Изобретение относится к области приборостроения, преимущественно к измерительной технике. Оно может быть использовано: при изготовлении функционализированных коллоидных зондовых датчиков для атомно-силового микроскопа (АСМ), позволяющих вести неразрушающие исследования живых клеток в физиологической среде; при изготовлении наноинденторов с заданной формой кончика для диагностики механических свойств сверхтонких мягких полимерных покрытий, а также мягких нано- и микробиообъектов; при изготовлении оптических антенн-зондов на основе металлических наногранул и нанооболочек для сканирующей зондовой микроскопии оптических свойств поверхностей.
Известен способ изготовления коллоидного зондового датчика для АСМ, включающий в себя хорошо воспроизводимое приклеивание сферической частицы радиусом несколько микрон непосредственно к консоли зондового датчика [1].
Недостаток этого способа заключается в значительном ухудшении воспроизводимости, когда диаметр приклеиваемой частицы становится близким к одному микрону, и практической невозможности применить способ для воспроизводимой фиксации одиночных субмикронных частиц.
Известен также способ изготовления коллоидного зондового датчика для АСМ, включающий в себя приклеивание сферической частицы радиусом несколько микрон к специально приготовленному посадочному месту на кончике зондирующей иглы, расположенной на консоли зондового датчика [2]. Этот способ выбран прототипом предлагаемого изобретения.
Первый недостаток этого способа заключается в необходимости изготавливать для каждой частицы калиброванной формы и размеров специальное посадочное место на кончике иглы зондового датчика. Изготовление специального посадочного места проводится различными методами: с помощью сфокусированного ионного пучка, химическим травлением, сухим травлением. Применение перечисленных методов, однако, может приводить к ухудшению надежности зондового датчика и менять его характеристики, такие как: константа жесткости, коэффициент отражения тыльной стороны консоли. Второй недостаток связан с тем, что в описании способа не рассматривается последовательность действий, позволяющая воспроизводимо и надежно прикрепить к посадочному месту на кончике иглы одиночную частицу субмикронных размеров, и лишь отмечается возможность использовать частицы диаметром меньше трех микрон.
Технический результат предлагаемого изобретения заключается в разработке воспроизводимого и надежного способа изготовления коллоидного зондового датчика. Способ позволяет закреплять на кончике иглы зондового датчика одиночную частицу как микронных, так и субмикронных размеров. Способ не требует обязательного изготовления специального посадочного места на кончике иглы и надежно сохраняет исходные характеристики зондового датчика.
Указанный технический результат достигается тем, что при изготовлении коллоидного зондового датчика используют атомно-силовой микроскоп (АСМ), с помощью которого на кончик иглы его собственного работоспособного зондового датчика прикрепляют коллоидную частичку. Способ включает в себя последовательность определенных действий. Сначала с помощью АСМ визуализируют расположение коллоидных частиц, предварительно осажденных на гладкую подложку, и по принципу минимального числа соседей выбирают из них частицу кандидата для закрепления. Затем с помощью АСМ закрепляют частицу на кончике иглы зондового датчика. Наконец, завершая операции, оперативно подтверждают с помощью АСМ, что выбранная частица закреплена.
Существует вариант, в котором частицу закрепляют с помощью клеящего материала.
Существует также вариант, в котором используют отверждаемый ультрафиолетовым светом клей.
Существует также вариант, в котором клеевую обработку кончика иглы зондового датчика производят в АСМ.
Существует также вариант, в котором выбор частицы производят, используя зондовый датчик с покрытым клеем кончиком иглы, путем визуализации частицы в полуконтактном режиме АСМ.
Существует также вариант, в котором процесс закрепления частицы производят в контактном режиме АСМ.
Существует также вариант, в котором момент приклеивания контролируют по вариациям АСМ сигнала вертикального отклонения зондового датчика.
Существует также вариант, в котором момент приклеивания контролируют по вариациям АСМ сигнала бокового отклонения зондового датчика.
Существует также вариант, в котором момент приклеивания контролируют по вариациям АСМ сигнала контактной жесткости.
Существует также вариант, в котором процесс закрепления частицы производят в полуконтактном режиме АСМ.
Существует также вариант, в котором момент приклеивания контролируют по вариациям АСМ сигналов, зависящих от амплитуды и/или фазы резонансных колебаний зондового датчика.
Существует также вариант, в котором факт закрепления частицы на кончике иглы зондового датчика оперативно подтверждают при визуализации в полуконтактном АСМ режиме агломератов калиброванных по форме и размеру частиц, осажденных на подложку.
Существует также вариант, в котором на подложке формируют субмонослойные покрытия из агломератов калиброванных по форме и размеру частиц.
На Фиг.1 изображено в общем виде устройство для реализации предложенного способа.
Устройство содержит гладкую подложку 1, на которую следует осадить калиброванные по размеру и форме коллоидные частицы 2 и, при необходимости, каплю клея 3. Над подложкой расположен работоспособный зондовый датчик, состоящий из консоли 4 и иглы 5. Все необходимые перемещения зондового датчика и подложки осуществляются и контролируются с помощью атомно-силового микроскопа 6.
Способ изготовления коллоидного зондового датчика реализуется следующим образом. Используется атомно-силовой микроскоп 6, с помощью которого на кончик иглы 5 его собственного работоспособного зондового датчика прикрепляется зондирующая частица 2 калиброванной формы и размеров. Коллоиды практически одинаковых по диаметру сферических частиц из разных материалов коммерчески доступны. Более того, диаметр частиц можно выбрать в диапазоне от 20 нм до 20 мкм при характерной дисперсии значений выбранного диаметра 2-5%.
Сначала на подложку 1, которая может представлять собой гладкую очищенную от загрязнений кремниевую шайбу или, например, свежий скол высокоориентированного пиролитического графита (ВОПГ), осаждают калиброванные по форме и размеру коллоидные частицы 2. Здесь важно следующее. Если частицы слабо закреплены на поверхности, усложняется задача их визуализации. Сильное же закрепление частиц на подложке делает проблематичным АСМ манипуляции с ними. Уровень силы взаимодействия, позволяющий как АСМ манипуляцию, так и АСМ визуализацию, можно регулировать: свойствами материала подложки 1 (например, степенью гидрофобности); размером частиц 2, формой скопления частиц и их числом в нем. Форма и плотность скоплений из частиц 2 на подложке 1 зависит от способа нанесения коллоида: распылением или капельным. Если разбавить водный коллоид до концентрации частиц 109 см-3, то, с помощью аэрографа, создающего капельки порядка десяти микрон диаметром, можно осуществлять осаждение одиночных частиц. Таким способом можно, например, осаждать на гидрофобный ВОПГ отдельные сферические стеклянные частицы диаметром ~650 нм и более. Отдельные маленькие стеклянные частицы, диаметром ~250 нм и менее, плохо держатся на ВОПГ, и водный коллоид таких частиц лучше просто наносить капельным способом на гидрофильный окисленный кремний.
Затем с помощью АСМ 6, используя работоспособный зондовый датчик (4, 5), выбирают среди частиц 2 по принципу минимального числа соседей кандидата для закрепления и модифицируют зондовый датчик, закрепив выбранную частицу на кончике иглы 5. Удобным кандидатом для закрепления является одиночная частица, а также частицы на краю скопления частиц, где число соседей уменьшается.
Для того чтобы открепить частицу от подложки и закрепить ее на кончике иглы зонда, модифицировать зонд, часто достаточно просто механически подвинуть частицу кончиком иглы зонда на расстояние порядка ее диаметра, регулируя при этом в АСМ уровень взаимодействия. Поясним это на следующем примере. Пусть в обычных условиях на гидрофобной подложке имеется гидрофильная частица. В этой ситуации капиллярное притяжение частицы к подложке слабо, и в силу сцепления FA основной вклад дают другие взаимодействия, например Ван-дер-ваальсовы. Для визуализации частицы в АСМ уровень силы взаимодействия зонд - образец устанавливают меньше FA, а чтобы подвинуть частицу - больше FA. Покрытая естественным окислом поверхность кончика иглы стандартного кремниевого зонда является гидрофильной. В обычных условиях на гидрофильных поверхностях присутствует тонкая пленка адсорбированной воды. Во время механического контакта между кончиком иглы и частицей формируется водяной мостик [3] и возникает сильное капиллярное притяжение, уровень которого может значительно превышать FA. Такая ситуация дает предпочтение для нового положения выбранной частицы на гидрофильном кончике зонда, а не на гидрофобной подложке.
При модификации можно также использовать и электростатическое взаимодействие. Кончик зонда, поверхность подложки и зазор между ними формируют своеобразный конденсатор. Емкость такого конденсатора увеличивается при внесении в зазор диэлектрической или металлической частицы. Если между зондом и подложкой поддерживается постоянная разность потенциала, то удаление частицы из зазора под кончиком зонда на какую-либо из сторон кончика оказывается энергетически выгодным, так как такой процесс уменьшает энергию конденсатора. Электростатическая сила, выталкивающая частицу из зазора, пропорциональна размеру частицы и квадрату приложенной разности потенциалов. Регулируя разность потенциалов, можно поднять значение электростатической силы выше уровня FA.
Завершают операции оперативным подтверждением, что зондовый датчик действительно удалось модифицировать, т.е. выбранная частица закреплена на кончике иглы зондового датчика. Для этого с помощью АСМ визуализируют один и тот же участок подложки, содержащий скопление частиц, а лучше несколько одиночных частиц, до и после попытки модификации. Сравнивая полученные изображения, определяют наличие частички на кончике иглы (появляется характерное двоение в изображении).
Существует вариант, в котором частицу закрепляют с помощью клеящего материала. Это позволяет более надежно связать частичку 2 с выбранным местом на кончике иглы 5 зондового датчика, чем при бесклеевой фиксации, получающейся, например, за счет электростатических эффектов или эффектов смачивания поверхностей адсорбированной из атмосферы влагой.
Существует также вариант, в котором используют отверждаемый ультрафиолетовым светом клей. Используя такой клей можно управлять моментом затвердевания, до наступления которого вязкость клея не меняется. Это повышает надежность способа, так как снимает ограничения на время изготовления коллоидного зонда, которых невозможно избежать при использовании клея с фиксированным временем отверждения.
Существует также вариант, в котором клеевую обработку кончика иглы зондового датчика производят в АСМ. Для этого на подложку 1 дополнительно наносят каплю клея 3. Для обработки самого кончика иглы удобно, чтобы клей смачивал подложку под малым углом, и капля имела большой радиус кривизны. Соблюдение этого условия позволяет аккуратно заводить и макать кончик зонда. Контроль процесса (и, в частности, момента макания) можно осуществлять визуально, с помощью оптического микроскопа высокого разрешения, но более надежный и воспроизводимый контроль обеспечивается в АСМ. Например, при зондировании капли клея регистрация АСМ сигнала вертикального отклонения консоли 4 позволяет определять высоту области покрытия клеем кончика иглы 5. При выборе клея необходимо учитывать, чтобы датчик с обработанным кончиком сохранял свою работоспособность. Важно, чтобы клей смачивал материал иглы, а также до момента застывания был умеренно вязким. Например, для зондового датчика с характерными жесткостью 5 Н/м и частотой резонанса 150 кГц, радиусом заострения кончика кремниевой иглы ~100 нм и стеклянной частицы калиброванного радиуса ~100 нм подойдет оптический клей с вязкостью 1-10 Па×с для стекла.
Существует также вариант, в котором выбор частицы производят, используя зондовый датчик с покрытым клеем кончиком иглы, путем визуализации частицы в полуконтактном режиме АСМ. Это повышает надежность способа, если до момента закрепления частицы сохранить целым клеевое покрытие на кончике иглы. Другими словами, во время визуализации зондовый датчик с обработанным в клее кончиком не должен прилипать к поверхности подложки, что является очень важным требованием. Зонд не будет прилипать, если за время контакта капля клея, захваченная на кончик зонда, не успевает существенно растечься по поверхности подложки. Характерное время, t, растекания капли клея пропорционально произведению ее радиуса, r, на вязкость, n, и обратно пропорционально поверхностному натяжению материала клея, s:t=rn/s. В связи с приведенной оценкой смотри, например, решение задачи Френкеля о времени заполнения сферической полости в вязкой жидкости [4]. Время контакта в полуконтактном режиме составляет часть периода основного резонанса консоли 4. Например, для зонда марки NSG01 это время около одной микросекунды. Время растекания капли, радиуса r~10-7 м, состоящей из клея с вязкостью n=10 Па×с и поверхностным натяжением, s=10-2 Н/м:t=10-4 с, на порядки больше.
Существует также вариант, в котором процесс закрепления частицы производят в контактном режиме АСМ. Это повышает надежность и воспроизводимость процесса приклеивания (формирование клеевого мостика между частицей и кончиком зонда) при повышенной вязкости клея.
Существует также вариант, в котором момент приклеивания контролируют по вариациям АСМ сигнала вертикального отклонения консоли 4 зондового датчика. При повышенной вязкости клея регистрация этого сигнала позволяет с большей надежностью установить факт приклеивания частицы 2 на переднюю или заднюю стороны кончика иглы 5, обработанной в клее. Момент открепления частицы от исходного места на поверхности и возможного приклеивания к кончику иглы контролируется следующим образом. При переходе через частицу, лежащую на подложке, наблюдается резкий скачок в АСМ сигнале (ошибка обратной связи). Если при повторном движении через область, где была обнаружена частица, такой скачок отсутствует, то частица считается открепленной.
Существует также вариант, в котором момент приклеивания контролируют по вариациям АСМ сигнала бокового отклонения консоли 4 зондового датчика. При повышенной вязкости клея регистрация этого сигнала позволяет с большей надежностью установить факт приклеивания частицы 2 на боковые стороны кончика иглы 5, обработанной в клее.
Существует также вариант, в котором момент приклеивания частицы контролируют по вариациям АСМ сигнала контактной жесткости. При повышенной вязкости клея регистрация этого сигнала позволяет с большей надежностью установить факт приклеивания частицы 2 непосредственно на самый кончик иглы 5, обработанной в клее.
Существует также вариант, в котором процесс закрепления частицы производят в полуконтаткном режиме АСМ. Это повышает надежность и воспроизводимость процесса приклеивания (формирование клеевого мостика между частицей 2 и кончиком иглы 5) при пониженной вязкости клея.
Существует также вариант, в котором момент приклеивания частицы контролируют по вариациям АСМ сигналов, зависящих от амплитуды и/или фазы резонансных колебаний зондового датчика. При пониженной вязкости клея регистрация этих сигналов позволяет с большей надежностью установить факт приклеивания частицы к кончику иглы.
Существует также вариант, в котором факт закрепления частицы на кончике иглы зондового датчика оперативно подтверждают путем визуализации в полуконтактном АСМ режиме агломератов калиброванных по форме и размеру частиц 2, осажденных на подложку 1. Это повышает надежность и воспроизводимость способа, так как позволяет оперативно реализовывать предварительный контроль готовности изделия.
Существует также вариант, в котором на подложке 1 формируют субмонослойные покрытия из агломератов калиброванных по форме и размеру частиц 2. Это повышает надежность и воспроизводимость способа, так как делает процедуру подтверждения более информативной. В частности, появляется возможность выяснить, на самом ли кончике или на какой-то определенной стороне кончика иглы 5 удалось зафиксировать частицу 2.
То, что выбранную частицу закрепляют с помощью клеящего материала, повышает прочность и, следовательно, надежность соединения частички с кончиком иглы зондового датчика.
Использование отверждаемого ультрафиолетовым светом клея повышает надежность и воспроизводимость способа, так как позволяет управлять моментом затвердевания.
Проведение клеевой обработки кончика иглы зондового датчика в АСМ повышает надежность и воспроизводимость способа, так как дает возможность контролировать размер области покрытия клеем кончика иглы зондового датчика.
То, что выбор частицы производят, используя работоспособный зондовый датчик с покрытым клеем кончиком иглы, путем визуализации частицы в полуконтактном режиме АСМ, повышает надежность и воспроизводимость способа, делает его очень оперативным и одновременно сохраняет целым клеевое покрытие на кончике до момента закрепления частицы.
То, что процесс закрепления частицы производят в контактном режиме АСМ, повышает надежность и воспроизводимость способа при повышенной вязкости клея.
То, что момент приклеивания контролируют по вариациям АСМ сигнала вертикального отклонения зондового датчика, что момент приклеивания контролируют по вариациям АСМ сигнала бокового отклонения зондового датчика, что момент приклеивания контролируют по вариациям АСМ сигнала контактной жесткости, делает при повышенной вязкости клея более надежным установление факта приклеивания частицы на переднюю или заднюю стороны кончика, боковые стороны кончика, непосредственно на самый кончик иглы, соответственно.
То, что процесс закрепления частицы производят в полуконтаткном режиме АСМ, повышает надежность и воспроизводимость способа при пониженной вязкости клея.
То, что момент приклеивания контролируют по вариациям АСМ сигналов, зависящих от амплитуды и/или фазы резонансных колебаний зондового датчика, позволяет при пониженной вязкости клея повысить надежность установления факта приклеивания частицы к кончику иглы.
То, что факт закрепления частицы на кончике иглы зондового датчика оперативно подтверждают при визуализации в полуконтактном АСМ режиме агломератов калиброванных по форме и размеру частиц, осажденных на подложку, повышает надежность и воспроизводимость способа.
Формирование на подложке субмонослойных покрытий из агломератов калиброванных по форме и размеру частиц повышает надежность и воспроизводимость способа, так как сформированные таким образом образцы позволяют получать более информативные АСМ данные, которые используются в процедуре подтверждения.
ЛИТЕРАТУРА
1. Ducker W.A., Senden T.J., Pashley R.M., Nature 353, 239-241, 1991; H.Mak, М.Knoll, D.Weiner, A.Gorschluter, A.Schirmeisen, and H. Fuchs, Rev. Sci. Instmm. 77, 046104, 2006.
2. PCT/EP2007/010596.
3. R.Szoszkiewicz and E.Riedo, Phys. Rev. Lett. 95, 135502, 2005.
4. Б.Я.Пинес, УФН 52(4), 501-559, 1954.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ визуализации вируса гриппа | 2017 |
|
RU2649763C1 |
| СПОСОБ ИСПОЛЬЗОВАНИЯ ПОЛУКОНТАКТНОГО РЕЖИМА С ФИКСИРОВАННЫМ ПИКОМ СИЛЫ ДЛЯ ИЗМЕРЕНИЯ ФИЗИЧЕСКИХ СВОЙСТВ ОБРАЗЦА | 2011 |
|
RU2571446C2 |
| Измерительный зонд и способ его изготовления | 2017 |
|
RU2654385C1 |
| ТЕСТОВАЯ СТРУКТУРА ДЛЯ ОЦЕНКИ РАДИУСА КРИВИЗНЫ ОСТРИЯ ИГЛЫ КАНТИЛЕВЕРА СКАНИРУЮЩЕЙ ЗОНДОВОЙ МИКРОСКОПИИ | 2006 |
|
RU2335735C1 |
| НАНОБИОЧИП, ИСПОЛЬЗУЕМЫЙ ДЛЯ РЕГИСТРАЦИИ БЕЛКОВ И БЕЛКОВЫХ КОМПЛЕКСОВ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ РЕГИСТРАЦИИ БЕЛКОВ И БЕЛКОВЫХ КОМПЛЕКСОВ С ИСПОЛЬЗОВАНИЕМ ЗОНДОВОЙ МИКРОСКОПИИ | 2007 |
|
RU2362169C2 |
| СПОСОБ ИЗМЕРЕНИЯ РЕЛЬЕФА ПОВЕРХНОСТИ ОБЪЕКТА С ИСПОЛЬЗОВАНИЕМ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2006 |
|
RU2329465C1 |
| СПОСОБ НАНЕСЕНИЯ НАНОМАРКИРОВОК НА ИЗДЕЛИЯ | 2008 |
|
RU2365989C1 |
| СКАНИРУЮЩИЙ ЗОНДОВЫЙ МИКРОСКОП | 2009 |
|
RU2494406C2 |
| СПОСОБ РЕГИСТРАЦИИ МАКРОМОЛЕКУЛ ПРИ ПРОВЕДЕНИИ ПРОТЕОМНЫХ ИССЛЕДОВАНИЙ И БИОЧИП, ИСПОЛЬЗУЕМЫЙ ПРИ ИХ РЕГИСТРАЦИИ | 2004 |
|
RU2283496C2 |
| Нанозонд сканирующего микроскопа | 2018 |
|
RU2687180C1 |
Изобретение относится к области приборостроения, преимущественно к измерительной технике. Сущность изобретения заключается в способе изготовления коллоидного зондового датчика, в котором используется атомно-силовой микроскоп (АСМ), и его собственном работоспособном зондовом датчике. Сначала с помощью АСМ производят визуализацию коллоидных частиц, предварительно осажденных на гладкую подложку, и по принципу минимального числа соседей выбирают среди них кандидата для закрепления. Затем с помощью АСМ производят закрепление частицы на кончике иглы зондового датчика. Завершают операции оперативным подтверждением с помощью АСМ, что выбранная частица закреплена. Технический результат - повышение воспроизводимости и надежности изготовления коллоидного зондового датчика, в особенности когда используются коллоидные частицы субмикронных размеров. 12 з.п. ф-лы, 1 ил.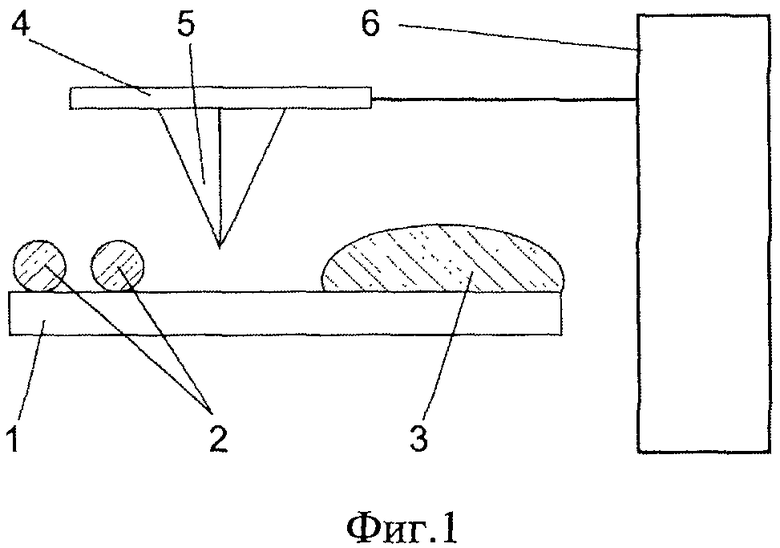
1. Способ изготовления коллоидного зондового датчика для атомно-силового микроскопа, заключающийся в том, что коллоидную частицу закрепляют на кончике иглы зондового датчика, отличающийся тем, что по принципу минимального числа соседей выбирают среди коллоидных частиц кандидата для закрепления, затем модифицируют работоспособный зондовый датчик, закрепляя выбранную коллоидную частицу на кончике иглы, после этого, используя модифицированный работоспособный зондовый датчик, подтверждают, что выбранная частица закреплена, при этом все операции проводят с помощью атомно-силового микроскопа (АСМ).
2. Способ по п.1, отличающийся тем, что выбранную частицу закрепляют с помощью клеящего материала.
3. Способ по п.1, отличающийся тем, что используют отверждаемый ультрафиолетовым светом клей.
4. Способ по п.1, отличающийся тем, что клеевую обработку кончика иглы зондового датчика производят в АСМ.
5. Способ по п.1, отличающийся тем, что выбор частицы производят, используя работоспособный зондовый датчик с покрытым клеем кончиком иглы, путем визуализации частицы в полуконтактном режиме АСМ.
6. Способ по п.1, отличающийся тем, что процесс закрепления частицы производят в контактном режиме АСМ.
7. Способ по п.1, отличающийся тем, что момент приклеивания контролируют по вариациям АСМ сигнала вертикального отклонения зондового датчика.
8. Способ по п.1, отличающийся тем, что момент приклеивания контролируют по вариациям АСМ сигнала бокового отклонения зондового датчика.
9. Способ по п.1, отличающийся тем, что момент приклеивания контролируют по вариациям АСМ сигнала контактной жесткости.
10. Способ по п.1, отличающийся тем, что процесс закрепления частицы производят в полуконтактном режиме АСМ.
11. Способ по п.1, отличающийся тем, что момент приклеивания контролируют по вариациям АСМ сигналов, зависящих от амплитуды и/или фазы резонансных колебаний зондового датчика.
12. Способ по п.1, отличающийся тем, что факт закрепления частицы на кончике иглы зондового датчика оперативно подтверждают при визуализации в полуконтактном АСМ режиме агломератов калиброванных по форме и размеру частиц, осажденных на подложку.
13. Способ по п.1, отличающийся тем, что на подложке формируют субмонослойные покрытия из агломератов калиброванных по форме и размеру частиц.
| WO 2009043368 А1, 09.04.2009 | |||
| JP 2009115533 А, 28.05.2009 | |||
| CN 101256133 А, 03.09.2008 | |||
| JP 2007033198 А, 08.02.2007. |

