Группа изобретений относится к обработке металлов давлением и может быть использована в машиностроении, стройиндустрии и других отраслях промышленности для разделения труб квадратного поперечного сечения. Возможно использование в заготовительных отделениях, на участках резки машиностроительных, металлургических, металлопрокатных и других предприятий.
Известен способ резки труб, включающий размещение трубной заготовки на рабочей поверхности опоры, имеющей профиль в виде полуцилиндра, перемещение подвижного ножа вниз, имеющего такой же профиль, в направлении, перпендикулярном продольной оси заготовки и разрезание заготовки (а.с. СССР №1690974, МПК: B23D 21/00, 15.11.1991).
Известному способу присущи следующие недостатки. В частности, за счет рабочей поверхности ножа, имеющей профиль полуцилиндра, в момент внедрения режущих кромок в тело трубы увеличивается площадь их взаимодействия с поверхностью разрезаемой заготовки, что ведет к увеличению усилия, необходимого для разрезания заготовки. Кроме этого происходит увеличение энергозатрат и увеличивается вероятность ускоренного износа механизмов, особенно при обработке заготовок, изготовленных из сталей и сплавов высокой твердости. К недостаткам следует отнести еще и то, что опора оказывает подпирающее воздействие только в одной плоскости, что может привести, например, при незначительном затуплении ножа к искривлению и деформации заготовки вместо ее отделения. Кроме того, с помощью известного решения можно обрабатывать трубы строго одного калибра и только круглого поперечного сечения.
Известен способ резки труб, включающий размещение трубы в двух смыкаемых опорах, каждая из которых имеет по паре углов, расположенных один над другим, причем при смыкании опоры образуют четырехгранное отверстие, по калибру соответствующее разрезаемой трубе, при этом осуществляют надрез трубы при помощи ножа, двигающегося в горизонтальном направлении, и окончательное отделение заготовки при помощи клиновидного ножа, двигающегося в вертикальном направлении (a.c. CCCP 969465, МПК: B23D 21/00, 30.10.1982).
К недостаткам известного способа относится необходимость использования двух ножей, а также усложненная конструкция опоры, состоящая из двух разъемных частей. При этом грани, охватывающие трубу, имеют режущие кромки и при давлении на трубу ножом сверху, в вертикальном направлении, подминают или надрезают трубу снизу, в плоскости, не совпадающей с плоскостью верхнего надреза, в результате чего заготовка имеет неровности на торце. К недостаткам также следует отнести резание трубы ножом в горизонтальном направлении, при котором первоначальное соприкосновение ножа с трубой приходится на точку, где не обеспечивается достаточное сопротивление сдавливающему усилию перемещаемого ножа, в связи с чем профиль может потерять устойчивость и сомкнуться.
Известен способ резки труб квадратного поперечного сечения, включающий выполнение в стенке трубы прорези путем перемещения надрезного плоского ножа и окончательное разделение трубы отрезным плоским ножом с получением отхода путем введения отрезного ножа в выполненную в стенке трубы прорезь и перемещения его в направлении, перпендикулярном направлению перемещения надрезного плоского ножа, при этом надрезку стенки трубы осуществляют в зонах смежных граней, прилегающих к их общему ребру, располагая при этом одну из диагоналей поперечного сечения трубы параллельно направлению перемещения надрезного ножа, а отрезному ножу после его введения в прорезь стенки трубы сообщают возвратно-поступательное перемещение в направлении, совпадающем с направлением перемещения надрезного ножа, для надрезания и загиба отхода стенки трубы наружу разрезаемого профиля (а.с. SU 1657287, 23.06.1991, МПК: В23В 21/00 - прототип).
Указанный способ реализуется следующим образом.
Устанавливают трубу с квадратным поперечным сечением на опоре с упором двух нижних граней трубы в ответные грани опоры, пробивают надрезным ножом верхнее ребро трубы, образованное двумя ее верхними гранями, и отводят его в сторону, далее перемещают клиновидный нож в вертикальном направлении и осуществляют резание верхних, а затем нижних граней трубы до окончательного отделения заготовки.
Недостаток известного решения заключается в использовании сложного и металлоемкого устройства, что значительно усложняет технологический процесс в целом. В частности, для опоры трубы используют конструкцию, состоящую из неподвижной и подвижной частей. Кроме этого помимо клиновидного ножа, двигающегося в вертикальном направлении, используют еще один нож, двигающийся в горизонтальном направлении, что требует для подвижных частей дополнительных приводных узлов. Также в случае резки труб из твердых сплавов для увеличения качества поверхности среза и предотвращения разрушения режущей кромки клиновидного ножа, иногда возникает необходимость вращения трубы вокруг оси на опоре для поочередного пробивания каждого из ребер трубы с последующим резанием граней. Однако известное устройство значительно усложняет осуществление такого приема, поскольку возникает необходимость отведения подвижной части опоры для освобождения трубы из замкнутого положения для возможности осуществления ее вращения.
Все вышеперечисленные и другие недостатки известных устройств приводят к необходимости разработки простого и технологичного способа резания труб и устройства для его осуществления.
Задачей изобретения является разработка способа и устройства для резания труб, обеспечивающей технический результат, а именно высокое качество получаемых заготовок, быстроту технологического процесса, требующего наименьшее количество производимых операций при резке, снижение энергозатрат и материалов, а также расширение арсенала технических средств.
Решение указанной задачи достигается тем, что в предложенном способе резки труб квадратного поперечного сечения, включающем установку трубы на профилированной опоре с последующим ее разрезанием при помощи плоского ножа, согласно изобретению опору образуют из двух симметричных пластин, на каждой из которых выполняют грани, сходящиеся в нижних их частях под углом для упора в них разрезаемой трубы, причем поверхности граней выполняют плоскими, при этом указанные пластины закрепляют одна относительно другой с зазором, равным толщине ножа, причем опору выполняют открытой для обеспечения установки на ее грани заготовки, при этом при резке трубу устанавливают на опоре с обеспечением взаимодействия нижних граней трубы с ответными гранями опоры, затем перемещают плоский нож по направлению к основанию опоры, сверху вниз, в вертикальном направлении, и пробивают, по крайней мере, одно ребро трубы, образованное двумя ее верхними гранями, после чего производят резание верхних, а затем и нижних граней с обеспечением требуемого угла между режущей кромкой ножа и разрезаемой ею гранью, при этом окончательное отделение заготовок друг от друга осуществляют за счет пропускания плоского ножа в зазор между двумя пластинами, образующими опору.
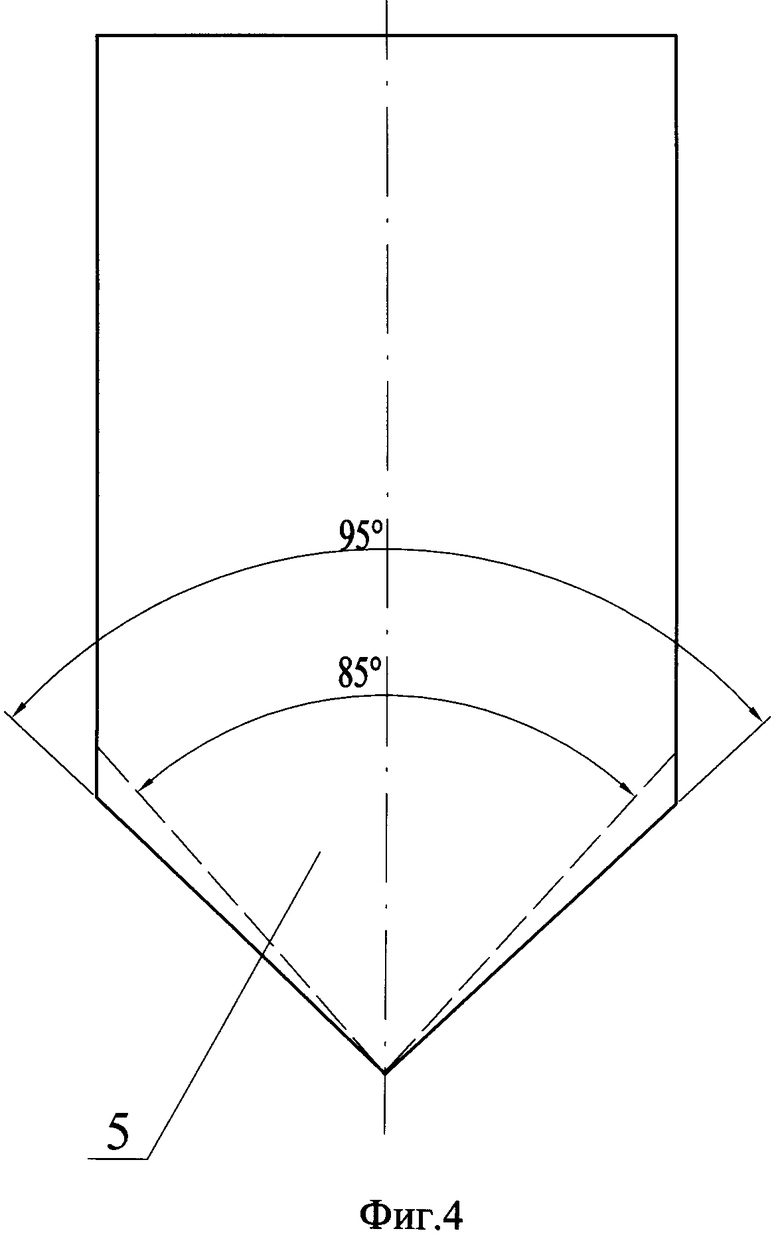
В варианте применения способа угол в плане, образованный режущими кромками ножа, на одной плоскости ножа выполняют величиной, равной или примерно равной 95°, на другой - 85°, при этом режущие кромки обеих плоскостей соединяют между собой с образованием плоских или практически плоских переходных поверхностей.
Такое исполнение позволит оптимизировать распределение нагрузок на нож и трубу, позволив, с одной стороны, исключить деформацию стенок трубы при резке, с другой - получать чистый рез без заусенцев.
В варианте применения способа толщину ножа выбирают из соотношения S=(1,5… 2,5)δ, предпочтительно (1,8… 2,2), где: S - толщина ножа, δ - толщина стенки трубы.
Нижнее значение указанного соотношения выбрано исходя из того, что при его дальнейшем уменьшении происходит потеря устойчивости ножа при резке и его деформация.
Верхнее значение указанного соотношения выбрано исходя из того, что при его дальнейшем увеличении происходит увеличение поверхности реза, что приводит к смятию поверхности реза и потере устойчивости стенок заготовки.
Для реализации указанного способа предложено устройство для резки труб квадратного поперечного сечения, содержащее опору и плоский нож для вертикального резания, режущие кромки которого смыкаются в нижней части с образованием угла, в котором согласно изобретению опора образована двумя симметричными пластинами, на каждой из которых выполнены грани, сходящиеся в нижних их частях под углом для упора в них разрезаемой трубы, причем поверхности граней выполнены плоскими, при этом пластины закреплены одна относительно другой с зазором, равным толщине ножа, причем опора выполнена открытой для обеспечения установки на ее грани заготовки.
В варианте применения угол, образованный режущими кромками ножа, на одной плоскости ножа составляет в плане величину, равную или примерно равную 95°, на другой - 85°, при этом режущие кромки обеих плоскостей соединены между собой с образованием плоских или практически плоских переходных поверхностей.
Такое исполнение позволит оптимизировать распределение нагрузок на нож и трубу, позволив, с одной стороны, исключить деформацию стенок трубы при резке, с другой - получать чистый рез без заусенцев.
В варианте применения толщина ножа составляет S=(1,5… 2,5)δ, предпочтительно (1,8… 2,2), где: S - толщина ножа, δ - толщина стенки трубы.
Нижнее значение указанного соотношения выбрано исходя из того, что при его дальнейшем уменьшении происходит потеря устойчивости ножа при резке и его деформация.
Верхнее значение указанного соотношения выбрано исходя из того, что при его дальнейшем увеличении происходит увеличение поверхности реза, что приводит к смятию поверхности реза и потере устойчивости стенок заготовки.
Сущность изобретения иллюстрируется чертежами, где на фиг.1 показана опора, вид спереди, на фиг.2 - опора, вид сбоку, на фиг.3 - опора, вид сверху, на фиг.4 - нож с указанием углов, образованных гранями, в плане, на лицевой и тыльной плоскостях, на фиг.5 - нож, вид сбоку, на фиг.6 - опора с трубой в момент резки, вид спереди.
Предложенный способ может быть реализован при помощи устройства, содержащего опору 1, образованную двумя симметричными пластинами 2, на каждой из которых выполнены грани 3, сходящиеся в нижних их частях под углом. Пластины 2 установлены с зазором 4 по отношению друг к другу. В зазор 4 входит нож 5, установленный с возможностью совершения возвратно-поступательных движений, например, на рабочем подвижном органе пресса (не обозначен). Грани 3 предназначены для укладки на них трубы 6.
Предложенный способ при помощи заявленного устройства может быть осуществлен следующим образом.
При резке нож 5 крепится на устройстве, обеспечивающем его возвратно-поступательное перемещение, в необходимом режиме, например, на гидравлическом прессе. Опора 1 фиксируется в рабочей зоне пресса предпочтительно при помощи тисков таким образом, чтобы нож 5 в своем крайнем нижнем положении входил точно в зазор 4. Устанавливают трубу 6 с квадратным поперечным сечением на грани 3 опоры 1 с выходом отрезка трубы за пределы зазора 4 на необходимую для будущей заготовки длину. Включают пресс и осуществляют перемещение ножа 5 в вертикальном направлении по направлению к основанию опоры 1. Окончательное отделение заготовок друг от друга осуществляют за счет пропускания плоского ножа 5 в зазор 4 между двумя пластинами 2, образующими опору 1. После отделения заготовки от трубы 6 нож 5 отводится в верхнее вертикальное положение, труба вновь подается на необходимую длину вперед и цикл повторяется.
Проведенные автором и заявителем испытания предложенного способа подтвердили правильность заложенных конструкторско-технологических решений и предложенных критериев.
Применение предложенного технического решения позволит создать способ резки профильных труб на заготовки с разделением строго в плоскости реза с ровной кромкой, практически без деформации и заусениц, при этом торец отрезанной заготовки перпендикулярен ее оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513668C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2508958C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ИЗ ПРОФИЛЬНЫХ ТРУБ | 2012 |
|
RU2508957C1 |
| Способ резки труб квадратного поперечного сечения | 1989 |
|
SU1657287A1 |
| Штамп для резки труб | 1986 |
|
SU1353584A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ЗАРЯДОВ ИЗ БАЛЛИСТИТНЫХ ПОРОХОВ | 2000 |
|
RU2210728C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2528286C2 |
| Блок ножей для резки проката | 1989 |
|
SU1690974A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРОФИЛЬНЫХ ТРУБ ЗАГОТОВОК С ДЕКОРАТИВНЫМИ ЭЛЕМЕНТАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2668355C1 |




Изобретение относится к способу резки труб квадратного поперечного сечения и к устройству для его осуществления. Трубу устанавливают на профилированной опоре с последующим ее разрезанием при помощи плоского ножа. Опору образуют из двух симметричных пластин, на каждой из которых выполняют грани, сходящиеся в нижних их частях под прямым углом, для упора в них разрезаемой трубы. Поверхности граней выполняют плоскими. Указанные пластины закрепляют одна относительно другой с зазором, равным толщине ножа. Опору выполняют открытой для обеспечения установки на ее грани заготовки. При резке трубу устанавливают на опоре с обеспечением взаимодействия нижних граней трубы с ответными гранями опоры. Затем перемещают плоский нож по направлению к основанию опоры сверху вниз в вертикальном направлении и пробивают по крайней мере одно ребро трубы, образованное двумя ее верхними гранями. После чего производят резание верхних, а затем и нижних граней с обеспечением требуемого угла между режущей кромкой ножа и разрезаемой ею гранью. Окончательное отделение заготовок друг от друга осуществляют за счет пропускания плоского ножа в зазор между двумя пластинами, образующими опору. В результате обеспечивается повышение качества заготовок за счет получения ровной кромки при срезе. 2 н. и 4 з.п. ф-лы, 6 ил.
1. Способ резки труб квадратного поперечного сечения, включающий установку трубы на профилированной опоре с последующим ее разрезанием при помощи плоского ножа, отличающийся тем, что опору образуют из двух симметричных пластин, на каждой из которых выполняют грани, сходящиеся в нижних их частях под прямым углом, для упора в них разрезаемой трубы, причем поверхности граней выполняют плоскими, при этом указанные пластины закрепляют одна относительно другой с зазором, равным толщине ножа, причем опору выполняют открытой для обеспечения установки на ее грани заготовки, при этом при резке трубу устанавливают на опоре с обеспечением взаимодействия нижних граней трубы с ответными гранями опоры, затем перемещают плоский нож по направлению к основанию опоры сверху вниз в вертикальном направлении и пробивают по крайней мере одно ребро трубы, образованное двумя ее верхними гранями, после чего производят резание верхних, а затем и нижних граней с обеспечением требуемого угла между режущей кромкой ножа и разрезаемой ею гранью, при этом окончательное отделение заготовок друг от друга осуществляют за счет пропускания плоского ножа в зазор между двумя пластинами, образующими опору.
2. Способ по п.1, отличающийся тем, что угол в плане, образованный режущими кромками ножа, на одной режущей плоскости ножа выполняют величиной, равной или примерно равной 95°, на другой - 85°, при этом режущие кромки обеих плоскостей соединяют между собой с образованием плоских переходных поверхностей.
3. Способ по п.1, отличающийся тем, что толщину ножа выбирают из соотношения S=(1,5…2,5)δ, предпочтительно (1,8…2,2), где: S - толщина ножа, δ - толщина стенки трубы.
4. Устройство для резки труб квадратного поперечного сечения, содержащее опору и плоский нож для вертикального резания, режущие кромки которого смыкаются в нижней части с образованием угла, отличающееся тем, что опора образована двумя симметричными пластинами, на каждой из которых выполнены грани, сходящиеся в нижних их частях под прямым углом, для упора в них разрезаемой трубы, причем поверхности граней выполнены плоскими, при этом пластины закреплены одна относительно другой с зазором, равным толщине ножа, причем опора выполнена открытой для обеспечения установки на ее грани заготовки.
5. Устройство по п.4 отличающееся тем, что угол, образованный режущими кромками ножа, на одной режущей плоскости ножа составляет в плане величину, равную или примерно равную 95°, на другой - 85°, при этом режущие кромки обеих плоскостей соединены между собой с образованием плоских переходных поверхностей.
6. Устройство по п.4, отличающееся тем, что толщина ножа составляет S=(1,5…2,5)δ, предпочтительно (1,8…2,2), где: S - толщина ножа, δ - толщина стенки трубы.
| Способ резки труб квадратного поперечного сечения | 1989 |
|
SU1657287A1 |
| Устройство для резки труб | 1985 |
|
SU1338981A1 |
| Способ резки труб | 1979 |
|
SU969465A1 |
| CN 101722329 A, 09.06.2010 | |||
| DE 202010013713 U1, 05.01.2011 | |||

