ел
о со
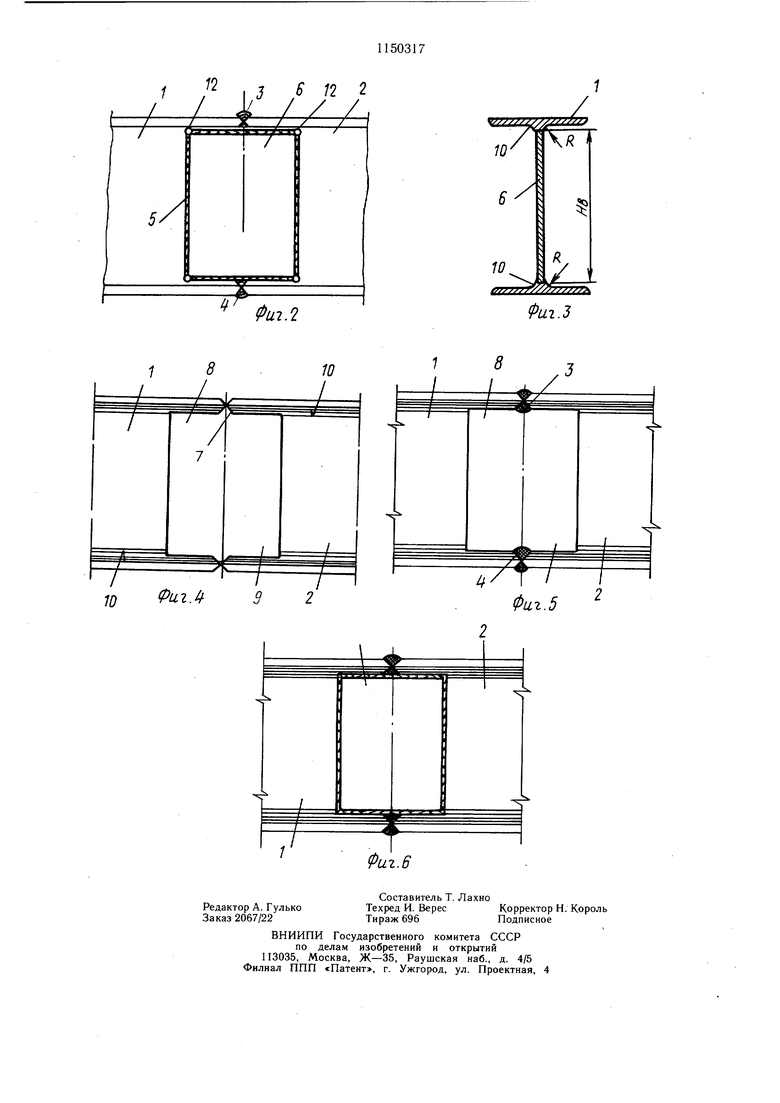
Изобретение относится к строительству и может быть использовано в конструкциях заводских стыков прокатных, преимущественно широкополочных, двутавровых балок. Цель изобретения - повышение усталостной и хрупкой прочности стыка в заводских условиях при использовании в качестве двутавровых балок прокатных профилей. На фиг. 1 изображен сварной стык с закругленными угловыми зонами Ц-образных вырезов и вставки; на фиг. 2 - сварной стык с засверленными угловыми зонами С-образных вырезов и вставки; на фиг. 3 - стык, поперечное сечение; на фиг. 4-6 - последовательность операций по оформлению заводского сварного стыка прокатных двутавровых балок. Заводской сварной стык прокатных двутавровых балок 1 и 2 включает сварные стыковые швы 3 и 4 полок, стыковые швы 5 стенок стыкуемых балок 1 и 2 и прямоугольную вставку 6, выполненную с У-образной разделкой кромок по контуру. Поперечные кромки стыкуемых полок прокатных балок 1 и 2 выполнены с Х-образной разделкой 7 под сварку. Стенки стыкуемых балок выполнены с обращенными друг к другу i -образными вырезами 8 и 9 высотой НБ, равной расстоянию между центрами, очерченными радиусом R выкружек в переходных зонах 10 от полок к стенке каждой из стыкуемых балок 1 и 2. При этом прямоугольная вставка 6 размещена в плоскости стенок стыкуемых балок в Е-образных вырезах 8 и 9, а сварные швы 5 стенок стыкуемых балок выполнены вдольY-образной разделки кромок вставки 6. С целью упрощения размещения вставки 6 в вырезах 8 и 9 стенок стыкуемых балок угловые зоны L-образных вырезов 8 и 9 и вставки 6 могут быть выполнены с закруглениями 11 (фиг. 1). С целью уменьшения концентрации сварочных напряжений в стенках стыкуемых балок, особенно в углах вставки 6, в углах С-образных вырезов 8 и 9 и примыкающих к ним углах вставки 6 могут быть выполнены сквозные отверстия 12 (фиг. 2). Сварной стык прокатных двутавровых балок выполняют в следующей последовательности. Образуют с применением газорежущего инструмента (не показан) С-образные вырези 8 и 9 высотой Нв в стенках стыкуемых балок 1 и 2 и производят Х-образную разделку 7 поперечных стыкуемых кромок полок с удалением части расположенных между горизонтальными кромками Г-образных вырезов 8 и 9 и соответствующими полками балок выкружек переходных зон 10. После этого балки 1 и 2 устанавливают в проекткое положение под сварку с зазором на уровне стыкуемых полок, равным 0-3 мм, и производят поочередное оформление стыкового шва 3 с наружной и стыкового шва 4 с внутренней сторонами соответственно верхней и нижней ,полок с использованием выводных планок и сварочного автомата (не показаны), пропускаемого при наложении шва 4 с внутренней стороны нижней полки через окно, образованное обращенными друг к другу вырезами 8 и 9 в стенках стыкуемых балок. При этом происходит проплавление переходной зоны 10 прокатных балок в пределах стыкового шва 4 нижних стыкуемых полок. После этого кантуют балки 1 и 2 и производят сварочным автоматом сварку стыковых швов 4 и 3 полок соответственно с наружной и внутренней их сторонами в той же последовательности, после чего срезают выводные планки и защищают места временной приварки их к продольным кромкам стыкуемых полок, а также поверхности швов 3 и 4 по горизонтальным кромкам С-образных вырезов 8 и 9. После этого размещают вставку 6 в образованное вырезами 8 и 9 окно в стенках стыкуемых балок, поворачивают состыкованную балку с опиранием ее на продольные кромки обеих полок и производят сварку стенок прокатных балок по разделенным кромкам прямоугольной вставки 6 с образованием шва 5. После этого поворачивают балку на 180° и производят подвар корня шва 5. Предпочтительно, чтобы форма шва 5 на горизонтальных участках вставки 6 совпадала с формой удаленных на этих участках частей переходных зон 10 стыкуемых балок с тем, чтобы исключить ступенчатые переходы от горизонтальных участков щва 5 стенки к переходным зонам 10 прокатных балок за пределами стыка. При невозможности придания горизонтальным участкам шва 5 указанной формы следует произвести зачистку щва 5 щлифм-ашиной для придания ему соо1;эетствующего вогнутого очертания. После этого в случае использования вставки без закругления 11 в углах (фиг. 2) производят рассверливание отверстий в углах вставки с целью снятия в угловых зонах сопряжения вставки со стенкой балки пиков напряжений от сварочного нагрева. Затем при значительных (свыще 12-14 мм) толщинах полок целесообразно произвести снятие нагревом сварочных напряжений в узлах пересечения швов 5 стенки со щвами 3 и 4 полок в пределах переходных зон 10, а также в зонах закруглений 11 прямоугольной вставки 6 при использовании варианта стыка (фиг. 1).
| название | год | авторы | номер документа |
|---|---|---|---|
| Конструкция сварного соединения балок | 1978 |
|
SU863224A1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ОТГИБАМИ И ВЫКРУЖКАМИ ПОЛОК | 2020 |
|
RU2755179C1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| Стыковое соединение растянутых стержней | 1991 |
|
SU1789624A1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |
СВАРНОЙ СТЫК ДВУТАВРОВЫХ БАЛОК, включающий стыковые швы полок с Х-образной разделкой, прямоугольную вставку, размещенную между обращенными друг к другу торцами стенок стыкуемых балок в их плоскости и прикрепленную вертикальными кромками встык к стенкам балок, отличающийся тем, что, с целью повышения усталостной и хрупкой прочности стыка в заводских условиях при использовании в качестве двутавровых балок прокатных профилей,в стенках стыкуемых балок выполнены обращенные друг к другу L -образные вырезы высотой, равной расстоянию между центрами выкружек в переходных зонах от полок к стенке каждой из балок, причем стыковые швы полок расположены на вертикальной оси стыка, а прямоугольная вставка размещена в С-образных 1 вырезах стенок стыкуемых балок и соединена встык горизонтальными кромками с (Л соответствующими горизонтальными кромками переходных зон в пределах Г-образных вырезов.
| IV Congress Association Internationale des Fonts et Charpentes, 1952, c | |||
| Устройство для усиления токов посредством катодной лампы | 1921 |
|
SU453A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Жудин Н | |||
| Д | |||
| Стальные конструкции | |||
| М.: Госстройиздат, 1957, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
