Область техники, к которой относится изобретение
Настоящее изобретение относится к машинам для вертикального литья в формы и предназначено для увеличения производительности в результате уменьшения времени рабочего цикла, а также улучшенного уплотнения формы.
Уровень техники
Машины для вертикального литья в песчаные формы содержат, в общем, прямоугольную камеру формования, в которую вдувается песок через расположенный сверху бункер или воронку. Вышеуказанная камера закрывается двумя закрывающими плитами; с одного конца она закрывается передней подвижной и поворотной плитой, которая обеспечивает выход формованной формы, в то время как с другого конца она закрывается задней плитой, связанной с уплотняющим поршнем, который также используется для проталкивания формы и ее извлечения с целью размещения вышеуказанной формы в стопе ранее изготовленных форм.
Форму получают за счет вдувания песка в камеру с последующим уплотнением песка с помощью перемещающихся в противоположных направлениях передней и задней плит. После этого передняя плита открывается и поворачивается для выхода формы за счет ее толкания задней плитой; форма извлекается из камеры формования и размещается в стопе ранее изготовленных форм.
Эти типы машин описаны в патентах US 4442882, US 7007738 и US 6092585. Эти патенты описывают машины для вертикального литья в формы, содержащие камеру формования, которая закрывается передней подвижной и поворотной плитой и задней плитой, снабженной на конце извлекающим поршнем, которые уплотняют форму за счет противодействующих давлений обеих плит. Таким образом, циклически получаемые формы образуют две полуформы и с помощью извлекающего поршня они извлекаются из камеры формования, так что они выравниваются и размещаются друг против друга, образуя стопу, которая будет перемещаться по соответствующим рабочим постам.
Однако патент ЕР 1219830 описывает машину для вертикального литья в формы, в которой сразу после вдувания песка в камеру формования выполняется уплотнение передней и задней плитами за счет противодействующего движения двух гидроцилиндров, которые толкают переднюю и заднюю плиты для образования формы в камере формования.
В вышеупомянутом патенте ЕР 1219830 перемещения для открывания, закрывания и уплотнения обеспечиваются двумя гидроцилиндрами, действующими в противоположных направлениях. Привод первого цилиндра перемещает заднюю плиту в первом направлении для уплотнения и извлечения формы. Другой цилиндр действует в другом направлении, противоположном действию первого цилиндра, воздействуя на заднюю раму, которая с помощью комплекта штанг крепится к передней плите, перемещая переднюю плиту для уплотнения и поворачивания.
Сразу же после вдувания песка в камеру формования форма сжимается благодаря одновременному движению в противоположных направлениях цилиндра, толкающего заднюю плиту, и цилиндра, толкающего переднюю плиту, в результате чего образуется форма в камере формования.
Затем цилиндр передней плиты начинает действовать в обратном направлении, обеспечивая продольное перемещение рамы и, соответственно, передней плиты к наружной стороне. Цилиндр задней плиты продолжает перемещение, обеспечивая извлечение формы. После этого, если перемещение продолжается, кулачок будет поворачиваться вверх, толкая штангу и, соответственно, толкая и поворачивая переднюю плиту. Это поворотное движение продолжается до тех пор, пока передняя плита не окажется наверху в горизонтальном положении; в этом положении форма может быть извлечена за счет толкающего действия задней плиты, и эта плита приводится в движение и перемещается в продольном направлении цилиндром задней плиты.
Также известны машины для вертикального литья в формы, в которых так называемые «плунжерные цилиндры» состоят из двух соосно расположенных цилиндров, перемещающихся относительно друг друга, так что для уплотнения формы оба цилиндра действуют одновременно, в то время как для извлечения формы один из цилиндров перемещается относительно другого.
В результате использования гидроцилиндров в качестве приводных устройств закрывающих плит обеспечивается надлежащее уплотнение формы, однако, существует много недостатков, связанных с использованием гидроцилиндров, таких как высокая стоимость технического обслуживания, необходимость наличия больших поверхностей для размещения цилиндров, что значительно увеличивает размеры машины, низкое давление при перемещении цилиндров, большой расход энергии и т.д.
Таким образом, целесообразно предложить систему для приведения в действие закрывающих плит, устраняющую вышеуказанные недостатки без уменьшения усилия уплотнения.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы обеспечить перемещение (передней или задней) закрывающей плиты и, соответственно, более быстрое уплотнение формы, обеспечивая при этом более быстрое поворачивание передней плиты и извлечение формы, чем при использовании полностью гидравлических систем.
Изобретение относится к приводному устройству для приведения в движение закрывающей плиты в машине для вертикального литья в формы; упомянутая машина содержит средства перемещения для перемещения закрывающей плиты для контакта с формой и для ее извлечения из формовочной машины. Средства перемещения для перемещения закрывающей крышки содержат:
- средство с электроприводом,
- средства передачи, расположенные между средством с электроприводом и закрывающей плитой; средства передачи и средство с электроприводом сконфигурированы для передачи закрывающей плите первого перемещения с первой скоростью и второго перемещения со второй скоростью, большей, чем первая скорость, и второе перемещение является линейным перемещением в направлении, параллельном первому перемещению.
Первая скорость является низкой скоростью, с которой выполняется управляемое уплотнение посредством медленного перемещения либо первой плиты, либо второй плиты в направлении камеры формования, в результате чего обеспечиваются очень точные перемещения и большое усилие уплотнения.
Вторая скорость является высокой скоростью, с которой выполняется быстрое перемещение для поворачивания или извлечения формы, в зависимости от плиты, на которую воздействует устройство по изобретению. Другими словами, второе перемещение со второй скоростью предназначено для быстрого поворачивания передней плиты или быстрого проталкивания задней плиты и, таким образом, быстрого извлечения формы.
Приводное устройство может быть простым приводным устройством или смешанным приводным устройством. В простом приводном устройстве приводное средство может быть, по меньшей мере, одним двигателем, в то время как средство передачи может быть выбрано из различных вариантов, таких как, по меньшей мере, один механизм винт-гайка или один зубчато-реечный механизм. Необходимость использования одного или нескольких двигателей будет зависеть от мощности, потребляемой системой. Точно также использование одного или нескольких механизмов винт-гайка или одного или нескольких зубчато-реечных механизмов будет зависеть от потребностей каждой системы.
Приводное устройство может использоваться для приведения в движение задней плиты, передней плиты или приведения в действие двух плит. Если предполагается, что приводное устройство будет использоваться для обеих плит, плиты могут иметь одинаковые средства передачи или они могут отличаться. Например, каждая плита может приводиться в движение средством передачи винт-гайка или зубчато-реечным средством передачи или передняя плита может приводиться в движение средством передачи винт-гайка, а задняя плита зубчато-реечным средством передачи или наоборот.
В том случае, когда устройство приводит в движение переднюю плиту, первое перемещение конфигурируется для уплотнения формы, т.е. для перемещения передней плиты к камере формования, а второе перемещение конфигурируется для поворачивания упомянутой передней плиты и способствования извлечению формы. Первое и второе перемещения имеют противоположные направления.
Если устройство приводит в движение заднюю плиту, первое перемещение конфигурируется дл уплотнения формы, т.е. для перемещения задней плиты к камере формования, а второе перемещение конфигурируется для извлечения упомянутой формы, т.е. для выталкивания формы к стопе ранее полученных форм. В этом случае первое и второе перемещения имеют одинаковое направление.
Как указано выше, приводное устройство может быть смешанным и, следовательно, средства передачи могут содержать первое средство передачи для передачи первого перемещения и второе средство передачи для передачи второго перемещения. Как указано выше, первое перемещение выполняется с первой низкой скоростью, а второе перемещение выполняется со второй высокой скоростью.
Точно так же, как и в простом приводе, низкая скорость служит для передачи мощности закрывающей плите для выполнения надлежащего уплотнения, а высокая скорость обеспечивает поворачивание закрывающей плиты, если устройство действует на переднюю плиту, или извлечение формы, если устройство действует на заднюю плиту.
Приводное средство может в свою очередь содержать первое приводное средство для приведения в движение первого средства передачи и второе приводное средство для приведения в действие второго средства передачи.
Первое и второе средства передачи могут располагаться соосно. В частности, второе средство передачи может быть связано с первым концом закрывающей плиты, а первое средство передачи может располагаться между неподвижной частью, которая крепится к раме машины для вертикального литья в формы и ко второму концу второго средства передачи. Таким образом, когда первые средства передачи приводятся в движение, выполняется первое перемещение с первой скоростью, т.е. перемещаются первые средства передачи, толкающие вторые средства передачи, вынуждая закрывающую плиту перемещаться к камере формования, уплотняя форму. Вторые средства передачи обеспечивают второе перемещение закрывающей плиты со второй скоростью, т.е. они обеспечивают быстрое поворачивание закрывающей плиты или быстрое перемещение плиты для извлечения формы.
Вторые средства передачи могут примыкать непосредственно к первому концу закрывающей плиты для обеспечения второго перемещения. Они также могут объединяться с рамой, присоединенной к первому концу закрывающей плиты, так что перемещение вторых средств передачи обеспечивает перемещение рамы, которая, в свою очередь, толкает закрывающую плиту.
Первые и вторые средства перемещения могут выбираться, по меньшей мере, из одного зубчато-реечного механизма, по меньшей мере, одного механизма винт-гайка, по меньшей мере, одного механизма соединительная тяга-кривошип и, по меньшей мере, одного гидроцилиндра, в то время как первое и второе приводные средства могут содержать, по меньшей мере, один электродвигатель.
В предпочтительном варианте выполнения первые средства передачи являются механизмами винт-гайка, и вторые средства передачи являются зубчато-реечными механизмами. В альтернативных решениях возможны следующие варианты:
С каждой из этих комбинаций можно получить приводное устройство, в котором скорость и усилие уплотнения будут оптимальными.
Как указано выше, устройство по изобретению может использоваться для приведения в движение передней плиты, или задней плиты, или обеих плит.
Если устройство служит для приведения в движение передней плиты, первое перемещение конфигурируется для уплотнения формы, а второе перемещение конфигурируется для поворачивания передней плиты и способствования извлечению формы. В том случае, когда устройство использует привод с механизмом винт-гайка и зубчато-реечным механизмом, форма уплотняется с помощью механизма винт-гайка, поскольку винт обеспечивает необходимое усилие для уплотнения формы, а передняя плита поворачивается с помощью зубчато-реечного механизма, который обеспечивает высокую скорость.
В том случае, когда приводное устройство приводит в движение заднюю плиту, первое перемещение конфигурируется для уплотнения формы, т.е. для перемещения плиты к камере формования, а второе перемещение конфигурируется для быстрого извлечения формы, т.е. перемещения и размещения формы в стопе ранее полученных форм. Если используется привод с механизмом винт-гайка и зубчато-реечным механизмом, уплотнение выполняется с помощью механизма винт-гайка, а извлечение с помощью зубчато-реечного механизма.
Приводное средство может содержать опору, которая может служить для поддержки электродвигателя.
Первое и второе средства передачи могут содержать раму, которая в свою очередь может содержать опору для приводного средства.
Объектом изобретения также является машина для вертикального литья в формы, содержащая вышеописанное приводное устройство.
С помощью изобретения можно получить машину для вертикального литья в формы, которая имеет ряд преимуществ, такие как улучшенное управление перемещениями плит, меньшие размеры, уменьшенный расход энергии и небольшой объем технического обслуживания.
Краткое описание чертежей
С целью лучшего понимания отличительных характеристик изобретения по предпочтительному варианту выполнения прилагается комплект чертежей, как неотъемлемая часть вышеуказанного описания, на которых в пояснительных и неограниченных целях показано следующее:
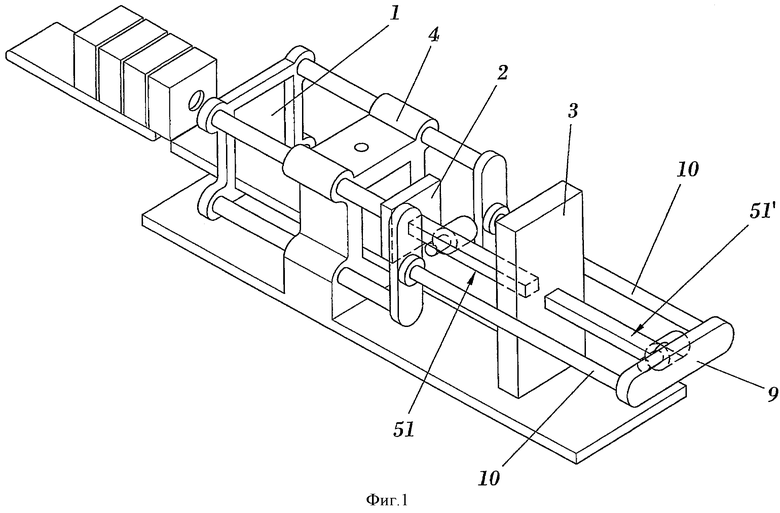
фиг.1 - устройство по изобретению, в котором используется простой зубчато-реечный привод;
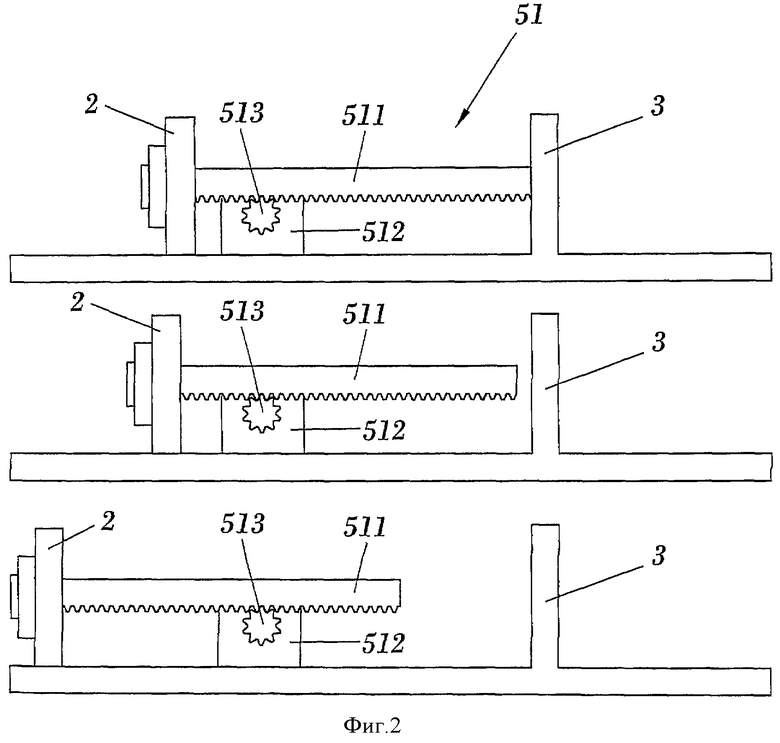
фиг.2 - последовательность выполнения операций устройством из фиг.1, в котором показана задняя плита;
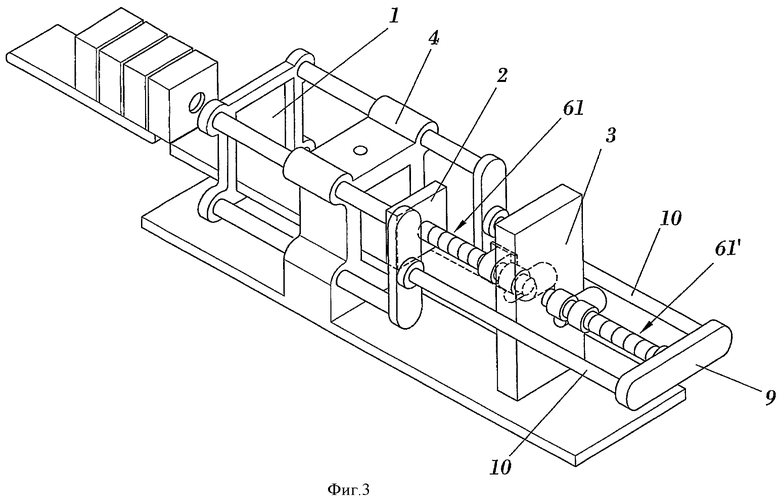
фиг.3 - устройство по изобретению, в котором используется простой привод винт-гайка;
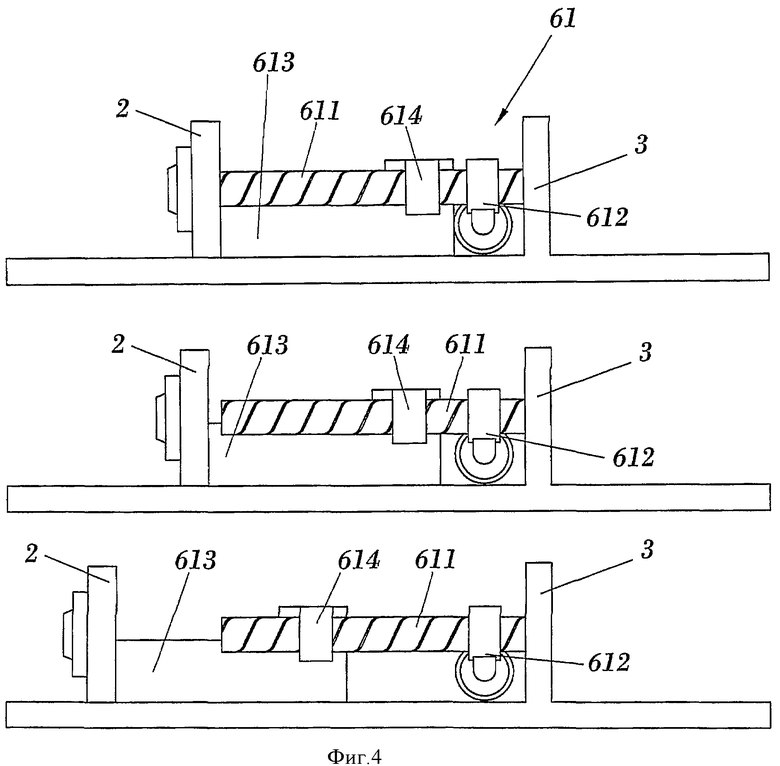
фиг.4 - последовательность выполнения операций устройством из фиг.3, в котором
показана задняя плита;
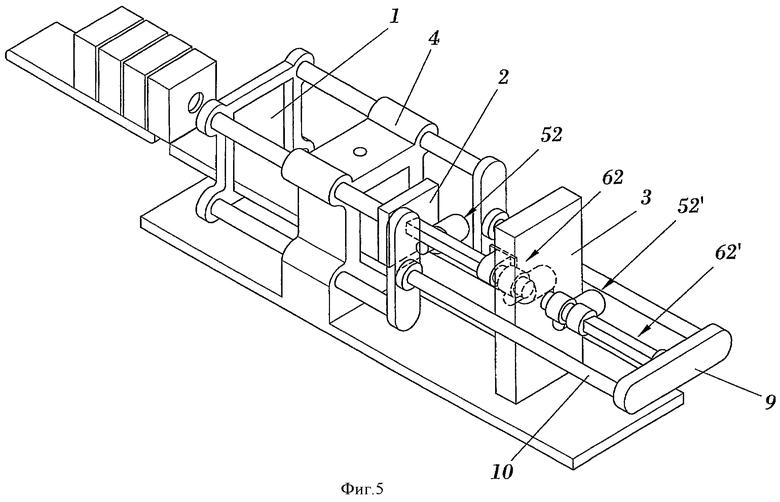
фиг.5 - устройство по изобретению, в котором используется смешанный привод с механизмом винт-гайка и зубчато-реечным механизмом;
фиг.6 - последовательность выполнения операций устройством из фиг.5, в котором показана задняя плита;
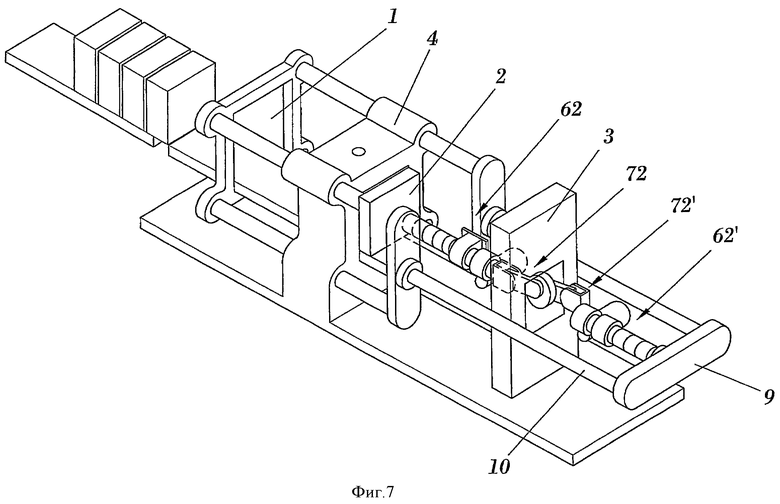
фиг.7 - устройство по изобретению, в котором используется смешанный привод с механизмом соединительная штанга-кривошип и механизмом винт-гайка;
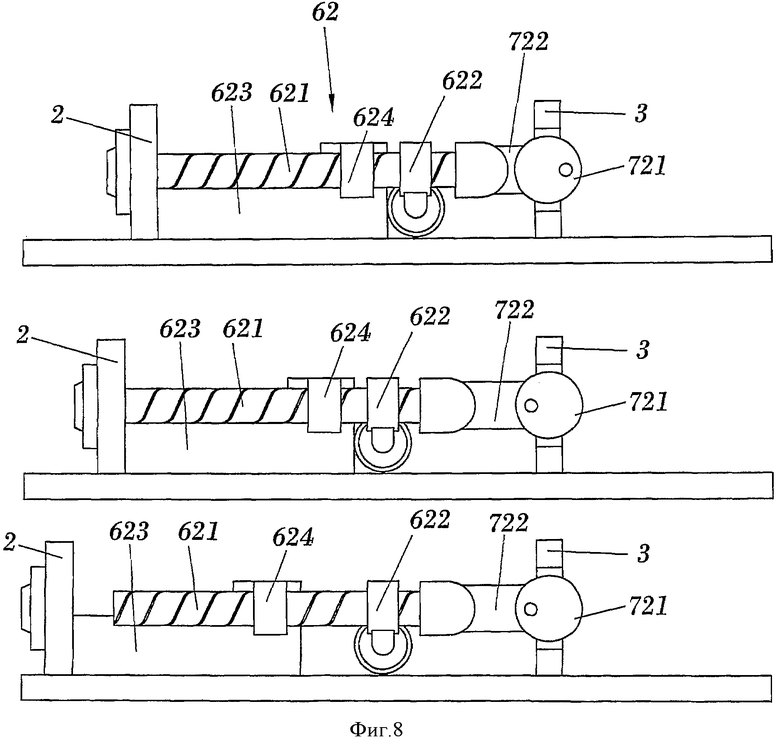
фиг.8 - последовательность выполнения операций устройством из фиг.7, в котором показана задняя плита;
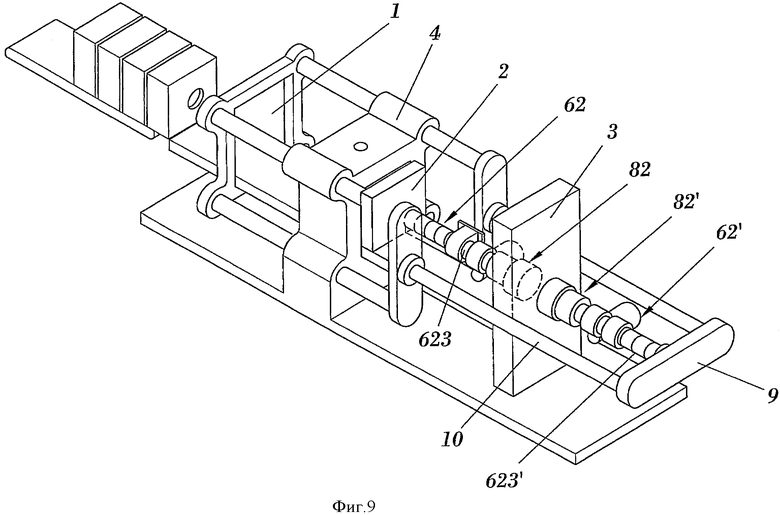
фиг.9 - устройство по изобретению, в котором используется смешанный привод с гидроцилиндром и механизмом винт-гайка;
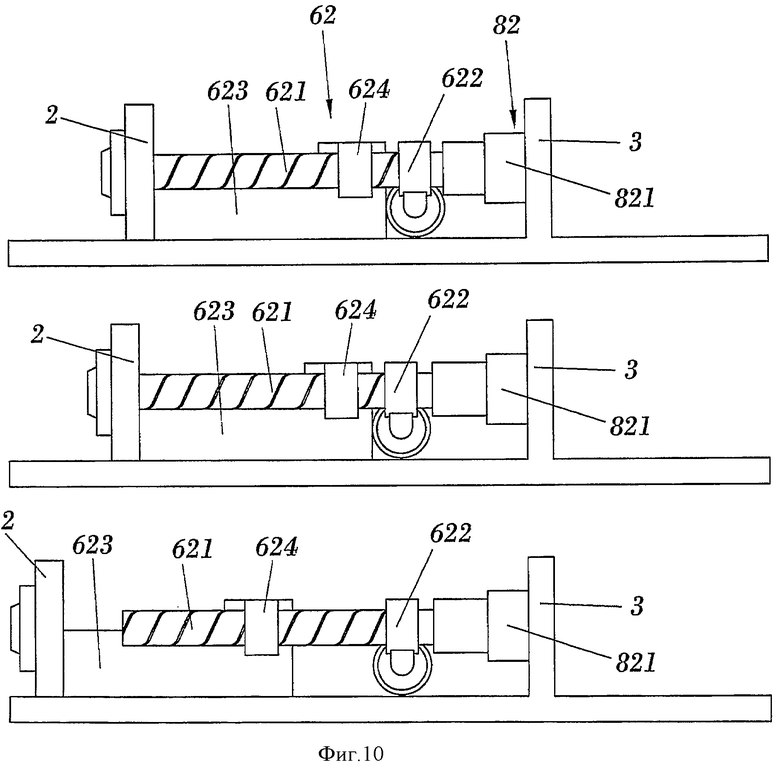
фиг.10 - последовательность выполнения операций устройством из фиг.9, в котором показана задняя плита;
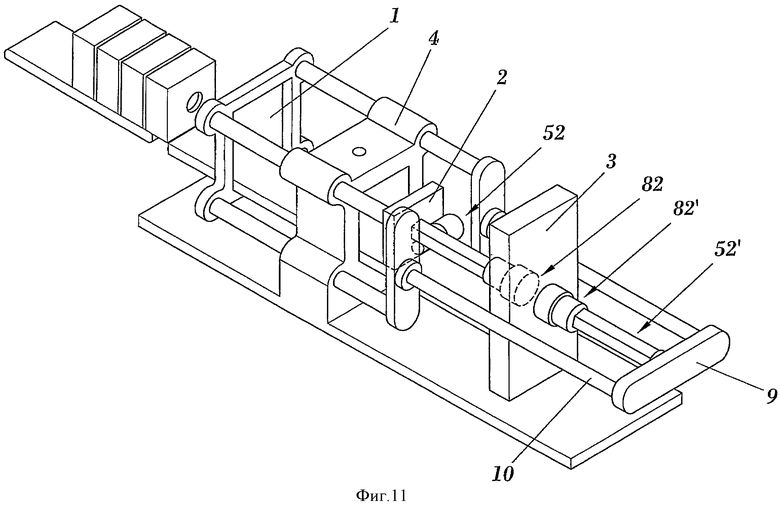
фиг.11 - устройство по изобретению, в котором используется смешанный привод с гидроцилиндром и зубчато-реечным механизмом;
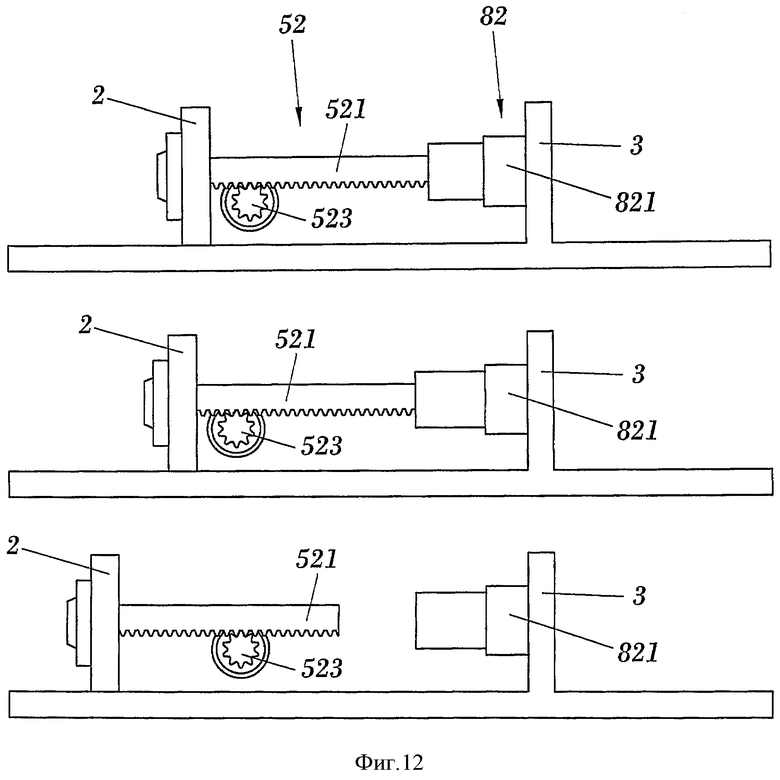
фиг.12 - последовательность выполнения операций устройством из фиг.11, в котором показана задняя плита.
Осуществление изобретения
Фиг.1 показывает машину для вертикального литья в формы, использующую приводное устройство, содержащее зубчато-реечный механизм (51, 51'). Зубчато-реечный механизм (51'), действующий на переднюю плиту (1), примыкает первым концом к неподвижной части (3), которая крепится к раме формовочной машины, и зубчато-реечный механизм (51), действующий на заднюю плиту (2), примыкает с противоположной стороны к упомянутой неподвижной части (3), так что зубчато-реечный механизм (51') и зубчато-реечный механизм (51) перемещаются в противоположных направлениях. Таким образом, зубчато-реечный механизм (51) перемещает заднюю плиту (2) в направлении камеры (4) формования в одном направлении и на низкой скорости, и зубчато-реечный механизм (51') толкает передвижную раму (9), соединенную с передней плитой (1) комплектом штанг (10), перемещая переднюю плиту (1) в направлении камеры (4), в противоположном направлении и также на низкой скорости. В этом случае две плиты закрывают камеру (4) формования, уплотняя форму. После уплотнения задняя плита (2) продолжает перемещаться, но более высокой скорости, чем вначале, в то время как передняя плита (1) быстро отводится назад и поворачивается, позволяя извлечь форму. В процессе уплотнения формы зубчато-реечный механизм (51) и зубчато-реечный механизм (51') перемещаются в противоположных направлениях, тогда как во время извлечения формы зубчато-реечные механизмы (51 и 51') перемещаются в одном направлении. Для выполнения нового этапа уплотнения средства передачи возвращаются в начальное положение, выполняя перемещение, обратное перемещению, описанному для уплотнения формы.
Фиг.2 показывает последовательность операций, выполняемых с помощью средства передачи, содержащего зубчато-реечный механизм (51) для перемещения задней плиты (2). Двигатель рейки, не показанный на фиг.2, установлен на опоре (512) и перемещает рейку (511) по шестерне (513) на медленной скорости, при которой задняя плита (2) перемещается в направлении камеры (4), в результате чего выполняется уплотнение формы. Затем двигатель перемещает плиту (2) на второй скорости, более высокой, чем первая скорость, и, таким образом, выполняется извлечение формы и ее размещение в стопе уже полученных форм. Как низкая, так и высокая скорости обеспечиваются упомянутым двигателем либо напрямую, либо через редуктор.
Фиг.3 показывает машину для вертикального литья в формы со средством (61) передачи винт-гайка, действующим на заднюю плиту (2) и средством (61') передачи винт-гайка, действующим на переднюю плиту (1). Как и в предыдущем случае, привод (61) винт-гайка задней плиты (2) и привод (61') винт-гайка передней плиты (1) примыкают с противоположных сторон к неподвижной части (3). Таким образом, привод (61) винт-гайка перемещает заднюю плиту (2) в направлении камеры (4) формования в одном направлении и на низкой скорости, и привод (61') винт-гайка перемещает переднюю плиту (1) в направлении камеры (4) в противоположном направлении, и также на низкой скорости, таким образом, уплотняя форму. После уплотнения задняя плита (2) продолжает перемещаться, но на гораздо более высокой скорости, чем вначале, в то время как передняя плита (1) быстро отводится назад и поворачивается, позволяя извлечь форму.
Из последовательности операций, выполняемых задней плитой (2) и представленных на фиг.4, видно, что двигатель винта, непоказанный на фигурах, вращает винт при помощи головки (612). В этом случае средство (61) передачи содержит раму (613), содержащую гайку (614), которая перемещается винтом (611), и заднюю часть задней плиты (2), так что когда винт (611) вращается, упомянутая рама (613) перемещается в продольном направлении, толкая заднюю плиту (2) к камере (4) формования и, тем самым, уплотняя форму. Затем двигатель обеспечивает быстрое перемещение, и рама (613) приводимая в движение винтом (611), перемещается, толкая заднюю плиту (2) и, следовательно, уже уплотненную форму в направлении стопы форм.
Как указано выше, передняя (1) и задняя (2) плиты также могли бы приводиться в движение разными средствами передачи, например, передняя плита (1) могла бы приводиться в движение приводом винт-гайка, а задняя плита (2) могла бы приводиться в движение зубчато-реечным механизмом и наоборот.
Фиг.5 показывает смешанный привод, т.е. привод, составленный из первого средства передачи и второго средства передачи, например, первое средство может быть приводом (62, 62') винт-гайка, а второе средство может быть зубчато-реечным механизмом (52, 52'). Первое средство передачи, т.е. привод (62, 62') винт-гайка, обеспечивает первое перемещение с низкой скоростью, а второе средство передачи, т.е. зубчато-реечный механизм (52, 52'), обеспечивает второе перемещение с высокой скоростью. Как и в случае с простым приводом, средства передачи, действующие на заднюю плиту (2), расположены со стороны, противоположной средствам передачи, действующим на переднюю плиту (1). Таким образом, привод (62) винт-гайка примыкает к неподвижной части (3) и привод (62') винт-гайка примыкает к неподвижной части (3) с другой стороны. Зубчато-реечный механизм (52, 52') расположен соосно приводу (62, 62') винт-гайка.
Фиг.6 показывает последовательность выполнения операций с задней плитой (2). Двигатель винта, непоказанный на фигурах, вращает винт (621) при помощи головки (622), передавая медленное движение зубчато-реечному механизму (52) через гайку (624), содержащуюся на раме (623). Задняя плита (2) перемещается с низкой скоростью, в результате чего выполняется уплотнение формы. После уплотнения приводится в действие не показанный на фигурах двигатель рейки, передавая движение рейке (521) при помощи шестерни (523), чтобы быстро переместить заднюю плиту, т.е. извлечь форму в направлении стопы форм. Двигатель рейки может быть установлен на раме (623) или на отдельной опоре, или он может быть установлен на станине самой машины.
Фиг.7 показывает смешанный привод для каждой плиты, в котором первые средства передачи содержат механизм (72, 72') соединительная тяга-кривошип, и вторые средства передачи содержат механизм (62, 62') винт-гайка. Механизм (72, 72') соединительная тяга-кривошип и механизм (62, 62') винт-гайка каждой плиты расположены соосно, так что механизм (72, 72') соединительная тяга-кривошип примыкает к неподвижной части (3), а затем после него расположен механизм (62, 62') винт-гайка, который соединен с рамой (623), соединенной с задней плитой (2), и рамой (623'), соединенной с передней плитой (1). Первое и второе средства передачи, связанные с задней плитой (2), размещены со стороны, противоположной первому и второму средствам передачи, связанным с передней плитой (1).
Фиг.8 показывает работу этого типа смешанного привода. Движение винта (621) обеспечивается за счет вращения кривошипа (721) и через соединительную тягу (722); винт толкает заднюю плиту (2), тем самым медленно перемещая заднюю плиту (2) и уплотняя форму. Двигатель винта, не показанный на фигурах, вращает винт (621). Быстрое движение передается через гайку (624) и раму (623), составляющую одно целое с задней плитой (2) с целью извлечения формы.
Фиг.9 показывает машину для вертикального литья в формы, использующую устройство со смешанным приводом для каждой плиты, в котором первые средства передачи содержат гидроцилиндр (82, 82'), и вторые средства передачи содержат механизм (62, 62') винт-гайка. Эти средства передачи расположены соосно, так что гидроцилиндр (82, 82') примыкает к неподвижной части (3), и после него расположен механизм (62, 62'), и этот механизм винт-гайка содержит объединенную с ним раму (623, 623'), которая соединена с задней плитой (2) или с передней плитой (1) с помощью передвижной рамы (9).
Последовательность операций для задней плиты (2) показана на фиг.10. Приведенный в действие гидроцилиндр (821) медленно перемещает механизм (62) винт-гайка, который толкает заднюю плиту (2), уплотняющую форму. После уплотнения двигатель винта, не показанный на фигурах, вращает винт (621) при помощи головки (622), быстро перемещая раму (623), объединенную с гайкой (624) и толкающую заднюю плиту (2), тем самым, извлекая форму.
Фиг.11 показывает смешанный привод для каждой плиты, в котором первые средства передачи содержат гидроцилиндр (82, 82'), и вторые средства передачи содержат зубчато-реечный механизм (52, 52'). Гидроцилиндр (82) и зубчато-реечный механизм (52) расположены со стороны, противоположной стороне, где расположены гидроцилиндр (82') и зубчато-реечный механизм (52'). Гидроцилиндр (82, 82') примыкает к неподвижной части (3), и зубчато-реечный механизм (52, 52') расположен с ним соосно.
Фиг.12 показывает последовательность операций для задней плиты (2). Приведенный в действие гидроцилиндр (821) перемещает зубчато-реечный механизм (52) и в свою очередь заднюю плиту (2), уплотняющую форму. Затем при помощи шестерни (523) приводится в действие рейка (521) с целью быстрого перемещения задней плиты и извлечения формы. Зубчато-реечный механизм (52) движется назад в положение контакта с гидроцилиндром (821), и после этого зубчато-реечный механизм (52) и гидроцилиндр (821) одновременно возвращаются назад в начальное положение.
Между зубчато-реечным механизмом (52) и гидроцилиндром (821) также может быть предусмотрено средство соединения, так чтобы зубчато-реечный механизм (52) возвращался назад до контакта с гидроцилиндром (821), и после соединения гидроцилиндр (821) возвращался назад и перемещал зубчато-реечный механизм в исходное положение.
Последовательность выполнения операций и позиционирование по каждому описанному выше варианту для передней плиты будут такими же, как и для задней плиты, единственным отличием является то, что упомянутая передняя плита будет поворачиваться во время быстрого перемещения.
Понятно, что может существовать множество комбинаций средств передачи, поскольку порядок расположения первого и второго средств передачи может изменяться.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИОННАЯ МАШИНА | 1998 |
|
RU2200713C2 |
| СЕКЦИОННАЯ МАШИНА | 1998 |
|
RU2205803C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ (ВАРИАНТЫ), СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2187468C2 |
| СЕКЦИОННАЯ МАШИНА | 2001 |
|
RU2245306C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2198143C2 |
| УСТРОЙСТВО ДЛЯ ВВОДА И ИЗВЛЕЧЕНИЯ ТРУБОК ДЛЯ ВДУВАНИЯ ТОПЛИВА В ФУРМЕННЫЙ ПРИБОР И ИЗ ФУРМЕННОГО ПРИБОРА ДОМЕННОЙ ПЕЧИ | 2009 |
|
RU2499055C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2205159C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ), МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК ДЛЯ СЕКЦИОННОЙ МАШИНЫ, ЗАГЛУШКА ДЛЯ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2184091C2 |
| Штриховально-прессовальная машина | 1985 |
|
SU1341053A1 |
| ПЛУНЖЕРНЫЙ МЕХАНИЗМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ, СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2186040C2 |
Изобретение относится к литейному производству. Приводное средство содержит средства перемещения закрывающей плиты для уплотнения формы и для ее извлечения из машины. Средства перемещения содержат средство с электрическим приводом и средство передачи, которые расположены между упомянутым средством с электрическим приводом и закрывающей плитой. Средство передачи и средство с электрическим приводом выполнены с возможностью передачи закрывающей плите первого перемещения с первой скоростью и второго перемещения со второй скоростью, большей, чем первая скорость. Обеспечивается более быстрое уплотнение формы, поворот передней плиты и извлечение формы. 2 н. и 17 з.п. ф-лы, 12 ил.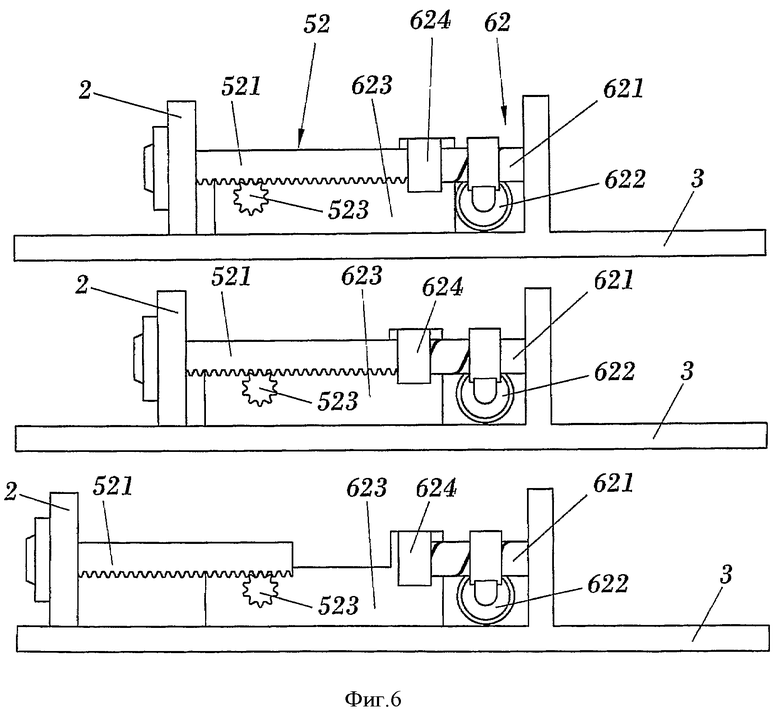
1. Приводное устройство закрывающей плиты в машине для вертикального литья в формы, содержащее средства перемещения закрывающей плиты для уплотнения формы и ее извлечения из формовочной машины, причем средства перемещения закрывающей плиты содержат приводные средства и средства (51, 51', 61, 61', 52, 52', 62, 62') передачи, расположенные между приводным средством и закрывающей плитой, отличающееся тем, что средства перемещения закрывающей плиты для уплотнения формы и для ее извлечения из формовочной машины содержат электрические приводные средства, при этом средства (51, 51', 61, 61', 52, 52', 62, 62') передачи и электрические приводные средства выполнены с возможностью передачи закрывающей плите первого перемещения с первой скоростью для уплотнения формы и второго перемещения со второй скоростью для извлечения формы из формовочной машины, большей, чем первая скорость, при этом второе перемещение является линейным перемещением в направлении, параллельном первому перемещению.
2. Приводное устройство по п.1, отличающееся тем, что электрические приводные средства содержат, по меньшей мере, один двигатель, и средства передачи содержат, по меньшей мере, один механизм (61, 61') винт-гайка.
3. Приводное устройство по п.1, отличающееся тем, что электрические приводные средства содержат, по меньшей мере, один двигатель, и средства передачи содержат, по меньшей мере, один зубчато-реечный механизм (51, 51').
4. Приводное устройство по п.1, отличающееся тем, что средства передачи содержат первые средства передачи первого перемещения и вторые средства передачи второго перемещения, и что электрические приводные средства содержат первое электрическое приводное средство для приведения в движение первых средств передачи и второе электрическое приводное средство для приведения в движение вторых средств передачи.
5. Приводное устройство по п.4, отличающееся тем, что первое электрическое приводное средство и второе электрическое приводное средство содержат, по меньшей мере, один электродвигатель.
6. Приводное устройство по п.4, отличающееся тем, что первые средства передачи выбираются из зубчато-реечного механизма (52, 52'), механизма (62, 62') винт-гайка.
7. Приводное устройство по п.4, отличающееся тем, что вторые средства передачи выбираются из зубчато-реечного механизма (52, 52'), механизма (62, 62') винт-гайка.
8. Приводное устройство по п.6, отличающееся тем, что первое и второе средства передачи содержат раму (623, 623').
9. Приводное устройство по п.7, отличающееся тем, что первое и второе средства передачи содержат раму (623, 623').
10. Приводное устройство по п.8, отличающееся тем, что рама (623, 623') выполнена с возможностью поддержки электродвигателя.
11. Приводное устройство по п.9, отличающееся тем, что рама (623, 623') выполнена с возможностью поддержки электродвигателя.
12. Приводное устройство по любому из пп.1-11, отличающееся тем, что закрывающая плита является передней плитой (1).
13. Приводное устройство по п.12, отличающееся тем, что первое перемещение выполнено для уплотнения формы, а второе перемещение выполнено для поворота передней плиты (1).
14. Приводное устройство по любому из пп.1-11, 13, отличающееся тем, что закрывающая плита является задней плитой (2).
15. Приводное устройство по п.12, отличающееся тем, что закрывающая плита является задней плитой (2).
16. Приводное устройство по любому из пп.1-11, 13, 15, отличающееся тем, что первое перемещение выполнено для уплотнения формы, а второе перемещение выполнено для извлечения упомянутой формы.
17. Приводное устройство по п.12, отличающееся тем, что первое перемещение выполнено для уплотнения формы, а второе перемещение выполнено для извлечения упомянутой формы.
18. Приводное устройство по п.14, отличающееся тем, что первое перемещение выполнено для уплотнения формы, а второе перемещение выполнено для извлечения упомянутой формы.
19. Машина для вертикального литья в формы, содержащая закрывающую плиту, отличающаяся тем, что она содержит приводное устройство по любому из пп.1-18.
| Рабочая лопатка влажнопаровой турбины | 1985 |
|
SU1219830A1 |
| US 4442882 А, 17.04.1984 | |||
| Опорное устройство для стрелы буровой установки | 1980 |
|
SU1101548A2 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |

