также
- снизить весовую нагрузку на кожух печи, поддерживающий холодильные плиты 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДИЛЬНАЯ ПЛИТА ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2495940C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДИЛЬНОЙ ПЛИТЫ И ХОЛОДИЛЬНАЯ ПЛИТА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2338790C2 |
| ХОЛОДИЛЬНАЯ ПЛИТА ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2482192C2 |
| СИСТЕМА ХОЛОДИЛЬНОЙ ПЛИТЫ И СПОСОБ УСТАНОВКИ ХОЛОДИЛЬНЫХ ПЛИТ В МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2501864C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕЙ ПЛИТЫ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2480696C2 |
| ОХЛАЖДАЮЩАЯ ПЛИТА ДОМЕННОЙ ПЕЧИ СО ВСТРОЕННОЙ СИСТЕМОЙ ОБНАРУЖЕНИЯ ИЗНОСА | 2015 |
|
RU2674054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ПЕЧЕЙ, ИСПОЛЬЗУЕМЫХ В ЧЕРНОЙ МЕТАЛЛУРГИИ | 1998 |
|
RU2170265C2 |
| ХОЛОДИЛЬНАЯ ПЛИТА | 2005 |
|
RU2353875C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО ПОДДОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2015 |
|
RU2600046C2 |
| Холодильная плита металлургических агрегатов | 1974 |
|
SU558453A1 |



Изобретение относится к области металлургии, в частности к оборудованию для охлаждения металлургической печи. Способ выполнения холодильной плиты включает в себя выполнение металлической плиты с внутренней поверхностью для облицовки внутренней поверхности печи и с противоположной внешней поверхностью, выполнение по меньшей мере одной охлаждающей трубы с уплощенной верхней поверхностью. По меньшей мере одну охлаждающую трубу крепят уплощенной наружной поверхностью к внешней поверхности плиты для установления с ней теплопроводящего контакта. Использование изобретения обеспечивает защиту охлаждающей трубы, снижение износа огнеупорного слоя, низкие затраты на изготовление холодильной плиты. 4 н. и 23 з.п. ф-лы, 5 ил.
1. Способ изготовления холодильной плиты (10, 10', 10'') для металлургической печи, включающий выполнение металлической плиты (12, 12', 12'') с внутренней поверхностью (16) для облицовки внутренней поверхности печи и с противоположной внешней поверхностью (18), оснащение плиты по меньшей мере одной охлаждающей трубой (14) и установление теплопроводящего контакта между охлаждающей трубой (14) и металлической плитой (12, 12', 12''), отличающийся тем, что охлаждающую трубу (14) выполняют с уплощенной наружной поверхностью (24), которую для установления теплопроводящего контакта с металлической плитой (12, 12', 12'') крепят снаружи к ее внешней поверхности.
2. Способ по п.1, отличающийся тем, что для установления теплопроводящего контакта уплощенную наружную поверхность (24) крепят к внешней поверхности (18) металлической плиты (12, 12', 12'') посредством диффузного соединения.
3. Способ по п.2, отличающийся тем, что в качестве диффузного соединения используют диффузионную сварку (DFW) или диффузионную пайку (DFB).
4. Способ по п.1, отличающийся тем, что уплощенную наружную поверхность (24) крепят к внешней поверхности (18) металлической плиты (12, 12', 12'') посредством боковой сварки.
5. Способ по п.4, отличающийся тем, что уплощенную наружную поверхность (24) крепят к внешней поверхности (18) металлической плиты (12, 12', 12'') посредством точечной или прерывистой роликовой боковой сварки.
6. Способ по п.5, отличающийся тем, что устанавливают соотношения параметров указанных сварных соединений и толщины стенки охлаждающей трубы (14) такими, чтобы внутренняя часть стенки указанной трубы осталась незатронутой сварными соединениями.
7. Способ по любому из пп.1-6, отличающийся тем, что на внешней поверхности (18) металлической плиты (12'') выполняют приемную канавку (32) для частичного погружения охлаждающей трубы (14).
8. Способ по любому из пп.1-6, отличающийся тем, что металлическую плиту выполняют плоской или изогнутой в поперечном сечении, причем металлическую плиту (12'), изогнутую в поперечном сечении, формируют из плоской металлической плиты путем обработки ее давлением.
9. Способ по любому из пп.1-6, отличающийся тем, что металлическую плиту (12, 12', 12'') выполняют в виде цельнолитой прямоугольной медной плиты, имеющей ровную внутреннюю поверхность (16), ровную внешнюю поверхность (18) и первоначальную толщину в диапазоне 10-150 мм, при этом на внутренней поверхности (16) выполняют машинной обработкой крепежные канавки (20) для закрепления на ней огнеупорного слоя и крепят уплощенную наружную поверхность (24) охлаждающей трубы (14) непосредственно на ровную внешнюю поверхность (18), либо выполняют на внешней поверхности (18) металлической плиты (12, 12', 12'') приемную канавку (32) для частичного погружения охлаждающей трубы (14) и крепят уплощенную наружную поверхность (24) охлаждающей трубы (14) в приемной канавке (32).
10. Способ по п.9, отличающийся тем, что цельнолитую прямоугольную медную плиту выполняют с первоначальной толщиной в диапазоне 25-100 мм.
11. Способ по любому из пп.1-6, отличающийся тем, что охлаждающую трубу (14) выполняют с уплощенной наружной поверхностью на двух противоположных сторонах таким образом, что охлаждающая труба (14) по длине, которая соприкасается с металлической плитой (12, 12', 12''), имеет овальное поперечное сечение.
12. Способ изготовления холодильной плиты (10, 10', 10'') для металлургической печи, включающий выполнение металлической плиты (12, 12', 12'') с внутренней поверхностью (16) для облицовки внутренней поверхности печи и с противоположной внешней поверхностью (18), отличающийся тем, что выполняют по меньшей мере одну охлаждающую трубу (14) с уплощенной наружной поверхностью (24) и плавно закругленным поперечным сечением по длине, которая, по существу, соответствует длине металлической плиты (12, 12', 12''), и устанавливают теплопроводящий контакт между охлаждающей трубой (14) и металлической плитой (12, 12', 12'') путем крепления уплощенной наружной поверхности (24) к внешней поверхности (18) металлической плиты (12, 12', 12'').
13. Способ по п.12, отличающийся тем, что для установления теплопроводящего контакта уплощенную наружную поверхность (24) крепят к внешней поверхности (18) металлической плиты (12, 12', 12'') посредством диффузного соединения.
14. Способ по п.13, отличающийся тем, что в качестве диффузного соединения используют диффузионную сварку (DFW) или диффузионную пайку (DFB).
15. Способ по п.12, отличающийся тем, что уплощенную наружную поверхность (24) крепят к внешней поверхности (18) металлической плиты (12, 12', 12'') посредством точечной или прерывистой роликовой боковой сварки.
16. Способ по п.12, отличающийся тем, что на внешней поверхности (18) металлической плиты (12'') выполняют приемную канавку (32) для частичного погружения охлаждающей трубы (14).
17. Способ по любому из пп.12-16, отличающийся тем, что металлическую плиту выполняют плоской или изогнутой в поперечном сечении, причем металлическую плиту (12'), изогнутую в поперечном сечении, формируют из плоской металлической плиты путем обработки ее давлением.
18. Способ по любому из пп.12-16, отличающийся тем, что металлическую плиту (12, 12', 12'') выполняют в виде цельнолитой прямоугольной медной плиты, имеющей ровную внутреннюю поверхность (16), ровную внешнюю поверхность (18) и первоначальную толщину в диапазоне 10-150 мм, при этом на внутренней поверхности (16) выполняют машинной обработкой крепежные канавки (20) для закрепления на ней огнеупорного слоя и крепят уплощенную наружную поверхность (24) охлаждающей трубы (14) непосредственно на ровную внешнюю поверхность (18) либо выполняют на внешней поверхности (18) металлической плиты (12, 12', 12'') приемную канавку (32) для частичного погружения охлаждающей трубы (14) и крепят уплощенную наружную поверхность (24) охлаждающей трубы (14) в приемной канавке (32).
19. Способ по п.18, отличающийся тем, что цельнолитую прямоугольную медную плиту выполняют с первоначальной толщиной в диапазоне 25-100 мм.
20. Способ по любому из пп.12-16, отличающийся тем, что охлаждающую трубу (14) выполняют с уплощенной наружной поверхностью на двух противоположных сторонах таким образом, что охлаждающая труба (14) по длине, которая соприкасается с металлической плитой (12, 12', 12''), имеет овальное поперечное сечение.
21. Холодильная плита (10, 10', 10'') для металлургической печи с внутренней поверхностью (16) для облицовки внутренней поверхности печи и противоположной внешней поверхностью (18) и по меньшей мере одной охлаждающей трубой (14), находящейся в теплопроводящем контакте с металлической плитой (12, 12', 12''), отличающаяся тем, что охлаждающая труба (14) выполнена с уплощенной наружной поверхностью (24), которая для установления теплопроводящего контакта с металлической плитой (12, 12', 12'') закреплена снаружи к ее внешней поверхности (18).
22. Холодильная плита по п.21, отличающаяся тем, что она выполнена с диффузионным слоем (30), соединяющим уплощенную наружную поверхность (24) с внешней поверхностью (18) металлической плиты для установления теплопроводящего контакта.
23. Холодильная плита по п.22, отличающаяся тем, что диффузионный слой (30) выполнен посредством диффузионной сварки (DFW) или диффузионной пайки (DFB).
24. Холодильная плита по любому из пп.21-23, отличающаяся тем, что охлаждающая труба (14) по длине, которая соприкасается с металлической плитой (12, 12', 12''), имеет овальное поперечное сечение.
25. Холодильная плита по любому из пп.21-23, отличающаяся тем, что охлаждающая труба (14) имеет плавно закругленное поперечное сечение по меньшей мере по длине, которая соприкасается с металлической плитой (12, 12', 12'').
26. Холодильная плита по любому из пп.21-23, отличающаяся тем, что металлическая плита является цельнолитой прямоугольной медной плитой, которая имеет первоначальную толщину в диапазоне 25-100 мм.
27. Металлургическая печь, оснащенная системой охлаждения, содержащей по меньшей мере одну холодильную плиту по любому из пп.21-26.
| Механизм для транспортирования паспортной ленты | 1957 |
|
SU118136A1 |
| US 2003188856 А1, 09.10.2003 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "БОРЩ ЛЕТНИЙ" СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2345680C1 |
| СУДОВОЙ МАЯТНИКОВЫЙ ИНКЛИНйГРАФ | 0 |
|
SU286252A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТОВОГО ЧУГУННОГО РЕБРИСТОГО ХОЛОДИЛЬНИКА | 1992 |
|
RU2025492C1 |

