Настоящее изобретение относится к машине для получения жгутов, вращающемуся захватному устройству, и устройству для подготовки кабеля для использования в машине для получения жгутов, а также к способу получения кабельных жгутов.
Машины для получения жгутов для автоматического получения кабельных жгутов, используемых, например, в «белых товарах», являются известными на предшествующем уровне техники. В машинах для получения жгутов этого типа кабели тянут из устройства подачи, как правило, кабельного барабана, в требуемой длине посредством манипулятора, и вводят в соединительные устройства, в которых указанные кабели соединяют с кабельными соединителями. Поскольку манипулятор требует значительного рабочего пространства, не представляется возможным размещение соединительных устройств близко друг от друга. Таким образом, известные машины для получения жгутов, в общем, не могут производить кабельные жгуты с особенно короткими длинами кабелей.
Объектом настоящего изобретения, таким образом, является обеспечение получения машины и способа получения кабелей так, чтобы эффективно могли быть получены кабели особенно короткой длины.
Эту задачу решают с помощью машины для получения жгутов, соответствующей независимому пункту 1 формулы изобретения, и способа получения кабельных жгутов по пункту 22 формулы изобретения. Настоящее изобретение дополнительно относится к вращающемуся захватному устройству, соответствующему пункту 16 формулы изобретения, и устройству для подготовки кабеля, соответствующему пункту 21 формулы изобретения, для использования в машине для получения жгутов этого типа для производства кабельных жгутов.
Вращающееся захватное устройство в машине для получения жгутов, соответствующей настоящему изобретению по независимому пункту 1 формулы изобретения, размещено в неподвижном положении между двумя приемными ячейками для каждого, по меньшей мере, одного соединительного механизма, а кабели введены во вращающееся захватное устройство посредством транспортера кабеля. Соответственно, вращающееся захватное устройство требует небольшого пространства в боковом направлении, так что, по меньшей мере, две приемные ячейки могут быть размещены друг против друга на небольшом расстоянии. Таким образом, с помощью машины для получения жгутов, соответствующей настоящему изобретению, представляется возможным производство кабельных жгутов с особенно небольшой длиной кабеля.
В одном варианте осуществления расстояние между приемными ячейками составляет не более 150 мм, а предпочтительно - не более 140 мм.
В дополнительном варианте осуществления машина для получения жгутов создана для производства разъемных соединений, в частности, для производства соединений коннекторов баз данных в Интернете, например, часто используемых в кабельных жгутах.
В дополнительном варианте осуществления соединительный механизм сконструирован так, чтобы используемый соединитель (соединители) могли двигаться в плоскости, которая перпендикулярна концевой части кабеля так, чтобы концевая часть кабеля могла факультативно позиционироваться перед одним из множества приемных ячеек соединителя. В этом случае представляется возможным простое получение различных кабельных жгутов с разными рисунками разводки.
В одном возможном варианте осуществления вращающееся захватное устройство содержит, по меньшей мере, один захватный рычаг, который, в свою очередь, содержит рабочий орган, причем захватный рычаг является подвижным через посредство приведения в действие рабочего органа посредством одного из соединительных механизмов. Таким образом, захватный рычаг может двигаться посредством соединительного механизма без необходимости вращающемуся захватному устройству иметь свой собственный привод для движения захватного рычага.
В дополнительном варианте осуществления захватный рычаг поддается вращению в плоскости, которая лежит параллельно концевой части кабеля. В этом случае оба конца кабеля могут быть соединены с подобным соединителем при использовании соединительного механизма. В частности, захватный рычаг является подвижным независимо от транспортера кабеля и от устройства для подготовки кабеля.
В одном варианте осуществления машина для получения жгутов сконструирована так, чтобы введение и соединение, по меньшей мере, одной концевой части первого кабеля могло выполняться одновременно с транспортированием второго кабеля и одновременно с подготовкой третьего кабеля. В этом случае машина для получения жгутов может работать особенно эффективно, и большое число кабельных жгутов может быть получено в единицу времени.
Настоящее изобретение дополнительно содержит вращающееся захватное устройство для использования в машине для получения жгутов, соответствующей настоящему изобретению, причем указанная машина для получения жгутов содержит первый серводвигатель для перемещения, по меньшей мере, одного захватного рычага параллельно концевой части кабеля, и привод поворотного устройства для вращения вращающегося захватного устройства. В этом случае привод поворотного устройства соединен вертикально над или под серводвигателем. В этом случае вращающееся захватное устройство может быть получено так, чтобы быть особенно компактным, то есть с небольшой шириной, так что приемные ячейки могут быть размещены близко друг от друга, давая возможность производства кабельных жгутов с особенно небольшими длинами кабелей.
Настоящее изобретение также содержит устройство для подготовки кабеля, предназначенное для использования в машине для получения жгутов, соответствующей настоящему изобретению, которое содержит устройство для повива петли для отмеривания требуемой длины кабеля.
В одном варианте осуществления устройство для повива петли содержит захват кабеля, предназначенный для удержания кабеля внизу при образовании петли. Это гарантирует то, чтобы петля образовывалась в требуемом направлении, увеличивая надежность и эксплуатационную безопасность устройства для повива петли.
Дополнительные варианты осуществления могут быть взяты из подпунктов формулы изобретения.
Настоящее изобретение будет более подробно описано ниже со ссылкой на варианты осуществления, иллюстрируемые на сопроводительных чертежах, где
фиг.1 - схематическое представление вида сверху машины для получения жгутов, соответствующей настоящему изобретению;
фиг.2 - изометрическое изображение вращающегося захватного устройства для использования в машине для получения жгутов, соответствующей настоящему изобретению;
фиг.3 - изометрическое изображение транспортера кабеля для использования в машине для получения жгутов, соответствующей настоящему изобретению;
фиг.4 - изометрическое изображение устройства для повива петли для использования в машине для получения жгутов;
фиг.5-12 - этапы способа получения кабельных жгутов и
Фиг.13 - схемы соединения для различных кабельных жгутов.
На фиг.1 приведен схематический вид сверху машины 1 для получения жгутов, соответствующей настоящему изобретению. Верхняя область фиг.1 схематически иллюстрирует размещение четырех кабельных барабанов 40, из которых кабель 32, используемый для получения кабельного жгута, извлекается посредством устройства 10 для подготовки кабеля. Устройство 10 для подготовки кабеля содержит устройство 12 для повива петли, которое создает кабельную часть требуемой длины и образует кабельную петлю. Кабель 32 подготовленный таким образом, перемещается транспортером 8 кабеля, который размещен слева от устройства 12 для повива петли и проходит в горизонтальном направлении, и перемещается к вращающемуся захватному устройству 6. На каждой из двух сторон вращающегося захватного устройства 6 (выше и ниже вращающегося захватного устройства 6 на виде сверху, приведенном на фиг.1) размещены приемные устройства 7, 9, в каждом случае содержащие соединительный механизм 2, 3, каждый с соединителем 4, 5.
Вращающееся захватное устройство 6 совмещает два конца кабеля 32, которые были переданы транспортером 8 кабеля, перед требуемыми приемными положениями соединителей 4, 5 таким образом, чтобы концы кабеля соединялись с требуемыми приемными положениями соединителя 4, 5 посредством соединительного механизма 2, 3.
Расстояние между двумя соединителями, то есть, длина кабеля получаемого кабельного жгута, составляет 140 мм в варианте осуществления, иллюстрируемом на фиг.1.
Только что описанная технологическая операция подготовки кабеля 32 посредством устройства 10 для подготовки кабеля, передача подготовленного кабеля 32 к вращающемуся захватному устройству 6 посредством транспортера 8 кабеля, и совмещение концов кабеля 32 перед приемными устройствами соединителей 4, 5 посредством вращающегося захватного устройства 6, а также соединение концов кабеля 32 с соединителями 4, 5 посредством соединительного механизма 2, 3 повторяется так много раз, как требуется для кабельного жгута, получаемого с требуемым числом кабелей 32. Позднее полученный кабельный жгут освобождается в разгрузочное устройство 42 для кабельных жгутов.
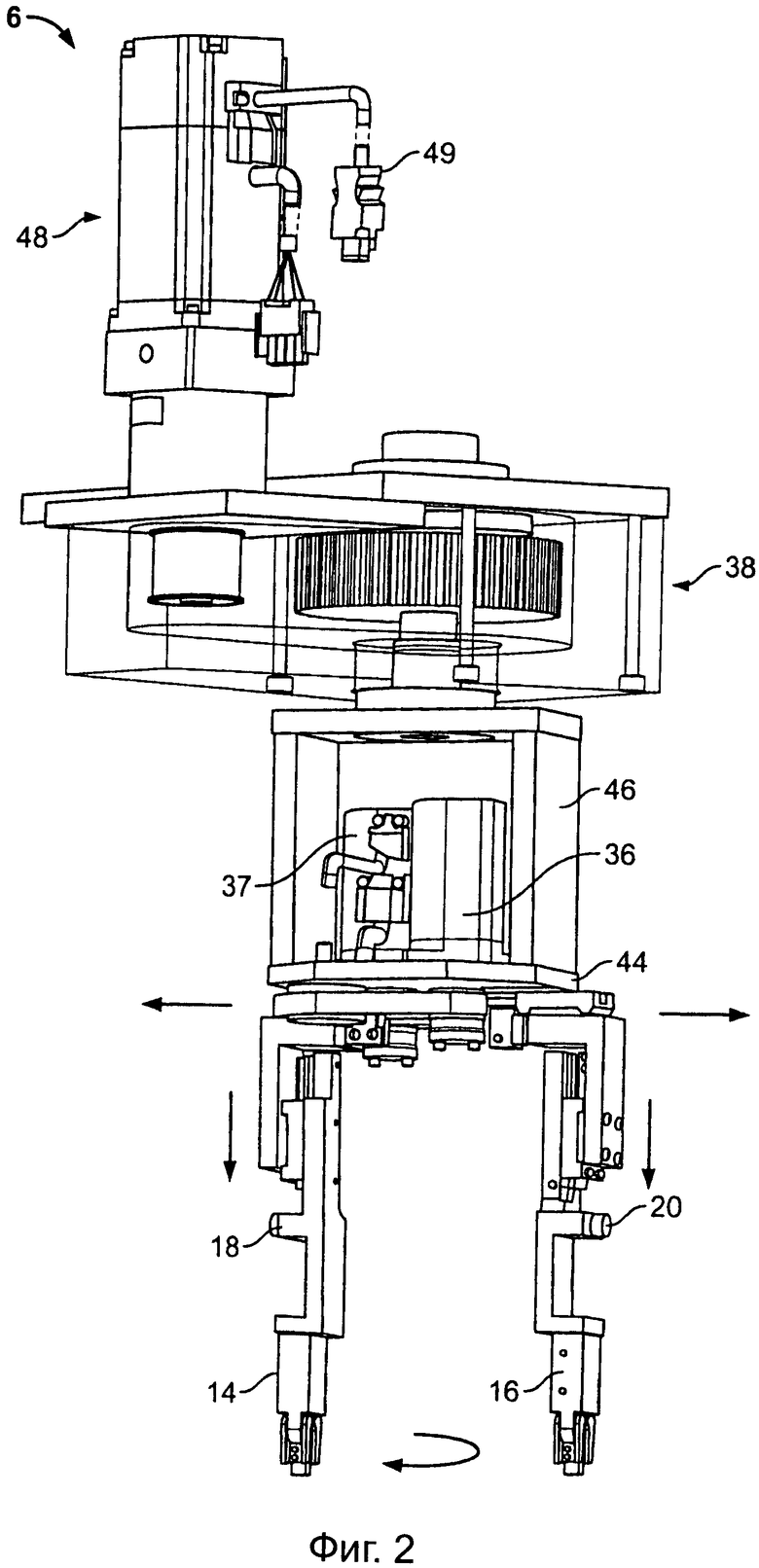
На фиг.2 приведено изометрическое изображение вращающегося захватного устройства 6, предназначенного для использования в машине 1 для получения жгутов, соответствующей настоящему изобретению. В области, показанной ниже на фиг.2, вращающееся захватное устройство 6 имеет два захватных рычага 14, 16, каждый для приема одного конца. Захватные рычаги являются подвижными в вертикальном направлении. В центральной их части захватные рычаги 14, 16 содержат рабочие органы 18, 20, соединительный механизм 2, 3, который (не показанный на фиг.2) может входить в зацепление для движения захватного рычага 14, 16 в вертикальном направлении. На верхнем их конце захватные рычаги 14, 16 закреплены на плоском держателе 44 так, чтобы поддаваться смещению в боковом направлении. На плоском держателе 44 размещены два первых серводвигателя 36, 37, каждый из которых предусмотрен для движения соответствующего захватного рычага 14, 16.
На плоском держателе 44 размещена рама 46, которая с возможностью вращения соединена с приводом 38 поворотного устройства, который размещен выше рамы 46. Выше привода 38 поворотного устройства размещен второй серводвигатель 48 для приведения в действие привода 38 поворотного устройства и, таким образом, для вращения рамы 46 вместе с первым серводвигателем 36, плоским держателем 44 и захватными рычагами 14 и 16.
Управляющий и питающий кабели 49 присоединены ко второму серводвигателю 48 для подачи электрического тока и управляющий сигналов к вращающемуся захватному устройству 6.
В вертикальной конструкции, иллюстрируемой на фиг.2, в которой захватные рычаги 14, 16, первые серводвигатели 36, 37, привод 38 поворотного устройства и второй серводвигатель 48 размещены вертикально относительно друг друга, вращающееся захватное устройство 6 имеет небольшую ширину, так что размещение может быть даже использовано между приемными устройствами 7, 9, расположенными близко одно к другому.
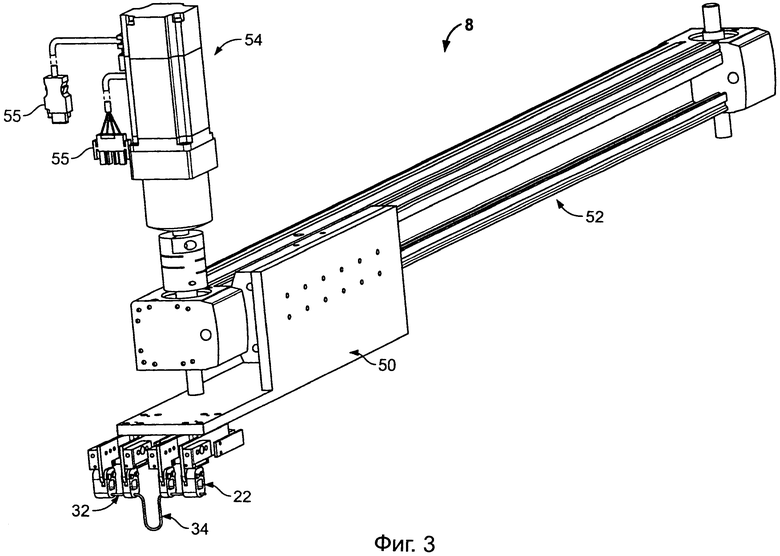
На фиг.3 иллюстрируется транспортер 8 кабеля для использования в машине 1 для получения жгута, соответствующей настоящему изобретению. В области, показанной ниже на левой стороне фиг.3, транспортер 8 кабеля содержит четыре захвата 22 транспортера кабеля, которые удерживают кабель 32 с петлей 34. Захваты 22 транспортера кабеля закреплены на каретке 50 транспортера кабеля, расположенной выше них. Каретка 50 транспортера кабеля удерживается посредством направляющей 52 транспортера кабеля, которая проходит диагонально вверх и на которой поддается смещению указанная каретка. Выше направляющей 52 транспортера кабеля на ее левом конце размещен третий серводвигатель 54, который движет каретку 50 транспортера кабеля, например, через посредство зубчатого ремня (не показано) вдоль направляющей 52 транспортера кабеля, для транспортирования кабеля 32 от устройства 12 для повива петли (не показанного на фиг.3) к вращающемуся захватному устройству 6 (не показанному на фиг.3).
Управляющий и питающий кабели 55 присоединены к третьему серводвигателю 54 для подачи электрического тока и управляющих сигналов к транспортеру 8 кабеля.
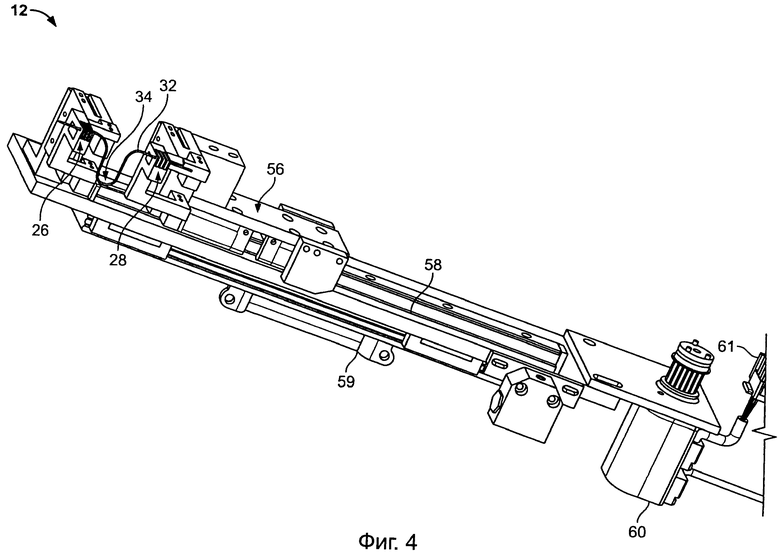
На фиг.4 иллюстрируется устройство 12 для повива петли, предназначенное для использования в машине 1 для получения жгута, соответствующего настоящему изобретению. В области, показанной на левой стороне на фиг.4, устройство 12 для повива петли содержит неподвижный захват 26 и подвижный захват 28, направо от него. Эти два захвата 32 удерживают кабель 32 с петлей 34. Неподвижный захват 26 смонтирован неподвижно на направляющей 58 устройства 12 для повива петли. Подвижный захват 28 смонтирован на каретке 56, которая установлена на направляющей 58 и является подвижной вдоль направляющей. На правом конце направляющей 58, под направляющей 58, размещен четвертый серводвигатель 60, который приводит в движение каретку 56, например, при использовании зубчатого ремня (не показанного). Благодаря открыванию и закрыванию захватов 26, 28 и движению подвижных захватов 28 может быть отмерена требуемая длина кабеля 32 и получена петля 34.
Управляющий и питающий кабели 61 присоединены к четвертому серводвигателю 60 для подачи электрического тока и управляющих сигналов к устройству 12 для повива петли. Крепежное средство 59 предусмотрено под направляющей 58 для крепления устройства для повива петли, например, к раме.
На фиг.5-12 иллюстрируются этапы способа получения кабельных жгутов.
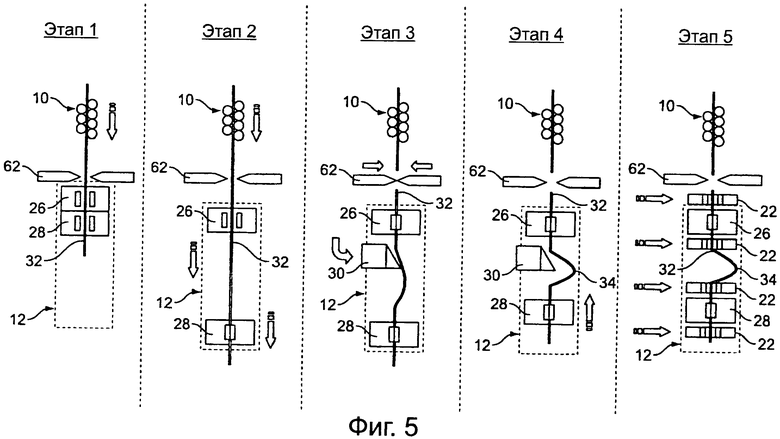
На фиг.5 иллюстрируются этапы 1-4 отмеривания требуемой длины кабеля образования петли 34 в устройстве 12 для повива петли. На первом этапе подвижный захват 28 направляется против неподвижного захвата 26. Устройство 12 для повива петли позиционируют так, чтобы оно находилось против отрезного ножа 62. Кабель 32 направляют между лезвиями отрезного ножа 62 в открытые захваты 26, 28 устройства 12 повива петли посредством устройства 10 до подготовки кабеля.
На втором этапе подвижный захват 28 закрывают и размещают на некотором расстоянии от неподвижного захвата 26, соответствующем требуемой длине кабеля. Неподвижный захват 26 снова открывают. Кроме того, устройство 12 для повива петли помещают на некотором расстоянии от отрезного ножа 62 так, чтобы кусок кабеля оставался между отрезным ножом 62 и неподвижным захватом 26.
На третьем этапе кабель 32 крепят посредством закрывания неподвижного захвата 26. Путем смыкания лезвий отрезного ножа 62 отрезают кабель 32 требуемой длины. Помимо всего прочего в пространство между неподвижным захватом 26 и подвижным захватом 28 вводят прижим 30 кабеля для удерживания кабеля в направлении вниз.
На четвертом этапе подвижный захват 28 перемещают на неподвижный захват 26, причем оба захвата 26, 28 являются закрытыми. В этом случае кабель 32 образует петлю 34 во взаимодействии с прижимом 30 кабеля.
На пятом этапе два захвата 22 транспортера кабеля перемещают к каждой стороне подвижного захвата 28 и неподвижного захвата 26. В этом процессе расстояние между захватами 22 транспортера кабеля устанавливают таким, чтобы каждый подвижный захват 28 и неподвижный захват 26 находился между двумя захватами 22 транспортера кабеля.
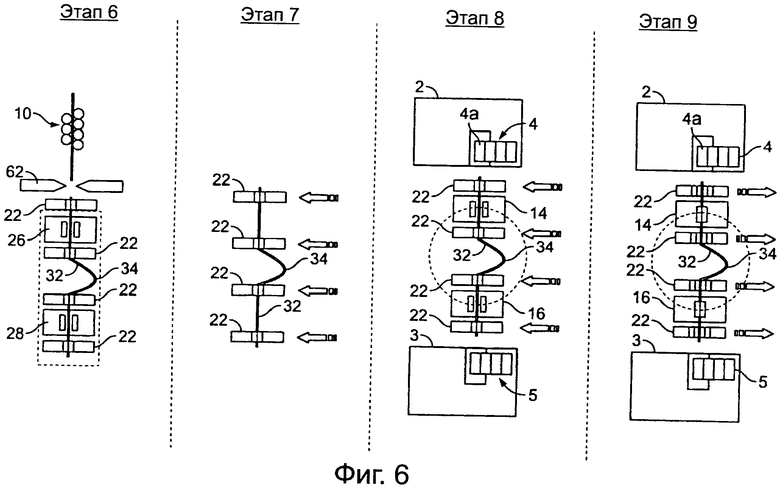
На фиг.6 показаны этапы 6-8 транспортировки посредством транспортера 8 кабеля, подготовленного посредством устройства 12 повива петли.
На шестом этапе захватные рычаги захватов 22 транспортера кабеля закрыты и неподвижный захват 26 и подвижный захват 28 устройства 12 для повива петли открыты.
На седьмом этапе кабель 32 транспортируют из устройства 12 для повива петли в направлении соединительного механизма 2, 3 (не показанного) посредством захватов 22 транспортера кабеля.
На восьмом этапе захваты 22 транспортера кабеля удерживают кабель 32 в еще открытых захватных рычагах 14, 16 вращающегося захватного устройства 6 между приемными устройствами 7, 9. В этом процессе расстояние между захватами 22 транспортера кабеля устанавливают таким, чтобы захватный рычаг 14, 16 вращающегося захватного устройства 6 устанавливался между двумя захватами 22 транспортера кабеля в каждом случае.
На девятом этапе захватные рычаги 14, 16 вращающегося захватного устройства 6 закрывают для удержания кабеля 32, а захваты 22 транспортера кабеля открывают для освобождения кабеля 32. Захваты 22 транспортера кабеля отводят от вращающегося захватного устройства 6.
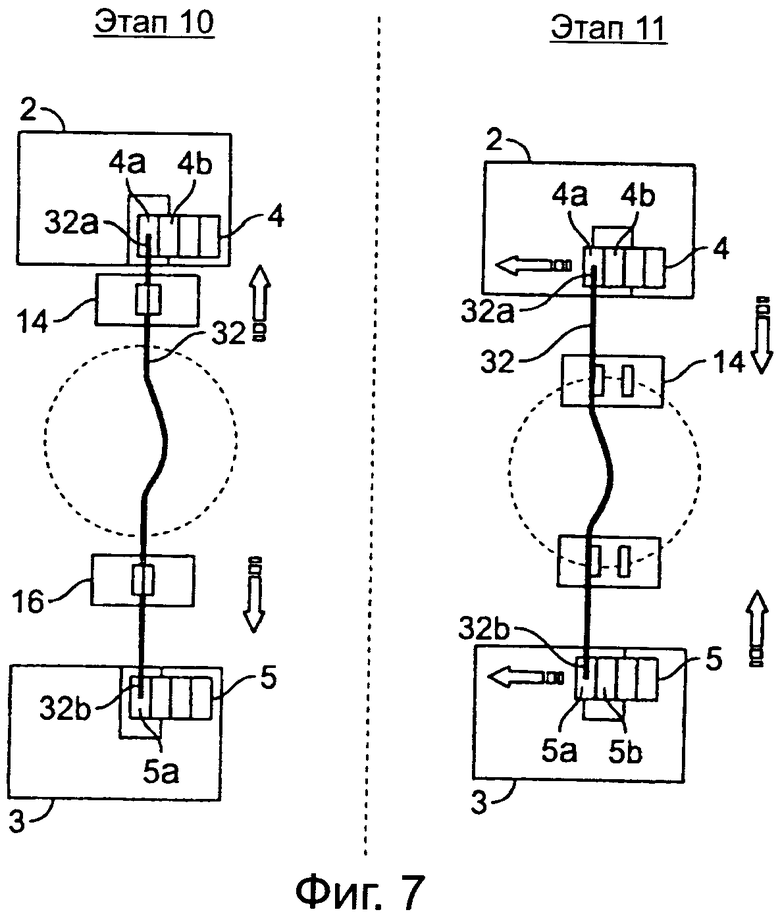
На фиг.7 иллюстрируется соединение двух концов кабеля 32 с соединителями 4, 5 в соединительном механизме 2, 3 для получения того, что известно как штепсельное соединение.
На десятом этапе соединители 4, 5 размещают в соединительном механизме 2, 3 так, чтобы их первые приемные ячейки 4а, 5а лежали против концов кабеля 32. Захватные рычаги 14, 16 перемещают в направлении соединительного механизма 2, 3 так, чтобы концы 32а, 32b кабеля вводились в соединители 4, 5. Концы 32а, 32b кабеля соединяют с соединителями 4, 5 на этапе, не показанном на фиг.7.
На одиннадцатом этапе захватные рычаги 14, 16 вращающегося захватного устройства 6 открывают для освобождения кабеля 32 и перемещают назад в исходное положение для приема другого кабеля 32. Соединители 4, 5 смещают в соединительном механизме 2, 3 перпендикулярно протяженности кабеля 32 так, чтобы на следующем этапе концы кабеля 32 размещались против двух приемных ячеек 4b и 5b. В этом случае, соответственно, противоположные положения ячеек соединителей 4, 5 соединяются кабелем 32.
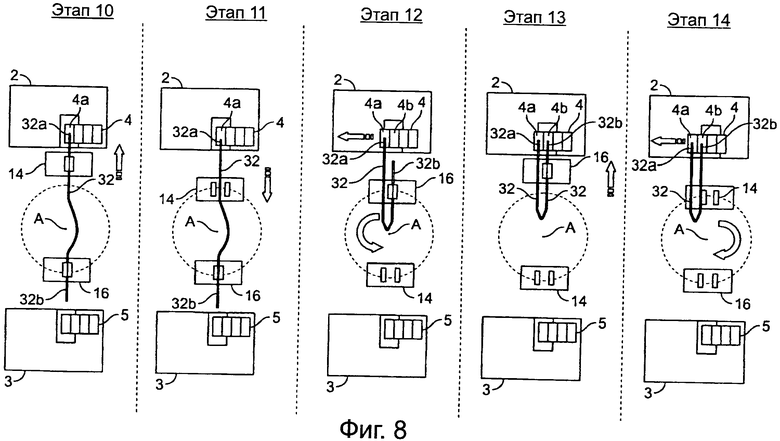
Способ, иллюстрируемый на фиг.8, следует от девятого этапа, показанного на фиг.6, и представляет способ получения мостикового соединения.
На десятом этапе только первый захватный рычаг 14 смещают в направлении первого соединительного механизма 2 так, чтобы первый конец 32а кабеля 32 вводился в первую приемную ячейку 4а первого соединителя 4 и соединялся с ним.
Второй захватный рычаг 16 остается в его исходном положении.
На одиннадцатом этапе первый захватный рычаг 14 освобождают и перемещают в его исходное положение, тогда как второй захватный рычаг 16 остается закрытым.
На двенадцатом этапе захватные рычаги 14, 16 вместе выполняют поворот на 180 градусов вокруг оси А, лежащей между ними, так, чтобы в известном смысле обмениваться положениями. Одновременно первый соединитель 4 смещают в плоскости, перпендикулярной кабелю 32, посредством первого соединительного механизма 2 так, чтобы второй кабельный конец 32b кабеля 32 размещался против второго приемной ячейки 4b первого соединителя 4.
На тринадцатом этапе второй захватный рычаг 16 перемещают по направлению к первому соединительному механизму 2 так, чтобы второй кабельный конец 32b кабеля 32 вводился во вторую приемной ячейку 4b первого соединителя 4. Второй кабельный конец 32b кабеля 32 соединяют со второй приемной ячейкой 4b первого соединительного механизма 2 для создания мостикового соединения на первом соединителе 4.
На четырнадцатом этапе второй захватный рычаг 16 открывают и два захвата поворачивают снова на 180 градусов вокруг общей оси А для возобновления исходного положения.
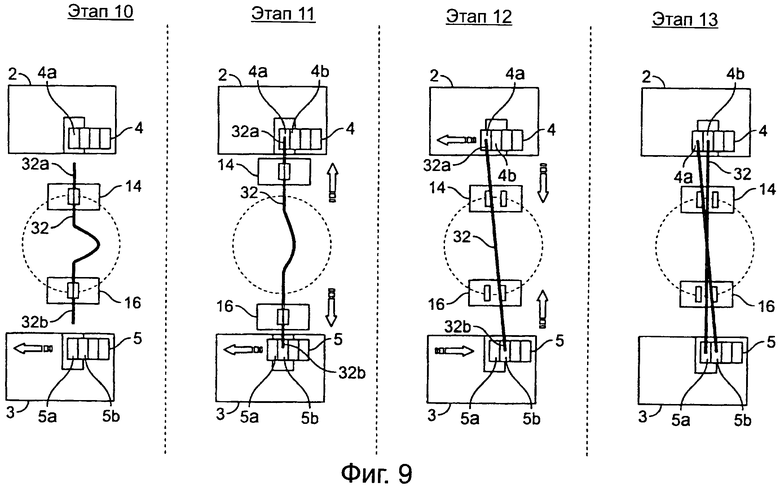
Способ получения перекрестных соединений, иллюстрируемый на фиг.9, аналогичным образом следует от девятого этапа, показанного на фиг.6, и показывает способ перекрестного соединения.
На десятом этапе второй соединитель 5 перемещают влево посредством второго соединительного механизма 3 так, чтобы второй кабельный конец 32b размещался против второй приемной ячейки 5b второго соединителя 5.
На одиннадцатом этапе каждый из захватных рычагов 14, 16 перемещают в направлении соединительного механизма 2, 3 так, чтобы первый кабельный конец 32а вводился в первую приемную ячейку 4а первого соединителя 4, а второй кабельный конец 32b вводился во вторую приемную ячейку 5b второго соединителя 5. После этого первый кабельный конец 32а соединяют с первой приемной ячейкой 4а первого соединителя 4, а второй кабельный конец 32b соединяют со второй приемной ячейкой 5b второго соединителя 5.
На двенадцатом этапе захватные рычаги 14, 16 вращающегося захватного устройства 6 открывают так, чтобы освободить кабель 32, и перемещают в исходное положение.
Первый соединитель 4 перемещают влево посредством первого соединительного механизма 2 так, чтобы вторая приемная ячейка 4b первого соединителя 4 размещалась перед первым захватным рычагом 14. Второй соединитель 5 перемещают вправо посредством второго соединительного механизма 3 так, чтобы первая приемная ячейка 5а второго соединителя помещалась перед вторым захватным рычагом 16.
Следующий чертеж для тринадцатого этапа иллюстрирует состояние после того, как второй кабель 32 был соединен между второй приемной ячейкой 4b первого соединителя и первой приемной ячейкой 5а второго соединителя 5 так, чтобы был получен кабельный жгут с перекрестными соединениями.
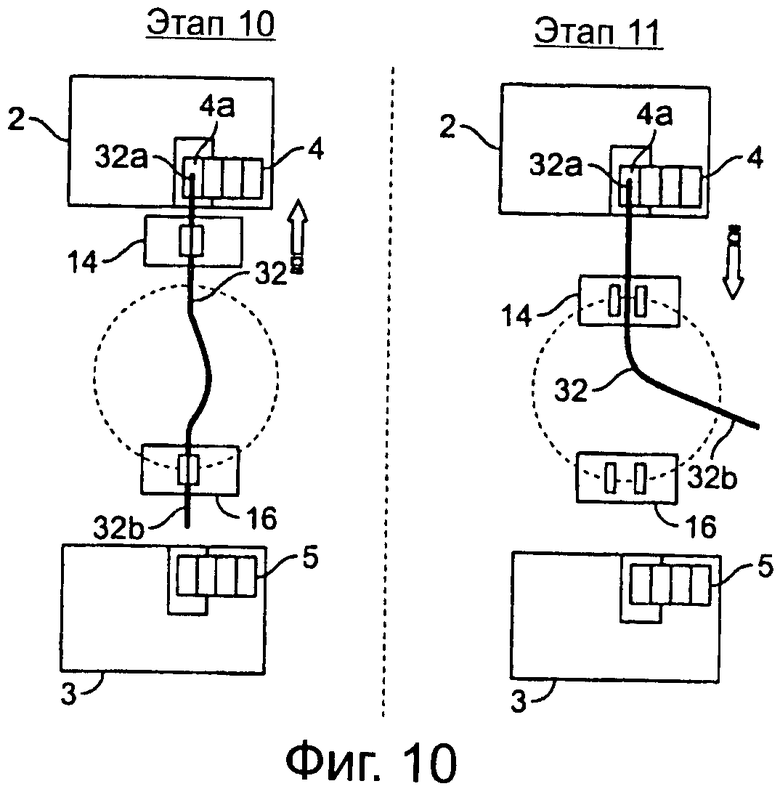
Способ, иллюстрируемый на фиг.10, аналогичным образом следует от девятого этапа, показанного на фиг.6, и представляет способ получения кабельного жгута со свободным концом.
Кабельный жгут этого типа может быть получен с короткими длинами кабеля менее 60 мм, предпочтительно менее 50 мм.
На десятом этапе первый захватный рычаг 14 перемещают в направлении первого соединительного механизма 2 так, чтобы первый кабельный конец 32а вводился в первую приемную ячейку 4а первого соединителя 4 и крепился там. Второй захватный рычаг 16 остается в его исходном положении.
На одиннадцатом этапе захватные рычаги 14 и 16 открывают так, чтобы освободить кабель 32. В частности, второй захватный рычаг 16 освобождает второй кабельный конец 32b кабеля 32.
Путем смещения соединителя 4 посредством соединительного механизма 2 и повторения этапов 10 и 11 получают кабельный жгут с соединителем 4 и кабельными концами 32b.
Кабельный жгут этого типа может быть альтернативно также получен при использовании второго соединительного механизма 3.
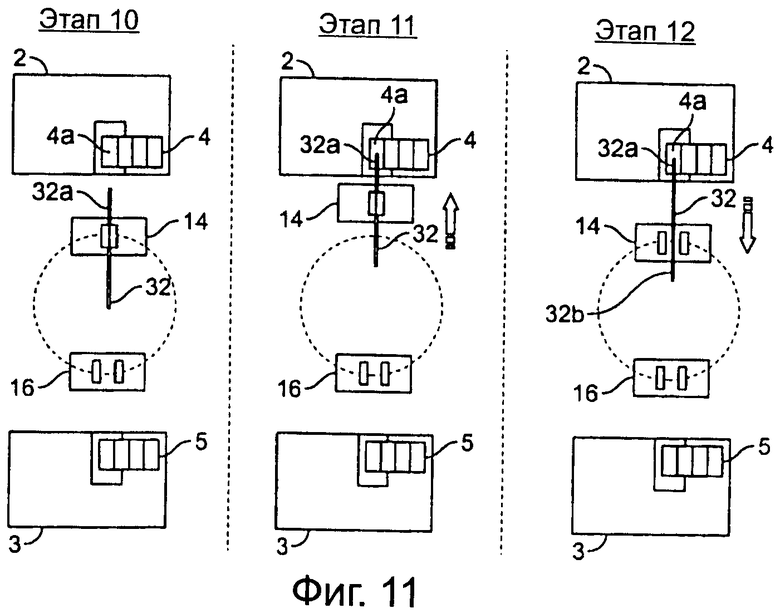
Способ, иллюстрируемый на фиг.11, аналогичным образом следует от девятого этапа, показанного на фиг.6, и представляет способ крепления короткого кабеля со свободным концом.
На десятом этапе короткий кабель 32 удерживают только посредством первого захватного рычага 14. Первую приемную ячейку 4а первого соединителя 4 размещают против первого кабельного конца 32а короткого кабеля 32.
На одиннадцатом этапе первый захватный механизм 14 перемещают в направлении первого соединительного механизма 2 так, чтобы первый кабельный конец 32а вводился в первую приемную ячейку 4а первого соединителя 4, и закреплялся там.
На двенадцатом этапе первый захватный рычаг 14 открывают и перемещают в исходное положение. В частности, второй кабельный конец 32b короткого кабеля 32 освобождают.
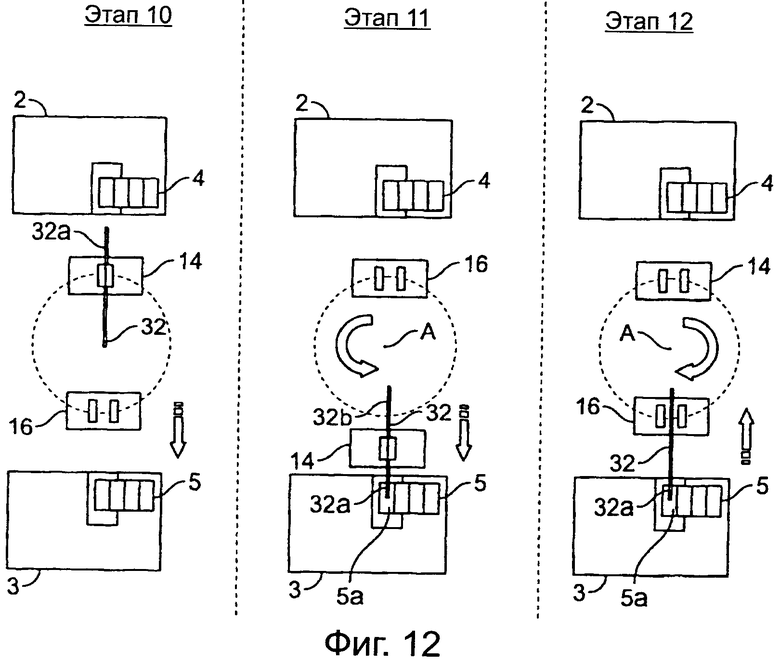
На фиг.12 иллюстрируется альтернативный способ, который аналогичным образом следует от девятого этапа, показанного на фиг.6, соединения короткого кабеля 32 со свободным концом.
На десятом этапе короткий кабель 32 удерживают только посредством первого захватного рычага 14.
На одиннадцатом этапе первый и второй захватные рычаги 14, 16 поворачиваются вместе на 180 градусов вокруг оси А, лежащей между ними, для обмена ячейками. Первый кабельный конец 32а, таким образом, помещается против первой приемной ячейки 5а второго соединителя 5 во втором соединительном механизме 3. Первый захватный рычаг 14 перемещают в направлении второго соединительного механизма 3 так, чтобы первый кабельный конец 32а вводился в первую приемную ячейку 5а второго соединителя 5 и соединялся там.
На двенадцатом этапе открывают первый захватный рычаг 14. В частности, освобождают второй кабельный конец 32b кабеля 32. Первый и второй захватные рычаги 14, 16 поворачивают назад вокруг их общей оси А в исходное положение.
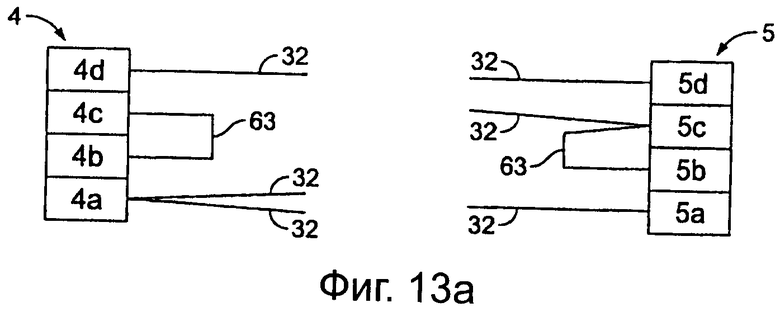
На фиг.13 иллюстрируются три разных примера кабельных жгутов.
На фиг.13а иллюстрируются кабельные жгуты с односторонним контактом, то есть со свободными концами и мостиками. Первый соединитель 4 на левой стороне содержит мост 63 между приемными ячейками 4b и 4с. Два кабеля 32 со свободными концами закреплены в первой приемной ячейке 4а кабель 32 со свободным концом закреплен в приемной ячейке 4d.
Второй соединитель 5, показанный на правой стороне, содержит кабель 32 со свободным концом в каждой из приемных ячеек 5а, 5с и 5d. Помимо всего прочего мост 63 образован между приемными ячейками 5b и 5с.
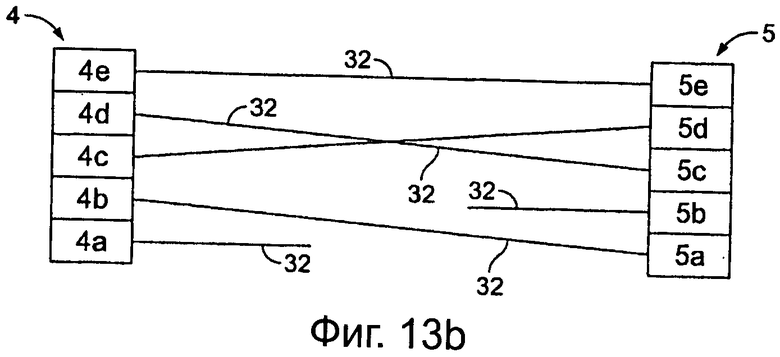
Кабельный жгут, иллюстрируемый на фиг.13b, содержит штепсельное соединение между приемными ячейками 4е и 5е. Приемные ячейки 4с и 5d, а также 4d и 5с соединены одно с другим перекрестным соединением. Вторая приемная ячейка 4b соединена с приемной ячейкой 5а.
Каждая из приемных ячеек 4а и 5b содержит кабель 32 со свободным концом.
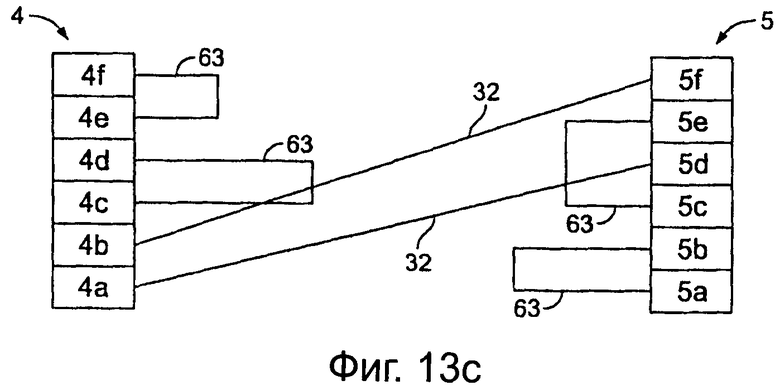
На фиг.13с иллюстрируется кабельный жгут с двусторонним контактом и мостиковыми соединениями.
Первая приемная ячейка 4а соединена с приемной ячейкой 5d посредством кабеля 32. Вторая приемная ячейка 4b соединена с приемной ячейкой 5f посредством кабеля 32. Первый соединитель 4 дополнительно содержит мостиковое соединение в каждом случае между приемными ячейками 4с и 4d и между приемными ячейками 4е и 4f. Второй соединитель 5 содержит мостиковое соединение между приемными ячейками 5а и 5b и мостиковое соединение между приемными ячейками 5с и 5е.
Особенности, варианты осуществления и преимущества, которые были описаны в отношении машины для получения жгутов для производства кабельных жгутов, также могут быть реализованы с помощью этапов способа, использующего машину для получения жгутов, соответствующую настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА СОСТЫКОВАННЫХ КАБЕЛЕЙ ЭЛЕКТРОПЕРЕДАЧИ | 2007 |
|
RU2372697C1 |
| СТЕНД ДЛЯ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ ЖГУТОВ | 2014 |
|
RU2660940C2 |
| Стенд для проверки кабельных жгутов | 2021 |
|
RU2772688C1 |
| СПОСОБ И ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРОВЕРКИ КАБЕЛЬНОГО ЖГУТА | 2017 |
|
RU2733332C1 |
| КАБЕЛЬНЫЙ ХОМУТ | 2002 |
|
RU2289055C2 |
| УСТРОЙСТВО ЗАХВАТА ДЛЯ ОПТИЧЕСКОГО КАБЕЛЯ С ВОЛОКОННООПТИЧЕСКИМИ ЛЕНТАМИ | 1991 |
|
RU2072541C1 |
| ПРИЕМНОЕ УСТРОЙСТВО И ЖГУТ КАБЕЛЕЙ | 2017 |
|
RU2698798C1 |
| СИСТЕМА ПУСКА РАКЕТ И ВСПОМОГАТЕЛЬНАЯ АППАРАТУРА | 2011 |
|
RU2551047C2 |
| ИЗОЛЯТОР ДЛЯ ГЕРМЕТИЧНОЙ ОБОЛОЧКИ СОЕДИНИТЕЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2009 |
|
RU2525297C2 |
| КАБЕЛЬНЫЙ КОММУНИКАЦИОННЫЙ КАНАЛ И СИСТЕМА ТЕЛЕМЕТРИИ ДЛЯ БУРИЛЬНОЙ КОЛОННЫ И СПОСОБ БУРЕНИЯ СКВАЖИН (ВАРИАНТЫ) | 2004 |
|
RU2384702C2 |
Изобретение относится к машине для получения жгутов. Машина содержит, по меньшей мере, два приемных устройства (7, 9) для приема каждым, по меньшей мере, одного соединительного механизма (2, 3), которые предусмотрены для соединения, по меньшей мере, одной концевой части, по меньшей мере, одного соединителя (4, 5); по меньшей мере, одно вращающееся захватное устройство (6), которое размещено в неподвижном положении между приемными устройствами (7, 9) и сконструировано для направления, по меньшей мере, одной концевой части, по меньшей мере, одного кабеля, по меньшей мере, к одному соединительному механизму (2, 3); по меньшей мере, одно устройство (10) для подготовки кабеля, предназначенное для подготовки, по меньшей мере, одного кабеля для образования кабельной петли; и, по меньшей мере, один транспортер (8) кабеля, который предназначен для приема кабеля из устройства (10) для подготовки кабеля и для транспортировки указанного к вращающемуся захватному устройству (6), содержащему, по меньшей мере, один захватный рычаг, который имеет возможность вращения в плоскости, которая лежит параллельно концевой части кабеля. Способ получения кабельных жгутов осуществляется с использованием охарактеризованной выше машины для получения жгутов. Машина позволяет обеспечить получение кабелей особенно короткой длины. 2 н. и 13 з.п. ф-лы, 15 ил.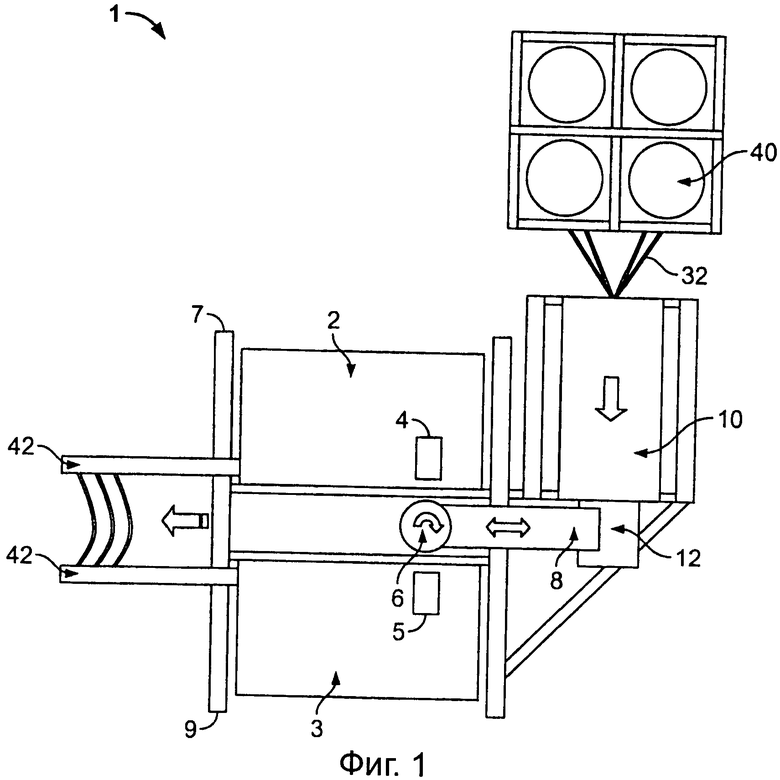
1. Машина (1) для получения жгутов, содержащая, по меньшей мере, два приемных устройства (7, 9) для приема каждым, по меньшей мере, одного соединительного механизма (2, 3), причем соединительный механизм (2, 3) в каждом случае предусмотрен для соединения, по меньшей мере, одной концевой части, по меньшей мере, одного соединителя (4, 5); по меньшей мере, одно вращающееся захватное устройство (6), содержащее, по меньшей мере, один захватный рычаг (14, 16), который поддается вращению в плоскости, которая лежит параллельно концевой части кабеля, причем вращающееся захватное устройство (6) размещено в неподвижном положении между приемными устройствами (7, 9) и сконструировано для направления, по меньшей мере, одной концевой части, по меньшей мере, одного кабеля, по меньшей мере, к одному соединительному механизму (2, 3); по меньшей мере, одно устройство (10) для подготовки кабеля, предназначенное для подготовки, по меньшей мере, одного кабеля для образования кабельной петли; и, по меньшей мере, один транспортер (8) кабеля, который сконструирован для приема, по меньшей мере, одного кабеля из устройства (10) для подготовки кабеля и для транспортировки указанного, по меньшей мере, одного кабеля к вращающемуся захватному устройству (6).
2. Машина для получения жгутов по п.1, в которой расстояние между приемными устройствами (7, 9) составляет менее 150 мм, а предпочтительно менее 140 мм.
3. Машина для получения жгутов по любому одному из предшествующих пунктов, которая сконструирована для производства разъемных соединений, в частности для производства соединений коннекторов баз данных в Интернете.
4. Машина для получения жгутов по п.1 или 2, в которой соединительный механизм (2, 3) сконструирован для перемещения соединителя (4, 5) в плоскости, которая перпендикулярна концевой части кабеля, так что концевая часть кабеля может факультативно размещаться перед одной или более приемных ячеек соединителя.
5. Машина для получения жгутов по п.1 или 2, в которой вращающееся захватное устройство (6) содержит, по меньшей мере, один захватный рычаг (14, 16), который является подвижным в направлении, перпендикулярном концевой части кабеля, и/или параллельно концевой части кабеля в направлении одного из соединителей (4, 5).
6. Машина для получения жгутов по п.5, в которой, по меньшей мере, один захватный рычаг (14, 16) содержит, по меньшей мере, один рабочий орган (18, 20) и является подвижным через посредство приведения в действие рабочего органа (18, 20) посредством одного из соединительных механизмов (2, 3).
7. Машина для получения жгутов по п.1 или 2, в которой транспортер (8) кабеля содержит, по меньшей мере, один захват (22) транспортера кабеля, который является подвижным между устройством (10) для подготовки кабеля и вращающимся захватным устройством (6), причем захват (22) транспортера кабеля является подвижным, в частности, по прямой линии, в котором транспортер (8) кабеля содержит, по меньшей мере, два захвата (22) транспортера кабеля, причем расстояние между двумя захватами (22) транспортера кабеля больше ширины захватного рычага (14, 16) вращающегося захватного устройства (6).
8. Машина для получения жгутов по п.1 или 2, в которой устройство (10) для подготовки кабеля содержит, по меньшей мере, одно устройство (12) для повива петли, предназначенное для отмеривания требуемой длины кабеля, в котором устройство для повива петли содержит неподвижный захват (26) и подвижный захват (28) для захвата кабеля, причем петля кабеля образуется благодаря движению подвижного захвата (28) относительно неподвижного захвата (26).
9. Машина для получения жгутов по п.1 или 2, которая сконструирована так, чтобы направление и соединение, по меньшей мере, одной концевой части первого кабеля (32) может быть выполнено одновременно с транспортировкой второго кабеля (32) и параллельно с подготовкой третьего кабеля (32).
10. Способ получения кабельных жгутов, использующий машину для получения жгутов по п.1, предусматривающий подготовку кабеля, по меньшей мере, посредством одного устройства (10) для подготовки кабеля; транспортирование кабеля, по меньшей мере, к одному вращающемуся захватному устройству (6), по меньшей мере, посредством одного транспортера (8) кабеля; направление, по меньшей мере, одной концевой части кабеля (32), по меньшей мере, к одному соединительному механизму (2, 3) с вращающимся захватным устройством (6); и соединение, по меньшей мере, одной концевой части кабеля (32) с первой приемной ячейкой первого соединителя (4, 5), посредством подвода, по меньшей мере, одного захватного рычага с концевой частью кабеля в плоскости, параллельной концевой части кабеля, по меньшей мере, к одному соединительному механизму (2, 3).
11. Способ по п.10, дополнительно предусматривающий соединение второй концевой части кабеля (32) с приемной ячейкой второго соединителя (4, 5).
12. Способ по п.11, предусматривающий вращение вращающегося захватного устройства (6) перед соединением второй концевой части кабеля (32).
13. Способ по п.12, в котором вращающееся захватное устройство (6) поворачивают на угол 180°.
14. Способ по п.11, предусматривающий смещение соединителя (4, 5) в направлении, перпендикулярном концевой части кабеля (32) перед соединением второй концевой части кабеля (32).
15. Способ по п.10 или 11, в котором этап направления и соединения, по меньшей мере, одной концевой части первого кабеля (32) выполняют параллельно с этапом транспортирования второго кабеля (32) и параллельно с этапом подготовки третьего кабеля (32).
| US 5159749 A, 03.11.1992 | |||
| УНИВЕРСАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МОНТАЖА ТОКОПРОВОДЯЩИХ ЖИЛ МНОГОПАРНЫХ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ СВЯЗИ СОЕДИНИТЕЛЯМИ | 2002 |
|
RU2231186C2 |
| Устройство для соединения и оконцевания жил проводов и кабелей | 1989 |
|
SU1693673A1 |
| Устройство для определения времении ВЕличиНы МАКСиМуМА АНАлОгОВОгОСигНАлА | 1979 |
|
SU813271A1 |
| US 4310967 A, 19.01.1982 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Паккер для изоляции нефтяных скважин | 1945 |
|
SU66391A1 |

