Область техники, к которой относится изобретение
Изобретение относится к шнековому прессу, предпочтительно для удаления жидкости из транспортируемого материала, содержащему шнековый вал, который снабжен винтообразным транспортирующим шнеком, смонтированным на шнековом вале, и окружающую указанный вал оболочку корпуса, причем для транспортируемого материала между шнековым валом, транспортирующим шнеком и оболочкой корпуса сформирован транспортный канал, как указано в ограничительной части пункта 1 формулы изобретения.
Уровень техники
Транспортируемый материал, подлежащий обработке с помощью шнекового пресса, обычно представляет собой комбинацию твердого вещества и жидкости, например это может быть полученная промышленным способом волокнистая целлюлозная масса, из которой нужно извлечь заключенную в ней жидкость.
Принцип процесса сжатия, производимого шнековым прессом, достаточно хорошо известен. Шнековый вал с транспортирующим шнеком устанавливается на подшипниках внутри цилиндрической или конической оболочки корпуса. Оболочка корпуса имеет загрузочное отверстие, снабженное загрузочной шахтой, а также выпускное отверстие, снабженное выпускным наконечником.
Между оболочкой корпуса, шнековым валом и транспортирующим шнеком формируются винтообразные транспортные каналы, которые ведут от загрузочного отверстия к выпускному отверстию, последовательно сужаясь по направлению к области выпускного отверстия.
Когда шнековый вал приводится в состояние вращения, транспортируемый материал, который подается в шнековый пресс через загрузочное отверстие, транспортируется по транспортным каналам к выпускному отверстию с помощью транспортирующего шнека, смонтированного на шнековом вале, уплотняется и обезвоживается в результате непрерывного сжатия в ходе этого процесса.
Жидкость, удаленная из транспортируемого материала во время такого уплотнения, направляется в приемное устройство через полученные прорезанием или перфорацией проходы для жидкости в оболочке корпуса.
Шнековый пресс этого типа известен, например, из документа AT 412857 B.
В шнековых прессах стандартного типа возникают специфические проблемы в связи с тем, что транспортируемый материал, перемещаемый в транспортных каналах, вызывает постоянное истирание шнекового вала, и после некоторого периода эксплуатации поверхность шнекового вала окончательно стирается, превращаясь в полированную поверхность. У транспортируемого материала, например у волокнистой целлюлозной массы, наблюдается тенденция прилипать к отшлифованному таким образом шнековому валу, а следовательно, вращаться вместе со шнековым валом в большей степени, нежели это происходит в случае ранее шероховатого шнекового вала.
Увеличение вращения транспортируемого материала вместе со шнековым валом приводит к уменьшению скорости прохождения транспортируемого материала через транспортные каналы, что, в свою очередь, приходится компенсировать увеличением скорости шнекового вала и, следовательно, большей подаваемой мощностью.
Помимо этого компоненты транспортируемого материала, прилипающие к шнековому валу, вызывают неравномерное заполнение или даже забивание транспортных каналов.
Еще одно нежелательное последствие описанной тенденции прилипания к шнековому валу заключается в том, что удаление жидкости из транспортируемого материала (если рассматривать и сравнивать отдельные участки транспортного канала, распределенные по длине шнекового вала) становится менее равномерным.
Уже было предпринято несколько попыток преодоления этой проблемы, связанной со стиранием шнековых валов до гладкой поверхности.
Осуществленные на практике способы включают в себя покрытие поверхности шнекового вала подходящим веществом, например карбидом вольфрама, и тем самым поддержание шероховатой поверхности, что сопровождается меньшим прилипанием к шнековому валу в течение более длительного периода. Эти покрытия распыляются или напекаются непосредственно на шнековый вал или на элемент из листового металла, который затем прикрепляется к поверхности шнекового вала.
Недостаток этих видов нанесения покрытия заключается в том, что они очень сложны и очень дороги. Долговечность, достигаемая путем нанесения покрытия, остается все-таки неудовлетворительной, и практический опыт показал, что покрытие, которое было нанесено на шнековый вал, менее чем через два года уже было изношено при обработке макулатуры с относительно высоким минеральным остатком, а шнековый вал вновь стерт до гладкой поверхности, что снова сделало его подверженным оседанию транспортируемого материала.
Впрочем, из-за значительных усилий, связанных с нанесением покрытия на шнековый вал, также шнековым валам возвращают шероховатость через регулярные промежутки времени в процессе шлифовки, так что поверхность шнекового вала фактически восстанавливается до того состояния, в котором оно было сразу же после изготовления.
Однако такое придание или восстановление шероховатой поверхности должно выполняться через относительно короткие промежутки времени (в некоторых случаях через каждые один-три месяца) и требует значительного ручного труда. В связи с тем, что шнековый пресс для проведения этого процесса приходится останавливать, имеют место также и производственные потери.
Раскрытие изобретения
Таким образом, задача, решаемая настоящим изобретением, заключается в том, чтобы избежать вышеупомянутых недостатков и обеспечить возможность того, чтобы в любой момент времени шнековый вал оставался свободным от какого-либо прилипающего к нему транспортируемого материала благодаря обеспечению не допускающей прилипания структуры поверхности для шнекового вала со значительно более продолжительным сроком эксплуатации.
В соответствии с изобретением эта задача решается с помощью шнекового пресса с отличительными признаками, содержащимися в пункте 1 формулы изобретения.
Шнековый вал стандартного типа для удаления жидкости из транспортируемого материала содержит шнековый вал, который снабжен транспортирующим шнеком, и окружающую оболочку корпуса, при этом для транспортируемого материала между шнековым валом, транспортирующим шнеком и оболочкой корпуса формируются транспортные каналы. Изобретением предусмотрено, что шнековый вал по меньшей мере на одном участке транспортного канала имеет поверхностный профиль.
Поскольку шнековый вал на некоторых участках имеет, таким образом, профилированную поверхность, то транспортируемому материалу приходится ритмически подниматься над поверхностью шнекового вала. Это обстоятельство обеспечивает то, что в течение очень долгого времени, а возможно, даже в течение всего срока эксплуатации шнекового пресса, не будет допускаться прилипание транспортируемого материала к шнековому валу. Необходимость в повторном шлифовании или покрытии шнекового вала отсутствует, благодаря чему имеется возможность исключить периоды остановок и увеличить производственную эффективность шнекового вала.
Для того чтобы выполнять непрерывное поднятие транспортируемого материала над поверхностью шнекового вала, важно, чтобы поток транспортируемого материала, который определяется винтообразным транспортирующим шнеком, прерывался или пересекался поверхностным профилем в соответствии с изобретением. Таким образом, в предпочтительном варианте осуществления изобретения предусмотрено, что поверхностный профиль имеет канавки и выступы, которые проходят с наклоном относительно винтообразной траектории транспортирующего шнека (т.е. не параллельно ему). Другими словами, канавки/выступы проходят с наклоном к образующей винтообразного транспортирующего шнека при рассмотрении шнекового вала сбоку.
В предпочтительном варианте осуществления поверхностного профиля в соответствии с изобретением канавки и выступы проходят по существу по окружности шнекового вала, т.е. по существу перпендикулярно оси шнекового вала. Поверхностный профиль этого типа прост в изготовлении и обеспечивает эффективное поднятие транспортируемого материала над поверхностью шнекового вала.
В предпочтительном варианте осуществления поверхностный профиль изготавливается как одно целое со шнековым валом, причем поверхностный профиль предпочтительно образуется из шнекового вала с помощью механической обработки. Вариант осуществления изобретения данного типа оказывается прочным и обеспечивает простоту процесса изготовления.
В качестве альтернативы, поверхностный профиль может состоять также из любого количества прикрепленных элементов, которые изготавливаются независимо от шнекового вала, а после того монтируются на шнековом валу. Прикрепляемые элементы могут быть изготовлены заранее с использованием соответствующей технологии. Конструкция поверхностного профиля в виде прикрепляемого элемента (элементов) обеспечивает возможность переоборудования шнековых валов, которые уже находятся в эксплуатации.
В экономичном варианте осуществления изобретения прикрепляемый элемент представляет собой полосу из листового металла (как вариант, с предварительно приданной формой или механически обработанную). Можно навить прикрепляемый элемент на шнековый вал, подобно нити, с тем, чтобы обеспечить преимущества при выполнении изготовления и сборки.
С помощью сварки прикрепляемые элементы можно легко и надежно закрепить на шнековом валу.
В соответствии с предпочтительным вариантом осуществления изобретения поверхностный профиль при рассмотрении в поперечном сечении по длине шнекового вала имеет участок профиля, который поднимается предпочтительно под углом, лежащим в диапазоне между 5° и 45° относительно оси шнекового вала, по направлению транспортирования, и участок профиля, который предпочтительно опускается по существу перпендикулярно оси шнекового вала, опять-таки по направлению оси шнекового вала. При такой форме поверхностного профиля транспортируемый материал постоянно поднимается над поверхностью шнекового вала и не может затвердевать на поверхности шнекового вала.
В практических исследованиях поверхностный профиль показал особенно хорошие свойства в отношении отсутствия прилипания в случае, когда между поднимающимся участком профиля и опускающимся участком профиля был предусмотрен дополнительный участок профиля, проходящий по существу параллельно оси шнекового вала.
В этом случае на шнековом валу друг за другом может быть смонтировано любое желаемое количество таких групп участков профиля.
В предпочтительном варианте осуществления поверхностный профиль имеет глубину профиля, равную по меньшей мере 0,5 мм при измерении перпендикулярно оси шнекового вала. При такой глубине профиля отсутствует опасность быстрого износа поверхностного профиля.
Краткое описание чертежей
Далее изобретение описано более подробно на примере варианта осуществления.
Фиг.1 изображает принципиальную схему шнекового вала по изобретению.
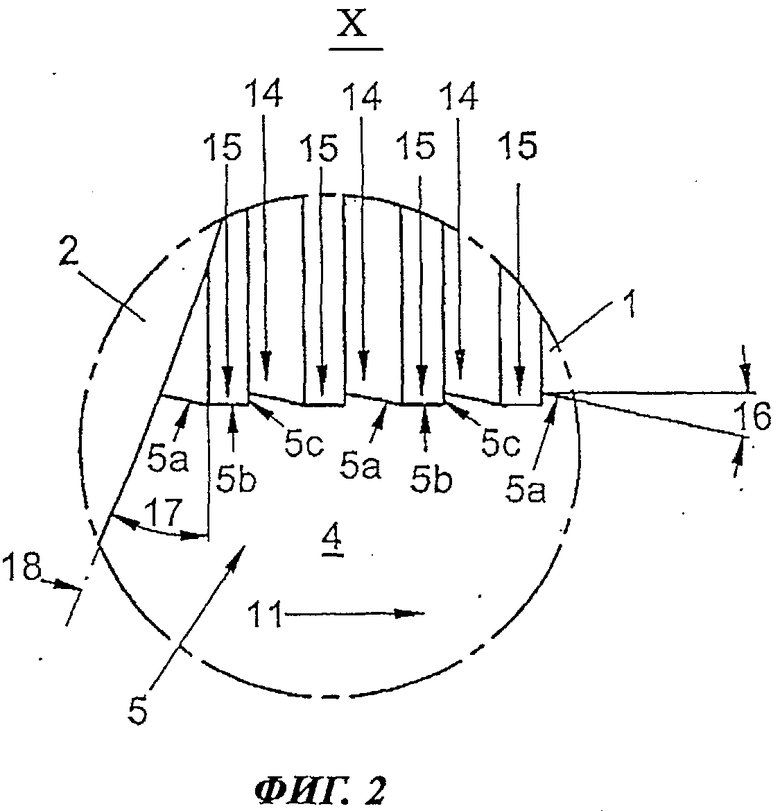
Фиг.2 изображает часть «X» из фиг.1.
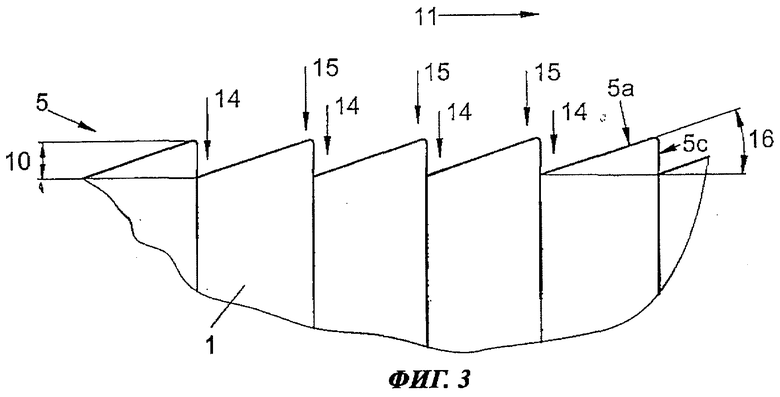
Фиг.3 изображает альтернативный вариант осуществления поверхностного профиля шнекового вала по изобретению.
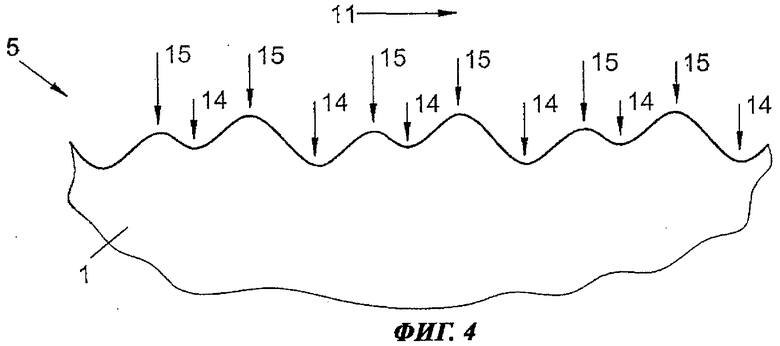
Фиг.4 изображает альтернативный вариант осуществления поверхностного профиля шнекового вала по изобретению.
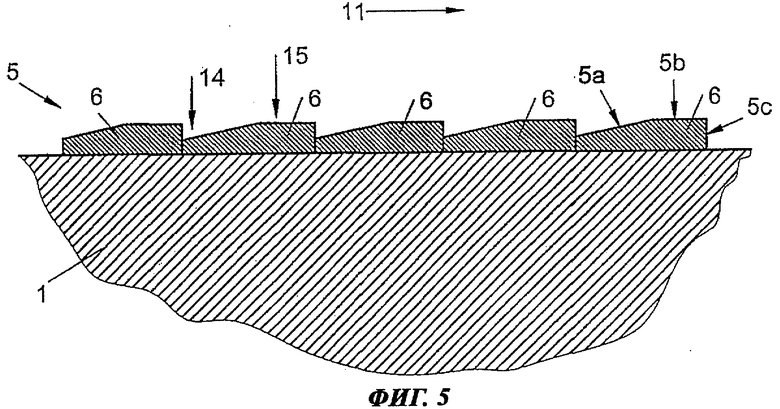
Фиг.5 изображает альтернативный вариант осуществления поверхностного профиля шнекового вала по изобретению.
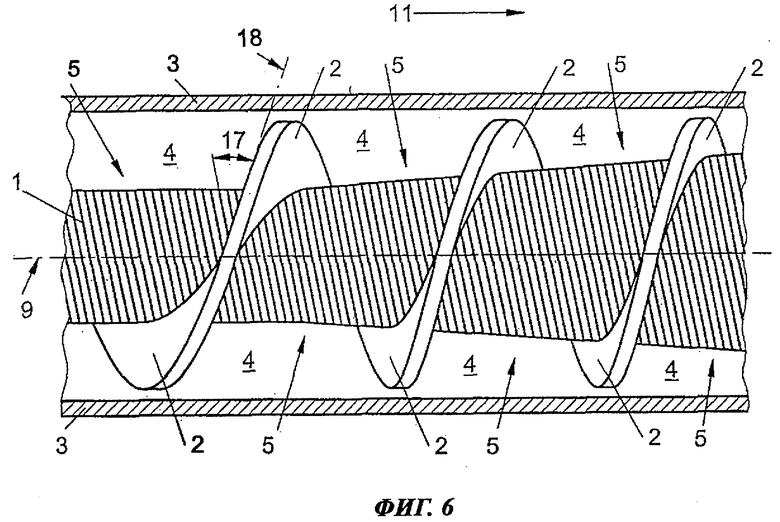
Фиг.6 изображает альтернативный вариант осуществления поверхностного профиля шнекового вала по изобретению.
Осуществление изобретения
Фиг.1 изображает шнековый вал 1 в соответствии с изобретением, который предназначен для установки в оболочке 3 корпуса шнекового пресса, который показан лишь схематически.
Оболочка 3 корпуса, изображенная в настоящем варианте осуществления имеющей цилиндрическую конструкцию, содержит загрузочное отверстие 7 с загрузочной шахтой (не показана) для соответствующего транспортируемого материала и выпускное отверстие 8 с выпускным наконечником (также не показан).
Шнековый вал 1 опирается на узлы 12, 13 подшипников в оболочке корпуса и имеет винтообразный транспортирующий шнек 2, витки которого согласно фиг.1 последовательно сужаются со стороны загрузочного отверстия 7 в направлении выпускного отверстия 8, причем шнековый вал 1 имеет суживающийся участок, который расширяется в направлении выпускного отверстия 8 с целью осуществления возрастающего уплотнения материала, транспортируемого в направлении 11 транспортирования.
Шнековый вал 1 может вращаться с помощью приводного устройства, при этом транспортируемый материал направляется через винтообразный транспортный канал 4, образованный между оболочкой 3 корпуса, шнековым валом 1 и транспортирующим шнеком 2, и в этом процессе подвергается возрастающему обезвоживанию.
Для того чтобы выпускать жидкость, удаляемую таким образом из транспортируемого материала, в оболочке 3 корпуса предусмотрены проходы для жидкости (не показаны), которые по конструкции являются щелевыми или образованы отверстиями (перфорированы). Жидкость, стекающая через проходы для жидкости, собирается в предусмотренном для этой цели приемном устройстве.
Транспортируемый материал, подлежащий уплотнению шнековым прессом, может представлять собой суспензии целлюлозы или шлама, например макулатуры, опилок, отходов древесины или же пластиковой, картонной или деревянной упаковки.
Для того чтобы как можно дольше предотвращать абразивный износ шнекового вала 1, вызываемый такого рода материалами, а также связанные с этим проблемы, которые уже описаны выше, в изобретении предусмотрено, что на шнековом вале 1 по меньшей мере в области одного участка транспортного канала 4 имеется поверхностный профиль 5. Поверхностный профиль 5 этого вида только в виде примера показан на фиг.2, которая изображает часть «X» из фиг.1.
Как основной принцип, однако, поверхностный профиль 5 может состоять из любого количества соответствующих канавок 14 и выступов 15 (см. также фиг.3 и фиг.4). Геометрия поверхностного профиля 5 может выбираться в соответствии с областью применения или типом транспортируемого материала. Однако во избежание быстрого истирания поверхностный профиль 5 должен иметь здесь глубину 10 профиля, равную по меньшей мере 0,5 мм при измерении перпендикулярно оси 9 шнекового вала.
Следует отметить, что поверхностный профиль 5 в соответствии с изобретением показан на фиг.1 лишь частично и фактически будет проходить по всей поверхности шнекового вала 1, обращенной к транспортному каналу 4 (как это показано на фиг.6). Однако также возможно снабдить шнековый вал 1 поверхностным профилем 5 на выбранных участках, например, только в области перед выпускным отверстием 8, поскольку транспортируемый материал затвердевает главным образом на таких участках вследствие большой степени сжатия.
Канавки 14 и выступы 15 поверхностного профиля 5 по данному изобретению располагаются таким образом, что они всегда проходят под некоторым углом 17 наклона к винтообразной траектории транспортирующего шнека 2 или пересекают траекторию транспортного канала 4. Точнее говоря, канавки 14 и выступы 15 проходят под углом 17 наклона к образующей 18 винтообразного транспортирующего шнека 2 (изображенной на фиг.1, 2 и 6) при рассмотрении шнекового вала 1 сбоку.
В предпочтительном варианте осуществления поверхностного профиля 5 согласно данному изобретению канавки 14 и выступы 15 проходят по существу по окружности шнекового вала 1 или по существу перпендикулярно оси 9 шнекового вала (как это показано на фиг.1-3).
Точно так же канавки 14 и выступы 15 поверхностного профиля 5 могут проходить и под любым желаемым углом наклона к оси 9 шнекового вала, например слегка отклоняться от воображаемого перпендикуляра на оси 9 шнекового вала (как это показано на фиг.6).
В любом случае канавки 14 и выступы 15 не должны быть параллельны траектории транспортирующего шнека 2 и транспортному каналу 4, но должны пересекать ее под большим или меньшим углом 17 наклона с тем, чтобы обеспечить ритмическое поднятие транспортируемого материала над поверхностью шнекового вала 1.
Для того чтобы добиться достаточной износоустойчивости, поверхностный профиль 5 должен иметь глубину 10 профиля, равную по меньшей мере 0,5 мм при измерении перпендикулярно оси шнекового вала. Если шнековый пресс предназначен для обезвоживания волокнистой целлюлозной массы, насыщенной водой, то предлагается использовать глубину 10 профиля, равную 1,2 мм.
Поверхностный профиль 5 может быть изготовлен как одно целое со шнековым валом 1, при этом он образуется из шнекового вала 1 посредством протачивания или фрезерования. В этом случае шнековому валу 1 сообщается профиль с использованием надлежащей механической обработки до того, как транспортирующий шнек 2 будет смонтирован или приварен к шнековом валу 1.
В качестве альтернативы, поверхностный профиль может также представлять собой один или несколько прикрепляемых элементов 6, которые изготавливаются отдельно и прикрепляются к шнековому валу 1. Так, например, на фиг.5 показано большое количество прикрепляемых элементов, выполненных в виде прошедших предварительную механическую обработку полос из листового металла, которые навиты на шнековый вал 1. В этом случае прикрепляемые элементы или полосы 6 из листового металла привариваются на шнековом вале 1. Разумеется, полоса из листового металла или прикрепляемые элементы 6 могут быть также выполнены как единый элемент и навиты на шнековый вал 1, подобно нити.
На фиг.2 показан особо предпочтительный вариант осуществления поверхностного профиля 5 по данному изобретению. В этом случае поверхностный профиль 5 (при рассмотрении в поперечном сечении через шнековый вал 1 в продольном направлении в направлении 11 транспортирования) имеет участок 5а профиля, который поднимается относительно оси 9 шнекового вала, далее второй участок 5b профиля, проходящий по существу параллельно оси 9 шнекового вала, и, наконец, третий участок 5с профиля, вновь опускающийся в направлении оси 9 шнекового вала.
Участок 5а профиля, который поднимается относительно оси 9 шнекового вала, может составлять угол 16 в диапазоне между 5° и 45° при измерении относительно оси 9 шнекового вала. Однако для того, чтобы поддерживать трение скольжения транспортируемого материала на низком уровне, предлагается использовать угол 16, лежащий в диапазоне между 5° и 20°, и предпочтительно угол 16, составляющий порядка 10°.
В настоящем варианте осуществления третий участок 5с профиля опускается в направлении оси 9 шнекового вала приблизительно под углом 90°.
В зависимости от области применения и размера шнекового пресса на шнековом вале 1 одна за другой может располагаться любое требуемое количество подобных групп участков 5a, 5b, 5c или же 5a и 5c профиля.
Разумеется, что в варианте осуществления поверхностного профиля 5 по данному изобретению возможно множество вариантов, например пилообразный поверхностный профиль 5, соответствующий фиг.3, волнистый профиль, соответствующий фиг.4, чешуеобразные профили, а также любое желаемое перекрещивающееся или рифленое выполнение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕКОВЫЙ ПРЕСС | 2017 |
|
RU2720942C1 |
| КОНТЕЙНЕР ПРОЯВИТЕЛЯ, ПРОЯВОЧНОЕ УСТРОЙСТВО, ТЕХНОЛОГИЧЕСКИЙ БЛОК И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2019 |
|
RU2771044C2 |
| Машина для уплотнения объемной массы | 1987 |
|
SU1630605A3 |
| КОНТЕЙНЕР ПРОЯВИТЕЛЯ, ПРОЯВОЧНОЕ УСТРОЙСТВО, ТЕХНОЛОГИЧЕСКИЙ БЛОК И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2012 |
|
RU2655618C1 |
| КОНТЕЙНЕР ПРОЯВИТЕЛЯ, ПРОЯВОЧНОЕ УСТРОЙСТВО, ТЕХНОЛОГИЧЕСКИЙ БЛОК И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2014 |
|
RU2602751C2 |
| КОНТЕЙНЕР ПРОЯВИТЕЛЯ, ПРОЯВОЧНОЕ УСТРОЙСТВО, ТЕХНОЛОГИЧЕСКИЙ БЛОК И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2018 |
|
RU2690045C1 |
| КОНТЕЙНЕР ПРОЯВИТЕЛЯ, ПРОЯВОЧНОЕ УСТРОЙСТВО, ТЕХНОЛОГИЧЕСКИЙ БЛОК И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2022 |
|
RU2801373C1 |
| КОНТЕЙНЕР ПРОЯВИТЕЛЯ, ПРОЯВОЧНОЕ УСТРОЙСТВО, ТЕХНОЛОГИЧЕСКИЙ БЛОК И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2012 |
|
RU2540232C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МУЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2185077C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ДВУХСЛОЙНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2002 |
|
RU2242878C2 |
Изобретение относится к прессовому оборудованию, предназначенному предпочтительно для удаления жидкости из транспортируемого материала. Пресс содержит шнековый вал, на котором смонтирован винтообразный транспортирующий шнек, и окружающую вал оболочку корпуса. Между шнековым валом, транспортирующим шнеком и оболочкой сформирован транспортный канал для транспортируемого материала. Шнековый вал по меньшей мере на одном участке транспортного канала выполнен с поверхностным профилем. В результате обеспечивается предотвращение прилипания компонентов транспортируемого материала к шнековому валу и, следовательно, неравномерного заполнения транспортного канала. 11 з.п. ф-лы, 6 ил.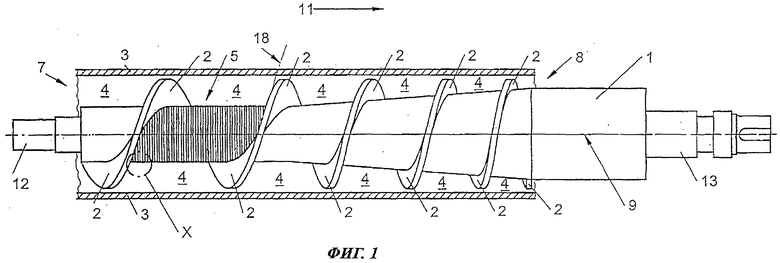
1. Шнековый пресс, предпочтительно, для удаления жидкости из транспортируемого материала, содержащий шнековый вал (1), который снабжен винтообразным транспортирующим шнеком (2), смонтированным на шнековом валу (1), и окружающую указанный вал оболочку (3) корпуса, причем для транспортируемого материала между шнековым валом (1), транспортирующим шнеком (2) и оболочкой (3) корпуса сформирован транспортный канал, отличающийся тем, что шнековый вал (1) имеет поверхностный профиль (5) по меньшей мере на одном участке транспортного канала (4).
2. Пресс по п.1, отличающийся тем, что поверхностный профиль (5) имеет канавки (14) и выступы (15), которые проходят с наклоном к образующей (18) винтообразного транспортирующего шнека (2) на виде шнекового вала (1) сбоку.
3. Пресс по п.2, отличающийся тем, что канавки (14) и выступы (15) в поверхностном профиле (5) проходят, по существу, по окружности шнекового вала (1).
4. Пресс по любому из пп.1-3, отличающийся тем, что поверхностный профиль (5) в поперечном сечении по длине шнекового вала имеет участок (5a) профиля, который поднимается, предпочтительно, под углом (16), лежащим в диапазоне между 5° и 45°, относительно оси (9) шнекового вала по направлению (11) транспортирования, и участок (5c) профиля, который, предпочтительно, опускается, по существу, перпендикулярно оси (9) шнекового вала по направлению оси (9) шнекового вала.
5. Пресс по п.4, отличающийся тем, что между поднимающимся участком (5a) профиля и опускающимся участком (5c) профиля предусмотрен участок (5b) профиля, проходящий, по существу, параллельно оси (9) шнекового вала.
6. Пресс по п.4, отличающийся тем, что на шнековом валу друг за другом в направлении (11) транспортирования смонтировано несколько групп участков (5a, 5b, 5c) профиля.
7. Пресс по п.1, отличающийся тем, что поверхностный профиль (5) изготовлен как одно целое со шнековым валом (1) и, предпочтительно, образован путем механической обработки шнекового вала (1).
8. Пресс по п.1, отличающийся тем, что поверхностный профиль (5) состоит из по меньшей мере одного прикрепляемого элемента (6), который изготовлен отдельно от шнекового вала (1), после чего смонтирован на шнековом валу (1).
9. Пресс по п.8, отличающийся тем, что прикрепляемый элемент (6) выполнен в виде полосы из листового металла.
10. Пресс по п.8 или 9, отличающийся тем, что прикрепляемый элемент (6) навит на шнековый вал (1) подобно нити.
11. Пресс по п.8 или 9, отличающийся тем, что прикрепляемый элемент (6) приварен к шнековому валу (1).
12. Пресс по п.1, отличающийся тем, что поверхностный профиль (5) имеет глубину (10) профиля, равную по меньшей мере 0,5 мм при измерении перпендикулярно оси (9) шнекового вала.
| Шнековый пресс для отжима | 1986 |
|
SU1386485A1 |
| Устройство для отделения сусла от плодово-ягодного сырья | 1990 |
|
SU1747473A1 |
| ЭКСТРУДЕР ДЛЯ ПРИГОТОВЛЕНИЯ КОРМОВОЙ МАССЫ ИЗ ИЗМЕЛЬЧЕННОЙ СОЛОМЫ | 1991 |
|
RU2013071C1 |
| Способ получения дибромуксусной кислоты | 1981 |
|
SU1011629A1 |
| JP 5285697 A, 02.11.1993. | |||

