Изобретение относится к области строительных материалов, точнее к производству кровельных материалов, а именно черепицы.
В настоящее время черепицу, в основном, производят из глиняной массы путем прессования с последующим отжигом при 1000 - 1100oC. В номенклатуру входят, как правило, такие виды черепицы, как пазовая штампованная, плоская ленточная, пазовая ленточная и коньковая (Шепелев А. М. Как построить сельский дом. - М., 1986, с. 57).
Недостатками глиняной черепицы является хрупкость и большой вес (1 м2 покрытия из нее весит 50 - 60 кг).
Наряду с глиняной выпускают цементно-песчаную черепицу, получаемую прессованием, полученной при смешении компонентов, цементно-песчаной смеси (содержание цемента 20 - 35 мас.%) с последующим ее отверждением в припарочных камерах.
В основном выпускают такие варианты черепицы, как пазовую и коньковую.
Пазовую черепицу выполняют в виде плоской пластины, имеющей пазы (фальцы), в которые при укладке входят выступы (гребни) соседней черепицы.
Коньковая черепица, являющаяся прототипом одного из заявляемых изобретений, имеет форму полого полуцилиндра и также снабжена фальцами и гребнями.
При высокой прочности и долговечности для этой черепицы характерны, хотя и в меньшей степени, чем для глиняной, такие недостатки, как хрупкость и большой удельный вес (Сагалатов В.В. Производство кирпича и черепицы. - М.: Стройиздат, 1954, с. 32 - 140).
Прототипом заявляемого способа получения черепицы является получение черепицы из смеси, содержащей 20 - 30% дробленых отходов полиэтилена, 70 - 80% кварцевого песка (фракция до 3.0 мм) и пигмента путем смешения компонентов при повышенной температуре (пат. РФ N 2056286, кл. B 28 C 9/00, 1996).
Недостатком способа является относительная хрупкость получаемой продукции, применимость только к пазовой черепице с большой поверхностью сцепления элементов.
Задачей, решаемой автором, являлось создание более универсальной технологии получения черепицы, совмещающей высокие эксплуатационные характеристики с большой прочностью и меньшим весом, и новых видов черепицы на ее основе.
Указанная задача решалась созданием технологии производства более легкой и прочной черепицы, которая позволила снизить толщину черепицы и усовершенствовать конструкцию получения как пазовой, так и коньковой черепиц, отказавшись от фасцов, которые для новой конструкции приводили из-за меньшей толщины изделия к падению прочностных характеристик.
Предлагаемый способ получения черепицы включает в себя предварительное измельчение и фракционирование компонентов с целью отбора их фракций с размером частиц для песка 3 мм и для полиолефинов - до 10 мм, нагрев песка до 250 - 450oC, введение в него при интенсивном перемешивании при 200 - 220oC в течение 15 - 30 мин остальных компонентов, формование изделий при 130 - 200oC и давлении 20 - 60 кг/см2 в течение 10 - 20 с с последующим охлаждением изделий до полного остывания в течение 3 - 18 ч.
В результате использования вышеуказанного режима удается добиться одновременного протекания процессов деструкции полимеров с одновременной сорбцией продуктов их полураспада на поверхности песка и протеканием процессов конгламерации отдельных частиц формовочной массы. Процесс фиксируется в момент прессования изделия. Дальнейший режим охлаждения выбран таким образом, чтобы исключить в массе образование микротрещин.
Возможно использование фракций компонентов с большим размером частиц, однако это приводит к уменьшению прочностных характеристик изделия. При нагреве песка менее 250oC не обеспечивается удаление из его массы вредных летучих компонентов и максимальное раскрытие его поверхностной структуры песка, более высокая температура экономически нецелесообразна.
Проведение перемешивания при более низкой температуре не позволяет обеспечить необходимую степень деструкции полимеров, использование более высокой температуры не позволяет осуществить сорбцию связующих компонентов на поверхность песчинок. Условия прессования являются максимально мягкими для изделия. Проведение формования в более жестком режиме возможно, но требует более дорогостоящего оборудования.
Получаемая черепица обладает повышенной прочностью при относительной легкости. Проведенные испытания показали, что в зависимости от состава формовочной массы изделие характеризуется следующими показателями:
Прочность на сжатие, МПа - 25 - 30
Прочность на изгибе, Мпа - 20 - 25
Морозостойкость, F - 200
Истираемость г/см2 - 0,15 - 0,20
Водопоглощение, Wm - 0,2 - 0,5%
Водонепроницаемость, W - 6
Плотность, кг/м3 - 1400 - 1800
Более полная информация о свойствах черепицы приведены в конкретных примерах исполнения.
По вышеуказанной технологии могут быть получены черепица традиционных форм, различные защитные плиты для облицовки пола, стен зданий и различных сооружений, животноводческих комплексов.
Уникальные свойства полученного материала позволили разработать также новые конструкции черепиц, отличающиеся простотой технологии получения и высокой надежностью при их эксплуатации.
Общий вид новых разновидностей черепицы, в частности, черепицы коньковой, приведен на прилагаемых чертежах.
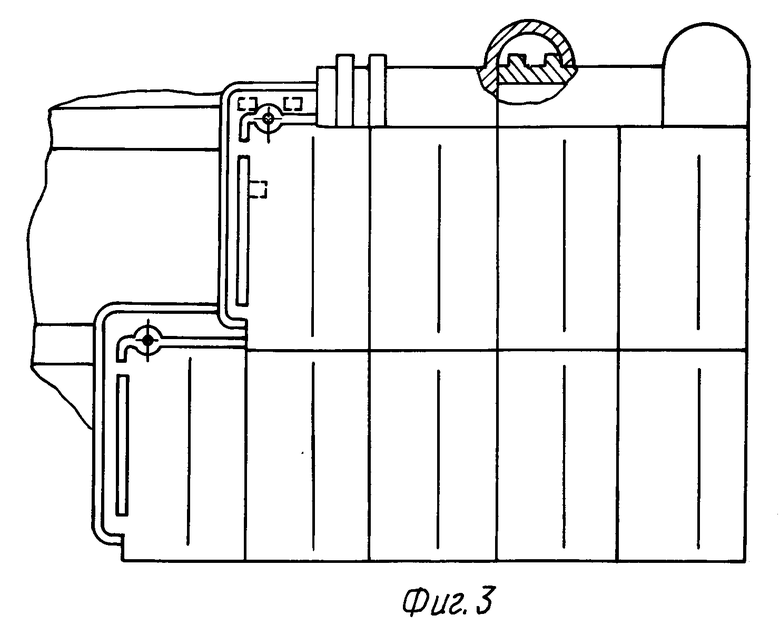
На фиг. 1 приведен вид сбоку коньковой черепицы, на фиг. 2 - вид сзади коньковой черепицы, на фиг. 3 - фрагмент черепичной крыши, вид сверху, демонстрирующий закрепление черепицы на кровле.
Коньковая черепица (фиг. 1 и 2) выполняется в виде полого полуцилиндра 1, наружная часть которого снабжена с одной стороны отверстием 2 для крепления и расположенными перпендикулярно оси цилиндра гребнями 3 и 4, а с другой стороны выпуклым полукольцом 5, диаметр внутренней полости которого подбирают таким образом, чтобы при помещении в нее гребней 3 и 4 их внешние стороны касались внутренней поверхности полости полукольца.
При сборке коньковую черепицу закрепляют гвоздем через отверстие 2. После этого на гребни 3 и 4 укладывают полукольцо 5 следующей черепицы таким образом, чтобы гребни 2 и 3 предыдущей попали в полость полукольца 5, упираясь в его внутренние стенки. При этом боковая кромка полуцилиндра должна попадать в пазы пазовой черепицы.
Преимуществами вышеописанной конструкции являются надежная фиксация пластин и повышенная защита кровли от атмосферных осадков за счет применения в конструкции спаренных гребней, образующих более надежный замок на стыках и исключающий застаивание воды в фасцах.
Дополнительным преимуществом заявляемых изобретений является то, что при их реализации удается решить экологические проблемы, связанные с утилизацией пластиковых отходов.
Практическая применимость изобретений иллюстрируется примерами.
Пример 1. 20 кг смеси отходов полиэтилена и полипропилена измельчали до получения фракции частиц с размером до 10 мм (70% составляла фракция с размером частиц до 5 мм). Одновременно сепарировали песок с целью получения фракции частиц до 0,8 мм.
75 кг отобранной фракции песка нагревали до 400oC и выдерживали в интервале 350 - 450oC в течение 0,5 часа.
Затем в горячий песок при интенсивном перемешивании в течение 15 - 20 минут вводили 20 кг измельченных отходов и 5 кг сурика таким образом, чтобы температура смеси в период смешивания составляла 200 - 220oC. Полученную смесь размещали по формам и подвергали прессованию при температуре 130 - 150oC и давлении 50 кг/см2 в течение 20 - 30 сек при циркулировании холодной воды через пресс-форму, после чего изделия оставляли остывать в течение 4 часов. Полученная в результате формования черепица при проведении испытаний соответствовала следующим параметрам:
Прочность на сжатие, МПа - 30
Прочность на растяжение при изгибе, МПа - 25
Морозостойкость, F - 200
Истираемость, г/см2 - 0,20
Водопоглощение, Wm - 0,2%
Водонепроницаемость, W - 6
Плотность, кг/м3 - 1650
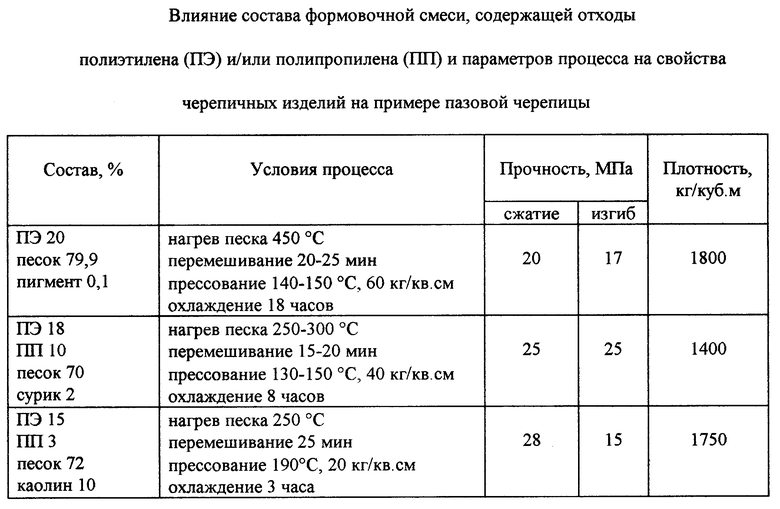
Пример 2. В условиях примера 1 получали черепицу при варьировании состава формовочной смеси и параметров процесса. Полученную пазовую черепицу подвергали испытаниям на прочность и плотность. Результаты испытаний приведены в таблице.
Пример 3. 20 кг смеси отходов полипропилена измельчали до получения фракции частиц с размером до 3 мм. Одновременно сепарировали песок с целью получения фракции частиц до 3 мм.
70 кг отобранной фракции песка нагревали до 450oC и выдерживали в интервале температуры 400 - 450oC в течение 2 часов.
Затем в горячий песок при интенсивном перемешивании в течение 20 - 25 минут вводили 20 кг измельченных отходов и 10 кг технического углерода, таким образом, чтобы температура смеси в период смешивания составляла 200 - 220oC. Полученную смесь распределяли по формам для получения стенных плит из черепичного материала и подвергали прессованию при 180 - 200oC и давлении 60 кг/см2 в течение 6 - 8 часов.
Полученные плиты представляли собой квадрат со стороной 400 мм и толщиной 15 мм.
При проведении испытаний параметры плиты соответствовали следующим показателям:
Прочность на сжатие, МПа - 25
Прочность на растяжение при изгибе, МПа - 7
Морозостойкость, F - 200
Истираемость, г/см2 - 0,7
Водопоглощение, Wm - 1,5%
Водонепроницаемость, W - 2
Плотность, кг/м3 - 1800
Приведенные выше результаты свидетельствуют о возможности получения черепичных изделий с более высокими физико-механическими и эксплуатационными характеристиками. Выпуск продукции по данном изобретению налажен в ТОО "НОРД" г. С.-Петербурга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2000 |
|
RU2165904C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОЙ ЧЕРЕПИЦЫ | 1993 |
|
RU2046707C1 |
| ЧЕРЕПИЦА | 1996 |
|
RU2099489C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕМЕНТНО-ПЕСЧАНОЙ ЧЕРЕПИЦЫ | 2000 |
|
RU2201409C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255918C1 |
| СОСТАВ КРОВЕЛЬНО-СТРОИТЕЛЬНОГО МАТЕРИАЛА | 2015 |
|
RU2597908C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
| ПЕСЧАНО-ПОЛИМЕРНЫЙ МАТЕРИАЛ | 2000 |
|
RU2170716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2194680C2 |
| СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СЫПУЧИХ МАТЕРИАЛОВ И ПОЛИМЕРНЫХ ОТХОДОВ | 2000 |
|
RU2185959C1 |

Изобретение применимо при производстве черепицы. Способ получения черепицы включает фракционирование песка с отбором фракции с размером частиц до 3 мм и нагревом его до 250-450oC в течение 15-30 мин, фракционирование отходов полиолефинов с отбором фракции с размером частиц до 10 мм, смешение введением в песок отходов полиолефинов и служебных веществ при следующем содержании компонентов в смеси, мас. %: песок - 70-79,9; отходы полиолефинов - 20-30; служебные вещества - 0,1-10,0, с дальнейшим формованием при 130-200oC и давлении 20-60 кг/см2 и последующим охлаждением в течение 3-18 ч. Черепица коньковая выполнена из формовочной массы на основе смеси песка с отходами полиолефинов в виде полого полуцилиндра с гребнями и отверстием для крепления к обрешетке, причем с одной стороны полуцилиндра после указанного отверстия имеются два перпендикулярных оси цилиндра гребня, а с другой стороны полуцилиндра - выпуклое полое полукольцо с размерами внутренней полости, обеспечивающими касание гребнями внутренних стенок полукольца при наложении его на гребни. Достигается улучшение физико-механических и эксплуатационных характеристик черепичных изделий. 2 c.п. ф-лы, 3 ил., 1 табл.
Песок - 70-79,9
Отходы полиолефинов - 20-30
Служебные вещества - 0,10-10,0
формование, отличающийся тем, что перед смешением отходы полиолефинов фракционируют с отбором фракции с размером частиц до 10 мм, нагрев песка перед смешением осуществляют до 250-450oC в течение 15-30 мин, формование осуществляют при 130-200oC и давлении 20-60 кг/см2, после чего осуществляют охлаждение в течение 3-18 ч.
| RU 2056286 C1, 20.03.86 | |||
| Шепелев А.М | |||
| Как построить сельский дом | |||
| М.; Россельхозиздат, 1986, с.57 | |||
| Устройство для бесконтактного дистанционного измерения параметров ультразвуковых колебаний | 1988 |
|
SU1516968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ | 2011 |
|
RU2558216C2 |
| GB 680549 A, 19.07.52 | |||
| DE 3401270 A1, 25.07.85 | |||
| ГАЗИРОВАННЫЙ ЖЕЛЕОБРАЗНЫЙ НАПИТОК С ВКЛЮЧЕНИЯМИ | 2011 |
|
RU2525261C1 |
| Сагалатов В.В | |||
| Производство кирпича и черепицы | |||
| - М.: Промстройиздат, 1954, с.32-140 | |||
| Уманский Н.Л., Фальков И.А | |||
| Цементно-песчаная черепица | |||
| - М.: Промстройиздат, 1957, с.8-20. | |||
