Область техники, к которой относится изобретение
Настоящее изобретение относится к шнековому прессу для отделения жидкости из транспортируемого материала, содержащему шнековый вал со спиралеобразно расположенной на нем подающей спиралью, а также оболочку кожуха, охватывающую подающую спираль, причем между шнековым валом, подающей спиралью и оболочкой кожуха образован транспортировочный зазор для подачи материала. Далее, в объем настоящего изобретения входит применение вместе со шнековым прессом некоторого композитного материала.
Уровень техники
Транспортируемый материал, подготавливаемый в шнековом прессе, обычно представляет собой смесь жидкости и твердой субстанции, например, промышленно получаемых волокон целлюлозы, от которой прессованием должна быть отделена транспортируемая вместе с ней жидкость. Также шнековый пресс может применяться для сгущения транспортируемого материала, например, суспензий волокнистого материала или шлама, макулатуры, опилок, отходов древесины.
Принцип действия шнекового пресса достаточно известен; в цилиндрической или конической оболочке кожуха расположен шнековый вал, снабженный спиралеобразной подающей спиралью. Оболочка кожуха содержит входное отверстие, обычно оснащенное загрузочной воронкой, через которое в шнековый пресс непрерывно поступает транспортируемый материал. В направлении подачи ниже по потоку транспортируемого материала в оболочке кожуха имеется выходное отверстие, через которое транспортируемый материал выходит из шнекового пресса. Между оболочкой кожуха и шнековым валом или подающей спиралью образован спиральный или винтовой транспортировочный зазор, представляющий собой сквозной, от входного до выходного отверстия, транспортировочный канал для транспортируемого материала, непрерывно сужающийся в направлении подачи к выходному отверстию. Могут быть предусмотрены и несколько винтовых транспортировочных зазоров.
Когда шнековый вал приводится во вращение, транспортируемый через входное отверстие шнекового пресса материал продвигается смонтированной на шнековом валу подающей спиралью по виткам транспортировочного зазора к выходному отверстию, при этом материал непрерывно сгущается и отжимается.
Подача и нарастание давления в одношнековых и однонаправленных двухшнековых прессах осуществляется под действием трения вращающейся со шнеком массы о неподвижную цилиндрическую оболочку кожуха, - в связи с этим говорят о «фрикционной подаче». Жидкость, отжатая в процессе прессования из транспортируемого материала, через соответствующие проходы в оболочке кожуха для жидкости, например прорези или отверстия, попадает в собирающее устройство.
Функционально определяющим для шнекового пресса устройством является подающий шнек, т.е. шнековый вал со спиралеобразно расположенной на нем подающей спиралью, одновременно служащей для увеличения давления в подлежащем отжиму транспортируемом материале.
Проблемой шнековых прессов указанного типа является сильное истирание шнекового вала проходящим в транспортировочном зазоре шнекового вала транспортируемым материалом, вследствие чего по прошествии заданного срока службы - зависящего от абразивной способности транспортируемого материала -поверхность шнекового вала оказывается отполированной. Правда, неприятности доставляют только определенные транспортируемые материалы, например волокна целлюлозы или суспензии волокнистых материалов, прилипающих или пристающих к отполированным поверхностям шнекового вала. При этом нежелательное вовлечение волокон целлюлозы во вращение отполированными поверхностями шнекового вала становится сильнее, чем раньше, когда поверхность вала была шероховатой. Из-за такого вовлечения во вращение волокон целлюлозы поверхностью шнекового вала снижается эффективность шнекового пресса. Далее, налипание транспортируемого материала на шнековый вал может приводить к неравномерному заполнению транспортировочного зазора - вплоть до забивания шнекового пресса. Для снижения остроты этой проблемы поверхность шнекового вала снабжается материалами с заданной поверхностной шероховатостью с целью снижения таким образом адгезии волоконной суспензии и, тем самым, повышения эффективности шнекового пресса.
Для этого до сих пор на основу шнекового вала наваривали, например, стальные пластины с покрытием, имевшим заданную шероховатость поверхности. В частности, такого рода стальные пластины или сегменты пластин до сих пор наваривали на шнековый вал в последних витках транспортировочного зазора подающей спирали вблизи выходного отверстия, в так называемой зоне высокого сжатия, в которой транспортируемый материал уже сильно сгущен и большая часть жидкости отделена. Однако недостатком этой технологии является очень высокая стоимость изготовления таких, обычно снабжаемых покрытием, пластин, заданная шероховатость которых достигается, например, термическим напылением с последующей щеточной обработкой.
И наваривание стальных пластин с шероховатой поверхностью требует больших затрат времени и денег. Кроме того, выяснилось, что слишком мало штатное время службы шнекового пресса между сменами навариваемых стальных пластин, вызванными снижением их шероховатости или истиранием их шероховатого поверхностного покрытия. Альтернативное решение, раскрытое в патентом документе AT 506 098, предлагает формирование ступенчатой поверхности и, при необходимости, наваривание соответствующих полос, что также требует увеличения времени службы между сменами элементов.
Кроме того, из патентного документа DE 266077 известны шнековые прессы, вал которых покрыт эмалью, кварцитом или аналогичным материалом. Из патентного документа KR 101049965 В1 известна спираль шнека, покрытая кобальтом или карбидом вольфрама. В патентном документе DE 4488717A1 раскрыты элементы защиты от износа, которые прикреплены к внешнему контуру подающей спирали. Из патентного документа ЕР 2848824 А1 известна пленка, увеличивающая трение, которая расположена между двумя компонентами для предотвращения сдвига компонентов.
Раскрытие сущности изобретения
Ввиду вышеуказанного задача настоящего изобретения заключается в том, чтобы предложить шнековый пресс, преодолевающий недостатки уровня техники и позволяющий быстро и дешево заменять на шнековом валу облицовочные материалы с шероховатым поверхностным покрытием.
Указанная задача в шнековом прессе указанного типа согласно настоящему изобретению решена за счет того, что по меньшей мере на одном участке поверхности шнекового вала внутри транспортировочного зазора с замыканием материалом закрепляется композитный материал, содержащий частицы твердого вещества, равномерно распределенные в матричном компоненте и погруженные в него с образованием поверхностной шероховатости, причем композитный материал своей нижней стороной посредством клеевого слоя наклеен с возможностью разъединения на шнековый вал.
Особенно предпочтительные варианты осуществления и дальнейшие разработки настоящего изобретения раскрыты в зависимых пунктах формулы изобретения.
Вообще говоря, композитным или композиционным материалом называют материал, состоящий из двух или нескольких связанных друг с другом компонентов и имеющий свойства, отличные от свойств составляющих его компонентов. Предлагаемый согласно настоящему изобретению композитный материал, содержащий частицы твердого вещества, равномерно распределенные в матричном компоненте и погруженные в него так, что эти частицы твердого вещества обеспечивают шероховатость поверхности композитного материала, обладает тем преимуществом, что может быть изготовлен быстрее и экономичнее, чем применяемые сегодня стальные пластины с покрытием. Кроме того, частицы твердого вещества обладают преимуществом обеспечения заданной поверхностной шероховатости или заданного коэффициента трения, который или которая в течение срока службы композитного материала в максимальной степени неизменны. Соединение частиц твердого вещества с матричным компонентом, в который они по меньшей мере частично погружены, производится с замыканием материалом или с геометрическим замыканием, или сочетанием этих двух вариантов.
Помимо этого, более мягкий или более гибкий в сравнении с частицами твердого вещества матричный компонент, изготавливаемый, например, из жесткого полимера, обеспечивает то преимущество, что композитный материал может быть лучше подогнан к геометрической конфигурации соответствующего участка поверхности шнекового вала, чем стальные пластины с покрытием. Кроме того, покрытие участков поверхности шнекового вала таким сравнительно гибким композитным материалом, вследствие меньшего веса и большей гибкости - или способности к изгибу - композитного материала, допускает более легкую и быструю замену.
При надлежащем выборе клеевого соединения нижняя сторона композитного материала может быть быстро и дешево закреплена на участке поверхности шнекового вала. Во всяком случае, выполнение клеевого соединения дешевле сварного, которым до сих пор крепились к шнековому валу стальные пластины с шероховатой поверхностью. В рамках настоящего изобретения для этого могут быть использованы все известные варианты клеевых соединений. К примеру, слой клея может наноситься только на нижнюю сторону композитного материала, и он может накладываться клеевым слоем на соответствующий участок поверхности шнекового вала или прижиматься к нему. Альтернативно, слой клея может наноситься также на соответствующий участок поверхности шнекового вала, после чего композитный материал накладывается на этот клеевой слой или прижимается к нему. Далее, в рамках настоящего изобретения возможен способ контактного склеивания, при котором обе склеиваемые поверхности - как нижняя сторона композитного материала, так и оклеиваемый участок поверхности шнекового вала - покрываются одним и тем же клеем или разными клеями, после чего производят наклейку композитного материала на шнековый вал.
В одном из предпочтительных вариантов выполнения шнекового пресса согласно настоящему изобретению шероховатость поверхности композитного материала, из матричного компонента которого выступают частицы твердого вещества, составляет от 2 мкм до 20 мкм, предпочтительно от 3 мкм до 10 мкм, особенно предпочтительно от 5 мкм до 8 мкм. Композитный материал имеет заданную шероховатость, причем заданные величины шероховатости определяются выступанием частиц твердого вещества над матричным компонентом, в который они погружены.
В одном из вариантов осуществления настоящего изобретения композитный материал может содержать по меньшей мере один индикаторный слой износа, интегрированный в матричный компонент и/или находящийся на нижней стороне композитного материала. Предпочтительно этот индикаторный слой износа, содержащий, например, отмаркированный цветом, окрашенный слой полимера, служит индикатором износа используемого композитного материала.
В одном из дальнейших предпочтительных вариантов осуществления шнекового пресса композитный материал выполнен в виде мата из композитного материала, содержащего частицы твердого вещества, равномерно распределенные в матричном компоненте и погруженные в него с образованием поверхностной шероховатости, и, далее, содержащего слой клея на нижней стороне мата из композитного материала, причем этот мат из композитного материала наклеивается с возможностью отсоединения по меньшей мере на один участок поверхности транспортировочного зазора шнекового вала. В этом особенно простом для исполнения варианте композитный материал подготавливается уже в виде мата из композитного материала, на нижней стороне которого предусмотрен клеевой слой, например, закрытый защитной пленкой. Таким образом, мат из композитного материала выполнен в виде самоклеющегося мата, что позволяет особенно быстро производить позиционирование и наклеивание мата из композитного материала на соответствующий участок поверхности шнекового вала. К примеру, можно просто и быстро изготавливать шаблоны, воспроизводящие соответствующий уклон шнекового вала или геометрию соответствующего транспортировочного зазора и служащие образцами для выкраивания и позиционирования по месту соответствующих матов из композитного материала.
В одном из дальнейших вариантов осуществления шнекового пресса согласно настоящему изобретению мат из композитного материала может содержать по меньшей мере один индикаторный слой износа, интегрированный в матричный компонент и/или располагающийся между матричным компонентом и слоем клея. Как уже было раскрыто, и в случае мата из композитного материала индикаторный слой износа, содержащий, например, отмаркированный цветом, окрашенный слой полимера, предпочтительно служит индикатором износа применяемого композитного материала.
Особенно предпочтительно в шнековом прессе согласно настоящему изобретению наклеивать с возможностью отсоединения на шнековый вал, по меньшей мере на несколько участков поверхности транспортировочного зазора, маты из композитного материала с поверхностной шероховатостью от 2 мкм до 20 мкм, предпочтительно от 3 мкм до 10 мкм, особенно предпочтительно от 5 мкм до 8 мкм. Оклейка шнекового вала матами из композитного материала обеспечивает преимущество, предотвращая налипание на поверхность шнекового вала и вовлечение во вращение подлежащего отжиму транспортируемого материала, например волокон целлюлозы, и повышая тем самым эффективность шнекового пресса.
В одном из дальнейших вариантов выполнения шнекового пресса согласно настоящему изобретению целесообразно несколько граничащих друг с другом матов из композитного материала, предпочтительно три или четыре, наклеивать с возможностью отсоединения на соседние участки поверхности шнекового вала в транспортировочном зазоре. Для облегчения манипуляций, в соответствующих витках транспортировочного зазора подающей спирали прочно наклеивают на шнековый вал несколько граничащих друг с другом матов из композитного материала. В частности, в зоне высокого сжатия шнекового пресса шнековый вал может быть таким образом быстро и просто оклеен матами из композитного материала с заданной поверхностной шероховатостью. Также и здесь могут, при необходимости, использоваться шаблоны для точной выкройки и позиционирования матов из композитного материала.
В шнековом прессе согласно настоящему изобретению, предпочтителен матричный компонент композитного материала, в который погружены частицы твердого вещества с образованием поверхностной шероховатости, и который изготовлен из эластомера, предпочтительно термопластичного эластомера.
Равномерное распределение частиц твердого вещества в более мягком упругом матричном компоненте из эластомера или термопластичного эластомера позволяет достичь заданной и с максимальным сроком службы поверхностной шероховатости композитного материала или мата из композитного материала.
В рамках настоящего изобретения предусмотрено также применение композитного материала, содержащего частицы твердого вещества, погруженные в матричный компонент с образованием поверхностной шероховатости, для закрепления с замыканием материалом по меньшей мере на одном участке поверхности шнекового вала шнекового пресса.
При применении композитного материала для закрепления с замыканием материалом по меньшей мере на одном участке поверхности шнекового вала особенно предпочтительна возможность наклеивания с возможностью отсоединения композитного материала с помощью слоя клея по меньшей мере на один участок поверхности шнекового вала.
В рамках настоящего изобретения целесообразно предусмотреть также применение мата из композитного материала, содержащего частицы твердого вещества, погруженные в матричный компонент с образованием поверхностной шероховатости, причем этот мат из композитного материала содержит, далее, слой клея на нижней стороне мата из композитного материала для наклеивания с возможностью отсоединения по меньшей мере на один участок поверхности шнекового вала шнекового пресса. Применение выполненного самоклеющимся мата из композитного материала особенно практично и просто в работе. К примеру, для наклеивания требуется лишь снять пленку защиты клеевого слоя с нижней стороны мата из композитного материала, и после этого мат из композитного материала может быть позиционирован и наклеен на соответствующий участок поверхности шнекового вала.
При использовании композитного материала и/или мата из композитного материала предпочтительно, чтобы частицы твердого вещества, выступающие из матричного компонента, создавали поверхностную шероховатость от 2 мкм до 20 мкм, предпочтительно от 3 мкм до 10 мкм, особенно предпочтительно от 5 мкм до 8 мкм.
Согласно настоящему изобретению особенно целесообразно использование композитного материала и/или мата из композитного материала, содержащего по меньшей мере один индикаторный слой износа, интегрированный в матричный компонент, и/или по меньшей мере один индикаторный слой износа, располагающийся между матричным компонентом и слоем клея.
Но в рамках настоящего изобретения возможно также использовать композитный материал и/или мат из композитного материала с матричным компонентом, - в который погружены частицы твердого вещества с образованием поверхностной шероховатости, - изготовленным из эластомера, предпочтительно термопластичного эластомера. Вследствие меньшего, по сравнению со стальными пластинами, веса и большей гибкости композитного материала или мата из композитного материала, можно особенно быстро и просто оснастить участки поверхности шнекового вала композитным материалом такого рода с заданной поверхностной шероховатостью.
Краткое описание чертежей
Дальнейшие детали, особенности и преимущества настоящего изобретения раскрыты в нижеследующем описании схематически изображенных на чертежах примеров осуществления изобретения. На чертежах представлены:
на ФИГ. 1 показан вид сбоку с частичным разрезом первого варианта осуществления шнекового пресса согласно настоящему изобретению;
на ФИГ. 2 показана на виде сбоку с частичным разрезом деталь второго варианта осуществления шнекового пресса согласно настоящему изобретению;
на ФИГ. 3 показан увеличенный вид в аксонометрии с частичным разрезом отмеченной на ФИГ. 1 и 2 детали А.
Осуществление изобретения
На ФИГ. 1 показан шнековый пресс 10 согласно настоящему изобретению, содержащий шнековый вал 11 с осью 12 шнекового вала, причем шнековый вал 11 оснащен спиралеобразно или винтообразно проходящей подающей спиралью 13, доходящей до внутренней стороны наружной оболочки 14 кожуха. Между оболочкой 14 кожуха и шнековым валом 11 или расположенной на нем подающей спиралью 13 образован транспортировочный зазор 15, сквозь который в направлении 16 подачи транспортируется от входного отверстия 17 в оболочке 14 до выходного отверстия 18 подлежащий отжиму материал. Вследствие надлежащего выбора геометрии шнекового вала 11, который, например, выполняется коническим с возрастанием диаметра при движении в направлении 16 подачи к выходному отверстию 18, и вследствие надлежащего выбора шага подающей спирали 13 свободная площадь поперечного сечения транспортировочного зазора 15 постепенно сокращается в направлении 16 подачи.
Шнековый вал 11 несколькими цапфами 19 установлен в подшипниках (не показаны) с возможностью вращения вокруг оси 12 шнекового вала и снабжен непоказанным приводом. С помощью этого приводного устройства шнековый вал 11 может быть приведен во вращение, при этом транспортируемый материал продвигается сквозь сужающийся в направлении 16 подачи спиральный транспортировочный зазор 15, что сопровождается усиливающимся обезвоживанием транспортируемого материала.
Для отвода отжатой из транспортируемого материала жидкости в оболочке 14 предусмотрены не показанные на ФИГ. проходы для жидкости, выполненные, например, в виде прорезей или отверстий. Отведенная сквозь эти проходы жидкость собирается в предусмотренном для этого улавливающем устройстве.
Чтобы предотвратить налипание транспортируемого материала - например, суспензии волокнистого материала или шлама - на поверхность шнекового вала 11 или уменьшить вызываемое подобными материалами истирание шнекового вала 11 и соответствующие упомянутые выше недостатки, по меньшей мере на одном участке 20 поверхности шнекового вала 11 в транспортировочном зазоре 15 закрепляют с замыканием материалом композитный материал 21 с заданной поверхностной шероховатостью 22. Этот композитный материал 21 содержит частицы 23 твердого вещества, равномерно распределенные в матричном компоненте 24 композита 21 с образованием поверхностной шероховатости 22.
Как видно из ФИГ. 3, на которой показан с увеличением вид отмеченной на ФИГ. 1 детали А, закрепление с замыканием материалом композитного материала 21 здесь выполнено наклеиванием с помощью клеевого слоя 26, нанесенного на нижнюю сторону 28 композитного материала 21 или, альтернативно, на соответствующий участок 20 поверхности шнекового вала 11 перед прижатием композитного материала 21 к клеевому слою 26. Также в рамках настоящего изобретения можно допустить применение принципа контактного склеивания, при котором обе склеиваемые поверхности - как нижняя сторона 28 композитного материала 21, так и соответствующий оклеиваемый участок 20 поверхности шнекового вала 11 - покрываются слоями 26 одного и того же клея или разных клеев.
Далее, как показано с увеличением на ФИГ. 3, частицы 23 твердого вещества для обеспечения заданной поверхностной шероховатости 22 выступают из матричного компонента 24, например, в данном случае приблизительно на 5-8 мкм. Матричный компонент 24 в данном случае изготовлен из термопластичного эластомера. Таким образом, частицы 23 твердого вещества предпочтительно погружены в сравнительно более мягкий упругий матричный компонент, что снижает износ частиц 23 твердого вещества и увеличивает срок службы поверхностно шероховатого композитного материала 21.
В качестве показателя износа здесь использован индикаторный слой 27 износа, интегрированный в матричный компонент 24 или расположенный между матричным компонентом 24 и клеевым слоем 26. Индикаторный слой 27 износа содержит, например, отмаркированный цветом, окрашенный слой полимера, который становится виден при износе частиц 23 твердого вещества.
На ФИГ. 2 показан дальнейший вариант осуществления шнекового пресса 10 согласно настоящему изобретению, в котором участок 20 поверхности шнекового вала 11 в транспортировочном зазоре 15 оклеен матами 25 из композитного материала, содержащими композитный материал 21 с заданной поверхностной шероховатостью 22. Кроме того, на нижней стороне 28 матов 25 из композитного материала уже нанесен клеевой слой 26, так что маты 25 из композитного материала выполнены в виде самоклеющихся матов, что особенно практично для оклейки шнекового вала 11. Клеевой слой 26 для этого закрывается, например, не показанной защитной пленкой, которую снимают перед наложением матов 25 из композитного материала.
На ФИГ. 2 несколько матов 25 из композитного материала, граничащих друг с другом, наклеены на соседние участки 20 поверхности шнекового вала 11 внутри витков транспортировочного зазора 15, находящихся в зоне 30 высокого сжатия шнекового пресса 10, так, что по прошествии заданного срока службы или в зависимости от износа маты 25 из композитного материала можно просто и быстро отделить и заменить новыми.
Отмеченная как на ФИГ. 1, так и на ФИГ. 2, деталь А показана с увеличением на ФИГ. 3. В отличие от варианта ФИГ. 1, в котором требуется дополнительное нанесение клеевого слоя 26 на нижнюю сторону 28 композитного материала 21 или нанесение клея непосредственно на шнековый вал 11, при использовании матов 25 из композитного материала клеевой слой 26 уже нанесен на нижнюю сторону 28 матов 25 из композитного материала. Таким образом, на ФИГ. 3, в принципе, представлено окончательное слоевое строение как наклеенного композитного материала 21, так и приклеенного мата 25 из композитного материала,
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный пресс-гранулятор для удаления жидкой фазы - воды из свекловичного жома | 2021 |
|
RU2772662C1 |
| СПОСОБ СНИЖЕНИЯ АБРАЗИВНОГО ИЗНОСА СТЕКЛОВОЛОКОННОЙ ПРЯДИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ ТКАНИ | 1999 |
|
RU2212382C2 |
| ШНЕКОВЫЙ ТРАНСПОРТЕР | 2006 |
|
RU2340531C2 |
| ШНЕКОВЫЙ ПРЕСС | 2008 |
|
RU2484965C2 |
| СКЛЕИВАНИЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2633581C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОЛУЧЕННЫХ IN SITU СПЛАВОВ, АРМИРОВАННЫХ КАРБИДОМ ВОЛЬФРАМА, И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2798861C2 |
| СОЕДИНЕНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2708209C2 |
| СПИРАЛЬНЫЙ КОМПРЕССОР (ВАРИАНТЫ) | 2012 |
|
RU2567486C1 |
| КОМПОЗИТ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ВОЛОКОННОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 1997 |
|
RU2176628C2 |
| ЛАМИНАТЫ (СЛОИСТЫЕ МАТЕРИАЛЫ), УСИЛЕННЫЕ СТЕКЛОВОЛОКНОМ, МОНТАЖНЫЕ ЭЛЕКТРОННЫЕ ПЛАТЫ И СПОСОБЫ СБОРКИ ИЗДЕЛИЯ | 1999 |
|
RU2222123C2 |

Изобретение относится к технологическому оборудованию для отделения жидкости из транспортируемого материала. Пресс содержит шнековый вал (11) со спиралеобразно расположенной на нем подающей спиралью (13) и охватывающую спираль оболочку (14) кожуха. Между шнековым валом (11), подающей спиралью (13) и оболочкой (14) образован транспортировочный зазор (15). По меньшей мере на одном участке (20) поверхности шнекового вала (11) в транспортировочном зазоре (15) закреплен с замыканием материалом композитный материал (21), содержащий частицы (23) твердого вещества. Упомянутые частицы погружены в матричный компонент (24) с образованием поверхностной шероховатости (22). В результате обеспечивается возможность замены шероховатого покрытия на шнековом валу. 3 н. и 8 з.п. ф-лы, 3 ил.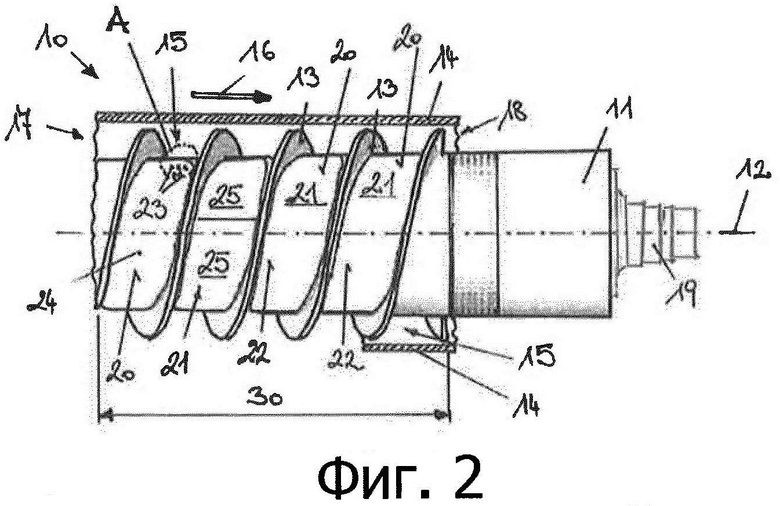
1. Шнековый пресс (10) для отделения жидкости из транспортируемого материала, содержащий шнековый вал (11) с расположенной на нем подающей спиралью (13) и охватывающую шнековый вал (11) оболочку (14) кожуха, причем между валом (11) шнека, подающей спиралью (13) и оболочкой (14) кожуха образован транспортировочный зазор (15) для подлежащего подаче транспортируемого материала, отличающийся тем, что шнековый вал (11) снабжен композитным материалом (21), содержащим частицы (23) твердого вещества, погруженные в матричный компонент (24) и равномерно распределенные в нем с образованием поверхностной шероховатости (22), при этом композитный материал (21) закреплен посредством клеевого слоя (26) с возможностью отсоединения на по меньшей мере одном участке (20) поверхности шнекового вала (11) в транспортировочном зазоре (15).
2. Шнековый пресс (10) по п. 1, отличающийся тем, что композитный материал (21) выполнен в виде по меньшей мере одного мата (25), имеющего на нижней стороне клеевой слой (26), причем указанный по меньшей мере один мат (25) наклеен с возможностью отсоединения по меньшей мере на один участок (20) поверхности шнекового вала (11).
3. Шнековый пресс (10) по п. 1 или 2, отличающийся тем, что поверхностная шероховатость (22), образованная частицами (23) твердого вещества композитного материала (21) составляет от 2 мкм до 20 мкм, предпочтительно от 3 мкм до 10 мкм, особенно предпочтительно от 5 мкм до 8 мкм.
4. Шнековый пресс (10) по одному из пп. 1-3, отличающийся тем, что композитный материал (21) содержит по меньшей мере один индикаторный слой (27) износа, интегрированный в матричный компонент (24) и/или расположенный на нижней стороне (28) композитного материала (21).
5. Шнековый пресс (10) по одному из пп. 2-4, отличающийся тем, что композитный материал выполнен в виде граничащих друг с другом матов (25), причем указанные маты (25) наклеены с возможностью отсоединения на соседние участки (20) поверхности шнекового вала (11) в транспортировочном зазоре (15).
6. Шнековый пресс (10) по п. 5, отличающийся тем, что композитный материал выполнен в виде трех или четырех граничащих друг с другом матов (25).
7. Шнековый пресс (10) по одному из пп. 1-6, отличающийся тем, что матричный компонент (24) композитного материала (21) выполнен из эластомера, предпочтительно термопластичного эластомера.
8. Применение композитного материала (21), содержащего частицы (23) твердого вещества, погруженные в матричный компонент (24) и равномерно распределенные в нем с образованием поверхностной шероховатости (22), и выполненного с возможностью его закрепления посредством клеевого слоя (26) с возможностью отсоединения по меньшей мере на одном участке (20) поверхности шнекового вала (11) шнекового пресса (10) для отделения жидкости из транспортируемого материала, в качестве облицовочного материала по меньшей мере на одном участке (20) поверхности шнекового вала (11), предотвращающего налипание на поверхность шнекового вала транспортируемого материала.
9. Применение мата (25) из композитного материала, выполненного в виде матричного компонента (24), имеющего погруженные в него и равномерно распределенные с образованием поверхностной шероховатости (22) частицы (23) твердого вещества, расположенный на нижней стороне (28) клеевой слой (26) для наклеивания с возможностью отсоединения по меньшей мере на один участок (20) поверхности шнекового вала (11) шнекового пресса (10) для отделения жидкости из транспортируемого материала, и по меньшей мере один индикаторный слой (27) износа, интегрированный в матричный компонент (24) и/или расположенный между матричным компонентом (24) и клеевым слоем (26), в качестве покрытия поверхности шнекового вала (11) по меньшей мере на одном ее участке (20), предотвращающего налипание на поверхность шнекового вала транспортируемого материала.
10. Применение по п. 8 или 9, отличающееся тем, что поверхностная шероховатость (22), образуемая частицами (23) твердого вещества, выступающими из матричного компонента (24), составляет от 2 мкм до 20 мкм, предпочтительно от 3 мкм до 10 мкм, особенно предпочтительно от 5 мкм до 8 мкм.
11. Применение по п. 10, отличающееся тем, что матричный компонент (24) выполнен из термопластичного эластомера.
| ШНЕКОВЫЙ ПРЕСС | 2008 |
|
RU2484965C2 |
| ЭКСТРУДЕР ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ МАКАРОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2215413C2 |
| Шнековый пресс для отжима | 1986 |
|
SU1386485A1 |
| 0 |
|
SU266077A1 | |
| KR 101049965 B1, 15.07.2011. | |||

