Настоящее изобретение относится к способу изготовления холодильных плит для печей, используемых в черной металлургии, например, доменных печей.
Такие холодильные плиты называются также "холодильниками" (горна доменной печи). Они располагаются на внутренней стороне кожуха печи и имеют внутренние каналы для охладителя, подсоединенные к системе охлаждения шахтной печи. Обращенные внутрь печи поверхности плит в большинстве случаев футерованы огнеупорным материалом.
В настоящее время такие холодильные плиты обычно изготавливают из литейного чугуна. Однако более целесообразным было бы использование медных холодильных плит, поскольку медь обладает значительно более высокой теплопроводностью по сравнению с литейным чугуном. К настоящему времени предложены различные способы изготовления медных холодильных плит.
Изначально предпринимались попытки изготавливать медные холодильные плиты фасонным литьем, при этом внутренние охлаждающие каналы формировали с помощью песчаных литейных стержней, устанавливаемых в литейную форму. Однако этот способ не нашел широкого практического применения, поскольку, во-первых, в отлитых медных плитах часто имелись усадочные раковины и пористости, которые значительно снижают срок службы плит, а формовочная смесь с трудом поддавалась удалению из охлаждающих каналов и/или охлаждающий канал, сформированный в меди, имел дефекты и пороки.
В известном из GB-A 1571789 решении при фасонном литье холодильных плит вместо песчаных стержней предлагается использовать предварительно отформованный змеевик из меди или высококачественной стали. Установленный в литейной форме этот змеевик заливается металлом, образуя внутри плиты змеевиковый охлаждающий канал. Однако и этот способ не получил широкого применения на практике. Связано это с тем, что между медным материалом холодильной плиты и залитым в него змеевиком возникает обусловленное различными причинами высокое сопротивление теплопередаче, в результате чего не обеспечивается достаточно эффективное охлаждение плиты. Кроме того, этот способ также не позволяет избежать образования в меди усадочных раковин и пористостей.
Из DE-A-2907511 известна холодильная плита, изготовленная из кованого или прокатанного медного слитка. При этом каналы для охладителя представляют собой глухие отверстия, выполненные в прокатанном слитке механическим путем, а именно, глубоким сверлением. Такие плиты лишены вышеуказанных недостатков фасонного литья. Так, в частности, практически исключено образование в плите раковин и пористостей. Однако изготовление таких плит сопряжено с относительно высокими издержками, поскольку прежде всего глубокое высверливание охлаждающих каналов является сложной и дорогой операцией, требующей больших затрат времени.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ, который прежде всего при малых затратах позволял бы изготавливать высококачественные медные холодильные плиты. Указанная задача решается с помощью способа согласно п. 1 формулы изобретения.
Согласно изобретению предлагается непрерывной разливкой с помощью кристаллизатора отливать заготовку холодильной плиты, при этом предусмотренные в литейном канале кристаллизатора стержневые вставки формируют в заготовке проходящие в направлении ее вытягивания каналы, которые в готовой холодильной плите служат каналами для охладителя. Затем из такой непрерывнолитой заготовки можно сравнительно просто, без трудоемкого глубокого сверления изготовить готовую к установке холодильную плиту большой длины. К этому прежде всего следует добавить, что непрерывная разливка позволяет более эффективно предотвращать образование усадочных раковин и пористостей, чем это возможно при фасонном литье. Кроме того, непрерывнолитые холодильные плиты обладают существенно более высокой механической прочностью, чем плиты, изготовленные фасонным литьем. При этом достигается также оптимальная теплоотдача, т.к. каналы формируются в материале плиты непосредственно в процессе непрерывной разливки. Поскольку сечение каналов не обязательно должно быть круглым, одно из преимуществ предлагаемого в изобретении решения состоит в возможности практически произвольно варьировать форму и расположение каналов для охладителя. Кроме того, было установлено, что особые свойства поверхности непрерывнолитой холодильной плиты повышают адгезию к ней огнеупорной торкрет-массы.
При непрерывной разливке на поверхности заготовки с помощью выступов в литейном канале кристаллизатора можно формировать проходящие в направлении вытягивания этой заготовки пазы. Такие пазы увеличивают площадь охлаждаемой поверхности готовой плиты и повышают надежность крепления огнеупорной облицовки. Однако эти пазы можно выполнить и на поверхности уже полученной непрерывной разливкой заготовки, например, фрезерованием. Такая технология требуется, например, в том случае, если пазы должны проходить перпендикулярно направлению вытягивания заготовки.
При необходимости изготовления особо тонких плит толщину непрерывнолитой заготовки предпочтительно уменьшать путем прокатки. Благодаря прокатке медь приобретает более мелкую кристаллическую структуру, что благоприятно сказывается на механических и термических свойствах готовой холодильной плиты. Хотя использование прокатки и повышает стоимость изготовления плиты, тем не менее может оказаться целесообразным подвергать прокатке и непрерывнолитые заготовки, предназначенные для изготовления более толстых холодильных плит. В этом отношении следует особо отметить тот неожиданно установленный факт, что образованные в заготовке в процессе литья каналы не представляют собой какого-либо серьезного препятствия для последующей прокатки. Это справедливо прежде всего в том случае, когда каналы имеют в сечении вытянутую форму, например, овальную.
От непрерывнолитой и при определенных условиях прокатанной заготовки резанием в двух местах перпендикулярно направлению вытягивания заготовки отделяют плиту, получая две ориентированные перпендикулярно направлению вытягивания заготовки торцовые поверхности, расстояние между которыми по существу соответствует требуемой длине холодильной плиты. Необходимо отметить еще одно преимущество предлагаемого в изобретении решения, которое состоит в том, что из одной непрерывнолитой заготовки может быть изготовлено несколько холодильных плит одинаковой или различной длины. Без увеличения затрат возможно также изготовление особо длинных холодильных плит. Отрезанные от заготовки плиты имеют несколько параллельных сквозных каналов, которые проходят в направлении вытягивания заготовки и каждый из которых имеет с обеих торцовых сторон входные отверстия.
Как указывалось выше, при непрерывной разливке предпочтительно получать каналы, которые в сечении имеют вытянутую форму с наименьшим размером, измеряемым в направлении, перпендикулярном большей стороне холодильной плиты. Благодаря этому можно изготавливать более тонкие холодильные плиты по сравнению с плитами, имеющими просверленные каналы, что позволяет снизить количество идущей в отход меди. Следует также отметить, что метод непрерывной разливки упрощает изготовление каналов с вытянутым поперечным сечением. Другое преимущество заключается в том, что благодаря вытянутому сечению каналов в плите, как очевидно, увеличивается поверхность теплообмена с охлаждающей жидкостью. При прокатке заготовки каналы с вытянутым (например, овальным) сечением более предпочтительны, как об этом упоминалось выше, чем каналы с круглым сечением.
Следующая предпочтительная технологическая операция заключается в сверлении в плите перпендикулярно ее задней поверхности оканчивающихся в сквозных каналах отверстий для подсоединения подводящей и обратной линий, при этом расположенные с торцовых сторон входные отверстия в эти каналы закрывают заглушкой. В такие соединительные отверстия затем можно вставить присоединительные штуцеры, которые у смонтированной на кожухе печи холодильной плите выступают из этого кожуха наружу.
Каждый полученный при непрерывной разливке канал может иметь собственные впускное и выпускное присоединения. Однако несколько таких каналов можно также соединить друг с другом поперечными отверстиями. Указанные поперечные отверстия при этом располагают и закрывают, например, таким образом, что в каждой плите образуется змеевиковый канал с одним впускным и одним выпускным присоединениями.
Кроме того, холодильную плиту предпочтительно изгибать и центрировать таким образом, чтобы ее кривизна соответствовала кривизне кожуха доменной печи. Это особенно целесообразно в том случае, когда используют холодильные плиты большой ширины. То же самое относится и к холодильным плитам, используемым в горне доменной печи. Такие плиты для горна фактически должны максимально плотно прилегать к броне, чтобы эффективно воспринимать действующие на облицовку горна усилия.
Ниже изобретение и достигаемые при его осуществлении преимущества более подробно поясняются на примере различных вариантов осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг. 1 - схематичный продольный разрез кристаллизатора, используемого в предлагаемом способе,
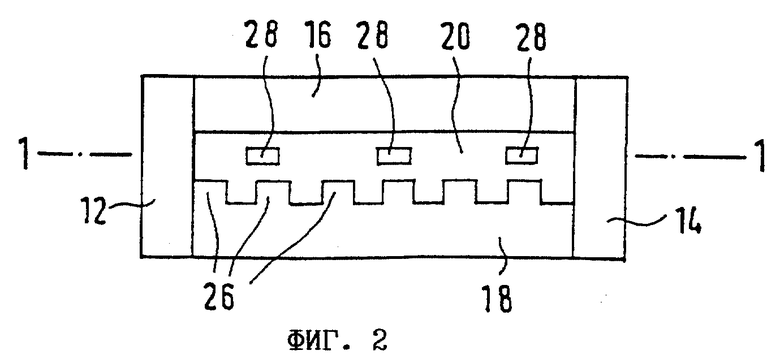
на фиг. 2 - схематичное сечение плоскостью 2-2 кристаллизатора по фиг. 1,
на фиг. 3 - вид на заднюю сторону готовой холодильной плиты, изготовленной предлагаемым способом,
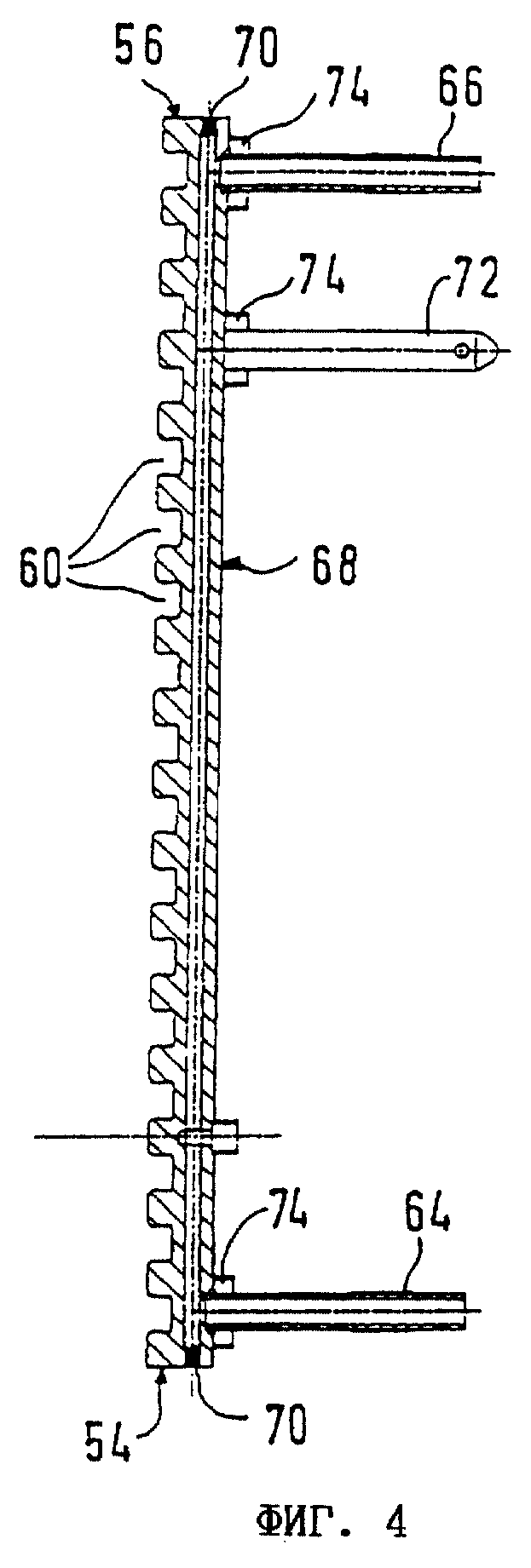
на фиг. 4 - продольный разрез плоскостью 4-4 холодильной плиты по фиг. 3,
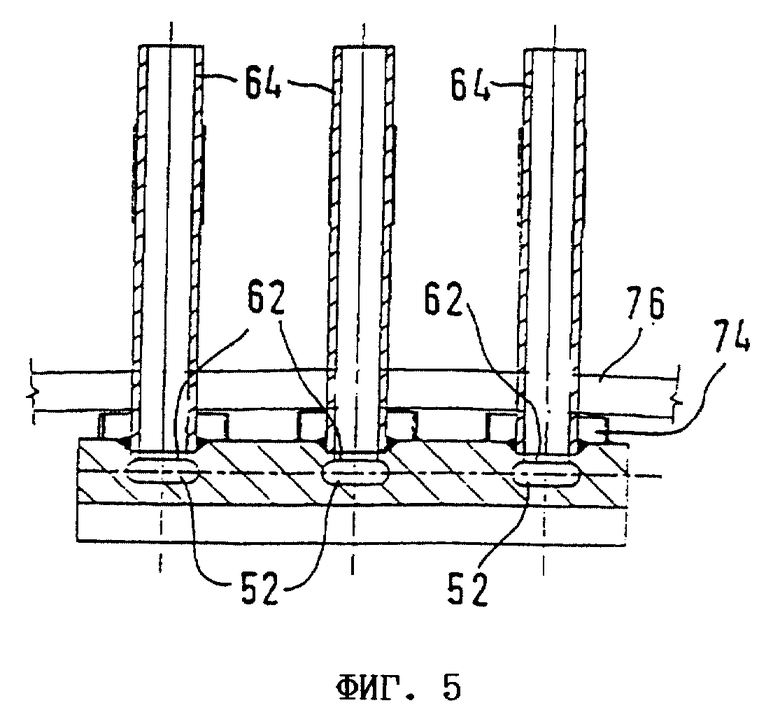
на фиг. 5 - поперечный разрез плоскостью 5-5 холодильной плиты по фиг. 3,
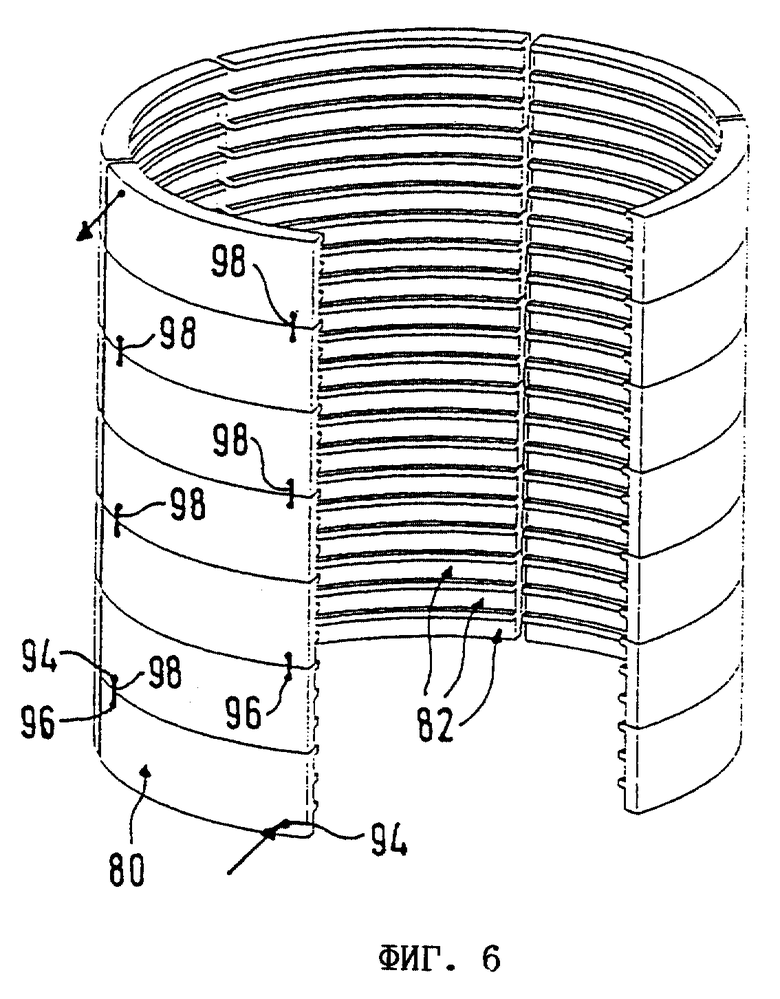
на фиг. 6 - вид в перспективе набранного из отдельных плит плитового холодильника в шахтной печи и
на фиг. 7 - вид на заднюю сторону холодильной плиты, которая изготовлена предлагаемым в изобретении способом и которая наиболее пригодна для использования в плитовом холодильнике по фиг. 6.
На фиг. 1 и 2 схематично показана конструкция кристаллизатора 10, используемого в предлагаемом способе. Этот кристаллизатор 10 состоит, например, из четырех охлаждаемых формообразующих плит 12, 14, 16 и 18, которые образуют охлаждаемый канал 20 для заливки расплава, например, низколегированной меди. Стрелками 22 и 24 на фиг. 1 показаны места подсоединения подводящей и обратной линий для охладителя к боковым формообразующим плитам 12 и 14. Стрелкой 25 на фиг. 1 обозначено направление вытягивания заготовки.
Как показано на фиг. 1, внутрь заливочного канала 20 входят три стержневые вставки 28. Эти вставки подсоединены, например, к коллектору 30 для охладителя, проходящему сверху формообразующих плит 12-18 над заливочным каналом 20. Каждая из указанных стержневых вставок 28 - предпочтительно состоит из закрытой с нижнего торца наружной трубы 32 и вставленной в нее и открытой с этого же торца внутренней трубы 34, между которыми образован кольцевой зазор 36 для охладителя. В каждой из трех стержневых вставок 28 охладитель протекает следующим образом. Сначала охладитель из коллектора 30 через подающую камеру 38 попадает в кольцевой зазор 36. Затем охладитель, протекая вдоль наружной трубы 32, охлаждает ее по всей длине и после выхода снизу из кольцевого зазора 36 перетекает во внутреннюю трубу 34. Поднимаясь по трубе 34 в обратном направлении, охладитель попадает в итоге в отводящую камеру 40 коллектора 30. Вставки 28 могут быть выполнены также в виде неохлаждаемых графитовых стержней.
Как показано на фиг. 2, передняя формообразующая плита 16 имеет несколько выступов 26. Последние проходят практически по всей длине плиты 16 и выступают в полость заливочного канала 20 перпендикулярно направлению вытягивания заготовки.
С использованием вышеописанного кристаллизатора 10 согласно изобретению отливают заготовку, из которой в последующем изготавливают холодильную плиту. При этом в отлитой непрерывным методом заготовке благодаря стержневым вставкам 28 образуются проходящие в направлении вытягивания каналы, форма и размеры сечения которых определяются формой и размерами сечения стержневых вставок 28. При этом в процессе непрерывной разливки выступы 26, предусмотренные на формообразующей плите 18, формируют в заготовке продольные пазы, проходящие в направлении вытягивания этой заготовки.
На фиг. 3 и 4 показана готовая холодильная плита 50, изготовленная из непрерывнолитой заготовки. Однако следует отметить, что в рассматриваемом случае заготовка для холодильной плиты 50 отливалась в кристаллизаторе, не имеющем выступов 26, и поэтому в исходном виде заготовка имела по существу прямоугольное сечение без пазов. На фиг. 3 штриховыми линиями обозначены три канала 52, которые согласно изобретению были образованы в процессе непрерывной разливки вставками, расположенными в кристаллизаторе. Эти вставки, как показано на фиг. 5, имеют овальную форму. Как следует из фиг. 4 и 5, вставки располагались в кристаллизаторе не строго по середине прямоугольного сечения заготовки, а были смещены к той поверхности заготовки, которая в готовой холодильной плите 50 образует ее заднюю сторону.
Было установлено, что заготовку предпочтительно отливать большей толщины, чем это требуется для готовой холодильной плиты, и лишь затем путем прокатки уменьшать толщину заготовки, доводя ее до толщины готовой холодильной плиты. В результате указанной прокатки заготовки медь приобретает более мелкую кристаллическую структуру, что положительно сказывается на механических и термических свойствах готовой холодильной плиты. В этой связи следует также отметить, что для деформации при прокатке охлаждающие каналы с изначально вытянутым сечением более предпочтительны, нежели каналы с круглым сечением.
Затем от прокатанной заготовки резанием в двух местах перпендикулярно направлению вытягивания заготовки была отделена прямоугольная черновая плита. В результате этой операция были образованы две торцовые поверхности 54 и 56 готовой холодильной плиты. При этом в черновой плите каналы 52 проходят насквозь от одной торцовой поверхности 54 до другой торцовой поверхности 56, а на указанных торцах образуются входные отверстия 58 в эти каналы. Затем на той поверхности черновой плиты, которая удалена на большее расстояние от смещенных от центра каналов 52, фрезерованием поперечно направлению вытягивания заготовки прорезали пазы 60. Для дополнительного повышения механической прочности плиты ее можно подвергнуть также дробеструйной обработке.
На последующей технологической операции в плите с ее задней стороны 68 перпендикулярно к поверхности этой стороны просверливали оканчивающиеся в каналах 52 отверстия 62 для подводящего и отводящего штуцеров 64 и 66. Прежде чем окончательно закрыть торцовые отверстия 58 каналов 52 заглушками 70 эти каналы можно, но необязательно, подвергнуть дополнительной механической обработке. На заключительной стадии на плиту остается лишь установить подводящий и отводящий штуцеры 64 и 66, а также закрепить крепежные штыри 72 и опоры-распорки 74, получив в результате окончательно готовую холодильную плиту 50.
На фиг. 5 показана готовая холодильная плита 50, опирающаяся через опоры-распорки 74 на броневой лист 76 печи. Необходимо отметить, что показанная на фиг. 3-5 холодильная плита 50 предназначена для вертикальной установки в печи, т.е. у смонтированной плиты охлаждающие каналы 52 проходят вертикально, а пазы 60 располагаются горизонтально. Вместо поперечных пазов 60, проходящих перпендикулярно направлению вытягивания заготовки, у холодильной плиты 50 можно предусмотреть продольные пазы, проходящие параллельно указанному направлению вытягивания заготовки. Последние из указанных пазов предпочтительно выполнять непосредственно при непрерывной разливке, используя кристаллизатор с выступами, показанный на фиг. 2.
На фиг. 6 показан плитовой холодильник, набранный из отдельных холодильных плит 80, в которых пазы 82 были выполнены указанным способом непосредственно в процессе непрерывной разливки. Пазы 82 в этом случае также образованы при указанной непрерывной разливке, т.е. они параллельны проходящим внутри плит 80 охлаждающим каналам 84 (см. фиг. 7). Следует отметить, что холодильные плиты 80 расположены в печи горизонтально, т.е. у смонтированных плит 80 каналы 84 и пазы 82 располагаются горизонтально. Сами холодильные плиты 80 изогнуты и отцентрированы таким образом, что их кривизна соответствует кривизне кожуха доменной печи (не показан).
Штриховыми линиями на фиг. 7 показано предпочтительное расположение каналов для охладителя в одной из холодильных плит 80. На этом чертеже показаны три образованные при непрерывной разливке канала 841, 842 и 843, а также два коротких поперечных отверстия 86 и 88. Отверстие 86 соединяет каналы 841 и 842 на одном конце плиты 80 и закрыто заглушкой 90. Отверстие 88 соединяет каналы 842 и 843 на другом конце плиты 80 и закрыто заглушкой 92. Аналогично каналам 52 в рассмотренной выше плите 50 каналы 841, 842 и 843 на торцовых поверхностях 54 и 56 плиты 80 также закрыты заглушками 70. Позицией 94 обозначено впускное присоединение, оканчивающееся в канале 841, а позицией 96 обозначено выпускное присоединение, выходящее из канала 843. Охладитель, поступающий в холодильную плиту через впускное присоединение 94, протекает в плите как по змеевику и выходит через - выпускное присоединение 96. На фиг. 6 схематично показано, каким образом впускное и выпускное присоединения 94 и 96 отдельных плит 80 сообщаются друг с другом через соединительные патрубки 98. Очевидно, что холодильная плита 80, равно как и холодильная плита 50 могут иметь по впускному и выпускному присоединению для каждого из каналов 841, 842 и 843.
Следует отметить, что холодильные плиты, которые устанавливаются в доменных печах над фурмами, с той их стороны, которая обращена внутрь печи, предпочтительно покрывать огнеупорной торкрет-массой. Для повышения адгезии такой огнеупорной торкрет-массы к поверхности холодильной плиты пазы 60, 82 можно выполнить, например, в виде ласточкина хвоста. Кроме того, имеющиеся у пазов 60, 82 кромки и углы предпочтительно закруглить по большому радиусу. Такая мера позволяет снизить опасность растрескивания огнеупорной массы.
В отличие от описанного случая, для горна доменной печи предпочтительно использовать холодильные плиты с гладкими передней и задней сторонами. Такие плиты тоньше вышеописанных плит с пазами и предпочтительно изготавливаются из непрерывнолитой заготовки, толщина которой уменьшается путем прокатки. Эти холодильные плиты изгибают под тот диаметр кожуха, который последний имеет в зоне горна, чтобы плиты своей гладкой задней поверхностью с геометрическим замыканием прилегали к броне доменной печи. При этом к также гладкой передней стороне холодильных плит с геометрическим замыканием прилегает облицовка горна, выполненная из углеродистого фасонного кирпича. Благодаря этому относительно тонкие холодильные плиты без проблем могут передавать на кожух доменной печи большие усилия, действующие на облицовку горна.
Показанные на чертежах холодильные плиты имеют по три канала, образованные при непрерывной разливке. Однако предлагаемым в изобретении способом можно изготавливать холодильные плиты, в которых при непрерывной разливке может быть образовано и больше или меньше трех каналов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДИЛЬНОЙ ПЛИТЫ И ХОЛОДИЛЬНАЯ ПЛИТА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2338790C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕЙ ПЛИТЫ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2480696C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОЙ ПЛИТЫ ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И ПОЛУЧАЕМАЯ ХОЛОДИЛЬНАЯ ПЛИТА | 2007 |
|
RU2423529C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1994 |
|
RU2126309C1 |
| ХОЛОДИЛЬНАЯ ПЛИТА ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2495940C2 |
| ХОЛОДИЛЬНАЯ ПЛИТА ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2482192C2 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ СЫПУЧЕГО МАТЕРИАЛА | 1995 |
|
RU2126451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОЙ ПЛИТЫ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ | 2003 |
|
RU2238330C1 |
| СИСТЕМА ХОЛОДИЛЬНОЙ ПЛИТЫ И СПОСОБ УСТАНОВКИ ХОЛОДИЛЬНЫХ ПЛИТ В МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2501864C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ КОПЬЯ ПО ОСИ ВВОДНОГО ОТВЕРСТИЯ В РЕЗЕРВУАР ПОВЫШЕННОГО ДАВЛЕНИЯ | 1994 |
|
RU2114182C1 |


Изобретение относится к металлургии, конкретно к холодильникам, используемым в печах. Способ изготовления холодильной плиты, имеющей интегрированные в нее каналы для охладителя и предназначенной для печей, используемых в черной металлургии, включает отливку методом непрерывной разливки с помощью кристаллизатора медной заготовки холодильной плиты, при этом предусмотренные в литейном канале кристаллизатора стержневые вставки формируют в заготовке проходящие в направлении ее вытягивания каналы, которые в готовой холодильной плите служат каналами для охладителя. При использовании изобретения обеспечивается изготовление высококачественных медных холодильных плит при малых затратах. 10 з.п. ф-лы, 7 ил.
| DE 2907511 A, 11.09.1980 | |||
| Спектральное устройство для приема сигналов относительной фазовой манипуляции | 1988 |
|
SU1571789A1 |
| DE 4035893 С, 30.01.1992 | |||
| US 4561639 A, 31.12.1985 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТОВОГО ЧУГУННОГО РЕБРИСТОГО ХОЛОДИЛЬНИКА | 1992 |
|
RU2025492C1 |
| Холодильник доменной печи | 1987 |
|
SU1587064A1 |

