Изобретение относится, в целом, к нанесению покрытий, например лаков. В частности, изобретение относится при этом к устройствам и мерам по целенаправленному воздействию на поверхностную структуру еще жидкой пленки, например разравниванию нанесенных пленок покрытий. Под разравниванием здесь следует понимать, в частности, устранение нежелательных структур или повреждений поверхности покрытия, о чем ниже говорится более подробно.
Будучи обусловлены способом нанесения лаков или покрываемой лаком или материалом покрытия подложки, нанесенные пленки покрытий могут иметь нежелательные структуры или повреждения. Такими структурами или повреждениями могут быть, в том числе, следы валиков, продольные структуры от переноса валиками, продольные полосы от неравномерного нанесения или повреждения от переноса при нанесении покрытия.
Другой причиной повреждений поверхностных структур может быть сама подложка. Характер ее поверхности может вызывать структуры или повреждения поверхности покрытия. Например, из-за несмоченных углублений в подложке на поверхности покрытия могут возникать полости. Это может происходить, в частности, однако не исключительно при бесконтактном нанесении материала покрытия, в частности при бесконтактном нанесении посредством сопел.
Из уровня техники известно разравнивание покрытий раклями, воздушными ножами или воздушными раклями или гладкими валиками. Однако здесь возникает проблема, заключающаяся в том, что такие способы не могут применяться на латерально структурированных лаковых слоях, у которых, например, должны оставаться свободными части поверхностного покрытия (частично покрытие). Обработка раклей или валиком помимо разравнивания поверхности приводит к тому, что еще жидкий лаковый слой распределяется по поверхности и попадает также на участки, которые должны оставаться свободными от покрытия.
Из DE 4443261 А1 известен способ разравнивания слоев, при котором нанесенные на подложку жидкие или тестообразные слои разравниваются ультразвуком. Для этого предусмотрен ультразвуковой вибратор, который передает ультразвуковые колебания на слой. Для их эффективной передачи подложка со слоем приводится в контакт с ультразвуковым вибратором с обратной стороны, причем подложка посредством ультразвукового вибратора искривляется или изгибается.
Разравнивание нанесенной пленки ультразвуком описано также в JP 59225772 А. Здесь покрытие наносится валиком. Подложка движется по валику, расположенному напротив ультразвукового вибратора. Ультразвук передается бесконтактным путем через воздух на лицевую сторону. Однако и здесь аналогично DE 4443261 А1 осуществляется искривление подложки в месте передачи ультразвука.
Однако в зависимости от подложки это может быть нежелательным или непрактичным, например, если подложка слишком жесткая или если следует опасаться повреждений. Поскольку в обоих описанных случаях, кроме того, направление движения подложки изменяется в соответствующем устройстве для целенаправленного воздействия на поверхность жидкого материала покрытия, такая конструкция может быть лишь с трудом интегрирована в уже имеющиеся установки, например печатные или печатно-отделочные машины.
В основе изобретения лежит задача устранения или разравнивания возникающих при нанесении покрытия повреждений поверхности для получения лишенной их поверхности независимо от применяемого способа нанесения и используемой подложки.
Также посредством изобретения должны быть уменьшены пути прохождения покрывающих установок.
Согласно изобретению, предложены устройство и способ нанесения покрытий на поверхности подложек, причем используются покрывающий блок для нанесения материала покрытия в жидком виде на поверхность подложки и транспортирующее устройство для перемещения поверхности подложки относительно покрывающего блока в направлении движения мимо него. Преимущественно для этого подложка перемещается мимо неподвижного покрывающего блока. Однако возможно также удерживать подложку и перемещать покрывающий блок.
Кроме того, предусмотрено устройство для целенаправленного воздействия на поверхность покрытия, например, для разравнивания еще жидкой пленки, нанесенной на поверхность подложки посредством покрывающего блока. Это устройство включает в себя для этого устройство для создания газового потока, направленного на покрытую пленкой поверхность подложки и при, по меньшей мере, частичном устранении поврежденных структур поверхности пленки, таких как углубления, возвышения и полости, разравнивает пленку перед отверждением материала покрытия. Разравнивание происходит, следовательно, за счет газового потока бесконтактно.
Неожиданным оказалось то, что с помощью газового потока можно достичь очень эффективного устранения поврежденных структур на поверхности пленки без перемещения материала покрытия вдоль поверхности на большие расстояния. При этом перемещение материала покрытия вдоль поверхности газовым потоком составляет преимущественно менее 1 мм, особенно предпочтительно менее 0,25 мм. Особенно предпочтительно разравнивание совершенно не влияет на контуры краев покрытых участков. Это значит, что материал покрытия за счет разравнивания не попадает на непокрытые участки.
Изобретение пригодно, в частности, в сочетании с бесконтактным нанесением покрытий посредством соплового устройства. В этом отношении предпочтительным является поддерживаемое компьютером устройство управления покрывающими соплами, так что за счет соответствующего управления соплами могут создаваться также латерально узорчатые покрытия, здесь, в частности, остаются свободными участки поверхности подложки. Особенно предпочтительно применяется покрывающий блок «Drop-on-Demand» («капля по требованию») с соплами для выдачи отдельных капель материала покрытия при срабатывании от управляющих сигналов. Сопла покрывающего блока расположены преимущественно, по меньшей мере, в один ряд поперек направления движения.
Именно в случае бесконтактного способа, например в случае нанесения покрытия посредством блока «Drop-on-Demand» или струйного печатного блока на многих, особенно на пористых подложках, таких как бумага или картон, происходит так, что покрытие образует пленку, в которой имеются распределенные по поверхности мелкие полости или ямки или микроотверстия, которые нарушают желаемый внешний вид. Эти полости или микроотверстия хорошо видны как на блестящих, так и на матовых покрытиях печатной продукции. Эти углубления могут возникать даже в мелованной бумаге или мелованном картоне. Благодаря изобретению количество этих полостей очень просто может быть, по меньшей мере, значительно уменьшено за счет воздействия на еще не упрочненную лаковую пленку или пленку покрытия.
Чтобы посредством бесконтактного покрытия, в частности с помощью техники «Drop-on-Demand», достичь быстрого нанесения материала покрытия, далее особенно предпочтительно, что сопла покрывающего блока расположены, по меньшей мере, в один ряд, который проходит поперек направления движения и, по меньшей мере, на три четверти охватывает обрабатываемую ширину подложки перпендикулярно направлению движения, причем сопла в направлении поперек направления движения расположены преимущественно неподвижно. Сопла обрабатывают, тем самым, всю покрываемую зону подложки только за счет движения в одном направлении, а именно в направлении движения.
Также при применении других способов покрытия, например в случае нанесения валиками или трафаретной печати, могут возникать нежелательные структуры поверхности, в том числе, за счет расслоения материала, когда валик или трафарет отделяется от поверхности подложки. В одном варианте осуществления изобретения покрывающий блок может включать в себя также устройство для нанесения валиками и/или устройство для трафаретной печати. В случае покрытия, наносимого валиками, речь идет, в частности, также о флексографской печати, глубокой печати и простом лакировании всей поверхности валиками. При флексографской печати обтянутый печатной формой формный валик обкатывается по подложке и выборочно наносит на ее поверхность материал покрытия.
При глубокой печати углубления выборочно гравированного цилиндра заполняются материалом покрытия или печатной краской. Цилиндр приводится в контакт непосредственно с бумагой, причем материал покрытия или печатная краска переносится на бумагу. При трафаретной печати посредством частично проницаемой ткани с помощью ракли краска или материал покрытия переносится в открытых местах через ткань на бумагу. Все описанные способы, за исключением покрытия всей поверхности валиками, как и техника «Drop-on-Demand», может применяться также для латерально структурированного покрытия с остающимися свободными участками поверхности подложки.
Оказалось, что равномерный газовый поток в отношении разравнивающего действия является недостатком. Так, с помощью щелевого сопла, обдувающего поверхность равномерным газовым потоком, создается сравнительно плохое разравнивающее действие. Напротив, благоприятно направлять по поверхности газовый поток, который изменяется по направлению и/или скорости течения для соответствующих точек разравниваемой поверхности. Меры по созданию такого газового потока описаны ниже.
В простейшем случае отдельные сопла используются в рядном или решетчатом расположении. При этом благоприятно, если устройство для создания газового потока включает в себя, по меньшей мере, один ряд сопел, проходящий поперек направления движения.
Для создания газовых потоков требуемой скорости подходящими оказались предварительные давления на сопле или соплах от, по меньшей мере, 1 бар, преимущественно, по меньшей мере, 0,5 бар или, по меньшей мере, 0,1 бар. При бóльших диаметрах сопел могут использоваться также более высокие давления, например до 2,4, 6 или 12 бар, при необходимости даже 20 бар.
Также согласно изобретению газовые потоки могут быть согласованы за счет подходящих форм и размеров сопел. Преимущественно сопла разравнивающего устройства имеют диаметр от, по меньшей мере, 0,05 мм до самое большее 10 мм, особенно предпочтительно от 0,1 до 5 мм, в частности предпочтительно от 0,2 до 2 мм или от 0,5 до 1 мм.
Одна возможность повышения разравнивающего действия заключается в использовании соплового устройства, создающего воздушные потоки, которые попадают на поверхность подложки в разных пространственных направлениях и/или имеют градиенты в скорости течения в нескольких направлениях вдоль поверхности.
Другой мерой является использование сопел, создающих турбулентный газовый поток. Для этого, например в сопле или соплах, могут быть предусмотрены турбуляторы, завихряющие газовый поток.
Также газовый поток или потоки могут нагружаться ультразвуковыми волнами.
Кроме того, может быть благоприятным, если при отклонении газового потока подложкой вдоль ее поверхности имеется предпочтительное направление. Для этого помимо вертикально падающих газовых потоков газовый поток или потоки могут быть направлены преимущественно также под наклоном к поверхности подложки. Угол газового потока составляет более 0° и до 90°, преимущественно от 10° или 20° до 80°, предпочтительно от 30° до 70°, особенно предпочтительно от 40° до 60°, с измерением от вертикали к поверхности.
Еще одна мера состоит в том, чтобы вместо одного равномерного вытекания из сопла или сопел газовый поток или потоки выходили импульсами.
Также может быть предусмотрено устройство для растрирования газовым потоком или потоков соответственно, по меньшей мере, одного участка поверхности подложки. Таким образом, одним или несколькими газовыми потоками, имеющими соответственно градиенты течения в нескольких направлениях вдоль поверхности, можно, тем не менее, обдувать всю разравниваемую поверхность.
Оказалось, что лункообразные углубления возникают в зависимости от вида подложки, в частности, при небольших толщинах слоя. Поэтому изобретение находит особенное применение для тонких пленок покрытия. В одном варианте осуществления изобретения для этого предусмотрено нанесение, а затем разравнивание перед ее упрочнением пленки толщиной менее 100 мкм, преимущественно менее 50 мкм, особенно предпочтительно менее 30 мкм. При устранении углублений и/или отверстий могут разравниваться также очень тонкие покрытия толщиной менее 20 мкм, даже менее 10 мкм. Предложенным способом можно оказать положительное воздействие даже на поверхности пленок толщиной менее 5 мкм.
В качестве целенаправленного воздействия на поверхностную структуру может рассматриваться разравнивание пленки еще текучего материала покрытия, при котором посредством газового потока устраняются или закрываются лункообразные углубления или структуры, переносимые подложкой или за счет способа нанесения. В то же время могут быть созданы новые, при необходимости требуемые структуры, например чтобы придать затвердевшей пленке специальный внешний вид и/или гаптические свойства. Для этого угол падения и скорость течения газового потока согласуются так, что не только разравниваются более мелкие углубления, но и одновременно также за счет локального вытеснения и/или смещения материала покрытия создаются дополнительные структуры. Такими целенаправленно созданными структурами могут быть, в том числе, извитые структуры, волны, углубления, ребра или канавки.
В особенно предпочтительном варианте осуществления изобретения пленка после целенаправленного воздействия на поверхность, например разравнивания, посредством отдельного отверждающего или сушильного устройства приобретает твердый вид для отверждения или сушки материала покрытия. Для этого данное устройство расположено в направлении движения за устройством для воздействия на поверхность, так что поверхность подложки проходит сначала покрывающий блок, затем устройство для воздействия на поверхность, а после этого отверждающее устройство. При этом особенно подходящим является нанесение отверждаемых УФ-светом покрытий, в частности отверждаемый УФ-светом покрывной лак, и отверждение материала покрытия за счет облучения УФ-светом после разравнивания. В соответствии с этим в данном варианте осуществления изобретения отверждающее устройство включает в себя источник света, преимущественно источник УФ-света.
Другие альтернативные или дополнительные возможности отверждения после целенаправленного воздействия состоят в нагреве в печи и/или с помощью радиационного нагревателя и/или посредством микроволнового источника. Для отверждения при нагреве могут использоваться, например, известные термически сшиваемые или отверждаемые системы. Термически сшиваемые покрытия могут быть основаны, например, на акрилатах, как и сшиваемые УФ-светом системы.
Для эффективного воздействия на поверхность, например разравнивания, далее благоприятно соблюдать определенный диапазон динамической вязкости. Если вязкость нанесенного материала покрытия слишком низкая, то за счет газового потока быстро могут возникнуть пузырьки и нежелательное смещение и растекание пленки на его краях. Если же динамическая вязкость слишком высокая, то нежелательные структуры пленки, в частности, лункообразные углубления, при определенных обстоятельствах не могут разравниваться с желаемой скоростью. Для этого в одном предпочтительном варианте осуществления изобретения наносится материал покрытия, который при температуре обработки имеет динамическую вязкость, по меньшей мере, 10 с и самое большее 1000 с, преимущественно самое большее 500 с, особенно предпочтительно самое большее 200 с, при необходимости даже самое большее 100 с, с измерением в качестве времени вытекания объема 100 см3 из стаканчика DIN с выходным соплом диаметром 4 мм. Регулирование вязкости может осуществляться также за счет регулирования температуры, так что могут наноситься и разравниваться также высоко- и низковязкие материалы покрытий.
Целенаправленное воздействие на поверхность газовым потоком, в частности воздушным потоком, представляется особенно предпочтительным, поскольку является очень эффективным и простым воздействием на поверхность. Кроме того, были найдены также другие способы, также обеспечивающие простое и эффективное воздействие на поверхность. Так, в одном альтернативном или дополнительном варианте осуществления изобретения предусмотрено устройство для нанесения покрытий на поверхность подложек, которое также включает в себя покрывающий блок для нанесения материала покрытия в жидком виде, а также транспортирующее устройство для перемещения поверхности подложки относительно покрывающего блока в одном направлении мимо него, преимущественно за счет перемещения подложки мимо неподвижного покрывающего блока.
Предусмотрено устройство для целенаправленного воздействия на поверхность покрытия, в частности для разравнивания нанесенной на поверхность подложки посредством покрывающего блока еще жидкой пленки, причем устройство для целенаправленного воздействия на поверхность жидкого материала покрытия включает в себя устройство из игл, которые для воздействия на поверхность, в частности для разравнивания, соприкасаются с ней. В частности, для этого иглы могут втыкаться в пленку. За счет втыкания игл происходит локальное перемещение жидкого материала покрытия, которое приводит к выравниванию имеющихся в месте укола или в зонах вблизи него неровностей поверхности.
При этом используется напряжение на границе раздела фаз между жидкостью и иглой, которое приводит к адгезии жидкого материала покрытия к иглам. При извлечении иглы из материала скопившийся, таким образом, на ней материал снова растекается. В частности, также могут быть закрыты лункообразные углубления, возникающие при определенных материалах подложки и бесконтактном покрытии. Поскольку с помощью игл происходит лишь точечное соприкосновение с пленкой, за счет повторного втыкания и соприкосновения игл с непокрытыми участками поверхности подложки, во всяком случае, распределяется мало материала покрытия. Следовательно, устраняются проблемы, возникающие при разравнивании валиком или раклей, как и при разравнивании газовым потоком.
В отношении выполнения покрывающего и отверждающего блоков устройство может быть выполнено, как и описанное выше устройство. Помимо бесконтактного покрытия в качестве альтернативы или дополнительно может быть предусмотрено, например, также устройство для нанесения валиком, например для простого нанесения на всю поверхность, флексографской или глубокой печатью или трафаретной печатью.
В одном особенно предпочтительном варианте выполнения устройства для целенаправленного воздействия на поверхность жидкого материала покрытия предусмотрен снабженный иглами валик или снабженная иглами лента, обкатывающийся/обкатывающаяся по пленке. За счет обката предотвращается движение остриев игл вдоль пленки и выполнение ими в ней нежелательных структур в виде рисок.
Иглами можно также управлять с помощью блока управления, так что они касаются пленки целенаправленно точечно или с заданным узором.
Для дальнейшего улучшения действия устройства для целенаправленного воздействия на поверхность жидкого материала покрытия, согласно одному варианту осуществления изобретения, может быть предусмотрен ультразвуковой вибратор, связанный с иглами. Таким образом, иглы, подвергаемые воздействию ультразвуковых колебаний, передают их через свои острия в пленку.
Иглами можно также управлять посредством электромеханических устройств, например посредством пьезоуправления или подходящего управления с помощью сжатого воздуха, чтобы они могли касаться, например, только тех участков, на которые был нанесен материал покрытия. Пьезо- или пневмоуправление может использоваться также для создания вертикального или латерального движения игл, чтобы растянуть или поддержать разравнивающий эффект. Кроме того, это движение в случае частичного покрытия может, по меньшей мере, уменьшить загрязнение лаковой пленки.
Согласно другому альтернативному или дополнительному варианту осуществления изобретения, предусмотрено целенаправленное воздействие на поверхность пленки посредством целенаправленного бесконтактного нагрева с помощью устройства для целенаправленного воздействия на поверхность жидкого материала покрытия.
В целом, в предложенном способе нанесения покрытий на поверхности подложек
- с помощью покрывающего блока наносится материал покрытия в жидком виде, тогда как
- с помощью транспортирующего устройства поверхность подложки движется относительно покрывающего блока в направлении движения мимо покрывающего блока, преимущественно за счет движения подложки мимо неподвижного покрывающего блока,
- причем нанесенная на поверхность подложки посредством покрывающего блока еще жидкая пленка перед ее отверждением целенаправленно подвергается воздействию, причем
- для воздействия на поверхность покрытия осуществляется, по меньшей мере, одна из мер:
- создается газовый поток, который направляется на покрытую пленкой поверхность подложки,
- поверхность пленки подвергается касанию устройства из игл,
- пленка бесконтактно нагревается.
Нагрев может происходить посредством печи, источника излучения, например инфракрасного излучателя, преимущественно лазера и/или устройства для создания электромагнитного излучения другой длины волн, преимущественно микроволн.
Можно также комбинировать между собой отдельные способы разравнивания. Так, может быть предусмотрено, в том числе, устройство для нагрева, по меньшей мере, одного газового потока, так что разравнивание происходит нагретым газовым потоком. Для этого подходящими являются температуры в диапазоне от 0 до 500°С, преимущественно от 100 до 400°С, особенно предпочтительно от 150 до 300°С. Также дополнительно к обдуву поверхности одним или несколькими газовыми потоками может осуществляться отдельный нагрев, например посредством подходящего источника излучения или же микроволн.
Если источник для создания электромагнитного излучения используется для локального нагрева, то может быть предусмотрено устройство для растрирования лучом или лучами поверхности подложки или, по меньшей мере, одного ее участка. Таким образом, всю разравниваемую поверхность может обдувать одна энергетическая, локально ограниченная струя или несколько таких струй.
В принципе, покрытые поверхности из любого материала или любой геометрии являются результатом целенаправленного воздействия на еще жидкую поверхность покрытия, преимущественно разравнивания, посредством предложенного устройства.
Устройство может быть выполнено, в частности, для покрытия бумаги, картона или полимерных пленок. При этом особенно возможно покрытие печатной продукции, преимущественно для ее отделки. Именно у подложек, таких как бумага или картон, имеющих определенную пористость, часто возникает проблема лункообразных углублений в покрытии, здесь, в частности, также в сочетании с нанесением материала покрытия способом «Drop-on-Demand» или способом бесконтактного покрытия.
В целом, возможно также использование предложенного устройства в печатной машине, например в машине для офсетной, флексографской, глубокой или трафаретной печати. Таким образом, печатная продукция может печататься и отделываться в одной установке. Также возможно дооборудовать покрывающее устройство, например печатную машину, лакировальным аппаратом или устройством для целенаправленного воздействия на поверхность жидкого материала покрытия, в результате чего возникает предложенное покрывающее устройство. Точно так же печатная машина независимо от применяемого метода печати может быть дооборудована лакировальным аппаратом, содержащим предложенное устройство для целенаправленного воздействия на поверхность покрытия.
Изобретение более подробно поясняется ниже с помощью примеров его осуществления со ссылкой на прилагаемые чертежи. При этом одинаковые или схожие детали обозначены одинаковыми ссылочными позициями. На чертежах изображают:
фиг.1 - схематичный вид устройства для отделки печатной продукции пленками покрытий;
фиг.2 - вид листовой офсетной машины с покрывающим блоком для нанесения и разравнивания лака;
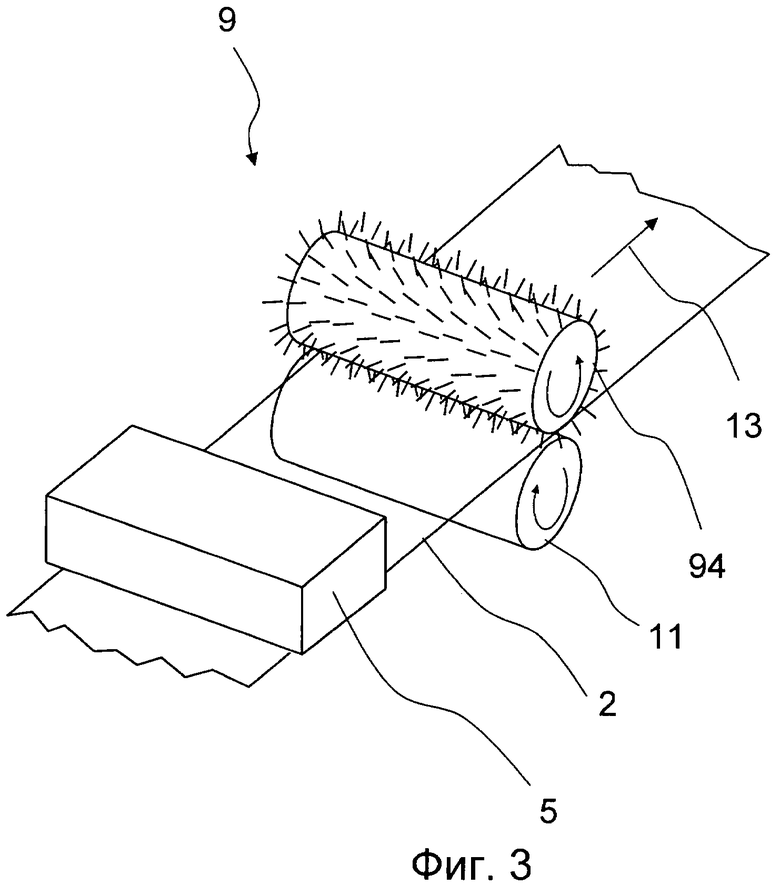
фиг.3 - схематичный вид другого примера выполнения покрывающего устройства;
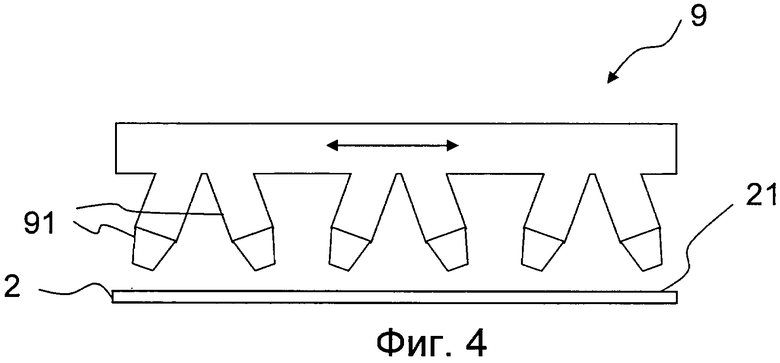
фиг.4 - части устройства для целенаправленного воздействия на поверхности жидких пленок покрытий;
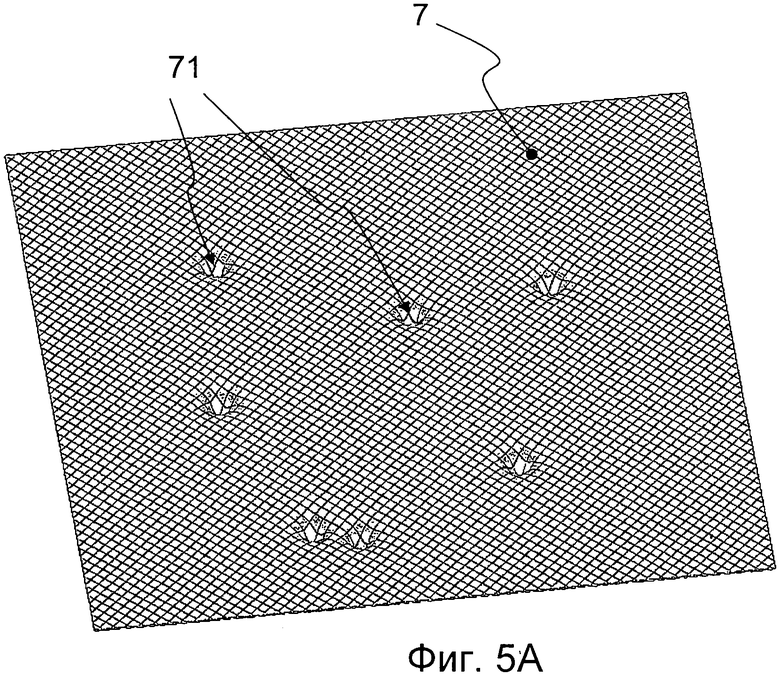
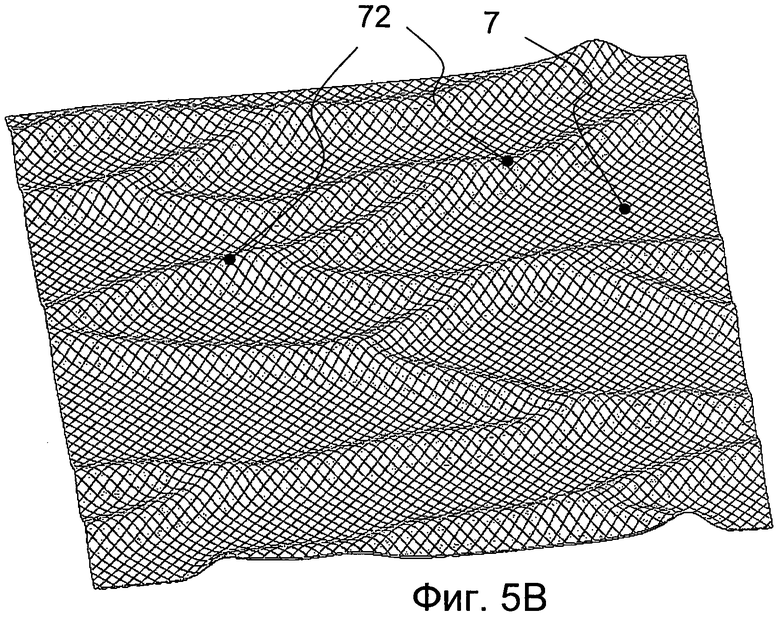
фиг.5А, 5В - сетчатые изображения лаковой пленки до и после целенаправленного воздействия на поверхность;
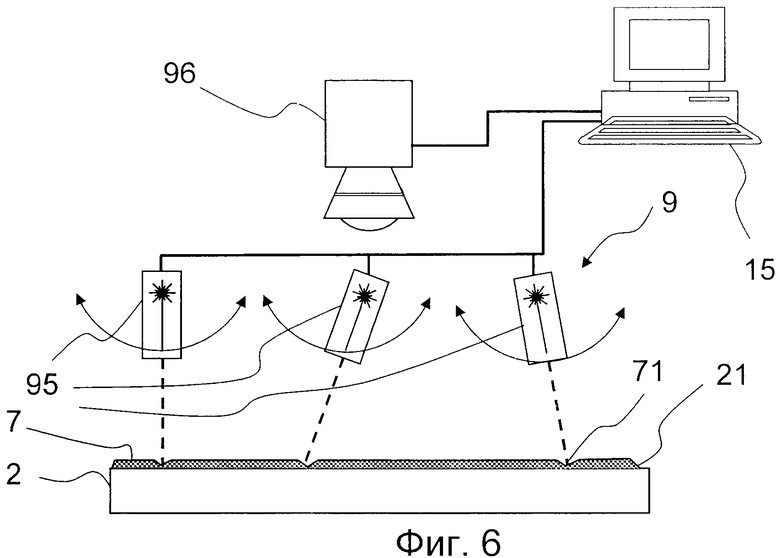
фиг.6 - другой вариант устройства для целенаправленного воздействия на поверхности покрытий, с помощью которого разравнивание осуществляется за счет локального нагрева материала покрытия;
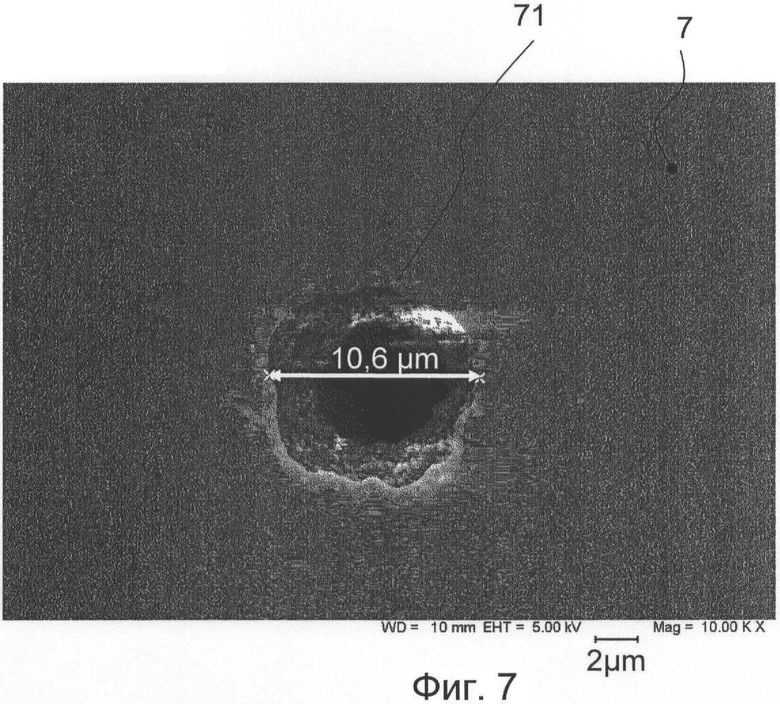
фиг.7 - сделанный электронным микроскопом снимок лункообразного углубления с нанесенной лаковой пленкой перед целенаправленным воздействием предложенным способом;
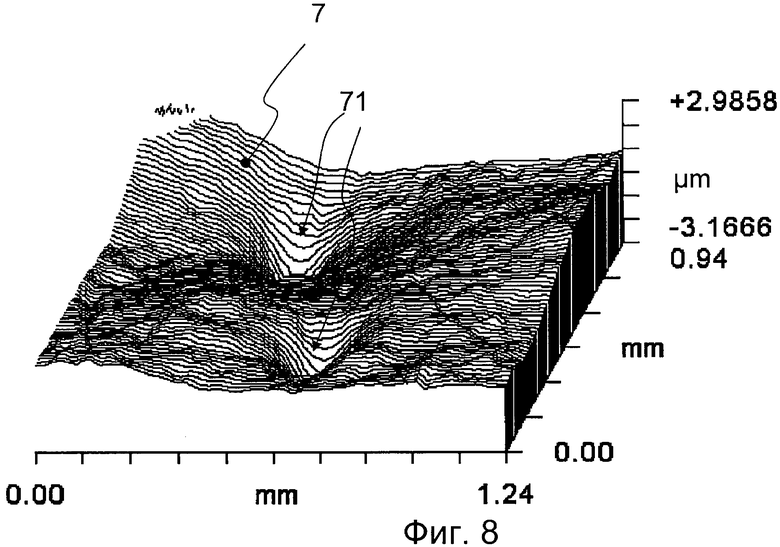
фиг.8 - снимок лункообразных углублений, как на фиг.7, сделанный с помощью микроскопии в белом свете;
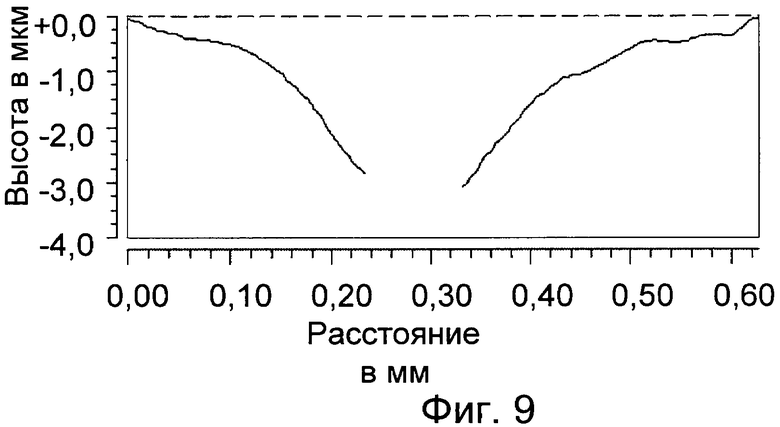
фиг.9 - разрез одного из обоих лункообразных углублений из фиг.8.
На фиг.1 изображен пример выполнения устройства 1 для отделки печатной продукции.
Посредством устройства 1 на поверхность 21 преимущественно запечатанной бумажной или картонной подложки 2 наносится лаковое покрытие. Для этого предусмотрено транспортирующее устройство, включающее в себя в данном примере валики 11, по которым подложка 2, прилегая к ним стороной 22, движется в направлении 13 мимо покрывающего блока 5 в виде лакировального аппарата. Покрывающий блок 5 наносит пленку 5 сначала еще жидкого материала покрытия в виде отверждаемого УФ-светом материала с управлением от компьютера 15.
Покрывающий блок 5 работает по принципу «Drop-on-Demand», причем его сопла 51, срабатывая от управляющих сигналов компьютера 15, выбрасывают на покрываемую поверхность 21 отдельные капли, образующие преимущественно замкнутую пленку. Сопла 51 расположены поперек направления 13 движения в один ряд, причем ряд охватывает, по меньшей мере, 3/4 ширины, преимущественно всю ширину подложки 2. Для достижения высоких скоростей используется преимущественно устройство из сопел 51, которое при покрытии удерживается неподвижно поперек направления 13 движения.
Иначе, чем на фиг.1, могут быть предусмотрены также несколько, расположенных друг за другом в направлении движения рядов сопел.
В направлении движения за покрывающим блоком расположено, кроме того, устройство для целенаправленного воздействия на поверхность покрытия, например для разравнивания поверхности 3. Оно включает в себя ряд направленных на поверхность подложки сопел 91. Ряд сопел 91, как и, по меньшей мере, один ряд покрывающих сопел 51, проходит также поперек направления 13 движения.
Сопла 91 этого устройства 9 присоединены, по меньшей мере, к одному источнику сжатого воздуха, так что из сопел 91 выходят воздушные потоки 93, попадающие на поверхность 21 подложки или нанесенную на нее пленку. За счет преимущественно турбулентных воздушных потоков происходит незначительное горизонтальное смещение пленки 7, в результате чего закрываются лункообразные углубления 71, возникающие при покрытии способом «Drop-on-Demand» пористой бумажной или картонной подложки 2. Для лучшего разравнивающего действия целесообразно сделать воздушные потоки импульсными и/или нагревать их и/или предусмотреть в газоснабжении сопел 91 один или несколько ультразвуковых вибраторов, чтобы нагружать воздушные потоки 93 ультразвуковыми волнами.
Кроме того, разравнивающее действие воздушных потоков улучшается за счет того, что оси сопел или выходящие воздушные потоки направляются под углом 92 к вертикали к стороне 21 подложки 2. Угол 92 составляет от 0° до 90°, преимущественно от 20° до 80°, в частности от 30° до 70°, особенно предпочтительно от 40° до 60°.
Улучшение разравнивающего действия достигается уже за счет того, что вместо одного газового потока, который может быть создан, например, щелевым соплом, несколько дискретных газовых потоков создаются через несколько сопел и/или имеют градиенты скорости течения в нескольких направлениях вдоль поверхности.
После разравнивания пленки 7 посредством воздушных потоков 91 устройства 9 она отверждается. Для этого предусмотрено устройство для отверждения материала покрытия, которое в направлении движения расположено за устройством 9. Для этой цели отверждающее устройство включает в себя в изображенном примере источник 10 УФ-света. Он излучает УФ-свет со спектром, который в комбинации с используемым фотоинициатором подходит для реакции отверждения.
УФ-свет источника 10 инициирует радикальную полимеризацию еще жидкого лака. Подходящими являются, например, отверждаемые УФ-светом покрытия на акрилатной основе.
Устройство 1 может быть не только устройством для отделки печатной продукции. Согласно одному варианту, с его помощью может также изготавливаться печатная продукция, причем с помощью сопел 51 покрывающего блока 5 наносятся печатные краски в качестве покрытия, поверхность которого затем разравнивается посредством устройства 9. Также в этом случае могут использоваться отверждаемые УФ-светом печатные краски, упрочняемые затем УФ-светом источника 10.
На фиг.2 изображен другой пример, в котором устройство 1 интегрировано в офсетную машину 30. Она выполнена здесь в виде листовой офсетной машины для запечатывания подложек 2 в виде отдельных бумажных или картонных листов. Точно так же может использоваться ролевая офсетная машина. Печатная машина 30 включает в себя красочный аппарат 31, с помощью которого краска 32 посредством ряда валиков 33 наносится на формный цилиндр 38. На нем закреплена печатная форма. Увлажняющий аппарат 34 наносит воду 35 посредством дополнительных валиков 36 на печатную форму на формном цилиндре 38, причем краска вытесняется определенными местами печатной формы (не показаны). Формный цилиндр 38 переносит оттиск на снабженный резиновым полотном печатный цилиндр 39. Он наносит затем печатную краску или оттиск на прижатые пресс-цилиндром 37 к печатному цилиндру 39 подложки 2, транспортируемые в направлении 13 движения через печатную машину 30. В направлении 13 движения за печатным цилиндром 39 расположено покрывающее устройство 1, как оно изображено, например, на фиг.1. Оно включает в себя покрывающий блок 5 для структурированного нанесения материала покрытия, блок 9, с помощью которого нанесенная лаковая пленка разравнивается, и источник 10 УФ-света для отверждения, при необходимости, структурированно нанесенной покрывающим блоком 5 пленки отверждаемого УФ-светом лака. В качестве транспортирующего устройства служит сама печатная машина 30. Дополнительно могут быть предусмотрены подходящие, специально взаимодействующие с устройством 1 или относящиеся к нему транспортирующие устройства. В изображенном примере для этого предусмотрена движущаяся по валикам 11 лента 110, к которой прилегают подложки 2.
Печатная машина 30 может быть, в частности, также дооборудована устройством 1. В случае если сама печатная машина в качестве альтернативы или дополнительно к запечатыванию уже выполнена для нанесения лака, она может быть также дооборудована устройством 9.
Как и в примере на фиг.1, устройство 9 также может включать в себя, в частности, устройство из сопел для создания газовых потоков, посредством которых разравнивается лаковая пленка.
Вместо офсетной машины устройство 1 или устройство 9 может быть встроено соответствующим образом также в другие печатные машины, например машины для цифровой печати (InkJet, тонер), трафаретной печати, флексографской печати или глубокой печати, а также тампонные печатные машины для запечатывания и/или отделки или же в машину для нанесения лаков валиком или пульверизацией.
На фиг.3 изображен другой пример покрывающего устройства 1.
Также в этом примере покрытие лаковой пленкой для создания структурированных лаковых пленок может осуществляться посредством покрывающего блока 5, который создает латерально структурированные пленки способом «Drop-on-Demand». В качестве подложки 2 изображена непрерывная полоса.
В отличие от предыдущих примеров устройство 9 включает в себя здесь вместо соплового устройства снабженный иглами валик 94. При обкатывании валика иглы касаются еще жидкого материала покрытия. При подходящих параметрах процесса это приводит к эффективному разравниванию поверхности пленки.
На фиг.4 изображен схематичный вид варианта устройства 9, которое разравнивает еще жидкую лаковую пленку в соответствии с примерами на фиг.1 и 2 посредством направленных на поверхность подложки газовых потоков. Для этого на фиг.4 изображен вид в направлении движения подложки 2. Как и в примерах на фиг.1 и 2, устройство 9 включает в себя ряд сопел 91, проходящий поперек направления движения. Кроме того, сопла расположены под разными углами к нормали к подложке, так что посредством отдельных сопел создаются газовые потоки, направленные под разными углами к подложке 2. Дополнительно устройство, как это обозначено двойной стрелкой, движется возвратно-поступательно поперек направления движения подложки 2, так что газовые потоки последовательно попадают на соответствующее место пленки под разными углами с растрированием поверхности подложки. Таким образом, достигается особенно эффективное разравнивание. Разумеется, газовые потоки, последовательно попадающие под разными углами на одно место поверхности подложки, могут быть также созданы с помощью иного устройства. Чтобы привести только один пример, могут использоваться сопла, прецессирующие вокруг осей вращения. Поэтому понятно, что изображенный на фиг.4 вариант является лишь примером. Для еще более улучшенного разравнивания, можно сделать воздушные потоки также импульсными и/или нагревать их и/или нагружать ультразвуковыми волнами.
С помощью сопел 91 можно не только достичь разравнивания лаковой пленки за счет устранения лункообразных углублений. В зависимости от силы и/или турбулентности газового потока и вязкости материала покрытия дополнительно в пленке могут быть целенаправленно выполнены структуры. Такой пример изображен на фиг.5А, 5В. На фиг.5А в виде сетки показана лаковая пленка до разравнивания так, как она образуется, в частности, на бумажных или картонных подложках за счет покрытия способом «Drop-on-Demand». Лункообразные углубления 71 распределены по поверхности пленки 7 и имеют зависимый от толщины слоя диаметр.
Как видно на фиг.5В, эти углубления закрыты за счет обдува пленки газовыми потоками. Вместо этого за счет подходящего регулирования вязкости и скорости течения газового потока в пленке 7 создана рельефная структура с ребрами или волнами 72. Такое целенаправленное структурирование может использоваться для достижения определенных нужных гаптических и/или оптических свойств.
На фиг.6 изображен еще один пример устройства 9. Его принцип основан на разравнивании за счет целенаправленного бесконтактного нагрева. Для этого предусмотрены один или несколько источников излучения, например несколько лазеров 95, излучение которых, по меньшей мере, частично поглощается нанесенным материалом покрытия или подложкой, в результате чего пленка нагревается. Лазеры 95 расположены с возможностью поворота, так что с их помощью можно растрировать поверхность 21 подложки или ее соответствующие участки. Поворотом, преимущественно также интенсивностью лазеров, управляет компьютер 15. В простейшем случае поверхность 21 можно растрировать лазерами 95 за счет поворота.
Можно также обнаруживать и целенаправленно разравнивать дефекты пленки 7, в частности лункообразные углубления 71, направляя на дефект один или несколько лазеров 95. Для этого в примере на фиг.6 предусмотрена камера 96, подключенная к компьютеру 15. Камера снимает возможные имеющиеся дефекты и определяет их положение посредством компьютера. Последний управляет одним или несколькими лазерами так, что они нагревают материал покрытия в зоне дефекта и за счет этого выравнивают его.
Этот принцип применим также в других способах, изображенных в качестве примера на фиг.1-4. Поэтому в одном варианте осуществления изобретения также предусмотрено устройство для целенаправленного воздействия на поверхность покрытия, которое включает в себя устройство для регистрации положения дефектов в пленке, преимущественно с помощью камеры. Обнаруженные регистрирующим устройством дефекты целенаправленно выравниваются за счет движения или направления газового потока и/или источника излучения для бесконтактного нагрева и/или, по меньшей мере, одной иглы.
Ниже в качестве примера лункообразные углубления, устраняемые благодаря изобретению, охарактеризованы более подробно с помощью результатов измерений. На фиг.7 изображен сделанный электронным микроскопом снимок такого углубления 71. Как видно с помощью снимка, измеренное углубление в покрытии имеет диаметр около 10 мкм.
На фиг.8 изображен двухмерный поверхностный профиль другого фрагмента лаковой пленки. Поверхностный профиль был получен с помощью интерферометрии белого цвета. Изображенный фрагмент имеет размеры 1,24×0,94 мм. На этом фрагменте видны два лункообразных углубления. На фиг.9 изображен линейный профиль большего из обоих углублений (при рассмотрении фиг.8 это заднее углубление 71). Линейный профиль показывает, что углубление имеет внешний размер около 0,3 мм. Этот размер возникает при приближении к форме углубления как конус или усеченный конус. Очевидно, что микроотверстия 71 очень глубокие с сужающимся к подложке сечением. В частности, действительную глубину не удалось определить с помощью интерферометрии белого цвета, поскольку возможный диапазон измерений превышен. Однако полученные значения указывают на то, что углубления доходят до подложки, что позволяет предположить также вид углублений. В целом, это именно такие углубления, которые могут быть закрыты предложенным способом.
Диаметр кратера зависит, как правило, от толщины слоя и может быть даже больше, чем в примере на фиг.8. Следует исходить из того, что причиной этих лункообразных углублений являются мелкие химические и/или топографические повреждения подложки. Тогда углубление воронкообразно расходится вверх. При этом кривизна стенки воронки является функцией поверхностного натяжения. Это приводит к тому, что бóльшая толщина слоя не вызывает улучшения внешнего вида покрытия, а, напротив, углубления по мере возрастания толщины слоя выделяются все заметнее, поскольку их диаметр на поверхности покрытия увеличивается.
Кратеры, как в примере на фиг.8, различимы человеческим глазом уже при толщине слоя более 2 мкм, ухудшая внешний вид замкнутой лаковой поверхности. По мере возрастания толщины слоя их плотность, правда, уменьшается, однако зато, как уже сказано, возрастает их диаметр на поверхности.
Предложенное целенаправленное воздействие на поверхность пленки подходит, следовательно, в частности, для заделки углублений на поверхности диаметром примерно от 2 мкм, преимущественно 5 мкм. Углубления, начиная с такого диаметра, ухудшают внешний вид лака или покрытия. Как показывает приведенный выше пример, диаметр лункообразных углублений на поверхности может доходить также до миллиметрового диапазона. С помощью изобретения, по меньшей мере, частично могут быть устранены и такие большие повреждения. Однако движение материала покрытия на большие расстояния не осуществляется. Преимущественно материал покрытия латерально движется посредством разравнивающего устройства менее чем на 1 мм, особенно предпочтительно менее чем на 0,25 мм. В частности, края непокрытых участков преимущественно не подвергаются воздействию, так что на краях сохраняются острые контуры.
Для специалиста является очевидным, что изобретение не ограничено приведенными примерами, а может разнообразно варьироваться. В частности, отдельные признаки примеров могут быть также комбинированы между собой.

Группа изобретений относится к устройству для нанесения покрытий на поверхности подложек в виде бумаги, картона или полимерных пленок, преимущественно для отделки печатной продукции и к способу для его реализации. Устройство содержит покрывающий блок, выполненный с возможностью нанесения материала покрытия в жидком состоянии на поверхность подложки и латерального структурированного покрытия, оставляя свободными участки поверхности подложки, транспортирующее устройство, выполненное с возможностью перемещения поверхности подложки относительно покрывающего блока в направлении движения мимо него, преимущественно за счет перемещения подложки мимо неподвижного покрывающего блока, устройство для разравнивания нанесенной на поверхность подложки посредством покрывающего блока еще жидкой пленки, причем устройство включает устройство для создания газового потока, который направлен на покрытую пленкой поверхность подложки и при, по меньшей мере, частичном устранении нежелательных структур поверхности пленки, таких как углубления, возвышения и кратеры, разравнивает пленку перед отверждением материала покрытия. Технический результат заключается в устранении и/или разравнивании повреждений, возникающих при нанесении покрытий. 2 н. и 12 з.п. ф-лы, 9 ил.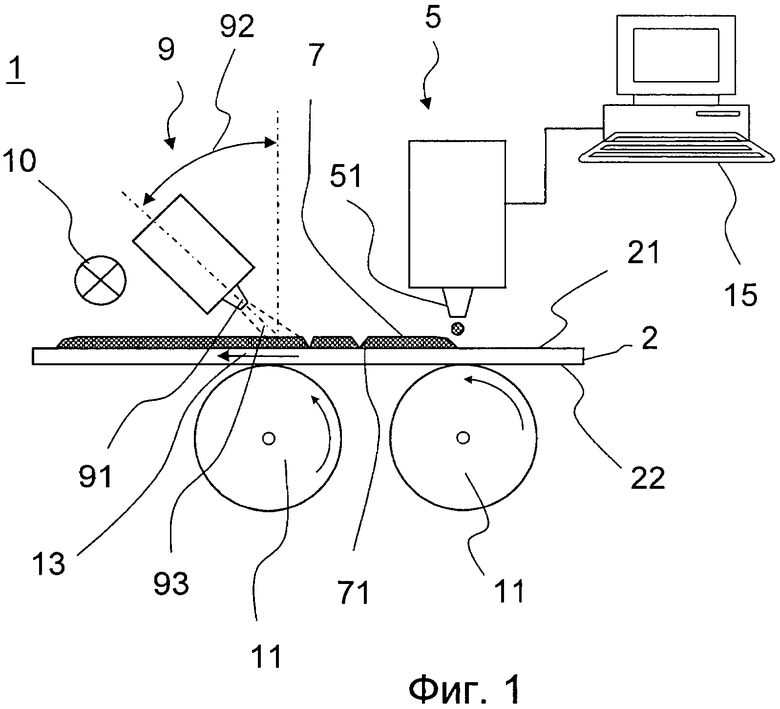
1. Устройство для нанесения покрытий на поверхность подложек в виде бумаги, картона или полимерных пленок, в частности печатной продукции, преимущественно для отделки печатной продукции, причем материал покрытия наносят в жидком состоянии и разравнивают с помощью газового потока, содержащее покрывающий блок, выполненный с возможностью нанесения материала покрытия в жидком состоянии на поверхность подложки и латерального структурированного покрытия, оставляя свободными участки поверхности подложки, транспортирующее устройство, выполненное с возможностью перемещения поверхности подложки относительно покрывающего блока в направлении движения мимо него преимущественно за счет перемещения подложки мимо неподвижного покрывающего блока, устройство для разравнивания нанесенной на поверхность подложки посредством покрывающего блока еще жидкой пленки, включающее устройство для создания газового потока, направляемого на покрытую пленкой поверхность подложки и, по меньшей мере, при частичном устранении нежелательных структур поверхности пленки, таких как углубления, возвышения и полости, разравнивающего пленку перед отверждением материала покрытия, при этом материал покрытия перемещается посредством газового потока вдоль поверхности подложки менее чем на 1 мм, особенно предпочтительно менее чем на 0,25 мм.
2. Устройство по п.1, отличающееся тем, что покрывающий блок выполнен в виде покрывающего блока «Drop-on-Demand» с соплами для выдачи отдельных капель материала покрытия при срабатывании от управляющих сигналов, причем посредством сопел наносят материал покрытия на поверхность подложки бесконтактно, сопла покрывающего блока расположены по меньшей мере в один ряд, который проходит поперек направления движения и по меньшей мере на три четверти охватывает обрабатываемую ширину подложки перпендикулярно направлению движения, причем сопла в направлении поперек направления движения расположены преимущественно неподвижно, и снабжен устройством управления соплами, содержащим компьютер.
3. Устройство по п.1, отличающееся тем, что покрывающий блок включает одно из следующих устройств: устройство для нанесения материала покрытия валиком, устройство для глубокой печати, устройство для флексографской печати, устройство для трафаретной печати, устройство для цифровой печати, устройство для тампонной печати.
4. Устройство по п.1, отличающееся тем, что разравнивающее устройство включает устройство для создания газового потока по меньшей мере с одним рядом газовых сопел, проходящим поперек направления движения.
5. Устройство по любому из пп.1-4, отличающееся тем, что устройство для создания газового потока включает по меньшей мере одно из следующих устройств: устройство для создания импульсного газового потока, устройство для нагрева по меньшей мере одного газового потока, устройство для растрирования газовым потоком по меньшей мере одного участка поверхности подложки, устройство для обработки газового потока ультразвуковыми волнами, по меньшей мере одно сопло для создания турбулентного газового потока, сопловое устройство для создания газовых потоков, которые подают на поверхность подложки в разных пространственных направлениях и/или имеют градиенты скорости течения в нескольких направлениях вдоль поверхности, устройство для создания газового потока, который подают на поверхность подложки под углом от более 0 до 90°, преимущественно от 20 до 80°, предпочтительно от 30 до 70°, особенно предпочтительно от 40 до 60°, измеренным от вертикали к поверхности.
6. Устройство по любому из пп.1-4, отличающееся тем, что оно включает устройство для отверждения материала покрытия, расположенное в направлении движения за разравнивающим устройством, причем устройство для отверждения материала включает источник УФ-света, и/или печь, и/или нагревательный излучатель, и/или микроволновый источник.
7. Устройство по п.1, отличающееся тем, что оно выполнено в виде машины для офсетной, глубокой, флексографской, трафаретной, цифровой или тампонной печати.
8. Способ нанесения покрытий на поверхность подложек в виде бумаги, картона или полимерных пленок, в частности печатной продукции, преимущественно для отделки печатной продукции, причем материал покрытия наносят в жидком состоянии и разравнивают с помощью газового потока, при котором посредством покрывающего блока наносят материал покрытия в жидком состоянии и покрывают поверхность подложки латеральной структурой, оставляя свободными участки поверхности подложки, посредством транспортирующего устройства поверхность подложки перемещают относительно покрывающего блока в направлении движения мимо покрывающего блока преимущественно за счет перемещения подложки мимо неподвижного покрывающего блока, нанесенную на поверхность подложки посредством покрывающего блока еще жидкую пленку перед ее упрочнением разравнивают, причем для разравнивания создают газовый поток, который направляют на покрытую пленкой поверхность подложки, и материал покрытия перемещают посредством газового потока вдоль поверхности подложки менее чем на 1 мм, особенно предпочтительно менее чем на 0,25 мм, причем посредством сопел материал покрытия наносят на поверхность подложки бесконтактно, а соплами управляют посредством компьютера устройства управления, причем пленку наносят методом «Drop-on-Demand» за счет выдачи соплами соответственно отдельных капель материала покрытия при срабатывании от управляющих сигналов.
9. Способ по п.8, отличающийся тем, что материал покрытия наносят соплами, расположенными по меньшей мере в один ряд, который проходит поперек направления движения и по меньшей мере на три четверти охватывает обрабатываемую ширину подложки перпендикулярно направлению движения, причем сопла в направлении поперек направления движения расположены преимущественно неподвижно.
10. Способ по п.8, отличающийся тем, что материал покрытия наносят валиком, трафаретной, цифровой или тампонной печатью.
11. Способ по п.8, отличающийся тем, что газовый поток направляют на поверхность подложки посредством ряда сопел, расположенного поперек направления движения.
12. Способ по п.8, отличающийся тем, что пленку разравнивают посредством турбулентного, или импульсного, или нагруженного ультразвуковыми волнами газового потока или по меньшей мере одного нагретого газового потока, причем по меньшей мере один газовый поток нагревают до температуры от 50 до 500°С, преимущественно от 100 до 400°С, особенно предпочтительно от 150 до 300°С, или газового потока, который подают на поверхность подложки под углом, в частности под углом более 0 до 90°, преимущественно от 20 до 80°, предпочтительно от 30 до 70°, особенно предпочтительно от 40 до 60°, измеренным от вертикали к поверхности, или газовых потоков, которые подают на поверхность подложки в разных пространственных направлениях и/или имеющих градиенты скорости течения в нескольких направлениях вдоль поверхности, по меньшей мере одним газовым потоком, который ведут по меньшей мере по одному участку поверхности подложки.
13. Способ по п.8, отличающийся тем, что пленку наносят толщиной слоя менее 100 мкм, преимущественно менее 50 мкм, особенно предпочтительно менее 30 мкм или менее 20 мкм, в частности менее 10 мкм, причем за счет разравнивания закрывают углубления, в частности лункообразные углубления, а также, в частности, углубления, доходящие до подложки.
14. Способ по любому из пп.8-13, отличающийся тем, что после разравнивания пленку отверждают посредством устройства, предназначенного для отверждения материала покрытия, причем наносят отверждаемый УФ-светом материал покрытия или печатную краску и после разравнивания отверждают посредством облучения УФ-светом и/или нагрева в печи и/или с помощью нагревательного излучателя и/или микроволнового источника.
| WO 2006069904 А2, 06.07.2006 | |||
| US 5360641 А, 01.11.1994 | |||
| US 2003010283 А1, 16.01.2003 | |||
| RU 2004138598 А, 27.10.2005 | |||
| Устройство для нанесения покрытия на подложку | 1977 |
|
SU764603A3 |
| DE 4443261 С2, 17.07.1997 | |||
| JP 59225772 А, 18.12.1984. | |||

