Уровень техники
Композитные провода обычно включают в себя матричные материалы, армированные практически непрерывными проходящими в продольном направлении волокнами. Примеры композитных проводов включают в себя металлический или полимерный матричный материал, армированный волокнами (например, угольными или керамическими волокнами). Использование некоторых композитных проводов в подвесных кабелях электропередачи представляет особый интерес. Многие варианты осуществления таких проводов могут обеспечить передачу большей мощности, нежели традиционные кабели передачи, и благодаря этому позволяют увеличить пропускную способность передачи мощности существующими инфраструктурами электропередачи.
Во время установки кабель передачи поставляется, как правило, на подающей катушке и стягивается с этой катушки по группе шкивов, висящих на мачтах подвески. При стягивании или ином натяжении кабеля по этим шкивам принимаются меры, чтобы избежать изгибания кабеля по радиусу меньше минимального радиуса изгиба, т.к. чрезмерное натяжение при изгибании кабеля может приводить, например, к порче кабельной сердцевины. В общем, величина допускаемого изгиба уменьшается по мере увеличения натяжения кабеля. Однако минимальная прочность на изгиб кабелей передачи, включающих в себя композитные провода, как правило, выше, чем для традиционных кабелей передачи, не использующих композитные провода.
Помимо этого, кабель электропередачи не бывает бесконечной длины и, стало быть, ряд кабелей электропередачи периодически соединяется один за другим (т.е. сращивается), чтобы обеспечить достаточно длинный пролет кабеля. Желательно, чтобы соединители в установленных кабелях электропередачи были соединителями полного натяжения. Далее, желательно соединять концы цепочки кабелей соединителями полного натяжения до протягивания кабеля передачи по шкивным узлам.
Соединители, используемые для традиционных кабелей электропередачи со стальными сердечниками, обычно представляют собой жесткие соединители сжатия, образованные из алюминия и стальной трубки. Жесткость таких соединителей сжатия предохраняет эти соединители при протягивания по шкивам от высокой степени риска любого постоянного изгиба, деформирования или иного вызывающего сдавливание повреждения в самом соединителе, или риска повреждения состыкованного кабеля, например, там, где он переходит в жесткий соединитель. В частности, на концах жесткого соединителя образуются «зоны защемления» или другие точки с малым радиусом изгиба, повышая тем самым риск повреждения кабеля передачи.
Для того чтобы снизить такие эффекты, иногда поверх этих жестких соединителей размещают оболочку соединителя, образованную из алюминиевой трубки с резиновыми втулками на каждом конце этой трубки, чтобы способствовать снижению повреждения жесткого соединителя и состыкованного кабеля со стальным сердечником. Однако эта технология редко используется с кабелями со стальным сердечником вследствие остающегося риска повреждения.
Для соединения кабелей из композитных проводов использованы более гибкие соединители полного натяжения, такие как соединители типа профилированных проводов. Однако ранее не были найдены и не применялись способы протягивания таких гибких соединителей полного натяжения по шкивным узлам. В частности, вместо протягивания по шкивам гибкого соединителя полного натяжения по этим шкивам протягивают несостыкованный кабель, а затем его стыкуют. Применяют и другие способы соединения кабелей из композитных проводов во время установки, такие как использование временных захватов из проволочной сетки, описываемых также как чулочные соединители, чтобы обеспечить временное механическое соединение между кусками кабеля электропередачи, пока этот кабель передачи натягивают по шкивным узлам.
Образованные с помощью этих захватов из проволочной сетки соединения имеют относительно низкую прочность по сравнению с номинальной прочностью на разрыв самого кабеля и не обеспечивают никакого электрического соединения. Помимо того, даже с этим типом соединения с захватом из проволочной сетки имеются пределы на угол, натяжение и диаметр шкива, при которых соединение с захватом из проволочной сетки и соединенные куски кабеля можно эффективно протаскивать в положение по шкивным узлам. Например, во время установки возможно повреждение кабеля на концах захвата из проволочной сетки.
После размещения кабеля передачи по шкивам захваты из проволочной сетки обычно заменяют постоянными соединителями полного натяжения, используемыми для соединения кусков кабеля. Однако последующая установка соединителей вслед за размещением кабеля передачи может быть проблематичной, например, когда монтажник не имеет необходимого доступа в полевых условиях, требуемого для установки соединителя в промежутке между кусками кабеля.
Сущность изобретения
Один объект описанного здесь изобретения обеспечивает способ установки кабеля электропередачи. В одном варианте осуществления согласно изобретению способ установки кабеля электропередачи включает в себя этап, на котором обеспечивают первый кабель, включающий в себя по меньшей мере один композитный провод. Этот первый кабель имеет первый конец и второй конец. Обеспечивают также второй кабель. Этот второй кабель включает в себя по меньшей мере один композитный провод. Второй кабель также имеет первый конец и второй конец. Каждый из композитных проводов первого и второго кабелей включает в себя множество практически непрерывных проходящих в продольном направлении волокон в матричном материале. Второй конец первого кабеля соединяют с первым концом второго кабеля с помощью гибкого соединителя полного натяжения. Первый конец первого кабеля направляют по первому шкивному узлу ко второму концу первого кабеля.
В другом варианте осуществления согласно изобретению способ установки кабеля электропередачи включает в себя этап, на котором обеспечивают кабель электропередачи, проходящий от первого конца ко второму концу. Кабель включает в себя гибкий соединитель полного натяжения между первым концом и вторым концом. Кабель электропередачи включает в себя по меньшей мере один жгут из практически непрерывных расположенных в продольном направлении волокон в матрице. Помимо этого, гибкий соединитель полного натяжения протягивают по первому шкивному узлу.
Заявители неожиданно обнаружили возможность посредством шкивного узла устанавливать кабель электропередачи с гибким соединителем полного натяжения, причем кабель включает в себя по меньшей мере один жгут из практически непрерывных расположенных в продольном направлении волокон в матрице без значительного повреждения в кабеле и соединителе.
Краткое описание чертежей
Настоящее изобретение будет далее описано со ссылкой на сопровождающие чертежи, на которых одинаковые ссылочные позиции относятся к сходным частям на нескольких видах, и где:
Фиг.1 является условным видом способа установки кабеля электропередачи согласно одному примерному варианту осуществления изобретения.
Фиг.2А-2С иллюстрируют примерный гибкий соединитель полного натяжения на виде спереди.
Фиг.3 и 4 являются условными поперечными сечениями двух примерных вариантов осуществления подвесных кабелей электропередачи с сердечниками из композитных проводов.
Фиг.5 является видом с торца примерного варианта осуществления скрученного кабеля с поддерживающими средствами вокруг множества кабельных жил.
Фиг.6 является видом с торца примерного варианта осуществления скрученного кабеля электропередачи.
Фиг.7 является условным видом примерного ультразвукового пропитывающего устройства, используемого для пропитки волокон расплавленными металлами в соответствии с настоящим изобретением.
Фиг.8, 8А и 8В являются условными видами примерного скручивающего устройства, используемого для изготовления кабеля, в соответствии с настоящим изобретением.
Фиг.9 является условным видом примерного тестового устройства для тестирования соединителей, натянутых на тестовый шкив, в соответствии с настоящим изобретением.
Подробное описание
В нижеследующем подробном описании делается ссылка на сопровождающие чертежи, которые образуют его часть и на которых посредством иллюстрации показаны конкретные варианты осуществления, в которых может осуществляться изобретение. В этом отношении связанная с направлениями терминология, такая как «верх», «низ», «перед», «зад», «ведущий», «ведомый» и т.п., используется со ссылкой на ориентацию на описываемом(-ых) чертеже(-ах). Поскольку компоненты в вариантах осуществления настоящего изобретения могут располагаться в нескольких различных ориентациях, связанная с направлениями терминология используется для целей иллюстрации и ни в коем случае не ограничения. Следует понимать, что можно использовать и другие варианты осуществления, и конструктивные или логические изменения можно делать без отхода от объема настоящего изобретения. Поэтому нижеследующее подробное описание не следует принимать в ограничивающем смысле, а объем настоящего изобретения определяется приложенной формулой изобретения.
На фиг.1 показана примерная система 10 установки кабеля для подвешивания кабеля 12 передачи в виде надземной подвески. Система 10 включает в себя натяжной механизм 14 для подачи кабеля 12 передачи под натяжением, первый шкивный узел 16, поддерживаемый первой стойкой 18 подвески, второй шкивной узел 20, поддерживаемый второй стойкой 22 подвески, и тяговое устройство 24 для вытягивания кабеля 12 передачи из натяжного механизма 14 и по первому, и второму шкивным узлам 16, 20. Хотя показаны только два шкивных узла, следует понимать, что система 10 опционально включает в себя любое желательное число дополнительных шкивных узлов, поддерживаемых соответствующими стойками подвески или иными подходящими конструкциями.
В одном примерном варианте осуществления кабель 12 передачи включает в себя первый кабель 26, второй кабель 28 и третий кабель 30. Кабель 12 передачи включает в себя также первый соединитель 32, соединяющий первый и второй кабели 26, 28, и второй соединитель 34, соединяющий второй и третий кабели 28, 30. Первый кабель 26 проходит от ведущего конца 36, поддерживаемого тяговым устройством 24, до ведомого конца 38, частично размещенного в первом соединителе 32. Второй кабель 28 проходит от ведущего конца 40, частично размещенного в первом соединителе 32, до ведомого конца 42, частично размещенного во втором соединителе 34. Третий кабель 30 аналогично проходит от ведущего конца 44, частично размещенного во втором соединителе 34, к ведомому концу 46, поддерживаемому натяжным механизмом 14. В одном примерном варианте осуществления каждый из первого, второго и третьего кабелей 26, 28, 30 имеет примерно 980 футов (примерно 300 метров) в длину, хотя предполагаются и другие размеры. В некоторых вариантах осуществления каждый из первого, второго и третьего кабелей 26, 28, 30 имеет в длину по меньшей мере 1000, 2000, 3000, 4000, 5000, 6000, 7000, 8000, 9000 или даже примерно 10000 футов.
Помимо этого, и как будет более подробно описано ниже со ссылкой на фиг.3-6, кабель передачи, в том числе каждый из первого, второго и третьего кабелей, включает в себя по меньшей мере один композитный провод, содержащий множество практически непрерывных проходящих в продольном направлении армированных волокон в матричном материале.
Как правило, часть сердечника (т.е. часть сердечника относительно всего кабеля, что выражается по отношению к поперечному сечению кабеля как часть площади сердечника ко всему кабелю) находится в пределах от примерно 5 до 30%. В некоторых вариантах осуществления часть сердечника относительно всего кабеля составляет по меньшей мере 2%, по меньшей мере 5%, 8%, 10%, 12%, 15%, 18%, 20%, 22%, 25%, 30%, 40%, 45%, 50% или даже 60%.
Типовые матричные материалы включают в себя металлические матричные материалы, такие как алюминий, титан, цинк, олово, магний и их сплавы (например, сплав алюминия и меди), и полимерные матричные материалы, такие как эпоксиды, сложные эфиры, виниловые эфиры, полиимиды, полиэфиры, цианатоэфиры, фенольные смолы, бис-малеимидные смолы и термопластики.
Примеры подходящих непрерывных (т.е. имеющих длину, которая относительно бесконечна по сравнению со средним диаметром волокна) волокон для изготовления композитных проводов включают в себя арамидные волокна, борные волокна, угольные волокна, керамические волокна, графитовые волокна, поли(р-фенилен-2,6-бензобисоксазол) волокна, вольфрамовые волокна и волокна из сплава с памятью формы (т.е. металлического сплава, который подвергается мартенситному превращению, так что этот металлический сплав является деформируемым за счет механизма скручивания ниже температуры превращения, причем такая деформация обратима, когда скрученная структура возвращается к исходной фазе при нагревании выше температуры превращения). Керамические волокна включают в себя стеклянные, карбидкремниевые и оксидно-керамические волокна. Как правило, керамические волокна представляют собой кристаллическую керамику (т.е. проявляющую видимую рентгенографическую порошковую дифракционную картину) и (или) смесь кристаллической керамики и стекла (т.е. волокно может содержать фазы как кристаллической керамики, так и стекла), хотя они могут быть и стеклянными. В некоторых вариантах осуществления волокно по меньшей мере на 50 (в некоторых вариантах осуществления по меньшей мере на 55, 60, 65, 70, 75, 80, 85, 90, 95, 96, 97, 98, 99 или даже 100) процентов по массе является кристаллическим. Примеры подходящих кристаллических волокон их оксидной керамики включают в себя жаростойкие волокна, такие как алюмооксидные волокна, алюмосиликатные волокна, алюмоборатные волокна, алюмоборосиликатные волокна, циркониевые кварцевые волокна и их комбинации.
В некоторых вариантах осуществления желательно, чтобы волокна содержали по меньшей мере 40 (в некоторых вариантах осуществления по меньшей мере 50, 60, 65, 70, 75, 80, 85, 90, 95, 96, 97, 98, 99 или даже 100) процентов по объему Аl2О3 на основе полного объема волокна. В некоторых вариантах осуществления желательно, чтобы волокна содержали в пределах от 40 до 70 (в некоторых вариантах осуществления в пределах от 55 до 70 или даже от 55 до 65) процентов по объему Аl2О3 на основе полного объема волокна.
Далее, типовые стеклянные волокна доступны, например, от компании Corning Glass, Корнинг, Нью-Йорк. Как правило, непрерывное стеклянное волокно имеет средний диаметр волокна в пределах от примерно 3 микрометров до примерно 19 микрометров. В некоторых вариантах осуществления стеклянные волокна имеют среднюю прочность на растяжение по меньшей мере 3 ГПа, 4 ГПа или даже по меньшей мере 5 ГПа. В некоторых вариантах осуществления стеклянные волокна имеют модуль в пределах от примерно 60 ГПа до 95 ГПа или даже от примерно 60 ГПа до примерно 90 ГПа.
Алюмооксидные волокна описаны, например, в патентах США №4.954.462 (на имя Wood et al.) и 5.185.299 (на имя Wood et al.). В некоторых вариантах осуществления алюмооксидные волокна являются поликристаллическими альфа-алюмооксидными волокнами и содержат на теоретической оксидной основе больше чем 99 процентов по массе Al2O3 и 0,2-0,5 процента по массе SiO2 на основе полной массы алюмооксидных волокон. В другом объекте некоторые желательные поликристаллические альфа-алюмооксидные волокна содержат альфа-окись алюминия со средним размером зерен меньше чем 1 микрометр (или даже в некоторых вариантах осуществления меньше чем 0,5 микрометра). В другом объекте в некоторых вариантах осуществления поликристаллические альфа-алюмооксидные волокна имеют среднюю прочность на растяжение по меньшей мере 1,6 ГПа (в некоторых вариантах осуществления по меньшей мере 2,1 ГПа или даже по меньшей мере 2,8 ГПа), как определено согласно тесту на прочность растяжения, описанному в патенте США №6.460.597 (на имя McCullough et al.). Типовые альфа-алюмооксидные волокна продаются под торговым обозначением «NEXTEL 610» компанией 3М, Сент-Поль, Миннесота.
Алюмосиликатные волокна описаны, например, в патенте США №4.047.965 (на имя Karst et al.). Типовые алюмосиликатные волокна продаются под торговым обозначением «NEXTEL 440», «NEXTEL 550» и «NEXTEL 720» компанией 3М, Сент-Поль, Миннесота.
Алюмоборатные и алюмоборосиликатные волокна описаны, например, в патенте США №3.795.524 (на имя Sowman). Типовые алюмоборосиликатные волокна продаются под торговым обозначением «NEXTEL 312» компанией 3М, Сент-Поль, Миннесота.
Циркониевые кварцевые волокна описаны, например, в патенте США №3.709.706 (на имя Sowman).
Как правило, непрерывные керамические волокна имеют средний диаметр волокна по меньшей мере 5 микрометров, чаще в пределах от примерно 5 микрометров до примерно 20 микрометров, а в некоторых вариантах осуществления в пределах от примерно 5 микрометров до примерно 15 микрометров.
Как правило, керамические волокна собраны в жгуты. Жгуты известны в волоконной технике и включают в себя, как правило, множество (отдельных) в общем нескрученных волокон (обычно по меньшей мере 100 волокон, чаще по меньшей мере 400 волокон). В некоторых вариантах осуществления жгуты содержат по меньшей мере 780 отдельных волокон на жгут, а в некоторых случаях по меньшей мере 2000 отдельных волокон на жгут или по меньшей мере 5200 отдельных волокон на жгут. Жгуты из разных керамических волокон доступны во множестве длин, в том числе 300 метров, 500 метров, 750 метров, 1000 метров, 1500 метров и длиннее. Волокна могут иметь форму в поперечном сечении, которая является круглой, эллиптической или искривленной.
Типовые боратные волокна доступны на рынке, например, от компании Textron Specialty Fibers, Inc., из Ловелла, Массачусетс. Как правило, такие волокна имеют длину порядка примерно 50 метров и могут даже иметь длину порядка километров или более. Как правило, непрерывные боратные волокна имеют средний диаметр волокна в пределах от примерно 80 микрометров до примерно 200 микрометров. Чаще средний диаметр волокна не больше чем 150 микрометров, еще чаще в пределах от 95 микрометров до 145 микрометров. В некоторых вариантах осуществления боратные волокна имеют среднюю прочность на растяжение по меньшей мере 3 ГПа и (или) даже по меньшей мере 3,5 ГПа. В некоторых вариантах осуществления боратные волокна имеют модуль в пределах от примерно 350 ГПа до примерно 450 ГПа или даже в пределах от примерно 350 ГПа до примерно 400 ГПа.
Далее, типовые карбидкремниевые волокна продаются компанией COI Ceramics из Сан-Диего, Калифорния, под торговым обозначением «NICALON» в жгутах из 500 волокон, от Ube Industries из Японии под торговым обозначением «TYRANNO» и от Dow Coming из Мидленда, Мичиган, под торговым обозначением «SYLRAMIC».
Типовые карбидкремниевые индивидуальные волокна продаются, например, компанией Specialty Materials, Inc., Ловелл, Массачусетс, под торговым обозначением «SCS-9», «SCS-6» и «Ultra-SCS».
Угольные волокна доступны, например, от компании Amoco Chemicals из Альфаретта, Джорджия, под торговым обозначением «THORNEL CARBON» в жгутах из 2000, 4000, 5000 и 12000 волокон, от Hexcel Corporation из Стамфорда, Коннектикут, от Grafil Inc. из Сакраменто, Калифорния (филиал Mitsubishi Rayon Co.) под торговым обозначением «PYROFIL», от Toray из Токио, Япония, под торговым обозначением «TORAYACA», от Toho Rayon of Japan, Ltd., под торговым обозначением «BESFIGHT», от Zoltek Corporation из Сент-Луиса, Миссури, под торговым обозначением «PANEX» и «PYRON» и от Inco Special Products из Уайкофф, Нью-Джерси (угольные волокна с никелевым покрытием), под торговым обозначением «12К20» и «12К50». Как правило, непрерывные угольные волокна имеют средний диаметр волокна в пределах от примерно 4 микрометров до примерно 12 микрометров, от примерно 4,5 микрометров до примерно 12 микрометров или даже от примерно 5 микрометров до примерно 10 микрометров.
Типовые графитовые волокна продаются, например, компанией ВР Amoco из Альфаретта, Джорджия, под торговым обозначением «Т-300» в жгутах из 1000, 3000 и 6000 волокон. Как правило, такие волокна имеют длину порядка по меньшей мере 50 метров и могут даже иметь длину порядка километра или более. Как правило, непрерывные графитовые волокна имеют средний диаметр волокна в пределах от примерно 4 микрометров до примерно 12 микрометров, от примерно 4,5 микрометров до примерно 12 микрометров или даже от примерно 5 микрометров до примерно 12 микрометров. В некоторых вариантах осуществления графитовые волокна имеют среднюю прочность на растяжение по меньшей мере 1,5, 2, 3 ГПа или даже по меньшей мере 4 ГПа. В некоторых вариантах осуществления графитовые волокна имеют модуль в пределах от примерно 200 ГПа до примерно 1200 ГПа или даже от примерно 200 ГПа до примерно 1000 ГПа.
Типовые вольфрамовые волокна доступны, например, от California Fine Wire Company, Гровер Бич, Калифорния. Как правило, такие волокна имеют длину порядка по меньшей мере 50 метров и могут даже иметь длину порядка километров или более. Как правило, непрерывные вольфрамовые волокна имеют средний диаметр волокна в пределах от примерно 100 микрометров до примерно 500 микрометров, от примерно 150 микрометров до примерно 500 микрометров или даже от примерно 200 микрометров до примерно 400 микрометров. В некоторых вариантах осуществления вольфрамовые волокна имеют среднюю прочность на растяжение по меньшей мере 0,7 ГПа, 1 ГПа, 1,5 ГПа, 2 ГПа или даже по меньшей мере 2,3 ГПа. В некоторых вариантах осуществления вольфрамовые волокна имеют модуль больше чем от 400 ГПа до приблизительно не более чем 420 ГПа или даже не более чем 415 ГПа.
Типовые волокна из сплавов с памятью формы доступны, например, от Johnson Matthey, Уэст Уайтленд, Пенсильвания. Как правило, такие волокна имеют длину порядка по меньшей мере 50 метров и могут даже иметь длины порядка километра и более. Как правило, непрерывные волокна из сплава с памятью формы имеют средний диаметр волокна в пределах от примерно 50 микрометров до примерно 400 микрометров, от примерно 50 до примерно 350 микрометров или даже от примерно 100 микрометров до 300 микрометров. В некоторых вариантах осуществления волокна из сплава с памятью формы имеют среднюю прочность на растяжение по меньшей мере 0,5 ГПа и (или) даже по меньшей мере 1 ГПа. В некоторых вариантах осуществления волокна из сплава с памятью формы имеют модуль в пределах от примерно 20 ГПа до примерно 100 ГПа или даже от примерно 20 ГПа до примерно 90 ГПа.
Типовые арамидные волокна доступны, например, от DuPont, Уилмингтон, Делавэр, под торговым обозначением «KEVLAR». Как правило, такие волокна имеют длину порядка по меньшей мере 50 метров и могут даже иметь длину порядка километра или более. Как правило, непрерывные арамидные волокна имеют средний диаметр волокна в пределах от примерно 10 микрометров до примерно 15 микрометров. В некоторых вариантах осуществления арамидные волокна имеют среднюю прочность на растяжение по меньшей мере 2,5 ГПа, 3 ГПа, 3,5 ГПа, 4 ГПа или даже по меньшей мере 4,5 ГПа. В некоторых вариантах осуществления арамидные волокна имеют модуль в диапазоне от примерно 80 ГПа до примерно 200 ГПа или даже от примерно 80 ГПа до примерно 180 ГПа.
Типовые поли(р-фенилен-2,6-бензобисоксазол) волокна доступны, например, от Toyobo Co., Осака, Япония, под торговым обозначением «ZYLON». Как правило, такие волокна имеют длину порядка по меньшей мере 50 метров и могут даже иметь длину порядка километра или более. Как правило, непрерывные поли(р-фенилен-2,6-бензобисоксазол) волокна имеют средний диаметр волокна в пределах от примерно 8 микрометров до примерно 15 микрометров. В некоторых вариантах осуществления поли(р-фенилен-2,6-бензобисоксазол) волокна имеют среднюю прочность на растяжение по меньшей мере 3 ГПа, 4 ГПа, 5 ГПа, 6 ГПа или даже по меньшей мере 7 ГПа. В некоторых вариантах осуществления поли(р-фенилен-2,6-бензобисоксазол) волокна имеют модуль в пределах от примерно 150 ГПа до примерно 300 ГПа или даже от примерно 150 ГПа до примерно 275 ГПа.
Арамидные, угольные, графитовые, керамические, поли(р-фенилен-2,6-бензобисоксазол) волокна (в том числе жгуты волокон) обычно включают в себя органическое калибровочное вещество на по меньшей мере части наружных поверхностей по меньшей мере некоторых из оксидно-керамических волокон. Как правило, калибровочное вещество обеспечивает добавочную массу в пределах от 0,5 до 10 процентов по массе. Обнаружено, что калибровочное вещество обеспечивает смазываемость и защищает волоконные жилы во время обращения с ними. Считается, что калибровочное вещество стремится снизить поломку волокон, снижает статическое электричество и снижает количество пыли во время, например, превращения в ткань. Калибровочное вещество можно удалять, например, растворением или выжиганием его. Предпочтительно, калибровочное вещество удаляют перед формированием матричного композитного провода согласно настоящему изобретению. Таким образом, перед формированием композитного провода волокна свободны от какого бы то ни было калибровочного вещества на них.
Типовыми металлами для матричных материалов являются имеющие высокую степень очистки (например, больше чем 99,95%) элементарный алюминий или сплавы чистого алюминия с другими элементами, такими как медь. Как правило, металлический матричный материал выбран так, что этот матричный материал не дает значительной химической реакции с волокном (т.е. относительно химически инертен по отношению к материалу волокна), например, для исключения необходимости обеспечивать защитное покрытие на наружной стороне волокна. Типовые металлические матричные материалы включают в себя алюминий, цинк, олово, магний и их сплавы (например, сплав алюминия и меди). В некоторых вариантах осуществления желательно, чтобы матричный материал включал в себя алюминий и его сплавы.
Как правило, волокна для металлических матричных композитов включают в себя боратные волокна, угольные волокна, содержащие кристаллическую керамику волокна, графитовые волокна, вольфрамовые волокна или волокна из сплавов с памятью формы.
В некоторых вариантах осуществления металлическая матрица содержит по меньшей мере 98 процентов по массе алюминия, по меньшей мере 99 процентов по массе алюминия, больше чем 99,9 процентов по массе алюминия или даже больше чем 99,95 процентов по массе алюминия. Типовые алюминиевые сплавы алюминия и меди содержат по меньшей мере 98 процентов по массе А1 и до 2 процентов по массе Сu. В некоторых вариантах осуществления пригодными являются алюминиевые сплавы серий 1000, 2000, 3000, 4000, 5000, 6000, 7000 и (или) 8000 (обозначения Ассоциации алюминия). Хотя металлы с более высокой степенью чистоты являются желательными для изготовления проводов с более высокой прочностью на растяжение, пригодны также и менее чистые формы металлов.
Подходящие металлы являются коммерчески доступными. Например, алюминий доступен под торговым обозначением «SUPER PURE ALUMINUM; 99,99% Al» от Alcoa из Питтсбурга, Пенсильвания. Алюминиевые сплавы (например, Al и 2% по массе Cu (0,03% по массе примесей)) можно получить, например, от Belmont Metals, Нью-Йорк, Нью-Йорк. Цинк и олово доступны, например, от Metal Services, Сент-Поль, Миннесота («чистый цинк» с чистотой 99,999% и «чистое олово» с чистотой 99,95% чистоты). Например, магний доступен под торговым обозначением «PURE» от Magnesium Elektron, Манчестер, Англия. Магниевые сплавы (например, WE43A, EZ33A, AZ81A и ZЕ41А), титан и титановые сплавы можно получить, например, от TIMET, Денвер, Колорадо.
Композитные сердечники и провода содержат обычно по меньшей мере 15 процентов по объему (в некоторых вариантах осуществления по меньшей мере 20, 25, 30, 35, 40, 45 или даже 50 процентов по объему) волокон на основе полного комбинированного объема волокон и матричного материала. Чаще композитные сердечники и провода содержат в пределах от 40 до 75 (в некоторых вариантах осуществления от 45 до 70) процентов по объему волокон на основе полного комбинированного объема волокон и матричного материала.
Как правило, средний диаметр сердечника находится в пределах от примерно 5 мм до примерно 15 мм. В некоторых вариантах осуществления желательно, чтобы средний диаметр сердечника составлял по меньшей мере 1 мм, по меньшей мере 2 мм или даже до примерно 3 мм. Как правило, средний диаметр композитного провода находится в диапазоне от примерно 1 мм до 12 мм, от 1 мм до 10 мм, от 1 до 8 мм или даже от 1 мм до 4 мм. В некоторых вариантах осуществления желательно, чтобы средний диаметр композитного провода составлял по меньшей мере 1 мм, по меньшей мере 1,5 мм, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 9 мм, 10 мм, 11 мм или даже по меньшей мере 12 мм.
Методы для изготовления металлических и полимерных матричных композитных проводов известны в технике. Например, непрерывный металлический матричный композитный провод можно изготовить в процессах непрерывной пропитки металлической матрицы. Один подходящий процесс описан, например, в патенте США №6.485.796 (на имя Carpenter et al.). Другие технологические схемы для непрерывного волокна, армированного металлическими матричными композитами, обсуждены, например, в руководстве ASM Handbook Vol.21, Composites, pp.584-588 (ASM International, Метал Парк, Огайо), опубликованном в 2001.
Далее, например, методы изготовления металлических матричных композитных проводов включают в себя те, что описаны, например, в патентах США №5.501.906 (на имя Deve). 6.180.232 (на имя McCullough et al.), 6.447.927 (на имя McCullough et al.), 6.460.597 (на имя McCullough et al.), 6.329.056 (на имя Deve), 6.344.270 (на имя McCullough et al.), 6.485.796 (на имя Carpenter et al.), 6.559.385 (на имя Johnson et al.), 6.796.365 (на имя McCullough et al.), 6.723.451 (на имя McCullough et al.), 6.692.842 (на имя McCullough et al.) и 6.913.838 (на имя McCullough et al.); в заявке на патент США №10/403.643, поданной 31 марта 2003 года, в заявке на патент США №10/778.488, поданной 13 февраля 2004, в заявке на патент США №10/779.438, поданной 13 февраля 2004 года, в заявке на патент США №11/317.608, поданной 23 декабря 2005 года, в заявке на патент США №11/318.368, поданной 23 декабря 2005 года, и в заявке на патент США №10/870.262, поданной 17 июня 2004 года.
Провода, содержащие полимеры и волокно, можно изготовить, например, посредством процессов получения одноосно ориентированного волокнистого пластика, которые известны в технике. Один пример армированного полимера волокна предлагается, например, в заявке РСТ, опубликованной под №WO 2003/091008А 6 ноября 2003 года, и в заявке РСТ, опубликованной под №WO 2005/040017А 6 мая 2005 года. Способы получения одноосно ориентированного волокнистого пластика описаны далее, например, в руководстве ASM Handbook Vol.21, Composites, pp.550-564 (ASM International, Метал Парк, Огайо), опубликованном в 2001.
Как правило, волокна для полимерных матричных композитов включают в себя арамидные волокна, боратные волокна, угольные волокна, керамические волокна, графитовые волокна, поли(р-фенилен-2,6-бензобисоксазол) волокна, вольфрамовые волокна и волокна из сплавов с памятью формы.
В некоторых вариантах осуществления по меньшей мере 85% (в некоторых вариантах осуществления по меньшей мере 90% или даже по меньшей мере 95%) по числу волокон в сердечнике являются непрерывными.
Возвращаясь к фиг.1, каждый из первого, второго и третьего кабелей 26, 28, 30 имеет номинальный предел прочности, причем критическая прочность на растяжение кабелей 26, 28, 30 больше или равна номинальному пределу прочности. Вообще говоря, номинальный предел прочности находится расчетом, чтобы определить минимальную приемлемую прочность кабеля (см. Standard Reference (Стандартный эталон) ASTM В232, опубликовано в 2005 году).
В одном примерном варианте осуществления кабель 12 передачи, включающий в себя соединители 32, 34 и композитный(-е) провод(а), образующий(-е) кабель 12 передачи, подвержен повреждению, в том числе поломке продольных армирующих волокон композитных проводов, согласно следующему: величине натяжения, приложенного к кабелю 12 передачи; диаметру кабеля 12 передачи; радиусу изгиба кабеля 12 передачи вокруг шкива; составу кабеля 12, в том числе типам матричных материалов, материалов волокон, относительному количеству материала волокон и проч. и углу перегиба (описанному подробнее ниже) кабеля 12 передачи на шкиве.
В соответствии с этим в одном примерном варианте осуществления кабель 12 электропередачи, включающий в себя первый, второй и третий кабели 26, 28, 30, имеет связанный с ним минимальный диаметр шкива. В частности, связанный минимальный диаметр шкива соответствует минимальному радиусу изгиба кабеля 12 передачи, когда нет никакой механической нагрузки, которую можно сообщить кабелю 12 передачи без существенного повреждения кабеля 12 передачи. Под механической нагрузкой минимальный радиус изгиба кабеля 12 передачи является функцией натяжения и реального угла перегиба кабеля 12 передачи по шкиву. По мере возрастания натяжения и угла перегиба минимальный радиус изгиба для кабеля 12 передачи возрастает. По существу диаметр шкива опционально выбран так, чтобы быть достаточно большим с учетом этого, и больше, чем минимальный диаметр шкива. Следует отметить, что диаметр шкива также обычно связан физическими ограничениями, такими как способность человека поднимать этот шкив во время установки или иные установочные требования.
В одном примерном варианте осуществления каждый из первого и второго соединителей 32, 34 является гибким соединителем полного натяжения. В общем, «гибкий» соединитель способен изгибаться или искривляться, например, при изгибании, связанном с протягиванием по одному или нескольким шкивным узлам, без значительного повреждения кабеля 12 передачи, включая соединители 32, 34. Это противоположно тому, что имеет место с жесткими соединителями, такими как соединители сжатия, образованные сжиманием стального рукава на сердечник куска кабеля передачи, а затем сжимания алюминиевого рукава поверх стального рукава и частей кабеля передачи, близких к алюминиевому рукаву. В общем, такие жесткие соединители нельзя протягивать по одному или нескольким шкивным узлам без заметных повреждений жесткого соединителя и (или) повреждения кабеля передачи, соединенного с этим жестким соединителем. В частности, жесткий соединитель, протягиваемый по шкивному узлу, постоянно деформируется или изгибается после протягивания по шкивному узлу. Для дополнительной ссылки соединитель «полного натяжения» представляет собой, в общем, такой, который способен противостоять натяжению, сравнимому с номинальным порогом прочности кабеля 12 передачи.
На фиг.2А-2С в одном примерном варианте осуществления первый соединитель 32 представляет собой гибкий соединитель полного натяжения. Например, первый соединитель 32 является опционально соединителем типа профилированных проводов. В частности, первый соединитель 32 включает в себя множество спирально навитых внутренних стержней 50, обмотанных вокруг ведомого конца 38 первого кабеля 26 и ведущего конца 40 второго кабеля 28, и множество спирально навитых наружных стержней 52, обмотанных вокруг множества внутренних стержней 50. На фиг.2В группы из трех, четырех или желательного числа внутренних стержней 50 последовательно накладываются на первый и второй кабели 26, 28 до тех пор, пока желательное число внутренних стержней 50 не будет размещено вокруг первого и второго кабелей 26, 28. На фиг.2С группы из трех, четырех или желательного числа внутренних стержней 50 последовательно накладываются на внутренние стержни 50 до тех пор, пока желательное число наружных стержней 52 не будет размещено вокруг множество внутренних стержней 50. Эти множества внутренних и наружных стержней 50, 52 опционально сформированы из алюминиевого сплава.
Как упомянуто выше, подходящие соединители включают в себя гибкие соединители полного натяжения, такие как соединители типа профилированных проводов, в том числе доступные от Preformed Line Products из Кливленда, Огайо, под торговым обозначением «THERMOLIGN» (инвентарный номер TLSP-795). В одном примерном варианте осуществления соединитель 32 является достаточно большим, чтобы эффективно рассеивать тепло. Кабель передачи, образованный композитными проводами, обычно спроектирован для работы при высоких температурах (например, больше чем примерно 200°С) по сравнению с кабелем, имеющим провода со стальными сердечниками (например, больше чем примерно 100°С). Более крупный соединитель способен помогать поддерживать температуру соединителя относительно низкой. Таким образом, соединитель 32 опционально состоит из двух слоев спиральных стержней, чтобы добавить дополнительную возможность теплоотвода соединителю 32. Хотя они и пригодны в качестве теплоотвода, способность гибких соединителей полного натяжения кабеля 12 передачи безопасно проходить по шкиву представляет собой неожиданный результат ввиду прошлого опыта с повреждением других типов соединителей (например, соединителей из проволочной сетки). Помимо того, успешное использование двухслойной конфигурации соединителя неожиданно также, т.к. двухслойная конфигурация в других отношениях указывает концентрированные изгибные усилия на краях соединителя, делая успешные достигнутые результаты даже более неожиданными.
На фиг.2А-2С в одном примерном варианте осуществления второй соединитель 34 сформирован аналогично первому соединителю 32, хотя первый и второй соединители 32, 34 опционально существенно различны по форме.
На фиг.1 натяжной механизм 14 опционально представляет собой тип, известный в технике, и обычно служит для поддержания катушки с кабелем 12 передачи, описанной также как катушечная длина кабеля. В частности, натяжной механизм 14 приспособлен разматывать кабель 12 передачи под натяжением, например, с помощью тормозного механизма, чтобы избежать слишком быстрого разматывания кабеля 12 передачи с катушки. Кроме того, может быть необходимо увеличить натяжение во время протягивания, чтобы снизить провисание кабеля для того, чтобы кабель 12 передачи миновал препятствия или поддерживал требуемые уровни просвета (например, над шоссе). Для справки, каждый из первого, второго и третьего кабелей 26, 28, 30 опционально соответствует длине катушки кабеля 12 передачи в одном примерном варианте осуществления, хотя предполагаются и другие длины.
Первый шкивный узел 16 поддерживается первой мачтой 16 подвески, например свисает с первой мачты 16 подвески, и в общем случае включает в себя ряд шкивов 56, приспособленных поддерживать кабель 12 передачи и размещенных по дуге (например, дуге в 45 градусов), чтобы образовать общий радиус R1 кривизны по ряду шкивов 56. При этом ряд шкивов 56 опционально используется для обеспечения относительно большого радиуса, по которому будет проходить кабель 12 передачи, без необходимости обеспечивать единственный шкив с относительно большим диаметром. В одном примерном варианте осуществления каждый из шкивов 56 имеет диаметр примерно 7 дюймов, а ряд шкивов 56 образует общий радиус R1 кривизны примерно 60 дюймов. Следует отметить, что первый шкивный узел 16 опционально смонтирован на первой мачте 18 подвески или иной подходящей конструкции так, что весь первый шкивный узел 16 способен поворачиваться, чтобы приспособить различные линии ввода и вывода кабеля 12 передачи из первого шкивного узла 16, как будет подробнее описано ниже. В одном примерном варианте осуществления первая мачта 18 подвески представляет собой тип, известный в технике (например, металлическая каркасная мачта).
Второй шкивный узел 20 поддерживается второй мачтой 22 подвески, например свисает со второй мачты 22 подвески, и в общем случае включает в себя шкив 58. В одном примерном варианте осуществления шкив 58 имеет диаметр примерно 36 дюймов, хотя предполагаются и иные размеры. Из этого следует, что шкив 58 опционально образует общий радиус кривизны, например, примерно 18 дюймов. Следует также отметить, что второй шкивный узел 20 опционально смонтирован на второй мачте 22 подвески или иной подходящей конструкции таким образом, что весь второй шкивный узел 20 способен поворачиваться, чтобы приспособить различные линии ввода и вывода кабеля 12 передачи из второго шкивного узла 20, как будет подробнее описано ниже. В одном примерном варианте осуществления вторая мачта 22 подвески представляет собой тип, известный в технике (например, металлическая каркасная мачта). Следует также отметить, что предполагаются и последующие шкивные узлы (не показаны) после первого и второго шкивных узлов 16, 20.
Тяговое устройство 24 опционально представляет собой тип, известный в технике и в общем случае служит для протягивания кабеля 12 передачи от натяжного механизма 14. В частности, тяговое устройство 24 приспособлено вызывать натяжение в кабеле 12 передачи, тянуть кабель 12 передачи по первому и второму шкивным узлам 16, 20 или дополнительным шкивным узлам по желанию.
В терминах относительного положения натяжной механизм 14 опционально отодвинут в поперечном направлении от первого шкивного узла 16 на расстояние примерно втрое больше высоты, на которой поддерживается первый шкивной узел 16. В свою очередь, в одном примерном варианте осуществления первый и второй шкивные узлы 16, 20 разнесены друг от друга, чтобы образовать поперечный промежуток или промежуточное расстояние в пределах от примерно 200 футов до примерно 1600 футов, хотя предполагаются и иные размеры, в том числе от примерно 200 футов до примерно 600 футов, от примерно 600 футов до примерно 1500 футов или даже от примерно 1200 футов до примерно 1600 футов, к примеру. Далее, дополнительные последующие шкивные узлы/мачты опционально образуют аналогичное промежуточное расстояние или иное промежуточное расстояние, как потребуется в конкретных применениях. Тяговое устройство 24 опционально отнесено в поперечном направлении от второго шкивного узла 20 на расстояние примерно втрое больше высоты, на которой поддерживается второй шкивный узел 20, хотя предполагаются и иные размеры.
На фиг.1 с учетом вышесказанного способ установки кабеля 12 передачи включает в себя этапы, на которых направляют ведущий конец 36 первого кабеля 26 по первому шкивному узлу 16 и протягивают первый кабель 26 по первому шкивному узлу 16. В одном примерном варианте осуществления к ведущему концу 36 первого кабеля 26 прикреплен подходящий направляющий элемент (не показан), и этот направляющий элемент протягивается тяговым устройством 24, чтобы тянуть непосредственно с катушки первый кабель 26, поддерживаемый натяжным механизмом 14, по первому шкивному узлу 16.
Как показано пунктирной линией, кабель 12 передачи образует линию ввода с первым шкивным узлом 16 на касательной линии к кабелю 12 передачи, где кабель 12 передачи впервые входит в первый шкивной узел 16 или впервые проходит по первому шкивному узлу 16. В свою очередь кабель 12 передачи образует линию вывода с первым шкивным узлом 16 на касательной линии кабеля 12 передачи, где кабель 12 передачи выходит из первого шкивного узла 12 или больше не проходит по первому шкивному узлу 16. Угол между линией ввода и линией вывода в первом шкивном узле 16 описан как первый угол α перегиба кабеля 12 передачи по первому шкивному узлу 16. В одном примерном варианте осуществления больший общий радиус R1 кривизны является преимущественным, т.к. первый угол α перегиба относительно велик. В частности, натяжной механизм 14, с которого кабель 12 передачи непосредственно подается в первый шкивной узел 16, зачастую находится на гораздо меньшей высоте, чем первый шкивной узел 16 и, кроме того, отнесен в поперечном направлении на относительно малое расстояние от первого шкивного узла 16 по сравнению в промежуточным расстоянием между первым и вторым шкивными узлами 16, 20, например. В результате зачастую встречается относительно большой угол ввода в первый шкивной узел 16.
Когда натяжной механизм 14 раскручивает первый кабель 26 до ведомого конца 38, второй кабель 28 опционально стыкуется или соединяется с первым кабелем 26 первым соединителем 32, являющимся гибким соединителем полного натяжения, как раскрыто выше. В одном примерном варианте осуществления второй кабель 28 опционально поддерживается на отдельной катушке от первого кабеля 26, при этом ведущий конец 40 второго кабеля 28 соединяется в ведомым концом 38 первого кабеля 26, когда первый кабель 26 размотан до ведомого конца 38.
В одном примерном варианте осуществления первый кабель 26 протягивается по первому шкивному узлу 16 до ведомого конца 38 первого кабеля 26 до тех пор, пока первый соединитель 32 не будет полностью протянут по первому шкивному узлу 16, например, до положения, где второй соединитель 34 показан на фиг.1. Первый соединитель 32 протягивают по первому шкивному узлу 16 с первым углом α перегиба и со связанным с ним натяжением, прикладываемым к первому соединителю 32 и первому и второму кабелям 26, 28. В одном примерном варианте осуществления первый соединитель 32 протягивается по первому шкивному узлу 16 с первым углом α перегиба в пределах от примерно 10 градусов до примерно 40 градусов и при натяжении в диапазоне от примерно 5% до примерно 20% номинальных пределов прочности (НПП) (RBS) каждого из первого и второго кабелей 26, 28. Следует отметить, что предполагаются и иные натяжения, и первый угол α перегиба. Хотя первый соединитель 32 гибкий, некоторый риск повреждения можно далее избежать увеличением полного радиуса R1 кривизны, чтобы снизить величину изгиба первого соединителя 32. Например, радиус R1 кривизны опционально выбирают так, чтобы он был существенно больше чем половина минимального диаметра шкива для кабеля 12 передачи.
Способ также включает в себя этапы, на которых направляют ведущий конец 36 первого кабеля 26 от первого шкивного узла 16 по второму шкивному узлу 20 и протягивают первый кабель 26 по второму шкивному узлу 20 до ведомого конца 38 первого кабеля 26 до первого соединителя 32. Как показано пунктирной линией, кабель 12 передачи образует линию ввода со вторым шкивным узлом 20 по касательной линии к кабелю 12 передачи, где кабель 12 передачи впервые входит во второй шкивной узел 20 или впервые проходит по второму шкивному узлу 20. После того как кабель 12 передачи пройдет второй шкивной узел 20, кабель 12 передачи образует линию вывода со вторым шкивным узлом 20 по касательной линии к кабелю 12 передачи, где кабель 12 передачи выходит из второго шкивного узла 20 или больше не проходит по второму шкивному узлу 20.
Угол между линией ввода и линией вывода кабеля 12 передачи во втором шкивном узле 20 описан как второй угол β перегиба кабеля 12 передачи по второму шкивному узлу 20. В одном примерном варианте осуществления общий радиус кривизны шкива 58 не нужно иметь таким же большим, как общий радиус R1 кривизны ряда шкивов 56, чтобы гарантировать, что первый соединитель 32 не изгибается по слишком малому радиусу. В частности, если второй шкивной узел 20 расположен между первым шкивным узлом 16 и последующим, третьим шкивным узлом (не показано), второй угол β перегиба зачастую меньше, чем первый угол α перегиба, когда кабель 12 передачи подается во второй шкивной узел 20 из первого шкивного узла 16, который зачастую находится на более сравнимой со вторым шкивным узлом 20 высоте по сравнению с относительной высотой натяжного механизма 14, и будет подаваться в третий шкивной узел, который также будет находиться на более сравнимой со вторым шкивным узлом 20 высоте. Иными словами, углы «от мачты к мачте» или «от шкива к шкиву» намного меньше, чем первый угол «от земли к мачте» или «от земли к шкиву» и последний угол «от мачты к земле» или «от шкива к земле».
Первый кабель 26 опционально протягивают по первому шкивному узлу 16 до ведомого конца 38, и первый соединитель 32 протягивают по второму шкивному узлу 20, например, до положения, представленного в общем на фиг.1. Первый соединитель 32 протягивают по второму шкивному узлу 20 на втором угле β перегиба и со связанным с ним натяжением, прикладываемым к первому и второму кабелям 26, 28. В одном примерном варианте осуществления первый соединитель 32 протягивают по второму шкивному узлу 20 на втором угле β перегиба в пределах от примерно 10 градусов до примерно 40 градусов и с натяжением в диапазоне от примерно 5% до примерно 20% номинального предела прочности (НПП) каждого из первого и второго кабелей 26, 28. Следует отметить, что предполагаются и иные натяжения и вторые углы β перегиба. Хотя первый соединитель 32 гибкий, некоторый риск повреждения можно далее избежать увеличением общего диаметра шкива 58, чтобы снизить величину изгиба первого соединителя 32. В одном примерном варианте осуществления диаметр шкива 58 второго шкивного узла 20 выбирают так, чтобы он был существенно больше, чем минимальный диаметр шкива для кабеля 12 передачи.
Хотя первый соединитель 32 показан как протягиваемый по двум шкивным узлам, в одном примерном варианте осуществления первый соединитель 32 протягивают по дополнительным шкивным узлам, например по шкивным узлам, практически аналогичным первому или второму шкивным узлам 16, 20. Помимо этого, в одном примерном варианте осуществления второй соединитель 34 образован между вторым и третьим кабелями 28, 30 практически аналогично тому, что описано в связи с первым соединителем 32. Помимо того, второй соединитель 34 опционально протягивают по первому шкивному узлу 16, второму шкивному узлу 20 или любому числу последующих шкивных узлов практически аналогично тому, что описано в связи с первым соединителем 32.
Описанные выше система и способ обеспечивают разнообразные преимущества. Например, между кусками кабеля применяется постоянный гибкий соединитель полного натяжения вместо того, чтобы протягивать кабель 12 передачи с помощью временных механических соединителей, таких как захваты из проволочной сетки, описанные также как чулочные соединители. При этом постоянный соединитель не нужно устанавливать в некоторое последующее время, что уменьшает этапы установки и увеличивает эффективность. Далее, например, снижаются проблемы, связанные с установкой постоянных соединителей после расположения кабеля, когда монтажник кабеля 12 передачи не имеет необходимого доступа в полевых условиях, требуемого для установки соединителя в промежутке между шкивными узлами.
Как указано выше, кабели, включающие в себя композитные провода, особенно пригодны при надземных кабелях электропередачи. Кабель 12 передачи согласно настоящему изобретению может быть однородным (т.е. включающим в себя только один тип композитного провода) или неоднородным (т.е. включающим в себя множество вторичных проводов, таких как металлические провода). В качестве примера неоднородного кабеля сердечник кабеля 12 передачи может включать в себя множество композитных проводов, содержащих расположенные в продольном направлении армирующие волокна, с наружной оболочкой, которая включает в себя множество вторичных проводов (например, алюминиевых проводов). Кабели согласно настоящему изобретению могут включать в себя, например, композитные провода из металлического матричного материала или полимерного матричного материала.
Помимо этого, кабели согласно настоящему изобретению могут быть скрученными. Скрученный кабель, как правило, включает в себя центральный провод и первый слой проводов, спирально скрученных вокруг этого центрального провода. Скручивание кабеля представляет собой процесс, в котором отдельные жилы провода объединены в спиральном размещении, чтобы получить законченный кабель (см., например, патенты США №5.171.942 (на имя Powers) и 5.554.826 (на имя Gentry)). Результирующая связка спирально скрученных проводов обеспечивает гораздо большую гибкость, нежели было бы доступно от твердого стержня эквивалентной площади поперечного сечения. Спиральное размещение выгодно также потому, что скрученный кабель поддерживает свою общую круглую форму поперечного сечения, когда кабель подвергают изгибанию при обращении, установке и использовании. Спирально намотанные кабели могут включать в себя от 7 отдельных жгутов до более общих конструкций, содержащих 50 или более жгутов.
Один примерный кабель электропередачи или кабель передачи согласно настоящему изобретению показан на фиг.3, где кабель 130 электропитания согласно настоящему изобретению может быть сердечником 132 из девятнадцати отдельных композитных (например, металлических матричных композитных) проводов 134, окруженных оболочкой 136 из тридцати отдельных металлических проводов (например, проводов из алюминия или алюминиевого сплава) 138. Аналогично, как показано на фиг.4, в качестве одной из многих альтернатив надземный кабель 140 электропитания согласно настоящему изобретению может быть сердечником 142 из тридцати семи отдельных композитных (например, металлических матричных композитных) проводов 144, окруженных оболочкой 146 из двадцати одного отдельного металлического провода (например, проводов из алюминия или алюминиевого сплава) 148.
Фиг.5 иллюстрирует еще один примерный вариант осуществления скрученного кабеля 80. В этом варианте осуществления скрученный кабель включает в себя центральный композитный (например, металлический матричный композитный) провод 81А и первый слой 82А композитных (например, металлических матричных композитных) проводов, которые спирально намотаны вокруг центрального композитного (например, металлического матричного композитного) провода 81А. Этот вариант осуществления включает в себя далее второй слой 82В композитных (например, металлических матричных композитных) проводов, которые спирально намотаны вокруг первого слоя 82А. Любое подходящее число композитных (например, металлических матричных композитных) проводов 81 может быть включено в любой слой. Далее, по желанию в скрученный кабель 80 может быть включено более чем два слоя.
Кабели согласно настоящему изобретению можно использовать в качестве неизолированного кабеля или их можно использовать как сердечник кабеля большего диаметра. Кроме того, кабели согласно настоящему изобретению могут быть скрученным кабелем из множества проводов с поддерживающим средством вокруг этого множества проводов. Поддерживающее средство может быть ленточной оберткой (см., например, ленточную обертку 83, показанную на фиг.5) с клеем или без клея или со связующим или без него.
Скрученные кабели согласно настоящему изобретению пригодны в многочисленных применениях. Считается, что такие скрученные кабели особенно желательны для использования в надземных кабелях электропередачи вследствие того, что они имеют комбинацию малой массы, высокой прочности, хорошей электропроводности, низкого коэффициента теплового расширения, высоких температур использования и стойкости к коррозии.
Вид с торца одного примерного варианта осуществления такого кабеля передачи показан на фиг.6 в качестве кабеля 90 передачи. Кабель 90 передачи включает в себя сердечник 91, который может быть любым из описанных здесь скрученных сердечников. Кабель 90 электропередачи включает в себя также по меньшей мере один слой проводников вокруг скрученного сердечника 91. Как показано, кабель электропередачи включает в себя два слоя 93А и 93В проводников. При желании можно использовать больше слоев проводников. В некоторых вариантах осуществления каждый слой проводников содержит множество проводниковых проводов. Подходящие материалы для проводниковых проводов включают в себя алюминий и алюминиевые сплавы. Проводниковые провода могут быть скручены вокруг скрученного сердечника 91 подходящим скручивающим кабель оборудованием, как известно в технике.
В других применениях, в которых скрученный кабель должен использоваться как само конечное изделие или в которых он должен использоваться как промежуточное изделие или компонент в различных последующих изделиях, желательно, чтобы скрученный кабель был свободен от слоев проводников электропитания вокруг множества металлических матричных композитных проводов 81.
Дополнительные подробности, касающиеся кабелей, изготовленных из композитных проводов, раскрыты, например, в патентах США №6.180.232 (на имя McCullough et al.), 6.245.425 (на имя McCullough et al.), 6.329.056 (на имя Deve et al.), 6.336.495 (на имя McCullough et al.), 6.344.270 (на имя McCullough et al.), 6.447.927 (на имя McCullough et al.), 6.460.597 (на имя McCullough et al.), 6.485.796 (на имя Carpenter et al.), 6.544.645 (на имя McCullough et al.), 6.559.385 (на имя Johnson et al.), 6.692.842 (на имя McCullough et al.), 6.723.451 (на имя McCullough et al.), 6.796.365 (на имя McCullough et al.), 6.913.838 (на имя McCullough et al.), 7.093.416 (на имя Johnson et al.) и 7.131.308 (на имя McCullough et al.); в опубликованных заявках на патент США №2005/0181228, опубликованной 18 августа 2005 года, 2006/0102377, опубликованной 18 мая 2006 года, и 2006/0102378, опубликованной 18 мая 2006 года; в заявках на патент США №10/403.643, поданной 31 марта 2003 года, 11/317.608, поданной 23 декабря 2005 года, 11/318.368, поданной 23 декабря 2005 года, и 10/870.262, поданной 17 июня 2004 года; и в заявках РСТ, опубликованных под номерами WO 97/00976 21 мая 1996 года, WO 2003/091008 6 ноября 2003 года и WO 2005/040017 6 мая 2005 года. Кабели, содержащие алюминиевые матричные композиты, доступны также, например, от компании 3М под торговым обозначением «795 kcmil ACCR».
Преимущества и варианты осуществления данного изобретения иллюстрируются далее нижеследующими примерами, но их конкретные материалы и величины, приведенные в этих примерах, а также другие условия и подробности не следует истолковывать как не должное ограничение данного изобретения. Все части и проценты даны по массе, если не указано противное.
Примеры
Пример 1
Провод для кабеля Примера 1 был приготовлен следующим образом. Провод изготавливался с помощью устройства 60, показанного на фиг.7. Семь (7) жгутов из альфа-алюмооксидных волокон с массовым номером 10000 денье (продаваемых компанией 3М, Сент-Поль, Миннесота, под торговым обозначением «NEXTEL 610») подавались с подающих бобин 62, сводились в круглый пучок и очищались нагревом за счет прохождения через 3-метровую (9,8 футов) алюмооксидную трубку 63, нагретую до 1100°С, со скоростью 549 см/мин (216 дюйм/мин). Очищенные нагревом волокна 61 затем вакуумировались в вакуумной камере 64 перед введением в тигель 65, содержащий расплав (расплавленный металл) 75 металлического алюминиевого (99,99% Аl) матричного материала (полученного от Beck Aluminium Co., Питтсбург, Пенсильвания). Волокна протягивались от подающих бобин 62 ленточной тягой 70. Ультразвуковые зонды 66, 66А располагались в расплаве 75 вблизи от волокна, чтобы способствовать проникновению расплава 75 в жгуты волокон 61. Расплавленный металл провода 71 охлаждался и отверждался после выхода из тигля 65 через выпускной кристаллизатор 68, хотя некоторое охлаждение, вероятно, происходит перед тем, как провод 71 полностью выйдет из тигля 65. Далее, охлаждение провода 71 усиливалось потоками воздуха, доставляемыми через охлаждающее устройство 69, которые набегали на провод 71 со скоростью потока 160 литров в минуту. Провод 71 собирался на бобину 72.
Волокна 61 вакуумировались перед введением в расплав 75. Давление в вакуумной камере было примерно 200 миллиторр. Вакуумная система 64 имела 25-сантиметровую алюмооксидную вводную трубку с размером, согласованным с диаметром пучка волокон 61. Вакуумная камера 64 имела длину 21 см и диаметр 10 см. Производительность вакуумного насоса составляла 0,37 м3/мин. Вакуумированные волокна 61 вводились в расплав 75 через трубку в вакуумной системе 64, которая пронизывала ванну металла (т.е. вакуумированные волокна 61 находились под вакуумом, когда вводились в расплав 75). Внутренний диаметр вводной трубки был согласован с диаметром пучка 61 волокон. Участок вводной трубки был погружен в расплавленный металл до глубины 3 мм (0,125 дюйма).
Проникновение расплавленного металла 75 в волокна 61 усиливалось за счет использования вибрационных штырей 66, 66А, разнесенных на 19,8 см (7,8 дюймов) и погруженных на 3,2 см (1,25 дюйма) в расплавленный металл 75, так что эти штыри находились в непосредственной близости к волокнам 61. Штыри 66, 66А приводились в вибрацию на частоте 19,7 кГц и с амплитудой в воздухе 0,018 мм (0,0007 дюйма). Штыри 66, 66А соединялись с титановыми волноводами (изготовленными из прутковой заготовки диаметром 31,8 мм (1,25 дюйма) титана Ti6-4 от Titanium Industries, Чикаго, Иллинойс) посредством горячей посадки на другие титановые волноводы (т.е. использовались четыре титановых волновода), каждый из которых (т.е. два последних титановых волновода) в свою очередь соединялись с ультразвуковыми усилителями (т.е. было два ультразвуковых усилителя), которые в свою очередь соединялись с вибрационным преобразователем (т.е. было два вибрационных преобразователя; ультразвуковой усилитель и ультразвуковой вибрационный преобразователь были получены от Sonics & Materials, Дэнбери, Коннектикут).
Волокна 61 находились в 1,3 мм от штыревых концов относительно средней линии волокон. Штыревые концы были сделаны из смеси нитрида кремния и оксида алюминия («SIALON», получен от Consolidated Ceramics, Бланчестер, Огайо). Керамическим штыревым концам был придан вид цилиндра длиной 30,5 см (12 дюймов) и диаметром 2,5 см (1 дюйм). Керамические штыревые концы были крест-накрест под 90° надсечены V-образными канавками глубиной 0,5 мм (0,020 дюйма) с расстоянием между центрами 0,25 см (0,1 дюйма). Цилиндр настраивался на желательную частоту вибраций 19,7 кГц изменением его длины.
Расплавленный металл дегазировался (например, снижением количества газа (например, водорода), растворенного в расплавленном металле) перед проникновением. Использовалась портативная вращающаяся дегазационная установка (полученная от Brumund Foundry, Inc., Чикаго, Иллинойс). Использовавшимся газом был аргон, скорость потока аргона была 1,05 литра в минуту, и эта скорость обеспечивалась скоростью воздушного потока к двигателю, установленной на 50 литров в минуту, а длительность составляла 60 минут.
Выпускной кристаллизатор 68 из нитрида кремния был выполнен с возможностью обеспечения желательного диаметра провода. Внутренний диаметр выпускного кристаллизатора составлял 2,08 мм (0,082 дюйма).
Скрученный сердечник скручивался на скручивающем оборудовании в Wire Rope Company в Монреале, Канада. Кабель имел один провод в центре, шесть проводов в первом слое с левым повивом и далее двенадцать проводов во втором (внешнем) слое с правым повивом. Перед спиральным наматыванием вместе отдельные провода подавались на отдельных бобинах, которые затем помещались в две каретки с приводом от двигателя в скручивающем оборудовании. Первая каретка содержала шесть бобин для первого слоя законченного скрученного кабеля, а вторая каретка содержала двенадцать бобин для второго слоя скрученного кабеля. Провода каждого слоя сводились вместе на выходе каретки и размещались поверх предшествующего провода или слоя. В процессе скручивания кабеля центральный провод протягивался через центр каретки, при этом каждая каретка добавляла один слой к скрученному кабелю. Отдельные провода, добавленные в каждый слой, одновременно протягивались с их соответствующих бобин при вращении вокруг центральной оси кабеля каретки с приводом от двигателя. В результате получался спирально скрученный сердечник.
Этот скрученный сердечник обматывался клеевой лентой с помощью традиционного ленточного оборудования (Concentric Taping Head модели 300 от Watson Machine International, Патерсон, Нью-Джерси). Основой ленты была лента из алюминиевой фольги со стекловолокном и имелся чувствительный к давлению силиконовый клей (полученный под торговым обозначением «FOIL/GLASS CLOTH ТАРЕ 363» от компании 3М, Сент-Поль, Миннесота). Общая толщина ленты 18 составляла 0,18 мм (0,0072 дюйма). Лента имела ширину 1,90 см (0,75 дюйма).
Диаметр законченного сердечника составлял номинально 10,4±0,25 мм (0,410±0,01 дюйма), а шаги скрутки скрученных слоев составляли номинально 41,1 см (16,2 дюйма) для шага левого повива для первого слоя и 68,8 см (27,1 дюйма) для шага правого повива для второго (наружного) слоя.
Провода из алюминиевого сплава приготавливались из алюминий-циркониевого стержня (диаметром 9,8 мм (0,386 дюйма), полученного от Lamifil N.V., Хемиксем, Бельгия, под торговым обозначением «ZTAL»). Минимальные требования к свойствам составляют для прочности на растяжение 120,0 МПа (17400 фунт/кв.дюйм), для удлинения 10,0% и для электропроводности 60,5% IACS (Международная ассоциация классификационных обществ, МАКО). Стержни сужались при комнатной температуре с помощью пяти обжимок, как известно в технике. Волочильные обжимки (полученные от Bronson & Bratton, Бер Ридж, Иллинойс) были сделаны из карбида вольфрама и имели в состоянии поставки хорошо отполированную поверхность обжимки. Геометрия обжимки из карбида вольфрама имела угол входа 60°, угол сужения 16-18°, несущую длину 30% от диаметра обжимки и угол выходной зоны 60°. Обжимка смазывалась и охлаждалась с помощью масла для волочения. Волочильная система доставляла масло со скоростью в диапазоне 60-100 литров в минуту на обжимку с температурой, установленной в диапазоне 40-50°С. Этот провод затем наматывался на бобины. Различные свойства получающихся проводов, изготовленных из соответствующих 6 заготовок стержней, перечислены ниже в таблице.
Кабель, использованный для шкивного тестирования, изготавливался как пучок из восьми кабелей с использованием проводов из 6 различных проводов, приведенных выше в таблице. Имелось 26 бобин, загруженных в скручивающее оборудование, 10 проводов для скручивания первого внутреннего слоя, 16 проводов для скручивания второго наружного слоя, и провод для тестирования брался из поднабора этих бобин, которые были «отобранными бобинами».
Кабель изготавливался фирмой Nexans, Вейбёрн, Саскачеван, Канада, с помощью традиционной планетарной скручивающей машины и сердечника и (внутренних и наружных) проводов. Условно устройство 180 для изготовления кабеля показано на фиг.8, 8А и 8В.
Катушка 181 сердечника размещалась в передней части традиционной планетарной скручивающей машины 180, причем катушка 181 могла свободно вращаться, а натяжение можно было прикладывать тормозной системой. Натяжение, приложенное к сердечнику во время разматывания, составляло 45 кг (100 фунтов). Сердечник вводили при комнатной температуре (примерно 23°С (73°F)). Сердечник продевался через центр бобинных кареток 182, 183, через закрывающие фильеры 184, 185, вокруг барабанных колес 186 и прикреплялся к традиционной приемной катушке (диаметром 152 см (60 дюймов)) 187.
Перед наложением наружных скрученных слоев 189 отдельные провода подавались на отдельных бобинах 188, которые помещались в несколько кареток 182, 183 с приводом от двигателя в скручивающем оборудовании. Диапазон натяжения, требуемого для протягивания провода 89 с бобин 188, устанавливался так, чтобы быть в пределах 11-14 кг (25-30 фунтов). Участок скручивания состоит из каретки и закрывающей фильеры. На каждом участке скручивания провода 189 каждого слоя сводились вместе поверх центрального провода или поверх предыдущего слоя соответственно. Таким образом, сердечник проходил через два участка скручивания. На первом участке 10 скручивания провода скручивались поверх сердечника с левым повивом. На втором участке 16 скручивания провода скручивались поверх предыдущего слоя с правым повивом.
Материал сердечника и провода для заданного слоя сводились в соприкосновение через закрывающую фильеру 184, 185 в зависимости от обстоятельств. Закрывающие фильеры были цилиндрами (см. фиг.8А и 8В) и удерживались в своих положениях с помощью болтов. Эти фильеры были сделаны из нейлона и были способны полностью закрываться.
Законченный кабель пропускался через барабанные колеса 186 и в конце концов наматывался на приемную катушку 187 (диаметром 107 см (42 дюйма)).
Внутренний слой состоял из 10 проводов при наружном диаметре слоя 19,3 мм (0,760 дюйма) с массой на единицу длины внутреннего слоя 422 кг/км (283,2 фунт/кфут) с шагом левого повива 27,4 см (10,8 дюйма). Закрывающие блоки (сделанные из нейлона) для внутреннего слоя были установлены при внутреннем диаметре 19,3 мм (0,760 дюйма). Таким образом, закрывающие блоки были установлены на точно том же самом диаметре, что и диаметр кабеля.
Наружный слой состоял из 16 проводов при наружном диаметре слоя 28,1 мм (1,106 дюйма) с массой на единицу длины наружного алюминиевого слоя 691,0 кг/км (463,1 фунт/кфут) с шагом правого повива 30 см (11,8 дюйм). Общая масса на единицу длины проводов из алюминиевого сплава была 1109 кг/км (743,6 фунт/кфут), полная масса на единицу длины сердечника составляла 229,0 кг/км (153,5 фунт/кфут), а полная масса на единицу длины была 1342 кг/км (899,8 фунт/кфут). Закрывающие блоки (сделанные из нейлона) для наружного слоя устанавливались на внутреннем диаметре 28 мм (1,1 дюйм). Таким образом, закрывающие блоки были установлены на точно том же самом диаметре, что и диаметр кабеля.
Натяжение внутренних проводов и наружных проводов (при разматывании бобин) измерялось с помощью ручного динамометра (полученного от McMaster-Card, Чикаго, Иллинойс) и устанавливалось в пределах 13,5-15 кг (29-33 фунтов), а натяжение при разматывании сердечника устанавливалось тормозом с помощью того же самого способа измерения, когда бобины разматываются от примерно 90 кг (198 фунтов). Далее, не использовалось никакого правильного станка, и кабель наматывался на катушку. Сердечник вводился при комнатной температуре (примерно 23°С (73°F)).
Как показано на фиг.9, применялось тестовое оборудование 200 для тестирования получившегося проводящего кабеля 202 с помощью следующего тестового способа. Участок проводящего кабеля 202 длиной 12,2 метра (40 футов) укладывался прямо на полу. Единый 49-метровый (160-футовый) кусок каната 204 с низкой вытяжкой (полученного от Wall Industries, Спенсер, Южная Каролина, под торговым обозначением «UNILINE») прикреплялся к каждому концу проводящего кабеля 202 с помощью тяговых захватов (не показано), образуя 61-метровую (200-футовую) петлю. В частности, на каждом конце каната низкой вытяжки устанавливались захваты из проволочной сетки и на каждом конце участка проводящего кабеля прикреплялись захваты из проволочной сетки. Петли захвата из проволочной сетки на концах каната 204 и проводящего кабеля 202 сводились вместе и скреплялись друг с другом с помощью поворотного соединения (не показано). Участок петли проводящего кабеля затем разрезался пополам и вновь соединялся с гибким соединителем 206 полного натяжения (полученным от Performed Line Products, Кливленд, Огайо, под торговым обозначением «THERMOLIGN»; номер серии TLSP-795). Концы соединителя 206 обмотаны лентой, чтобы предохранить стержни соединителя 206 от защемления на шкиве 214.
Получившаяся петля из каната 204 низкой вытяжки, проводящего кабеля 202 и соединителя 206 устанавливалась затем на тестовом оборудовании 200. Тестовое оборудование 200 состояло из трех шкивов, первый из которых, фиксированный приводной шкив 210, предназначался для приведения в движение петли из каната 204, проводящего кабеля 202 и соединителя 206 в направлении, указанном стрелками, второй шкив 212 переменного натяжения предназначался для задания усилия (F) на петле, а третий шкив 214 был установлен с динамометрическим датчиком 216. Первый фиксированный приводной шкив 210 имел диаметр 140 см (55 дюймов), второй шкив 212 переменного натяжения имел диаметр 92 см (36 дюймов). Проводящий кабель 202 и соединитель 214 протягивались через третий шкив 214 при угле θ перегиба 18,7 градусов при процентном натяжении НПП в пределах от 16,3 до 17,3%.
Угол θ перегиба устанавливался либо изменением положения второго шкива 212, либо регулировкой длины петли из каната 204, проводящего кабеля 202 и соединителя 204. Предусмотренные углы перегиба устанавливались в полевых условиях, и реальные углы перегиба позже аккуратно измерялись путем обработки изображений на цифровых фотографиях тестового оборудования 200. Процентное натяжение НПП (Т) на петле отслеживалось с помощью измеренного динамометром 216 результирующего усилия (R) с помощью уравнения Т=R/2sin(θ/2). Во время тестирования процентное натяжение НПП флюктуировало из-за растяжения петли и регулировалось вторым шкивом 212 в процессе тестирования.
Проводящий кабель 202 и соединитель 206 совершали кругооборот по третьему шкиву 214 путем протягивания проводящего кабеля 212 и соединителя 206 по третьему шкиву 214, остановки проводящего кабеля 202 и соединителя 206 перед пропусканием по первому или второму шкивам 210, 212, затем удаления натяжения на петле из каната 204, проводящего кабеля 202 и соединителя 206 и возвращения петли в исходное состояние. Во время совершения этого кругооборота тестовые операторы прослушивали любой акустический шум, такой как «щелчки», которые указывали бы на поломку сердечника из композитного провода. После двадцати циклов прохождения проводящего кабеля 202 и соединителя 206 по третьему шкиву 214 проводящий кабель 202 и соединитель 206 разъединялись и провода проводящего кабеля визуально осматривались на предмет повреждения. Визуальный осмотр проводов выявил, что нет никаких повреждений. Помимо этого, соединитель 206 не показывал никаких признаков разрушения или постоянной деформации. Не наблюдалось также никаких щелчков или иных звуковых сигналов. Следовательно, было сделано заключение, что значительных повреждений кабеля или соединителя нет.
Пример 2
Процедура, описанная в Примере 1, повторялась в Примере 2 за исключением того, что третий шкив 214 был роликовым массивом из шести шкивов диаметром 18 см (7 дюймов), размещенных по дуге в 45 градусов для образования общего эффективного радиуса 60 дюймов, и тестирование выполнялось при угле θ перегиба 29,6 градусов и процентном натяжении НПП в пределах от 9,7 до 11%. После трех циклов по третьему шкиву 214 проводящий кабель 202 и соединитель 206 разъединялись и провода проводящего кабеля визуально осматривались на предмет повреждения. Не наблюдалось никаких щелчков или иных звуковых сигналов. Визуальный осмотр проводов выявил, что нет никаких повреждений. Помимо этого, соединитель 206 не показывал никаких признаков разрушения или постоянной деформации. Следовательно, было сделано заключение, что значительных повреждений кабеля или соединителя нет.
Пример 3
Процедура, описанная в Примере 2, повторялась в Примере 3 за исключением того, что третий шкив 214 был тем же самым роликовым массивом из шести шкивов диаметром 18 см (7 дюймов), а тестирование выполнялось при угле перегиба 33,8 градусов и процентном натяжении НПП в пределах от 16,6 до 17,4%. После трех циклов по третьему шкиву 214 проводящий кабель 202 и соединитель 206 разъединялись и провода проводящего кабеля визуально осматривались на предмет повреждения. Не наблюдалось никаких щелчков или иных звуковых сигналов. Визуальный осмотр проводов выявил, что нет никаких повреждений. Помимо этого, соединитель 206 не показывал никаких признаков разрушения или постоянной деформации. Следовательно, было сделано заключение, что значительных повреждений кабеля или соединителя нет.
Пример 4
Процедура, описанная в Примере 2, повторялась в Примере 4 за исключением того, что третий шкив 214 был тем же самым роликовым массивом из шести шкивов диаметром 18 см (7 дюймов), а тестирование выполнялось при угле перегиба 39 градусов и процентном натяжении НПП в пределах от 10,1 до 10,6%. После трех циклов по третьему шкиву 214 проводящий кабель 202 и соединитель 206 разъединялись и провода проводящего кабеля визуально осматривались на предмет повреждения. Не наблюдалось никаких щелчков или иных звуковых сигналов. Визуальный осмотр проводов выявил, что нет никаких повреждений. Помимо этого, соединитель 206 не показывал никаких признаков разрушения или постоянной деформации. Следовательно, было сделано заключение, что значительных повреждений кабеля или соединителя нет.
Сравнительный пример А
Процедура, описанная в Примере 1, повторялась в Сравнительном примере А за исключением того, что третий шкив имел диаметр 71 см (28 дюймов), а тестирование выполнялось при угле перегиба 33 градуса и процентном натяжении НПП в пределах от 8,7 до 10,1%. Помимо этого, не применялся соединитель, участок проводящего кабеля был непрерывным. Кроме того, петля не освобождалась от нагрузки и не реверсировалась после каждого цикла, но непрерывно перемещалась по всей петле, находясь под тестовым натяжением. После первого цикла был слышен звуковой «щелчок», когда проводящий кабель 202 покидал третий шкив 214 в области захвата из проволочной сетки на ведомом конце проводящего кабеля 202. Тестирование было остановлено после 5 циклов. После пяти циклов по третьему шкиву 214 проводящий кабель 202 был разъединен и провода проводящего кабеля визуально осматривались на предмет повреждения. Визуальный осмотр проводов выявил, что был один сломанный провод сердечника на переходе от проводящего кабеля 202 в захват из проволочной сетки на стороне ведомого конца проводящего кабеля 202. Остальные провода были неповрежденными и не проявляли никаких заметных повреждений. Следовательно, было сделано заключение, что было значительное повреждение проводящему кабелю 202 из-за наличия захвата из проволочной сетки.
Сравнительный пример В
Процедура, описанная в Сравнительном примере А, повторялась в Сравнительном примере В за исключением того, что третий шкив имел диаметр 71 см (28 дюймов), а тестирование выполнялось при угле перегиба 33 градуса и процентном натяжении НПП в пределах от 7,3 до 7,9%. После двадцати циклов по третьему шкиву 214 проводящий кабель 202 был разъединен и провода проводящего кабеля визуально осматривались на предмет повреждения. Не наблюдалось никаких щелчков или иных звуковых сигналов. Визуальный осмотр проводов выявил, что нет никаких повреждений. Следовательно, было сделано заключение, что значительных повреждений кабеля или соединителя нет.
Хотя здесь проиллюстрированы и описаны конкретные варианты осуществления, специалистам понятно, что множество измененных и (или) эквивалентных реализаций можно подставить вместо конкретных показанных и описанных вариантов осуществления без отхода от объема настоящего изобретения. Данная заявка предназначена для охвата любых адаптаций или вариаций конкретных вариантов осуществления, обсужденных здесь. Поэтому подразумевается, что данное изобретение ограничено только формулой изобретения и ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЗДУШНАЯ ЛИНИЯ ЭЛЕКТРОПЕРЕДАЧ | 2007 |
|
RU2405234C1 |
| ВОЗДУШНАЯ ЛИНИЯ ЭЛЕКТРОПЕРЕДАЧИ | 2007 |
|
RU2399135C1 |
| ОПРЕССОВАННЫЙ СОЕДИНИТЕЛЬ И СБОРОЧНЫЙ УЗЕЛ ДЛЯ КОМПОЗИТНЫХ КАБЕЛЕЙ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2537967C2 |
| СПОСОБ ВЫБОРА ПРОВОДНИКОВ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ | 2007 |
|
RU2402850C1 |
| Армированные волокнами, заполненные наночастицами термоусаживаемые полимерно-композитные провода и кабели и способы | 2011 |
|
RU2618674C2 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2594016C2 |
| МНОГОЖИЛЬНЫЙ СКРУЧЕННЫЙ КАБЕЛЬ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2009 |
|
RU2447526C1 |
| СКРУЧЕННЫЕ ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИТНЫЕ КАБЕЛИ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2548568C2 |
| ИЗОЛИРОВАННЫЙ КОМПОЗИТНЫЙ ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2010 |
|
RU2501109C2 |
| РАССЧИТАННЫЙ НА РАБОТУ ПОД ВОДОЙ КОМПОЗИТНЫЙ КАБЕЛЬ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2010 |
|
RU2497215C2 |
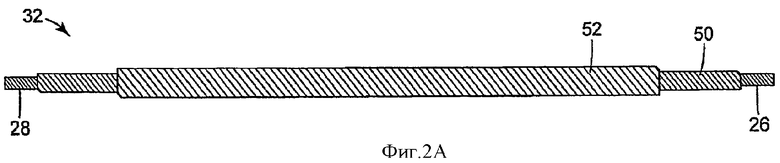
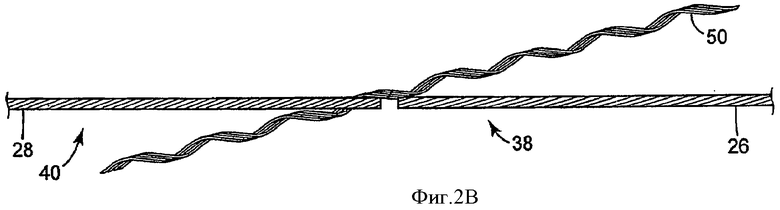
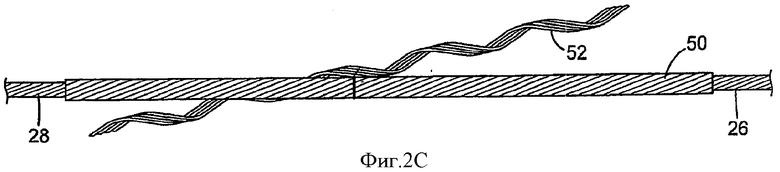
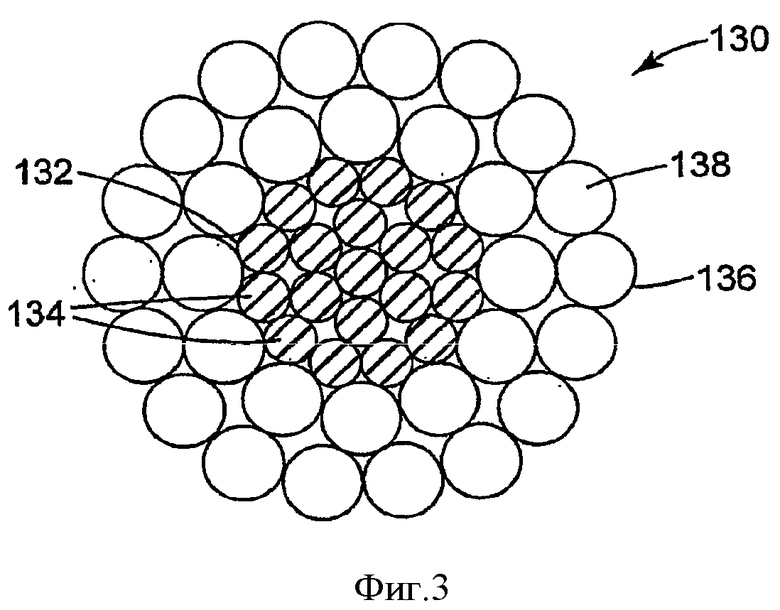
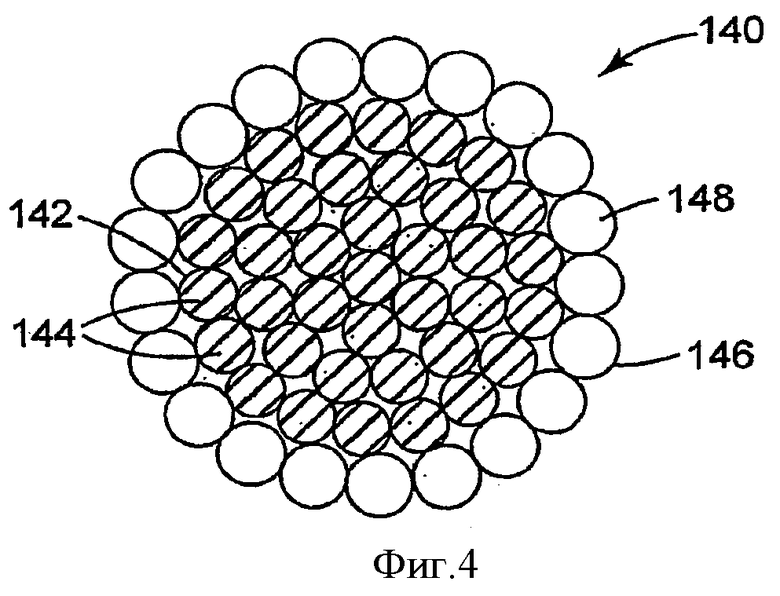
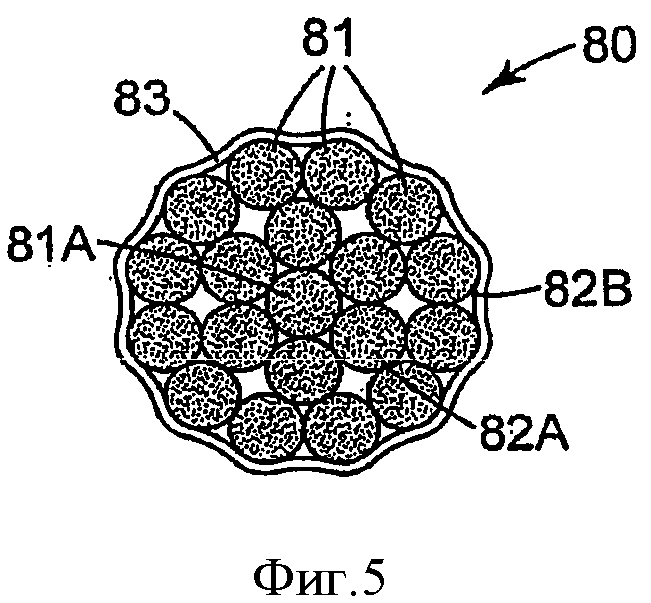
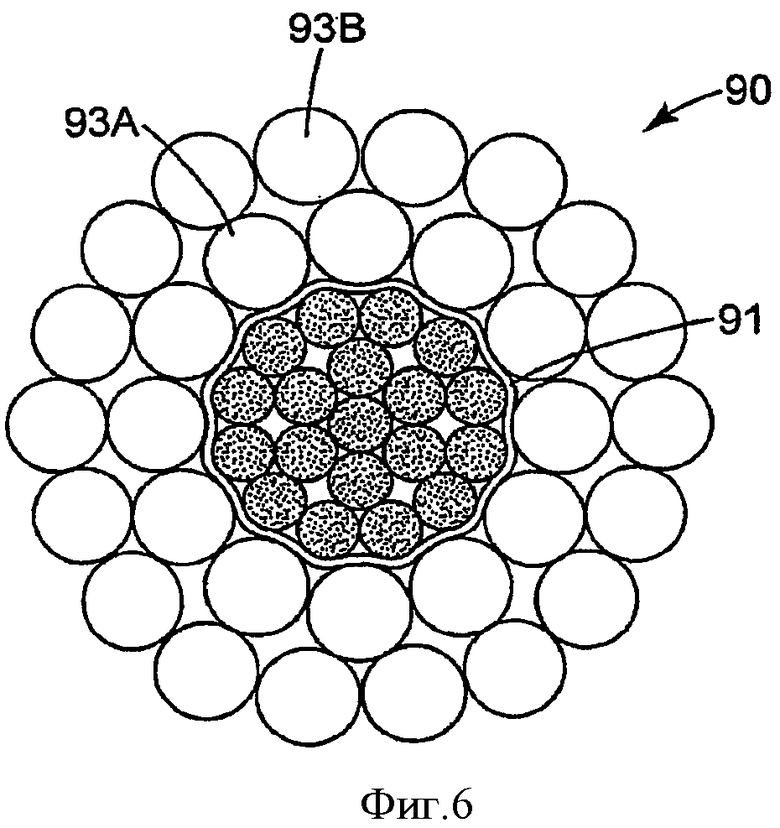
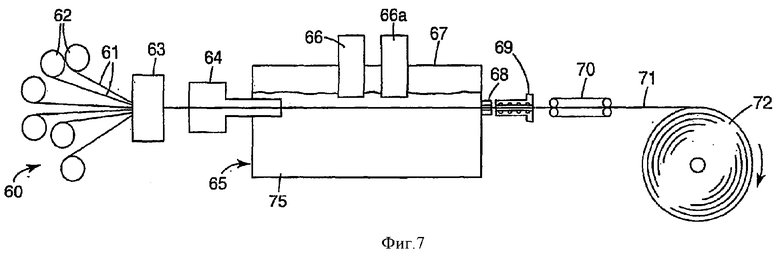
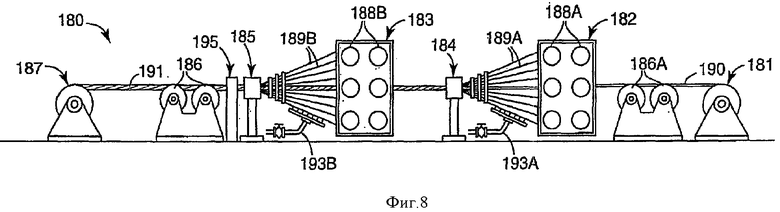
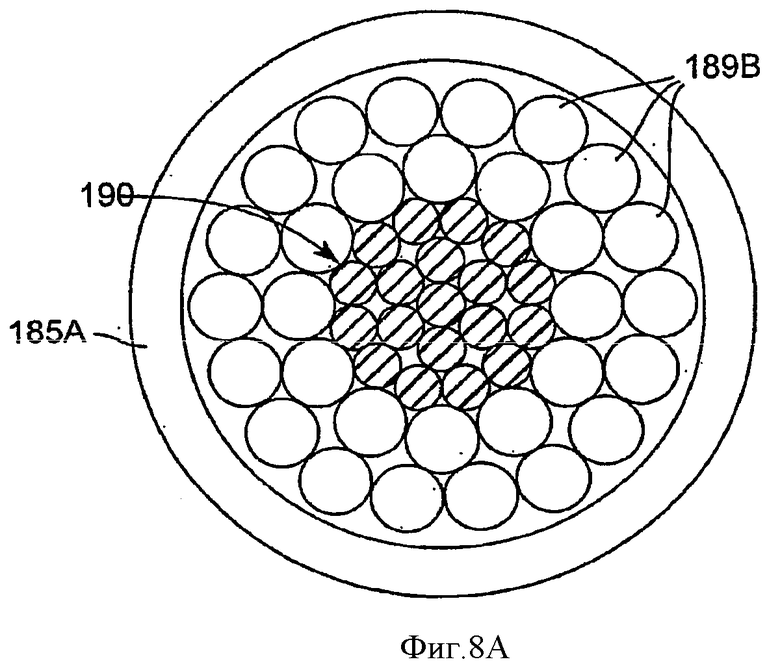
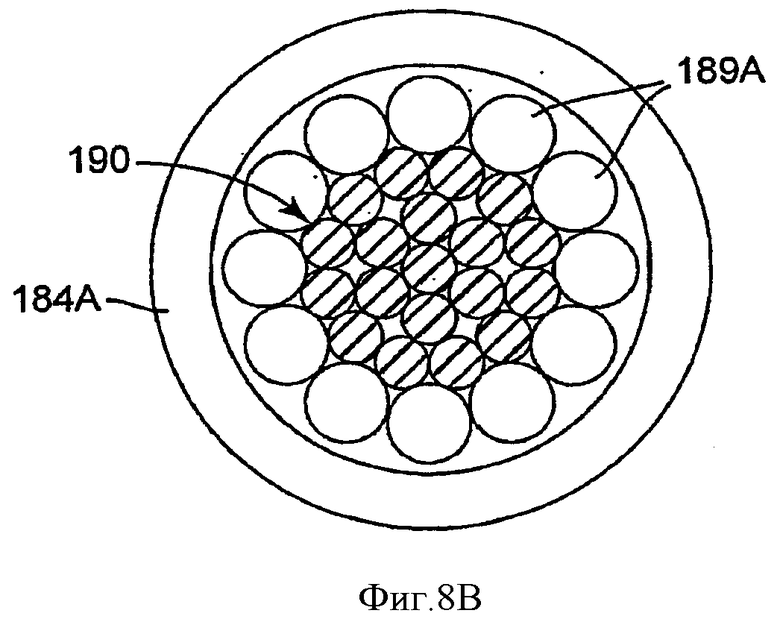
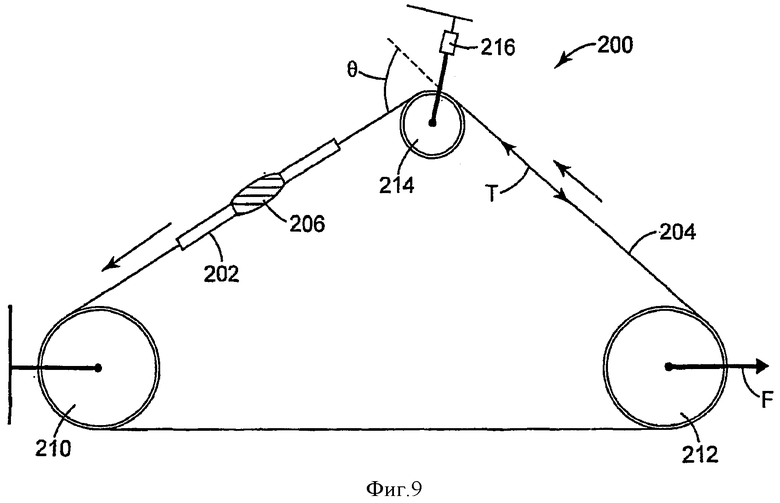
Способ установки кабеля электропередачи включает в себя обеспечение кабеля электропередачи, проходящего от первого конца ко второму концу. Кабель включает в себя гибкий соединитель полного натяжения между первым концом и вторым концом. Помимо этого, кабель электропередачи включает в себя по меньшей мере один композитный провод. Помимо этого, гибкий соединитель полного натяжения протягивают по первому шкивному узлу. Изобретение исключает изгиб и чрезмерное натяжение кабеля во время установки и предотвращает значительные повреждения кабеля и соединителя. 2 н. и 18 з.п. ф-лы, 9 ил., 1 табл.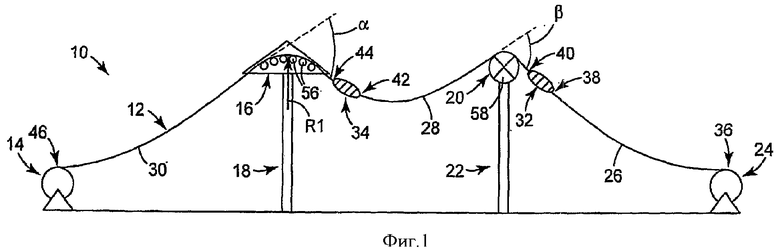
1. Способ установки кабеля электропередачи, содержащий этапы, на которых:
обеспечивают первый кабель, содержащий по меньшей мере один композитный провод, причем первый кабель имеет первый конец и второй конец;
обеспечивают второй кабель, содержащий по меньшей мере один композитный провод, причем второй кабель имеет первый конец и второй конец, при этом каждый из композитных проводов первого и второго кабелей содержит множество практически непрерывных проходящих в продольном направлении волокон в матричном материале;
присоединяют второй конец первого кабеля к первому концу второго кабеля с помощью гибкого соединителя полного натяжения;
направляют первый конец первого кабеля по первому шкивному узлу;
протягивают первый кабель по первому шкивному узлу до второго конца первого кабеля и
протягивают гибкий соединитель полного натяжения по первому шкивному узлу.
2. Способ по п.1, в котором множество практически непрерывных проходящих в продольном направлении волокон выбраны из керамических волокон, угольных волокон и из смесей.
3. Способ по п.1, в котором матричный материал каждого из композитных проводов является металлом, выбранным из одного из алюминия, титана, цинка, олова, магния и их сплавов.
4. Способ по п.1, в котором матричный материал каждого из композитных проводов является полимером.
5. Способ по п.1, в котором гибкий соединитель полного натяжения является соединителем полного натяжения из спиральных стержней.
6. Способ по п.1, в котором гибкий соединитель полного натяжения протягивают по первому шкивному узлу при угле перегиба в пределах от примерно 10 до примерно 40°.
7. Способ по п.1, в котором первый и второй кабели имеют каждый номинальный предел прочности и далее гибкий соединитель полного натяжения протягивают по первому шкивному узлу при натяжении в пределах от примерно 5 до примерно 20% от номинального предела прочности каждого из первого и второго кабелей.
8. Способ по п.1, в котором каждый из первого и второго кабелей свободен от стального сердечника.
9. Способ по п.1, в котором первый шкивной узел содержит массив шкивов, размещенных по дуге.
10. Способ по п.1, в котором этап направления первого конца первого кабеля по шкиву содержит этап, на котором:
протягивают первый и второй кабели по прямому тракту от катушки, поддерживающей первый и второй кабели, по первому шкивному узлу.
11. Способ по п.1, содержащий далее этапы, на которых:
направляют первый конец первого кабеля от первого шкивного узла по второму шкивному узлу, причем первый и второй шкивные узлы разнесены друг от друга, чтобы образовать промежуточное расстояние;
протягивают первый кабель по второму шкивному узлу до второго конца первого кабеля и
протягивают гибкий соединитель полного натяжения по второму шкивному узлу.
12. Способ по п.11, в котором промежуточное расстояние находится от примерно 200 до примерно 160 футов.
13. Способ по п.1, в котором первый шкивной узел образует общий радиус кривизны по меньшей мере примерно 36 дюймов.
14. Способ установки кабеля электропередачи, содержащий этапы, на которых:
обеспечивают кабель электропередачи, проходящий от первого конца ко второму концу, причем кабель включает в себя гибкий соединитель полного натяжения между первым концом и вторым концом, а кабель электропередачи содержит по меньшей мере один пучок практически непрерывных расположенных в продольном направлении волокон в матричном материале; и
протягивают гибкий соединитель полного натяжения по первому шкивному узлу.
15. Способ по п.14, содержащий далее этап, на котором:
протягивают гибкий соединитель полного натяжения через по меньшей мере один последующий шкивной узел.
16. Способ по п.14, в котором кабель электропередачи имеет длину по меньшей мере примерно 980 футов от первого конца до второго конца.
17. Способ по п.14, в котором гибкий соединитель полного натяжения содержит множество спирально навитых стержней.
18. Способ по п.14, в котором пучки практически непрерывных расположенных в продольном направлении волокон выбраны из группы, состоящей из керамических волокон, угольных волокон их смесей, и далее матричный материал выбран из группы, состоящей из алюминия и его сплавов, титана и его сплавов, цинка и его сплавов, олова и его сплавов, магния и его сплавов и полимеров.
19. Способ по п.14, в котором кабель электропередачи подают на катушке, расположенной на первой высоте, и далее первый шкивной узел поддерживают на второй высоте, большей, чем первая высота катушки.
20. Способ по п.14, в котором кабель электропередачи имеет связанный с ним минимальный диаметр шкива и далее первый шкив имеет больший диаметр, чем номинальный диаметр шкива.
| US 3934397 A, 27.01.1976 | |||
| АГРЕГАТ ДЛЯ УКЛАДКИ ОПТОВОЛОКОННОГО КАБЕЛЯ НА ПРОВОД ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ | 1996 |
|
RU2124256C1 |
| БЛОК СТРОИТЕЛЬНЫЙ СТЕНОВОЙ | 1998 |
|
RU2131501C1 |
| US 4504695 A, 12.03.1985 | |||
| Насос | 1917 |
|
SU13A1 |

