Изобретение относится к области цветной металлургии, а конкретно к способам получения первичной меди из ее рудного сырья, а также к используемым для осуществления такого рода процесса устройствам.
Известны способы извлечения металлической меди из сернистой руды, в ходе осуществления которых исходное сырье подвергают обработке в растворах одной или сразу же двух минеральных кислот (соляная, серная).
Раствор, содержащий соли меди, перешедшие в него из обработанной в нем массы самой руды, отправляют для осуществления последующей электрохимической обработки. Высаждаемая в ходе ее на катоде медь является конечным продуктом, используемым по своему прямому назначению для удовлетворения потребностей промышленного производства (см. патент РФ за №2137856 от 20.12.1994 г. "Способ извлечения меди из сернистой медной руды или концентрата").
Однако этому известному способу присущи следующие недостатки. Получение меди с использованием многостадийных методик, включающих предварительную генерацию растворов ее соли в кислотных растворах, значительно усложняет и удорожает процесс получения металла. Затраты необходимой для осуществления осаждения меди на катоде электрической энергии также остаются достаточно существенными, что негативно сказывается на получаемых технико-экономических показателях этого процесса при применении таких известных технологий.
Наиболее близким к предлагаемому является способ получения меди, в ходе осуществления которого
производят восстановление исходного рудного материала твердым углеродом, а также при помощи подачи в зону обработки содержащих этот элемент летучих газовых соединений.
Для интенсификации процесса переработки содержащих медь сырьевых соединений на последние воздействуют генерируемым в области протекания их преобразования в необходимый конечный продукт магнитным полем (см. а.с. №220997 A1, C21B 13/00; 15/00, опубликовано 19.10.1971 г., СССР - прототип).
Однако при использовании и этого известного технического решения-прототипа затраты на осуществление процесса получения металла остаются недопустимо высокими.
Используемое же для проведения процесса плавки исходной содержащей соединения меди руды оборудование отличается высокой степенью сложности, и его применение связано с необходимостью привлечения при выполнении процесса обработки достаточно существенных затрат трудовых и финансовых ресурсов.
Задачей изобретения является сокращение затрат на получение металлической меди, а также снижение степени конструктивной сложности применяемого при выполнении этого способа самого устройства.
Достижение указанных целей обеспечивается за счет использования при осуществлении процесса предлагаемой обработки следующих факторов:
- предлагаемый способ включает размещение обрабатываемого сырья и углеродосодержащих соединений во внутренней полости изолированной от внешней среды емкости, а также восстановление металла из частиц исходного рудного материала. Последнее выполняется при помощи воздействия на сырьевые продукты генерируемыми в применяемом устройстве физическими полями. По крайней мере, в качестве одного из них используется магнитное. При этом процесс преобразования исходных сырьевых материалов в конечные продукты протекает непосредственно в зоне влияния этого создаваемого в зоне переработки набора искусственно генерируемых там полей.
Новым при выполнении предлагаемого способа является то, что в качестве объекта для проведения такого преобразования выступает воздушная взвесь из частиц перерабатываемого сырья с размерами 0,02-1,0 мм. Объем такого рода частиц, взятый относительно всего объема полости, которую ими заполняют, составляет 20-40% от всей величины последней. В качестве используемого для преобразования сырья в конечный продукт физического поля используется переменное вращающееся магнитное. Напряженность последнего, замеренная в зоне обработки, составляет 1,5×103÷1×106 А/м, частота 40-70 Гц. Такое поле формируется подачей для питания его генератора периодически повторяющихся пакетов синусоидальных электрических импульсов, имеющих соотношение между своими амплитудами, составляющее 
Т.е. обработка производится при частотах, соответствующих появлению того и другого вида импульсных пакетов, входящих в диапазон для волн с амплитудой max A - 27-46 Гц; и min A - соответственно 13-24 Гц.
А сама емкость с обрабатываемой сырьевой взвесью при осуществлении ее преобразования в конечный продукт выполняет в применяемом устройстве роль составного замыкающего звена, соединяющего в единое целое отдельные половины генерирующего магнитный поток контура, входящего в это устройство в качестве основного его конструктивного узла.
Кроме того, в процессе проведения обработки в толщу получаемого на дне емкости осадка проводится подача струй сжатого воздуха под избыточным давлением 0,1÷0,6 кгс/см2, создающих в этой области так называемый "кипящий слой".
Применяемое же для осуществления способа устройство содержит в своем составе изолированную от окружающей среды емкость для размещения в ней частиц медного колчедана с восстановителем. В придонной области этой емкости установлен перфорированный патрубок, соединенный с внешней подающей сжатый воздух магистралью.
В устройстве имеются и рабочие элементы для генерации магнитного поля в полости указанной выше емкости. Рабочие элементы выполнены в виде состыкованных между собой пластин из магнитопроводящего материала.
Эти пластины образуют в процессе их монтажа контур в виде замкнутого прямоугольника. В теле же составляющих такого рода контур деталей размещены три обмотки-катушки. Каждая из этих обмоток-катушек имеет электрическую связь с соответствующей фазой внешнего трехфазного источника питания.
В одном же из этих составных элементов контура выполнен сквозной паз. Габариты этого паза обеспечивают возможность проведения установки в контур содержащей воздушную взвесь емкости. Кроме того, эта емкость имеет смонтированную на верхнем своем торце с открытого ее конца крышку, препятствующую сообщению внутренней полости последней с окружающей устройство внешней средой.
В придонной области этой емкости проложен заглушенный с торцевой части патрубок, который имеет выполненные в его стенках отверстия перфорации. Последние обеспечивают вывод в окружающие такой патрубок слои обрабатываемого сырья струй подаваемого через них сжатого воздуха. Внутренняя же полость его сообщается с полостью внешней подающей объемы сжатого воздуха магистралью. При использовании всего набора перечисленных выше особенностей осуществления предлагаемого способа, а также в конструкции используемого при его проведении устройства характер протекания процесса обработки в ходе ее осуществления претерпевает следующие изменения.
На начальных этапах его выполнения проводится предварительная подготовка используемой для получения металла сырьевой массы. Последняя, перед началом этого процесса, подвергается операции так называемого "тонкого помола". Такое измельчение исходного материала производится при помощи любых известных в настоящее время технологий дробления, например с применением широко распространенных шаровых мельниц. После окончания такого рода операции исходный кусковой материал превращается в мелкодисперсные частицы, имеющие габаритные размеры от 0,02 до 1,00 мм. Перемолотая готовая масса затем "просушивается" в жарочном шкафу при температуре 120-150°С в течение 30-50 минут.
На этом этап предварительной подготовки сырья к последующей его обработке можно считать законченным.
Готовая пылевидная сырьевая масса затем помещается во внутреннюю полость емкости 3, где размешивается, например, с помощью механической мешалки, образуя там однородную и устойчивую воздушную взвесь. Емкость 3, заполненная этой взвесью частиц 4, затем закрывается крышкой 8 и устанавливается в сквозной паз "Б" генератора магнитного потока.
Перфорированный патрубок 6, используемый для подвода в емкость 3 сжатого воздуха, после монтажа емкости 3 в генераторе, подключается к подающей его внешней магистрали.
После проведения указанных выше переходов все обмотки-катушки 2 используемого генератора подключаются к соответствующим (см. фиг.1) фазам внешнего источника питания (на чертеже не показан). Каждая из трех обмоток-катушек 2 при поступлении на нее переменного электрического тока, подаваемого от внешнего источника питания, начинает генерировать собственное магнитное поле.
Так как все эти обмотки-катушки 2 смонтированы в соответствующих монтажных окнах (на чертеже не показаны), непосредственно в объеме магнитопроводящих рабочих элементов 1, то генерируемые ими отдельные магнитные потоки с помощью последних объединяются в единый суммарный. Таким образом, создается общее магнитное поле, сформированное из этих трех отдельных составляющих, полученных в зонах установки каждой из указанных выше обмоток-катушек 2. Так как подаваемый для их питания переменный ток в каждой из используемых фаз внешнего источника имеет угловые сдвиги относительно соседних, сформированное таким образом суммарное магнитное поле будет не только переменным, но и как бы осуществляющим "вращение" в окружающей его пространственной области.
Следует обратить внимание и на то, что образующийся в контуре генератора при его включении суммарный магнитный поток будет стремиться замкнуть разорванные пазом "Б" половины генератора, как бы соединяя их в единое целое (создавая замкнутую "петлю"). В процессе этого он неизбежно производит "проскок" через внутреннюю полость емкости 3, заполненную частицами 4 обрабатываемой сырьевой массы.
Последняя выполняет в ходе осуществления такого рода его перехода из одной половины контура в другую роль соединительного и замыкающего звена применяемой для обработки этой магнитной системы (становится своеобразной "ступенькой", с опорой на которую этот переход между рабочими элементами 1 такого рода генератора и становится осуществимым с минимально возможными потерями энергии).
Все перечисленное выше обеспечивает максимально возможную концентрацию силовых линий генерируемого магнитного поля непосредственно в зоне проведения процесса получения из сырьевых частиц 4 конечного продукта их переработки - металлических гранул 5.
Соответственно, сформированный в этой же области результирующий вектор суммарного магнитного потока совершает там колебательные перемещения, осуществляя при этом перенос зоны своего влияния на окружающие его частицы сырья по всем трем пространственным координатам (X, Y, Z). К тому же в процессе этого последний меняет не только направление воздействия, но и саму свою величину (с заданной частотой 40-70 Гц). Если соединить кривой линией точки положения конца вектора, обегающего все участки окружающего его пространственного объема в течение определенного временного промежутка, то получим фигуру, по очертанию наиболее близкую к трехмерному "эллипсоиду" (см. зону "Д" на фиг.1).
Сужение его переднего и заднего концов определяется увеличением магнитного сопротивления, неизбежно появляющегося ввиду возникновения монтажных зазоров "а" в момент установки емкости 3 в генератор.
Так как этот результирующий вектор совершает все указанные выше действия непосредственно в заполненной обрабатываемой средой внутренней полости емкости 3, то на находящиеся там частицы сырья, а также на молекулы газов обрушивается целая серия периодически повторяющихся (40-70 Гц) "толчков" и "ударов".
Под их влиянием неизбежно активируются составляющие эти молекулы атомы, электроны которых переходят на более высокие орбиты относительно их ядра. При этом разрываются ранее имеющиеся молекулярные ковалентные связи, и в зоне обработки появляются ионы меди и углерода.
При протекании в последующем целого ряда взаимодействий выполняющий роль восстановителя углерод "отбирает" у соединений меди ранее присоединенные к ним атомы-партнеры, формируя при этом новые газовые микрообъемы.
Атомы меди, напротив, образуют устойчивые в этих новых условиях кристаллические центры, оседающие под действием сил гравитации на дно емкости 3.
Процесс получения конечного продукта на этом можно было бы считать завершенным, если бы наряду с формированием частиц металлической меди параллельно не протекал аналогичный, обеспечивающий появление твердой серы. Пленки из последней обволакивают только-только образованные частицы металла, мешая их разрастанию.
Для удаления этого "отравителя" при выполнении обработки используется следующий технологический прием. Подача на генерирующие суммарное магнитное поле обмотки-катушки применяемого при обработке генератора осуществляется не только одинаковыми по своей величине синусоидальными импульсами, но и чередующимися с ними через заданные периоды времени импульсными волновыми пакетами, имеющими меньшую амплитуду.
Т.е. на первых этапах осуществления такого рода обработки на генератор поступают синусоидальные импульсы с максимальной амплитудой (max A). Подача этого пакета производится до тех пор, пока количество такого рода импульсов в составе этого пакета не будет попадать в диапазон, равный от 3 до 5 их единиц.
После этого подача такого рода "больших" синусоидальных волн прекращается, и на обмотки-катушки генератора поступает следующий их пакет, содержащий аналогичные по виду импульсы, но имеющие амплитуду, в 6-8 раз меньшую, чем в предыдущем случае (т.е. с амплитудой, равной min A). Количество такого рода синусоидальных волн-импульсов в этом пакете составляет величину, равную от 1 до 2.
Затем после окончания периода подачи пакета с «маленькими» импульсами возобновляется проведение процесса с помощью вновь поступающего на обмотки-катушки 2 уже следующего, содержащего импульсы с максимальной амплитудой (max A).
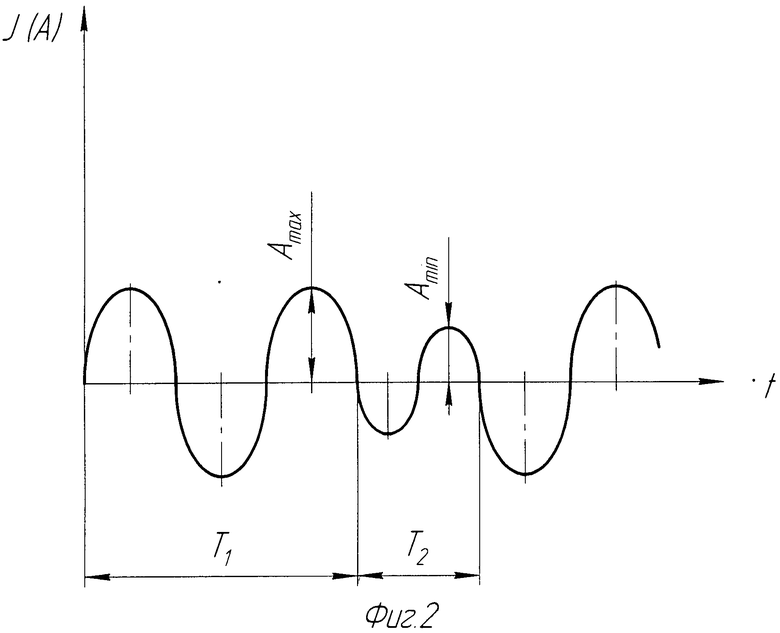
Такого рода процесс чередования повторяется раз за разом, до полного окончания всего процесса обработки. (См. график подачи на создающие магнитное поле элементы 2 контура синусоидальных импульсов - сила тока I (A) в зависимости от момента времени, фиксируемые относительно начала обработки t - см. фиг.2.)
На графике фиг.2 наглядно видно, что временной промежуток, в течение которого производится подача импульсов с max А-T1; значительно превышает аналогичный, в течение которого поступают импульсы с min A. Т.е. первый больше второго от трех до пяти раз.
Общая картина, иллюстрирующая характер протекания процесса получения конечного продукта из частиц исходной воздушной взвеси, при наличии такого рода пакетной волновой подачи питания на используемый магнитный генератор, меняется коренным образом.
Периодическое изменение величины поступающих на генерирующие магнитное поле элементы импульсов неизбежно приводит к появлению своего рода пульсаций, определяющих то "вздутие", то "схлопывание" создаваемого в объеме емкости 3 суммарного магнитного потока. Т.е. фигура, создаваемая при соединении точек нахождения концов перемещающегося результирующего вектора "Д" - см. фиг.1, будет то "раздуваться", то соответственно "худеть". Вслед за ее соответствующими изменениями, сопровождающими периодическую смену питающих систему волновых пакетов, будут меняться и условия осуществляемого в самой зоне обработки энергетического воздействия. Последнее начинает выполняться в соответствии с принципом - то самое "сильное", то самое "слабое".
Если в условиях интенсивно осуществляемого воздействия (импульсы поступают с max А) происходит совместная кристаллизация металла и серы из частиц перерабатываемого сырья, то в моменты его ослабления (период подачи импульсов с min А) имеет место переработка твердых серосодержащих пленок в газообразные летучие продукты. В условиях измененного энергетического воздействия такого рода соединения имеют внутреннюю энергию с минимально возможным значением из всех наиболее вероятных комбинаций образующихся соединений.
Для расположенных же под этой пленкой из серы частиц меди, кристаллизовавшейся из сырья, такое изменение параметров воздействующего на них магнитного поля не имеет определяющей их возможное дальнейшее существование роли, вследствие чего они остаются в прежнем неизменном состоянии. Образованные из серы в такие моменты времени обработки новые газообразные продукты переходят сначала во внутреннюю полость емкости, а потом через щелевидные зазоры между крышкой и стенками последней, уходят в окружающую атмосферу.
Освобожденные от серной пленки - "загрязнителя" - частицы металлической меди продолжают свой рост в момент поступления на генератор импульсов питания с максимальной амплитудой. Их рост точно так же блокируется с течением времени вновь образующимся новым покрытием из твердой серы. Последняя снова переводится в серосодержащие газообразные соединения с кислородом и водородом (SO3; H2S) в момент периодически осуществляемой смены соответствующих волновых пакетов.
И так один цикл обработки непрерывно сменяется другим до самого конца ее проведения, пока находящаяся в емкости сырьевая масса не будет полностью превращена в эти конечные продукты.
Кристаллизующиеся под воздействием переменного вращающегося магнитного поля частицы металла, падая вниз, захватывают по дороге мелкие частицы сырьевой массы, обрастая своеобразной "шубой". Попадая на самое дно емкости 3, они создают там своеобразный "придонный" осадок. Как только в толщу последнего поступают струи подаваемого под избыточным давлением (0,1÷0,6 кгс/см2) сжатого воздуха, то входящие в него составляющие под действием последних начинают совершать там интенсивные колебательные перемещения. При этом создается так называемый "кипящий слой".
Указанные выше процессы, обусловленные воздействием переменного вращающегося магнитного поля на входящие в "придонный слой" элементы, протекают в этой области точно так же, как и в остальном объеме полости емкости 3.
Отличие такого рода процессов будет состоять в том, что в условиях возникновения "кипящего слоя" значительно увеличивается количество подаваемых в эту зону атомов применяемого восстановителя (полученного из углеродосодержащих газов самого сжатого воздуха).
Это существенно интенсифицирует процесс выделения меди из частиц содержащих ее сырья и обеспечивает укрупнение полученных в придонном осадке ее гранул 5.
Остальные элементы земной коры, входящие в состав сырьевой массы, накапливаются на дне, образуя там крупногабаритные куски (30-50 мм). Так как в качестве сырья, подвергаемого обработке, использовался медный колчедан (халькопирит), то и в составе отходов, полученных по ее завершении, содержатся химические соединения в основном следующих элементов - Fe; S; Si; Al; Ca; C.
Полученные по завершении обработки куски таких отходов имеют губчатую структуру и темно-серый цвет.
Ввиду большой разницы в габаритах частиц металлической меди (0,7-4,0 мм) и полученных кусковых отходов (30-50 мм) они легко разделяются при помощи обычного калиброванного сита. Чистота полученной меди составляет в процентном отношении - 95,77-98,01%, что делает ее пригодной для применения в качестве исходного чернового сырья для последующего рафинирования.
Сама обработка осуществляется при комнатных температурах и в диапазоне давлений, незначительно отличающихся от атмосферного.
Выход пригодной для проведения дальнейшей ее переработки металлической меди из применяемого концентрата халькопирита (медного колчедана) составляет от 16% до 34%, в зависимости от ее начального содержания в самом этом сырье. Количество образующегося губчатого шлака находится в пределах от 29% до 41% от массы рудного материала. Остальную часть составляют образующиеся газовые продукты, выходящие в атмосферу или в предназначенные для их утилизации очистные системы.
В процессе "омагничивания" в заполняющей емкость 3 воздушной взвеси протекают следующие реакции:
CuFeS2→Cu++Fe++2S+;
CO2→C++2O+;
Cu++O+=CuO; Cu++2O+=CuO2;
CuO+C+=Cu0+CO;
СН4→C++4H+;
S++2H+=H2S;
S++2O+=SO2;
S++3O+=SO3;
CuO2+C+=Cu0+CO2.
В итоге их протекания и формируются кристаллики металлической меди, а также содержащие серу и углерод новые газообразные продукты.
Необходимые для преобразования используемого сырьевого материала пакеты волновых синусоидальных импульсов, подаваемые на применяемый генератор, формируются с помощью электронного блока - модулятора, входящего в состав внешнего источника питания (на чертеже не показан). Его использование и позволяет разбить применяемый при формировании переменного магнитного поля диапазон частот на две части.
Одна часть, для "больших" импульсов, имеющих max А, соответственно составляет 27-46 Гц, а вторая - для маленьких - с min A 13-24 Гц. Суммирование и того и другого диапазона и составит частоту используемого суммарного переменного магнитного поля, равную 40-70 Гц. Необходимость выполнения такого рода ее разбивки указана в предыдущих ссылках описания изобретения.
Кроме того, используемый внешний источник питания содержит электронный управляющий блок (на чертеже не показан), с помощью которого могут осуществляться необходимые настройки режимов обработки (напряженности применяемого магнитного поля). Это обеспечивается выполнением регулировок параметров подаваемого для питания обмоток-катушек 2 переменного электрического тока (силы тока, напряжения, частоты).
Далее выполнение предлагаемого способа иллюстрируется при помощи указанных ниже следующих примеров.
Пример 1. Для получения меди использовался концентрат медного колчедана (халькопирита), содержащий в своем составе соединения меди, в пересчете на металлическую составляющие 35%.
Исходная сырьевая масса подверглась помолу на шаровой мельнице с получением частиц руды с габаритами 0,02-1,00 мм; после этого подготавливаемая для обработки руда проходила подсушку при температуре 150°С в течение 30 мин в жарочном шкафу.
Готовые частицы сырья засыпались в полость емкости с объемом 5 л. Объем засыпаемых в емкость 3 частиц составил 20% относительно ее собственного внутреннего.
Затем осуществлялось размешивание осевшего донного осадка применяемой сырьевой пылевидной массы с помощью механической мешалки до получения однородной непрозрачной устойчивой взвеси, заполняющей равномерно всю внутреннюю полость используемой емкости.
После этого емкость 3 закрывалась крышкой 8 и проводился ее монтаж в установочный паз "Б" генератора магнитного поля (см. фиг.1).
После завершения монтажа емкости в генераторе производилось подключение перфорированного патрубка 6 к внешней подающей сжатый воздух магистрали.
Одновременно с подачей сжатого воздуха под избыточным давлением 0,1 кгс/см2 осуществлялось подключение всех трех обмоток-катушек 2 в генераторе магнитного поля к их внешнему источнику электрического питания.
Замеренная при помощи датчика Холла и измерительного моста напряженность возникшего в зоне обработки магнитного поля составила 1×106 А/м. Суммарная его частота соответствовала 70 Гц.
Собственная же частота в формирующих суммарную ее двух генерируемых волновых пакетах - с max A и min A - составляла соответственно 46 Гц и 24 Гц. Соотношение амплитуд составляющих пакеты синусоидальных волн, определяемых в точках их экстремумов, для предыдущего и следующего за ним, т.е. 
Время их действия составляло промежутки, изображаемые на графике 2 отрезками T1 и T2, при этом T1>T2 больше в четыре раза.
По истечении одной минуты после момента включения магнитного генератора в работу заполняющая внутреннюю полость взвесь приобрела прозрачность, а на дне емкости возникли два вида гранул. Более мелкие, красного цвета, состояли из металлической меди и имели габариты от 2 до 4 мм.
Крупные куски губчатой структуры темно-серого цвета представляли собой образования, состоящие из соединений Fe; S; Si; Al; Ca с габаритами от 30 до 40 мм.
Чистота полученных гранул составила 98,01%. Количество последних составило 34% от массы использованного сырьевого материала. Количество отходов составило 26,8% относительно массы использованной руды.
Остальную часть от использованного в ходе обработки сырья составляли полученные газообразные продукты, ушедшие в атмосферу.
Пример 2. По той же схеме, что и указанная в примере 1, проводилась обработка сырьевого концентрата медного колчедана (халькопирита), содержащего в своем составе соединения меди, в пересчете на металлическую, в количестве 17,2%. Время просушки полученных при размоле частиц составляло 50 мин при температуре 120°С. Подача сжатого воздуха в придонную часть емкости осуществлялась под избыточным давлением 0,6 кгс/см2. Напряженность магнитного поля, замеренная в зоне обработки, составляла 1,5×103 А/м, суммарная частота соответствовала 40 Гц (состояла из частот используемых для питания обмоток-катушек генератора двух видов волновых пакетов - с max А, равной 33 Гц, и min А, равной 7 Гц).
Соотношение амплитуд импульсов в этих волновых пакетах составляло значение 
Величина отношения продолжительности периодов их воздействия - T1 и T2 - была равна 4,7.
Продолжительность всего процесса обработки до наступления момента времени, после которого заполняющая полость емкости 3 воздушная взвесь стала полностью прозрачной, составила 4 минуты.
Количество выделенного из сырьевой массы, подвергаемой обработке, металла было равным 16,5%; содержание металла в полученных гранулах с габаритными размерами 0,7-1,8 мм соответствовало значению 95,77%.
Количество полученных кусковых отходов темно-серого цвета габаритными размерами 30÷50 мм, содержащих в своем составе соединения Fe; S; Si; Al; Ca; C, было равным 42,6%.
Остальную часть из конечных продуктов переработки составили полученные газообразные соединения, попавшие в атмосферу.
Пример 3. В соответствии со схемами выполнения обработки, приводимыми в примерах 1, 2, осуществлялась переработка сырьевого концентрата из медного колчедана (халькопирита). Содержание меди в последнем, в пересчете на металл, составляло 25,6%. Время подсушки полученных помолом сырьевых частиц 0,02-1,00 мм соответствовало 45 минутам при температуре 135°С.
Подача сжатого воздуха в полость емкости 3 производилась под избыточным давлением 0,35 кг/см2.
Напряженность магнитного поля в момент осуществления процесса обработки составляла 8,4×104 А/м. Суммарная его частота соответствовала 50 Гц (состояла из частот используемых для питания обмоток-катушек генератора двух видов волновых пакетов - с max А, равной 40 Гц, и min A - соответственно в 10 Гц).
Соотношение амплитуд импульсов в такого рода волновых пакетах составляло значение 
Величина отношения продолжительности периодов их воздействия на обрабатываемое сырье - T1 и T2 - соответственно была равна четырем.
Продолжительность всего процесса обработки составляла 2,8 минуты.
Количество полученного после ее окончания металла составляло 24,8%. Содержание металла в полученных при обработке гранулах с размерами от 1,1 до 2,5 мм соответствовало 96,9%. Количество полученных кусковых отходов серого цвета с размерами от 30 до 50 мм составило 34,8%. Отходы содержали в составе соединения Fe; S; Si; Al; Ca; C.
Во всех приведенных выше примерах отделение гранул металла от сформировавшихся в ходе этой же обработки кусковых отходов проводилось с помощью сита с калиброванными отверстиями.
При осуществлении получения металлических гранул из исходного рудного сырья во всех указанных выше случаях наблюдался незначительный разогрев придонного осадочного слоя до температур 40-50°С, обуславливаемый появлением в его слоях вышеперечисленных образующихся новых компонентов, в связи с выделением их из взвеси, с протеканием соответствующих экзотермических реакций.
Выбор значений используемых в ходе обработки параметров физического поля, а также характеристик применяемого сырьевого материала проведен исходя из следующих соображений.
Размеры частиц сырья 0,02-1,0 мм и пределы заполнения ими полости емкости 3 - 20-40% от ее объема, назначены исходя из необходимости формирования с их применением устойчивой пылевидной воздушной взвеси, не расслаивающейся на отдельные составляющие за необходимый для завершения процесса временной промежуток.
Пределы напряженности магнитного поля указаны в силу наличия следующих соображений.
При применении значений напряженности магнитного поля, меньших чем 1,5×103 А/м, не удается обеспечить выделение металла из содержащих его соединения частиц руды.
Использование величин напряженности поля, больших чем 1×106 А/м, не обеспечивает достижения каких-либо дополнительных преимуществ в ходе проведения обработки.
Но в то же время при этом увеличиваются необходимые для ее осуществления затраты технологической энергии.
Границы диапазона используемых в ходе выполнения способа частот генерируемого магнитного поля выбраны исходя из следующего. При частотах, меньших 40 Гц, не обеспечивается выделение кристалликов металла из содержащих его сырьевых частиц из-за недостаточно высокой интенсивности воздействия на последние получаемого в зоне обработки суммарного результирующего вектора магнитного потока. Т.е. этот вектор в окружающем его облаке последних перемещается слишком «вяло».
Наоборот, при значениях частот более чем 70 Гц вектор движется настолько стремительно, что попадающие на пути его перемещения частицы не успевают вступить с ним во взаимодействие. И в этом случае не гарантируется создание оптимальных условий протекания процесса выделения металла.
Соотношение амплитуд, используемых для питания генератора волновых синусоидальных пакетов импульсов, составляющее 
При значениях этого соотношения, меньших чем 6, не удается сформировать условия для преобразования этого элемента в летучие газообразные продукты.
При значениях, больших чем 8, будет наблюдаться интенсивно протекающее торможение роста возникших ранее кристаллов меди, что также отрицательно скажется на технико-экономических показателях всего осуществляемого процесса.
Соотношение содержащихся волновых импульсов в посылаемых на генератор пакетах 3÷5 единиц с A max на одну волну с A min определяется исходя из необходимости соблюдения условий оптимума величины временного промежутка, в течение которого осуществляется удаление пленки серы с поверхности выделившихся из частиц сырья кристаллов металла. При пропорциях больших, чем 5 к 1, этот промежуток настолько мал, что указанный процесс провести не удается. При соотношениях же количеств применяемых импульсов в посылаемых пакетах, больших чем 3:1, уменьшаются отрезки времени, в течение которых в основном и протекает рост формирующихся металлических гранул, что отрицательно сказывается на производительности этого процесса.
Частота подачи такого рода пакетов на генератор является величиной, прежде всего определяемой соблюдением условий по наличию указанного выше соотношения, и с учетом его составляет для волн со значением max A - 27-46 Гц; для импульсов с min A - 13-24 Гц соответственно. Суммарная же величина частот и тех и других соответствует 40-70 Гц.
Фиксация значений амплитуды, имеющих max и min значение импульсов, осуществляется в точках появления экстремумов на составляющих импульсную волну ее половинах (см. график функции, фиг.2).
Назначение интервала времени для осуществления обработки в 1-4 минуты производится исходя из следующего.
При значениях его, меньших чем 1 мин, не успевают происходить необходимые для получения металла преобразования в частицах применяемого для обработки сырья.
При применении значений временных интервалов, больших чем 4 мин, не обеспечивается получение какого-либо дополнительного положительного эффекта. В то же время использование, больших, чем необходимые, временных промежутков приводит к увеличению общих затрат, связанных с выполнением процесса переработки.
На представленных чертежах изображены:
общий вид предлагаемого устройства - фиг.1;
график функции, определяющий порядок формирования используемых для подачи питания на обмотки генератора импульсных волновых пакетов I(A)=f(t) - фиг.2.
На фиг.1 обозначены:
Позицией 1 - рабочие элементы из магнитопроводящего материала, из которых монтируется контур генератора.
Позицией 2 - обмотки-катушки, установленные непосредственно в теле рабочих элементов 1 и предназначенные для генерации магнитного потока.
Позицией 3 - емкость для размещения в ее полости воздушной взвеси из частиц 4 обрабатываемого сырья.
Позицией 4 - частицы руды, равномерно распределенные в окружающей их атмосфере, заполняющей внутренний объем емкости 3.
Позицией 5 - гранулы полученного металла, полученные в придонном слое применяемой емкости 3.
Позицией 6 - перфорированный патрубок, осуществляющий подачу сжатого воздуха под избыточным давлением в толщу лежащего на дне осадка.
Позицией 7 - сквозные отверстия перфорации, через которые и осуществляется выход воздушных струй.
Позицией 8 - крышка, лежащая на стенках емкости 3 у ее верхней открытой части, изолирующая ее внутренний объем от прямого соединения с окружающей емкость воздушной средой.
Буквой "Б" - сквозной паз, предназначенный для проведения установки емкости в генератор магнитного поля.
Буквами "а" - полученные в ходе монтажа корпуса емкости 3 в установочный паз "Б" воздушные зазоры.
Буквой "Д" - формируемая перемещением результирующего вектора магнитного потока пространственная фигура, размещаемая во внутренней полости емкости 3.
Буквой Р - направление подачи и величина избыточного давления в струях подаваемого к донному осадку сжатого воздуха.
На фиг.2 обозначены:
Буквой A max - величина амплитуды в синусоидальном импульсе, входящем в пакет, подаваемый для питания обмотки генератора и замеренный в точке экстремума [Max функции J(A)=f(t) - импульс из "длинного" пакета].
Буквой A min - величина амплитуды в синусоидальном импульсе, входящем в посылаемый вслед за предыдущим "длинным" уже "короткий" пакет, тоже поступающий на его обмотки-катушки 2, величина которого фиксируется также в зоне "малого" экстремума [min функции J(A)=f(t)].
Буквой T1 - период прохождения "длинного" пакета синусоидальных импульсов, амплитуда которых в точках экстремумов определяется как Amax.
Буквой T2 - период, соответствующий времени формирования "короткого" волнового пакета из импульсов, амплитуда которых в зоне появления экстремума обозначена как Amin.
Буквой J(А) - ось ординат, на которой фиксируются мгновенные значения амплитуд у имеющих форму синусоиды и входящих в состав пакета импульсов питания обмоток-катушек генератора.
Буквой t - ось абсцисс, которая определяет периоды времени, в течение которых и протекают изменения указанных выше параметров посылаемых волновых пакетов.
Работа предлагаемого устройства, изображаемого на фиг.1, протекает следующим образом.
Перед включением магнитного генератора внутренняя полость емкости 3 заполняется обрабатываемой взвесью. Взвесь содержит частицы 4 медного колчедана, распределенные равномерно в окружающем их со всех сторон столбе атмосферного воздуха.
Емкость 3, содержащая сырьевые частицы 4, закрывается изолирующей ее внутреннюю часть от окружающей среды крышкой 8.
Последняя укладывается на ее стенки, расположенные в верхней части емкости, у ее открытого конца. По завершении этого этапа емкость 3 устанавливается в сквозной паз "Б" контура магнитного генератора (см. фиг.1).
После окончания ее монтажа полость размещенного в ее придонной части перфорированного патрубка 6 соединяется с полостью подающей сжатый воздух внешней магистрали, например, при помощи гибкого рукава и быстроразъемного соединения (на чертеже не показаны).
При этом начинает осуществляться подача под избыточным давлением в объем емкости 3 струй сжатого воздуха, проходящих в его сквозные отверстия перфорации 7, выполненные в стенках патрубка 6.
Одновременно с этим производится подключение всех трех обмоток-катушек 2 к соответствующим фазам внешнего источника подачи переменного электрического тока.
При поступлении его на эти обмотки-катушки 2, выполняющие роль соленоидов, в каждой их них начинает создаваться переменное магнитное поле.
Так как все такого рода соленоиды соединены между собой образующими единый контур магнитопроводящими рабочими элементами 1, в последующем в нем формируется за счет слияния таких индивидуальных полей уже одно единое суммарное.
В силу того, что электрический ток на обмотки-катушки 2 подается переменный, то и получаемое в самом генераторе магнитное поле будет таким же. Благодаря имеющимся угловым сдвигам в применяемых в качестве подающих волновые синусоидальные импульсы фазах этого внешнего источника питания, получаемое суммарное поле еще как бы и "вращается" в области осуществления своего воздействия. Это "вращение" и обеспечивается с помощью поступающего на каждую из трех обмоток-катушек 2 питания, подводимого от отдельных фаз внешней обслуживающей их сети (промышленного трехфазного тока).
Так как замкнутый прямоугольный контур генератора разорван выполненным в нем сквозным пазом "Б", то формируемый в его рабочих элементах 1 суммарный магнитный поток, появившийся в результате подключения последнего к источнику питания, стремится замкнуть обе полученные половины контура в единое целое.
Для этого созданный в контуре суммарный магнитный поток должен "перепрыгнуть" через область пространства, занимаемую сквозным пазом "Б". На пути, пролегающим через зону выполнения такого "прыжка", поток неизбежно проходит через внутреннюю полость размещенной там емкости 3. Последняя в этом случае выполняет роль "опорной ступеньки", помогающей преодолеть разделяющее обе половины контура пустое пространство для проходящего через эту область указанного выше потока. Т.е. емкость 3 с размещенной внутри нее взвесью частиц 4 выполняет роль замыкающего соединительного звена для генерирующей переменное магнитное поле созданной с этой целью системы.
В итоге всего этого непосредственно в лежащей на пути такого потока области, занимаемой объемом обрабатываемой взвеси, формируется магнитное поле с максимально достижимыми для этих условий параметрами его напряженности.
Соответственно, воздействие на частицы 4 сырьевого материала, со стороны последнего, будет осуществляться с максимально возможной интенсивностью, что и обеспечивает оптимальные условия для осуществления их преобразования в сам необходимый конечный продукт.
Создаваемая в зоне перехода магнитного потока зона, обозначенная буквой "Д" (см. фиг.1), сформирована за счет соединения с помощью кривых линий точек конечного нахождения результирующего вектора магнитного потока в момент осуществления его угловых колебательных перемещений во всех трех пространственных координатах. Полученная слиянием такого рода отдельных кривых зона "Д" представляет собой в конечном итоге пространственный эллипсоид, внутри которого, собственно, и осуществляется такого рода перемещение самого этого вектора.
Этот эллипсоид "Д" целиком расположен в объеме внутренней полости емкости 3, и все находящиеся там сырьевые частицы 4, а также заполняющие ее слои газа оказываются размещенными непосредственно в зоне влияния последнего. Воздействие формируемого таким образом результирующего вектора протекает с периодически осуществляемой сменой его направления (частота 40-70 Гц), а также и его величины.
Сплющенность получаемого в зоне обработки эллипсоида в передней и задней его частях определяется резким возрастанием суммарного магнитного сопротивления в местах возникновения монтажных промежутков "а".
Таким образом, содержащие соединения металла частицы в момент осуществления обработки проходят через серию "ударов" и "толчков", создаваемых с помощью генерируемого в применяемой системе мощного энергетического воздействия. При этом они наносятся с высокой степенью интенсивности, с разных сторон и направлений.
Под воздействием всего этого электроны атомов, входящие в состав подвергнутых такого рода обработке соединений, переходят с нижележащих орбит на более удаленные. Ранее созданные ковалентные связи в молекулах разрываются, и они разделяются на отдельные ионы, проявляющие за счет продолжающегося энергетического воздействия высокую химическую активность.
Атомы меди в ходе протекания этого процесса превращаются в кристаллы, а входящая в состав образующих сырье соединений сера частично превращается в газ, а также содержащие этот элемент твердые частицы. Последние осаждаются на поверхность сформированных кристаллов меди, образуя там препятствующую их дальнейшему разрастанию "отравляющую пленку".
Так как полученные из взвеси частиц 4 вновь образованные компоненты обладают более высокой плотностью, то под действием сил гравитации они осаждаются на дне емкости 3.
Периодически осуществляемое снятие полученной на кристаллах меди пленки, состоящей из серы, производится следующим образом.
Вслед за пакетом синусоидальных импульсов, состоящим из 4-5 волн, имеющих амплитуду, обозначенную через A max (см. фиг.2), для питания обмоток-катушек 2 обязательно подается хотя бы один импульс с минимальным ее значением - A min. Отношение 
Освобожденная за счет снятия пленки серы поверхность медных кристаллов становится вновь доступной для осаждения на нее поступающих к ней атомов металла, и последние продолжают свой дальнейший рост.
Чередование "длинных" - период T1, и "коротких" - период T2, посылаемых для питания генератора волновых пактов осуществляется с периодическим повторением, вплоть до полного окончания процесса.
Попавшие в придонную область емкости 3 мелкие кристаллики металла обрастают захватываемыми из окружающих их слоев взвеси составляющими ее частицами 4 и формируют в емкости саму толщу высаживаемого на ее дне твердого осадка. Через слои последнего и проходят струи сжатого воздуха, подаваемого сквозь отверстия 7 патрубка 6.
Так как подача их осуществляется под небольшим избыточным давлением, то находящиеся в зоне воздействия составляющие этот донный осадок компоненты начинают совершать колебательные перемещения, то поднимаясь вверх, то снова падая вниз. Т.е. на дне емкости 3 образуется так называемый "кипящий слой".
Так как все указанные выше процессы в составляющих "кипящий слой" соединениях продолжают протекать все в том же порядке, то омывающий их со всех сторон получаемый из углеродосодержащих газов восстановитель - углерод C+, оказывает интенсивное воздействие на все участвующие в этом процессе элементы. Из "кипящего слоя" бурно выделяются вновь созданные в его толще газообразные продукты (CO; CO2; SO2; SO3; H2S), а мелкие кристаллики меди разрастаются с формированием крупногабаритных гранул 5.
Загрязняющие же руду другие сопутствующие меди элементы превращаются в крупногабаритные куски "шлака" (на фиг.1 не показаны).
Процесс обработки с помощью предложенного устройства (см. фиг.1) продолжается до тех пор, пока помещенная во внутреннюю полость емкости 3 взвесь не станет полностью прозрачной, т.е. все входящие в состав используемого сырья частицы не будут переработаны в конечные продукты.
Улавливание отходящих в случае надобности в ходе переработки газообразных продуктов может проводиться с помощью широко распространенных известных промышленных методов утилизации последних. По окончании процесса обработки (т.е. в течение 1-4 минут) обмотки-катушки 2 отсоединяются от источника питания, а патрубок 6 отключается от внешней подающей магистрали.
Емкость 3 с готовым конечным продуктом извлекается из установочного паза "Б" генератора. С нее снимается изолирующая крышка 8, и конечные продукты высыпаются на калибровочное сито, с помощью которого отделяются гранулы металла от окружающих их крупногабаритных отходов.
Кроме изоляции внутренней полости емкости 3 от внешней среды, применяемая в устройстве изолирующая крышка 8 играет еще и роль фильтра, обеспечивающего вывод формирующихся в полости последней новых газовых продуктов, а также избыточных объемов подаваемого туда сжатого воздуха. Роль отводящих калиброванных каналов в этом случае выполняют формирующиеся в момент установки ее на стенки емкости щелевидные зазоры, размер которых составляет 0,005-0,01 мм (на чертеже не показаны). Т.е. величина последних достаточно велика, чтобы провести выпуск соответствующих газовых объемов, но не позволяет проходить наружу мелким частицам загруженного в емкость сырьевого материала (габариты последних больше габаритов такого рода каналов - составляют 0,02-1,0 мм). Эту же функцию может, в случае необходимости, осуществлять и фильтр, имеющий волнистую набивку.
В этом варианте конструктивного исполнения фильтр должен быть пропущен насквозь через одну из стенок, а внутреннюю часть его открытого с обоих концов корпуса должны заполнять волокна материала набивки, зазоры между которыми и должны находиться в пределах (0,005-0,01 мм). Крышка 8 должна иметь в этом случае уплотнение, обеспечивающее герметичную изоляцию объема емкости 3 от окружающей среды в момент ее закрытия (на чертеже не показана).
В предлагаемом случае применен простейший из возможных вариантов ее конструктивного исполнения.
После завершения всех указанных выше переходов освобожденное от конечных продуктов устройство вновь становится готовым для продолжения цикла последующей обработки.
Применяемый для подачи энергии внешний источник электрического питания имеет в своем составе два дополнительных блока (на чертеже не показаны).
С помощью одного из них: блока управления, осуществляется регулировка параметров подаваемого на обмотки-катушки генератора переменного тока (сила тока; напряжение; частота) и, следовательно, технологических параметров создаваемого в зоне получения металла магнитного поля (на чертеже не показан).
При помощи же второго: блока модуляции, обеспечивается формирование следующих друг за другом и периодически повторяющихся волновых импульсных пакетов, "длинных" и "коротких", в каждом из которых амплитуда применяемых там импульсов имеет существенные отличия (на чертеже этот блок не показан). Использование в составе внешнего источника питания указанных выше электронных блоков и обеспечивает выполнение предлагаемого способа получения металла в соответствии с указанными ранее особенностями его выполнения.
Учитывая все изложенное выше, можно прийти к выводу, что применение предлагаемого способа, а также предназначенного для его осуществления устройства позволяет многократно сократить расход энергии, необходимой для получения готового металла из содержащих медный колчедан его сырьевых концентратов, по отношению к известным промышленным способам их переработки (таких, например, как шахтная переплавка). Использование предлагаемого способа и устройства для его выполнения обеспечивает условия для выделения металла из его соединений при комнатной температуре и диапазоне давлений, незначительно отличающемся от атмосферного.
Получаемая при проведении обработки с его помощью черновая медь имеет достаточно высокие показатели чистоты, что создает оптимальные условия для проведения ее дальнейшей переработки или рафинирования.
Степень извлечения металла из концентрата, содержащего соединения последнего, также имеет достаточно высокое значение - доходит до уровня 95% от теоретически возможного. Изготовление применяемого устройства не связано с необходимостью привлечения заметных капитальных затрат и не требует использования при этом длительных временных сроков подготовки производства.
Предлагаемое устройство отличается простотой конструктивного исполнения и вследствие этого отличается высокой эксплуатационной надежностью.
В процессе осуществления обработки в соответствии с предлагаемым способом не используются излучения или материалы, применение которых связано с нанесением ущерба окружающей действующее производство природной среде или здоровью обслуживающего ее персонала.
Воздушную взвесь частиц медного колчедана и восстановитель размещают во внутренней полости изолированной от окружающей среды емкости, в придонной области которой установлен перфорированный патрубок для формирования воздушной взвеси, соединенный с внешней магистралью для подачи сжатого воздуха под избыточным давлением, равным 0,1÷0,6 кгс/см2. Используют сырьевые частицы с размерами 0,02-1,0 мм, которые размещают в емкости в количестве 20-40% от ее объема. В качестве восстановителя используют углеродсодержащие соединения, содержащиеся в сжатом воздухе, подаваемом для создания взвеси частиц в емкости. На взвесь частиц и восстановитель осуществляют воздействие переменным вращающимся магнитным полем напряженностью в зоне обработки 1,5×103÷1×106 А/м, частотой 40-70 Гц. Восстанавливая, получают частицы меди. Рабочие элементы для генерирования переменного вращающегося магнитного поля в полости емкости выполнены в виде состыкованных между собой пластин из магнитопроводящего материала, образующих контур в виде замкнутого прямоугольника, в теле которого размещены три обмотки-катушки. Каждая катушка имеет электрическую связь с соответствующей фазой внешнего трехфазного источника питания, а в одном из этих составных элементов выполнен сквозной паз, габариты которого обеспечивают установку в контур упомянутой емкости, имеющей смонтированную на верхнем своем торце с ее открытого конца крышку, препятствующую сообщению объема внутренней полости с окружающей средой. Обеспечивается сокращение затрат на получение металлической меди, а также снижение степени конструктивной сложности устройства, применяемого при выполнении способа. 2 н.п. ф-лы, 3 пр., 2 ил.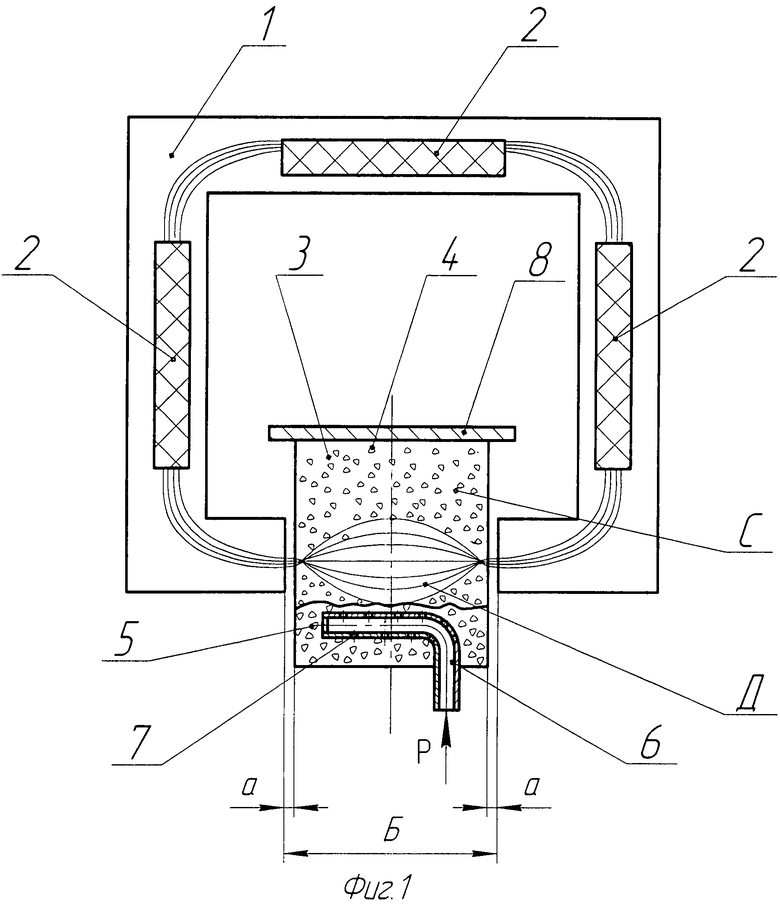
1. Способ получения металлической меди из воздушной взвеси частиц медного колчедана, включающий размещение ее и восстановителя во внутренней полости изолированной от окружающей среды емкости, воздействие на взвесь и восстановитель генерируемым магнитным полем и восстановление с получением частиц меди, отличающийся тем, что используют сырьевые частицы медного колчедана с размерами 0,02-1,0 мм, которые размещают в емкости в количестве 20-40% от ее объема, в качестве восстановителя используют углеродсодержащие соединения, содержащиеся в сжатом воздухе, подаваемом для создания взвеси частиц в емкости, воздействие осуществляют переменным вращающимся магнитным полем напряженностью в зоне обработки 1,5·103÷1·106 А/м, частотой 40-70 Гц, формируемым подачей на генератор периодически повторяющегося набора из пакетов синусоидальных электрических импульсов, имеющих соотношение амплитуд 
2. Устройство для получения металлической меди из воздушной взвеси частиц медного колчедана, содержащее изолированную от окружающей среды емкость для размещения в ней частиц медного колчедана с восстановителем, отличающееся тем, что в придонной области упомянутой емкости установлен перфорированный патрубок для формирования воздушной взвеси, соединенный с внешней магистралью для подачи сжатого воздуха, рабочие элементы для генерирования переменного вращающегося магнитного поля в полости емкости, выполненные в виде состыкованных между собой пластин из магнитопроводящего материала, образующих контур в виде замкнутого прямоугольника, в теле которого размещены три обмотки-катушки, каждая из которых имеет электрическую связь с соответствующей фазой внешнего трехфазного источника питания, а в одном из этих составных элементов выполнен сквозной паз, габариты которого обеспечивают установку в контур упомянутой емкости для имеющей смонтированную на верхнем своем торце с ее открытого конца крышку, препятствующую сообщению объема внутренней полости с окружающей средой.
| СПОСОБ ВОССТАНОВЛЕНИЯ РУД | 0 |
|
SU317705A1 |
| SU 904326 A1, 20.01.2000 | |||
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296165C2 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2326173C2 |

