Настоящее изобретение относится в основном к области смарт-карт и, в частности, к области электронных вкладок (инлеев), используемых в смарт-картах, и способу изготовления таких электронных вкладок.
В общем смарт-карты могут быть использованы как кредитные карты, банковские карты, карты идентификации, телефонные карты, карты доступа и т.п. Смарт-карты в общем получают путем объединения нескольких слоев листового пластика в слоистую сборку. Кроме того, смарт-карты включают электронные компоненты, дающие возможность смарт-карте выполнять различные функции.
Уровень техники
В европейском патенте 0350179 раскрыта смарт-карта, в которой электронная схема капсулирована в слой пластика, введенного между двумя поверхностными слоями карты. Раскрытый метод также включает помещение на одну из сторон формовочной матрицы высокопрочного материала основы и размещение электронных компонентов у этой стороны с последующим введением пластичного полимерного материала в матрицу, так чтобы капсулировать электронные компоненты.
В Европейской патентной заявке 95400365.3 предложен способ изготовления бесконтактных смарт-карт. В способе предусмотрено использование жесткой рамки для размещения и закрепления электронного модуля в свободном пространстве между верхним и нижним термореактивными листами. После механического скрепления рамки с нижним термореактивным листом свободное пространство заполняют полимеризующимся полимером.
В патенте US 5,399,847 раскрыта кредитная карта, состоящая из трех слоев, а именно из первого наружного слоя, второго наружного слоя и промежуточного слоя. Промежуточный слой образуют путем введения термореактивного вязкого материала, обволакивающего в этом слое электронные компоненты смарт-карты (например, микросхему и антенну). Вязкий материал предпочтительно состоит из смеси сополимеров полиамида или другого связующего, включающих один или более химически реактивные компоненты, затвердевающие при контакте с воздухом. Наружные слои этой смарт-карты могут быть выполнены из различных полимерных материалов, таких как поливинилхлорид или полиуретан.
В патенте US 5,417,905 раскрыт способ изготовления пластиковых кредитных карт, в котором формовочное устройство содержит две чаши, образующие при сближении полость для формования таких карт. В каждую чашу помещают этикетку или носитель изображения. Затем формовочные чаши сводят вместе и в форму вводят термореактивный материал, чтобы получить карту. Поступающий пластик закрепляет этикетки или носители изображения между соответствующими поверхностями формы.
В патенте US 5,510,074 раскрыт способ изготовления смарт-карт, имеющих основу с существенно параллельными сторонами, несущий элемент с нанесенным графическим изображением по меньшей мере на одной из сторон и электронный модуль, содержащий группу контактов, подсоединенных к микросхеме. Способ изготовления в основном включает следующие операции: (1) помещение несущего элемента в матрицу, определяющую размер и форму карты; (2) закрепление несущего элемента у первой основной стенки матрицы; (3) введение термореактивного материала в объем, определяемый свободным пространством, для заполнения его части, не занятой несущим элементом; и (4) помещение электронного модуля в соответствующем положении в термореактивный материал до того, как введенный материал получит возможность полного затвердевания.
В патенте US 4,339,407 раскрыто устройство капсулирования электронной схемы в виде несущего элемента, имеющего стенки с площадками, расположенными особым образом, пазы и выступы в сочетании с особыми отверстиями. На стенках матрицы в заданном положении закрепляют электронный узел. Стенки несущего элемента выполнены из слегка упругого материала для облегчения введения электронной схемы смарт-карты. Несущий элемент может быть вставлен в наружную матрицу. При этом стенки несущего элемента сдвигаются друг к другу и надежно удерживают компоненты в заданном положении при вводе термореактивного материала. Наружные стороны стенок несущего элемента снабжены выступами, служащими для сопряжения с фиксаторами на стенках матрицы и закрепления несущего элемента в матрице. Матрица также снабжена отверстиями для выпуска остаточных газов.
В патенте US 5,350,553 предложен способ нанесения декоративного рисунка на пластиковую карту и введения в нее электронной схемы в инжекционной формовочной машине. Способ включает следующие операции: (а) введение и размещение пленки (например, пленки с декоративным рисунком) в открытой полости инжекционной формовочной машины; (б) закрывание полости матрицы, так чтобы пленка в ней была зафиксирована и зажата в определенном положении; (в) введение электронной микросхемы через прорезь в матрице в ее полость для размещения микросхемы в полости; (г) введение термореактивной смеси основы в полость матрицы для получения единообразной карты; (д) удаление избыточного материала; (е) раскрытие полости матрицы; и (ж) удаление карты.
В патенте US 4,961,893 предложена смарт-карта, главным отличием которой является несущий элемент, на котором закреплена интегральная схема. Несущий элемент используют для позиционирования микросхемы в полости матрицы. Основную часть карты получают путем введения пластика в полость таким образом, что микросхема полностью погружается в пластик.
В некоторых вариантах выполнения краевые участки несущего элемента зажимают между несущими нагрузку поверхностями соответствующих матриц. Несущим элементом может быть пленка, которую удаляют с готовой карты, или лист, который сохраняют как неотделимую часть карты. Если несущим элементом служит удаляемая пленка, то графические элементы, нанесенные на нее, перейдут на карту и останутся видимыми. Если несущий элемент сохраняется как неотделимая часть карты, тогда такие графические элементы наносят на его поверхность и они видны пользователю карты.
В патенте US 5,498,388 предложено устройство смарт-карты, содержащее монтажную плату со сквозным отверстием. На это отверстие устанавливают полупроводниковый модуль. В отверстие вводят полимер таким образом, что при его введении остаются свободными только контактные площадки для внешнего подсоединения полупроводникового модуля. Завершают изготовление карты установкой монтажной платы, имеющей сквозное отверстие, в нижнюю часть матрицы формовочной машины, установкой полупроводникового модуля на отверстие в указанной монтажной плате, уплотнением верхней части матрицы, имеющей канал, ведущий к нижней части матрицы, и введением полимера в полость через этот канал.
В патенте US 5,423,705 предложен диск, имеющий основную часть, выполненную из термореактивного материала инжекционным формованием, и слой ламината, неразрывно соединенный с основной частью диска. Слой ламината состоит из наружного прозрачного слоя и внутреннего белого и непрозрачного слоя. Материал, несущий изображение, закладывают между этими слоями.
В патенте US 6,025,054 раскрыт способ изготовления смарт-карты с использованием связующего с малой усадкой для закрепления электронных устройств на месте при введении этих устройств в термореактивный материал, который становится внутренним слоем смарт-карты.
В общем все рассмотренные выше способы включают использование специализированного оборудования для сборки покрытий с нанесенной печатной информацией, которые располагают поверх электронных схем. В связи с этим недостатком существует необходимость в электронных вкладках, которые были бы законченной конструкцией, пригодной для транспортировки компаниям, производящим смарт-карты широкой номенклатуры. Кроме того, есть необходимость в изготовлении электронных вкладок, которые можно вводить в смарт-карты, используя только обычное оборудование для изготовления карт, на котором на электронную вкладку могут быть нанесены покрытия с печатной информацией и слои ламината.
Раскрытие изобретения
В соответствии с одним из вариантов выполнения настоящего изобретения предложена электронная вкладка (инлей), используемая в смарт-карте. Электронная вкладка может содержать монтажную плату, группу электронных компонентов, установленных на монтажной плате, нижний покрывной лист, скрепленный с нижней поверхностью монтажной платы, верхний покрывной лист, помещенный над верхней поверхностью монтажной платы, и слой термореактивного материала между нижним покрывным листом и верхним покрывным листом. Общая толщина электронной вкладки может быть меньше 0,84 мм или меньше 0,71 мм. При этом общая толщина покрытия электронной вкладки может быть больше 0,4 мм.
В соответствии с другим вариантом выполнения изобретения раскрыта смарт-карта, содержащая электронную вкладку, верхнее покрытие и нижнее покрытие. Электронная вкладка может содержать монтажную плату, группу электронных компонентов, установленных на монтажной плате, нижний покрывной лист, скрепленный с нижней поверхностью монтажной платы, верхний покрывной лист, помещенный над верхней поверхностью монтажной платы, и слой термореактивного материала между нижним покрывным листом и верхним покрывным листом. Верхнее покрытие может быть скреплено с верхней поверхностью электронной вкладки, в то время как нижнее покрытие может быть скреплено с нижней поверхностью электронной вкладки. Кроме того, на верхний покрывной лист может быть нанесен теплоизолирующий слой, и второй теплоизолирующий слой может быть нанесен на нижний покрывной лист.
В соответствии с другим вариантом выполнения настоящего изобретения раскрыт способ изготовления электронной вкладки, включающий следующие операции: предоставление монтажной платы, установку группы электронных компонентов на монтажной плате, скрепление нижней поверхности монтажной платы с нижним покрывным листом, помещение монтажной платы и нижнего покрывного листа в установку инжекционного формования, помещение в установку инжекционного формования верхнего покрывного листа, размещаемого над верхней поверхностью монтажной платы, введение термореактивного полимерного материала между верхним и покрывным листом и нижним покрывным листом и нанесение теплоизолирующих слоев на верхний и нижний покрывные листы.
В соответствии с еще одним вариантом выполнения настоящего изобретения раскрыт способ изготовления смарт-карты, включающий: заготовку монтажной платы, установку группы электронных компонентов на монтажной плате, скрепление нижней поверхности монтажной платы с нижним покрывным листом, помещение монтажной платы и нижнего покрывного листа в установку инжекционного формования, помещение в установку инжекционного формования верхнего покрывного листа, размещаемого над верхней поверхностью монтажной платы, введение термореактивного полимерного материала между верхним покрывным листом и нижним покрывным листом для получения электронной вкладки, удаление электронной вкладки из установки инжекционного формования и нанесение верхнего и нижнего покрытий путем скрепления их с электронной вкладкой.
В одном из вариантов выполнения способ изготовления смарт-карты включает помещение электронной вкладки между верхним и нижним покрытиями для составления сборки, помещение сборки в ламинатор и горячее ламинирование сборки.
В соответствии с одним из вариантов выполнения электронная вкладка, используемая в смарт-карте, содержит монтажную плату, имеющую верхнюю поверхность и нижнюю поверхность, группу электронных компонентов, установленных на верхней поверхности монтажной платы, верхний покрывной лист, размещенный над верхней поверхностью монтажной платы, и слой термореактивного материала, размещенного между монтажной платой и верхним покрывным листом.
В соответствии с другим вариантом выполнения смарт-карта содержит электронную вкладку, содержащую монтажную плату, имеющую верхнюю поверхность и нижнюю поверхность и группу электронных компонентов, установленных на верхней поверхности монтажной платы, верхний покрывной лист, помещенный над верхней поверхностью монтажной платы и слоем термореактивного материала между монтажной платой и верхним покрывным листом, верхнее покрытие, скрепленное с верхней поверхностью электронной вкладки, и нижнее покрытие, скрепленное с нижней поверхностью электронной вкладки.
В соответствии с еще одним вариантом выполнения способ изготовления электронной вкладки включает заготовку монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, установку группы электронных компонентов на верхнюю поверхность монтажной платы, помещение монтажной платы в устройство инжекционного формования, помещение верхнего покрывного листа, расположенного над верхней поверхностью монтажной платы, в установку инжекционного формования, введение термореактивного полимерного материала между верхним покрывным листом и монтажной платой и нанесение теплоизолирующего слоя на верхний покрывной лист и нижний покрывной лист монтажной платы.
В соответствии с еще одним вариантом выполнения способ изготовления смарт-карты включает предоставление монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, установку группы электронных компонентов на верхнюю поверхность монтажной платы, помещение монтажной платы в устройство инжекционного формования, помещение верхнего покрывного листа, расположенного над верхней поверхностью монтажной платы, в установку инжекционного формования, введение термореактивного полимерного материала между верхним покрывным листом и монтажной платой для получения электронной вкладки, извлечение электронной вкладки и введение верхнего покрытия и нижнего покрытия для скрепления их с электронной вкладкой.
Должно быть понятно, что как предыдущее общее описание, так и следующее далее подробное описание являются примерами выполнения изобретения и не ограничивают заявленный объем изобретения.
Краткое описание чертежей
Эти и другие признаки, особенности и преимущества настоящего изобретения станут понятны из следующего описания, приложенной формулы изобретения и сопровождающих чертежей с приводимыми на них в качестве примера вариантами выполнения, на которых показано:
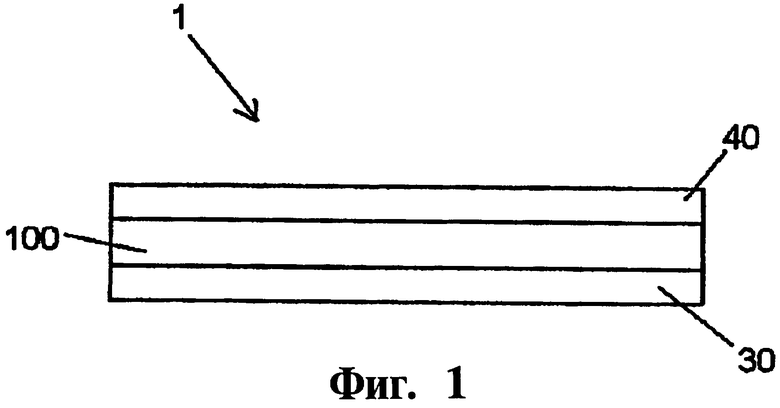
на фиг.1 - схематический вид смарт-карты, выполненной в соответствии с одним из вариантов настоящего изобретения;
на фиг.2 - схематический вид электронной вкладки для смарт-карты, выполненной в соответствии с одним из вариантов настоящего изобретения;
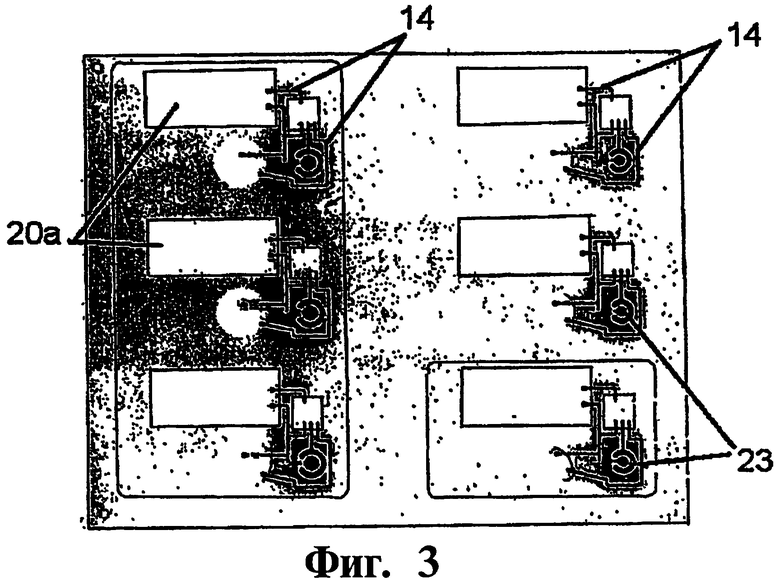
на фиг.3 - схематический вид листа с электронными вкладками, используемого при изготовлении электронных вкладок по одному из вариантов выполнения настоящего изобретения;
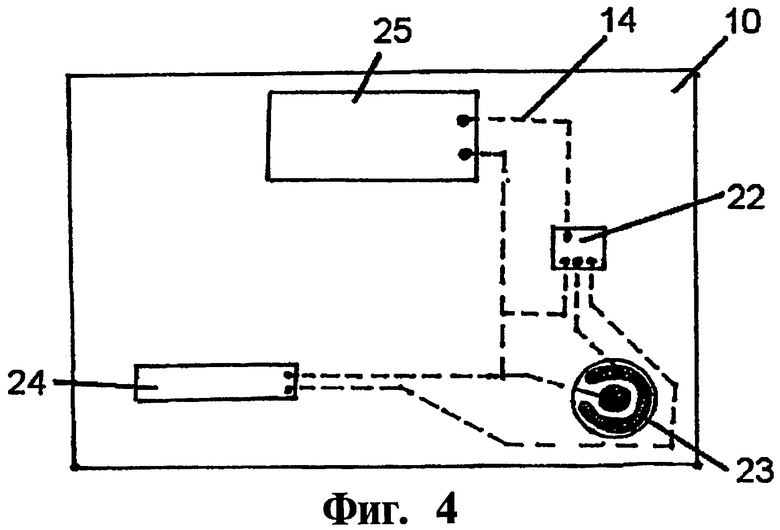
на фиг.4 - электронная вкладка с установленными на ней электронными компонентами в соответствии с одним из вариантов выполнения настоящего изобретения;
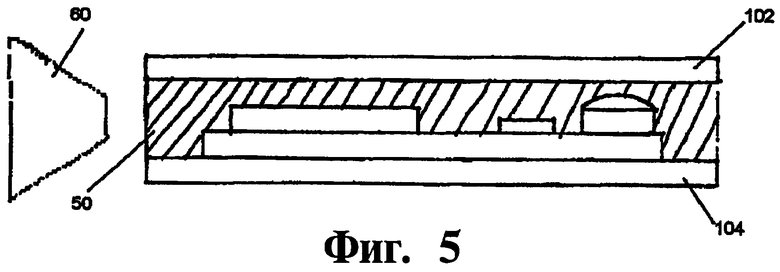
на фиг.5 - схематический вид электронной вкладки и сопла, используемого при введении термореактивного материала между верхним и нижним покрывными листами;
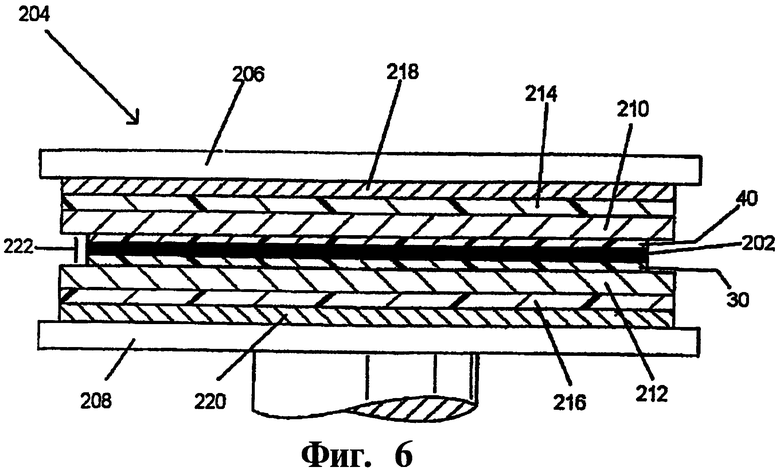
на фиг.6 - поперечное сечение сборки, включающей электронную вкладку, верхнее покрытие и нижнее покрытие, которая помещена в ламинатор в соответствии с вариантом выполнения настоящего изобретения;
на фиг.7 - схематический вид электронной вкладки для смарт-карты, выполненной в соответствии с одним из вариантов настоящего изобретения.
Осуществление изобретения
Как видно на фиг.1, в соответствии с одним из вариантов выполнения настоящего изобретения смарт-карта может содержать электронную вкладку (инлей) 100, нижнее покрытие 30 и верхнее покрытие 40. Как видно на фиг.2, электронная вкладка 100 может содержать монтажную плату 10, группу электронных компонентов 20а-20с, слой 50 термореактивного материала, верхний покровный лист 102 и нижний покровный лист 104.
Монтажная плата 10 имеет верхнюю поверхность 11 и нижнюю поверхность 12. В соответствии с одним из вариантов выполнения изобретения монтажная плата 10 может быть двусторонней. Исходя из этого монтажная плата 10 может быть выполнена так, чтобы на ней размещалась группа проводящих дорожек 14 (показаны на фиг.3), проходящих на верхней поверхности 11 и нижней поверхности 12. Проводящие дорожки 14 выполнены так, чтобы функционально связывать группу электронных компонентов 20а-20с, установленных на монтажной плате 10. Проводящие дорожки 14 электрически соединяют группу электронных компонентов 20а-20с так, чтобы они выполняли соответствующие функции в смарт-карте 1.
Проводящие дорожки 14 могут быть выполнены на поверхностях 11 и 12 монтажной платы различным образом. Например, проводящие дорожки 14 могут быть нанесены на монтажную плату 10 проводящей краской. Альтернативно проводящие дорожки 14 на монтажной плате 10 могут быть получены путем травления.
Монтажная плата 10 может быть выполнена из любого известного материала, пригодного для установки на нем электронных компонентов. Например, монтажная плата 10 может быть выполнена из огнестойкого ламината со стеклотканью, армированной эпоксидной смолой. Такой материал известен также как термостойкая плата типа FR-4. Альтернативно монтажная плата 10 может содержать пластикат, такой как полиэстр, пригодный для нанесения на него проводящей краски.
Как показано на фиг.2 и описано ниже, монтажная плата 10 выполнена так, чтобы на ней размещать и закреплять в вертикальном направлении электронные компоненты 20а-20с. Группа электронных компонентов 20а-20с может быть скреплена с платой и, в частности, с проводящими дорожками 14 любым из ряда способов. Например, в одном из вариантов выполнения изобретения электронные компоненты 20а-20с связывают с монтажной платой 10 проводящим клеем. Предпочтительно группу электронный компонентов напаивают на монтажную плату 10. Группа электронных компонентов 20а-20с может быть размещена на монтажной плате в любом месте там, где это необходимо. Назначение смарт-карты 1 и заданные параметры определяют положение проводящих дорожек 14 и положение электронных компонентов 20а-20с. Тип электронных компонентов, заполняющих монтажную плату 10, определяется также функциональным назначением.
Только в качестве примера электронным компонентом 20а-20с может быть один из группы, включающей аккумулятор, светодиод, кнопку или переключатель. При этом монтажную плату 10 могут заполнять любые или все приведенные компоненты. Кроме того, в электронные компоненты 20а-20с могут входить, но не ограничиваться этим, чип микропроцессора, динамик, группа светодиодов 26, показанных на фиг.7, гибкий дисплей, антенны устройства радиочастотной идентификации и эмуляторы. На фиг.4 показана компоновка электронной вставки 100. На монтажной плате 10, представленной на фиг.4, размещены аккумулятор 25, микропроцессор 22 и кнопка 23. Электронная вкладка 100 может содержать жидкокристаллический дисплей 24 в качестве одного из электронных компонентов, связанных с кнопкой 23. Жидкокристаллический дисплей 24 может быть использован для отображения пользователю такой информации, как состояние счета. Альтернативно или дополнительно электронная вставка 100 может содержать динамик (не показан).
В общем компоненты, показанные на фиг.2, могут отличаться по толщине и протяженности. Например, электронная вкладка 100 может иметь толщину менее 0,8 мм. Однако общая толщина электронной вкладки 100 предпочтительно лежит в диапазоне между 0,4 и 0,7 мм. Поэтому такие размеры электронной вкладки 100 совместимы при добавлении нижнего и верхнего покрытий 30 и 40 соответственно с обычным оборудованием, используемым различными сертифицированными финансовыми организациями, выпускающими смарт-карты. Только в качестве примера аккумулятор 25 может иметь толщину 0,40 мм, нажимная кнопка 23 -толщину 0,50 мм, и микропроцессор 22 может иметь толщину 0,38 мм. Кроме того, смарт-карта 1, показанная на фиг.2, может быть снабжена динамиком (не показан), имеющим толщину 0,25 мм.
Как показано на фиг.2, нижний покрывной лист 104 скреплен с нижней поверхностью 12 монтажной платы 10. Нижний покрывной лист 104 может быть скреплен с монтажной платой 10 любым из известных способов. Предпочтительно нижнюю поверхность 12 соединяют с нижним покрывным листом 104 с использованием клейкой ленты или распыляемого клея. Нижний покрывной лист 104 может состоять из любого подходящего материала, но предпочтительно его выполняют из поливинилхлорида (ПВХ), полиэстра, акрилонитрилбутадиенстирола (АБС), поликарбоната, полиэтилентерефталата (ПЭТ) или другого подходящего материала. Нижний покрывной лист 104 может иметь толщину, например, от 0,025 до 0,050 мм и может иметь теплоизолирующий слой 106 на наружной стороне покрывного листа, совместимый с ПВХ. Теплоизолирующий слой 106 может быть совместимым с ПВХ, так как нижнее покрытие 30 может быть выполнено из ПВХ.
Верхний покрывной лист 102 расположен над верхней поверхностью монтажной платы 10, как показано на фиг.2. Верхний покрывной лист 102 может состоять из любого подходящего материала, например его выполняют из поливинилхлорида (ПВХ), полиэстра, акрилонитрилбутадиенстирола (АБС), поликарбоната, полиэтилентерефталата (ПЭТ) или другого подходящего материала. Аналогично нижнему покрывному листу верхний покрывной лист 104 может иметь толщину, например, от 0,025 до 0,050 мм и может иметь теплоизолирующий слой 106 на наружной стороне покрывного листа, совместимый с ПВХ. Теплоизолирующий слой 106 может быть совместимым с ПВХ, так как верхнее покрытие 40 может быть выполнено из ПВХ.
Как было сказано, общая толщина электронной вкладки 100 может изменяться, так же как толщины верхнего 102 и нижнего 104 покрывающих листов. В добавление к приведенным примерам другие варианты могут включать смарт-карты 1, имеющие толщину порядка 0,25 мм или меньше и порядка 5,08 мм или больше. К тому же верхний и нижний покрывные листы могут иметь толщину в диапазоне от 0,25 до 5,08 мм. Таким образом, общая толщина электронной вкладки 100 и толщина отдельных составляющих, таких как верхний 102 и нижний 104 покрывные листы, будет зависеть от конкретного назначения и заданных размеров смарт-карты 1.
Как показано на фиг.2, между верхней поверхностью монтажной платы 10 и верхним покрывным листом 102 находится слой 50 термореактивного материала. При этом слой 50 термореактивного материала располагается в области ниже верхней поверхности 11 монтажной платы 10 и над нижним покрывным листом 104. Предпочтительно слой 50 термореактивного материала представляет собой слой термореактивного полимера. Например, слой 50 термореактивного материала может быть слоем полимочевины.
Полимочевина - это известный продукт, получаемый в реакции изоцианатного компонента и смеси полимеров. Изоцианат по своей природе может быть ароматическим или алифатическим веществом. Он может быть мономером, полимером или в некоторых вариантах реакции изоцианата квазипреполимером или преполимером. Преполимер или квазипреполимер может быть получен из незавершенного аминополимера или незавершенного гидроксилполимера. Смесь полимеров должна содержать незавершенный аминополимер и (или) добавки с незавершенной аминной цепочкой. Незавершенные аминополимерные добавки не содержат гидроксильных компонентов. Любые гидроксилы получаются в результате неполного перехода в незавершенные аминополимеры. Смесь полимеров может также содержать добавки или неосновные компоненты. Эти добавки могут содержать гидроксилы, такие как диспергированные красители в многомолекулярном спирте. Обычно смесь полимеров не содержит катализатора (катализаторов).
Использование составов на основе мочевины, например чистой мочевины, в качестве слоя 50 термореактивного материала позволяет подвергать электронную вкладку 100 воздействию высоких температур ламинирования, используемых в процессе горячего ламинирования, когда верхнее 102 и нижнее 104 покрытия соединяют с электронной вкладкой 100 для получения смарт-карты 1. Такие температуры горячего ламинирования могут лежать в диапазоне от 121 до 148°С.
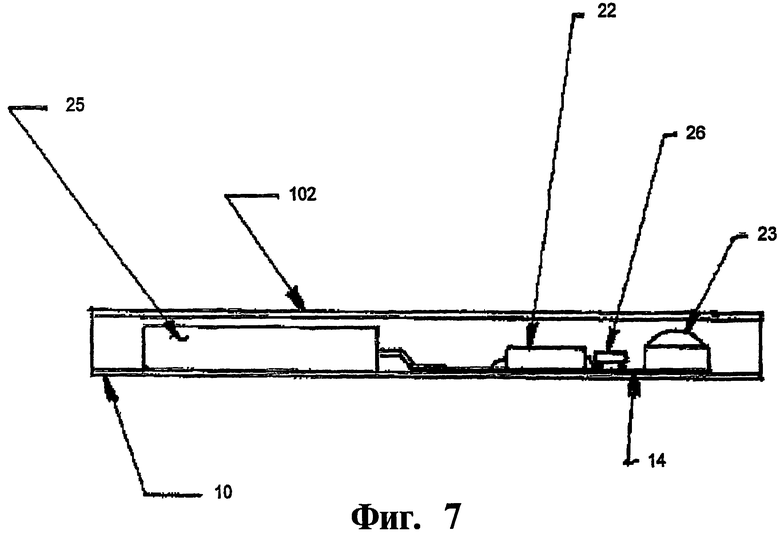
В соответствии с другим вариантом выполнения изобретения электронная вкладка 100 не имеет нижнего покрывного листа 104, как это показано на фиг.7. Группа электронных компонентов 20а-20с размещена на монтажной плате 10. Верхний покрывной лист 102 находится над заполненной монтажной платой 10, в то время как слой 50 термореактивного материала расположен между нижней поверхностью верхнего покрывного листа 102 и верхней поверхностью монтажной платы 10. Монтажная плата 10 может иметь совместимый с ПВХ теплоизолирующий слой 106, связанный с нижней поверхностью 12 монтажной платы 10. Предпочтительно теплоизолирующий слой 106 может быть совместимым с ПВХ, так как нижнее покрытие 30 может быть выполнено из ПВХ.
После завершения введения слоя 50 термореактивного материала и готовности электронной вкладки к съему и транспортировке электронная вкладка может быть доставлена в сертифицированную финансовую организацию, в которой будут добавлены верхнее покрытие 40 и нижнее покрытие 30.
Нижнее покрытие 30 может быть связано с нижней поверхностью теплоизолирующего слоя 106 при его наличии. При отсутствии теплоизолирующего слоя нижнее покрытие может быть связано с нижней поверхностью нижнего покрывного листа 104 или монтажной платы 10. При наличии теплоизолирующего слоя 106 упрощается процесс горячего ламинирования, используемый для соединения нижнего покрытия 30 с электронной вкладкой. Нижнее покрытие 30 может состоять из любого пригодного материала, но предпочтительно оно содержит поливинилхлорид (ПВХ) или подобный материал. В соответствии с одним из вариантов выполнения изобретения на поверхность нижнего покрытия, находящуюся в контакте с теплоизолирующим слоем 106 и (или) в контакте с нижним покрывным листом 104 или электронной вкладкой 10, нанесена печатная информация. Альтернативно печатная информация может быть размещена на наружной поверхности покрытия 30. Например, нижнее покрытие 30 может содержать печатную информацию, соответствующую стандартной кредитной карте и включающую имя, дату окончания срока действия и номер счета.
В соответствии с другим вариантом выполнения изобретения нижнее покрытие 30 может быть прозрачным или "2/5 прозрачным/заполненным на белом". "2/5 прозрачное/заполненное на белом" означает, что покрытие включает слой толщиной 0,13 мм (0,005 дюйма) белого ПВХ с нанесенной на нем печатной информацией и прозрачный ламинат толщиной 0,05 мм (0,002 дюйма) над запечатанной поверхностью слоя толщиной 0,13 мм. Конечно, могут быть использованы другие типы покрытий, такие как с заполненным слоем белого ПВХ толщиной менее 0,13 мм и (или) прозрачным слоем ламината толщиной менее 0,05 мм (0,002 дюйма).
Верхнее покрытие 40 расположено над верхней поверхностью монтажной платы 10, как показано на фиг.1. Верхнее покрытие 40 может состоять из любого пригодного материала, например, оно содержит поливинилхлорид (ПВХ) или подобный материал. В соответствии с одним из вариантов выполнения изобретения на поверхность верхнего покрытия 40, находящуюся в контакте со слоем 50 термореактивного материала нанесена печатная информация. Альтернативно печатная информация может быть нанесена на наружную поверхность верхнего покрытия 40. Например, верхнее покрытие 40 может содержать печатную информацию, соответствующую стандартной кредитной карте и включающую имя, дату окончания срока действия и номер счета.
В соответствии с другим вариантом выполнения изобретения верхнее покрытие 40 может быть прозрачным или "2/5 прозрачным/заполненным на белом", как рассмотрено выше. Как и в случае верхнего покрытия 30, могут быть использованы другие типы покрытий, такие как с запечатанным слоем белого ПВХ толщиной менее 0,13 мм (0,005 дюйма) и (или) прозрачным слоем ламината толщиной менее 0,05 мм (0,002 дюйма).
Как указывалось ранее, общие размеры смарт-карты 1 и электронной вкладки 100 заслуживают отдельного рассмотрения. В частности, для изготовления банковских карт, соответствующих стандарту ISO 07816, готовая карта не может быть толще 0,76 мм. Следовательно, толщины верхнего покрытия 40, нижнего покрытия 30 и электронной вкладки 100 нельзя рассматривать независимо друг от друга. Например, если верхнее 40 и нижнее 30 покрытия содержат участки "2/5 прозрачные/заполненные на белом", то каждое покрытие имеет толщину 0,18 мм (0,007 дюйма). Тогда толщина электронной вкладки 100 не может превышать 0,48 мм (0,019 дюйма). Если, однако, верхнее 40 или нижнее 30 покрытие имеет толщину менее 0,18 мм, то толщина электронной вкладки может быть больше до такой степени, чтобы сочетание толщин верхнего покрытия 40, нижнего покрытия 30 и электронной вкладки 100 не превышало 0,84 мм (0,033 дюйма).
Могут быть рассмотрены другие варианты этих устройств. Например, вместо использования верхнего покрывного листа 102 можно воспользоваться адгезионной смазкой модели. В такой конфигурации электронные компоненты должны быть размещены на монтажной плате 10, монтажная плата должна быть помещена на нижний покровный лист 104, и слой 50 термореактивного материала должен быть нанесен на электронные компоненты, монтажную плату 10 и нижний покровный лист 104. Для облегчения отделения электронной вкладки от модели на поверхность модели должна быть нанесена адгезионная смазка. Остатки адгезионной смазки должны быть удалены с электронной вкладки до проведения ламинирования с целью добавления верхнего и нижнего покрытий. Далее будет описан способ изготовления смарт-карты в соответствии с настоящим изобретением.
Сначала берется монтажная плата 10. Монтажная плата 10 имеет верхнюю поверхность 11 и нижнюю поверхность 12. На верхней поверхности 11 монтажной платы 10 имеются проводящие дорожки 14. Альтернативно монтажная плата может быть двусторонней с проводящими дорожками 14 как на верхней 11, так и на нижней 12 поверхностях.
Далее группу электронных компонентов 20а-20с размещают на монтажной плате 10 и электрически соединяют с проводящими дорожками 14 на верхней и (или) нижней сторонах монтажной платы 10. Электрические компоненты 20а-20с могут быть соединены любым из нескольких способов, включая использование двусторонней электропроводящей ленты. Предпочтительно группу электронных компонентов 20а-20с присоединяют с помощью обычной пайки.
Далее нижнюю поверхность 12 монтажной платы 10 скрепляют с нижним покрывным листом 104. Предпочтительно нижнюю поверхность 12 скрепляют с нижним покрывным листом 104 с использованием клейкой ленты или распыляемого клея. В соответствии с другим вариантом выполнения изобретения нижнюю поверхность 12 монтажной платы 10 не скрепляют с нижним покрывным листом 104. В этом варианте монтажная плата выполняет роль нижнего покрывного листа 104.
Монтажную плату 10 с нижним покрывным листом 104 или без него затем загружают как единое целое в инжекционную установку формования.
Верхний покрывной лист 102 помещают в инжекционную установку формования, причем таким образом, чтобы он находился над верхней поверхностью 11 монтажной платы 10. В частности, установка инжекционного формования может быть установкой для заливки материала в форму под давлением методом впрыска. В таких установках имеются верхняя формовочная чаша и нижняя формовочная чаша, приспособленные для холодного, под низким давлением формования по меньшей мере одного листа полимерного материала (например, ПВХ), которому может быть придана форма верхнего покрывного листа 102 и нижнего покрывного листа 104. Такие верхняя и нижняя формовочные чаши взаимодействуют хорошо известным специалистам в области формования полимерных материалов образом. В инжекционной установке формования затем вводят термореактивный полимерный материал через сопло 60, показанное на фиг.5, между верхним покрывным листом 102 и монтажной платой 10 или нижним покрывным листом 104, образуя слой 50 термореактивного материла, состоящий из термореактивного полимера. Предпочтительно, чтобы, как было указано выше, термореактивным полимерным материалом могла быть полимочевина, но могут быть использованы и другие подходящие материалы.
Режим холодного, под низким давлением формования в общем означает режим, при котором температура термореактивного полимерного материала меньше температуры деформации при нагреве сочетания верхнего покрывного слоя 102 и нижнего покрывного слоя 104 с монтажной платой 10 и давление меньше примерно 34 атм (500 фунтов на квадратный дюйм). Предпочтительно температура холодного формования должна быть по меньшей мере на 55,6°C (100°F) меньше температуры деформации при нагреве верхнего покрывного листа 102 и нижнего покрывного листа/монтажной платы 10. Температура деформации при нагреве многих поливинилхлоридных материалов (ПВХ) составляет приблизительно 110°C (230°F). Поэтому температура холодного формования ПВХ листов по данному изобретению не превышает приблизительно 54°C (130°F).
В соответствии с одним из вариантов выполнения изобретения более предпочтительный процесс холодного, под низким давлением формования включает введение термореактивного полимерного материала в температурном диапазоне от примерно 13°C до примерно 71°C при давлении, предпочтительно лежащем в диапазоне от атмосферного давления до примерно 34 атм. В другом варианте выполнения изобретения температура термореактивного пластического материала, вводимого в электронную вкладку 100, лежит между примерно 18,3°C и примерно 21,1°C при инжекционном давлении, предпочтительно лежащем в диапазоне примерно от 5,4 до 8,1 атм.
В процессе инжекции используют вентили для подачи потока термореактивного материала между верхним и нижним покрывными листами. С другой стороны не используют никаких направляющих, обеспечивающих выравнивание листа с электронными вкладками 100. Следует также отметить, что при использовании теплоизолирующих слоев 106 на верхнем 102 и нижнем 104 покрывном листе или монтажной плате 10 этот слой может быть нанесен в процессе в любой подходящий момент. Например, теплоизолирующий слой может быть нанесен до введения покрывных листов в форму или после выемки листа с электронными вкладками из формы.
После введения термореактивного полимерного материала отформованную сборку вынимают из инжекционной установки формования.
В соответствии с одним из вариантов выполнения изобретения на одном отформованном листе помещается несколько электронных вкладок. На фиг.3 показано несколько электронный вкладок, отформованных на одном листе. В соответствии с другим вариантом выполнения изобретения один обработанный лист может соответствовать одной электронной вкладке 100, одной полосе или ряду электронный вкладок 100 или матрице электронных вкладок. Например, обработанный лист может иметь три ряда по семь электронных вкладок, что может дать возможность производителям изготавливать смарт-карты, используя имеющуюся на данный день настройку оборудования и процесса. Жесткость электронных вкладок 100 зависит от материалов, использованных в компонентах конструкции каждой из них. Затем лист электронных вкладок удаляют. Далее к электронным вкладкам добавляют верхнее 40 и нижнее 30 покрытия, чтобы сформировать смарт-карту или этикетку. Например, производители смарт-карт могут получать листы электронных вкладок 100 и использовать процесс горячего ламинирования для скрепления верхнего 40 и нижнего 30 покрытий с электронной вкладкой. Использование теплоизолирующего слоя облегчает применение горячего ламинирования для закрепления покрытий. Кроме того, теплоизолирующий слой может быть совместимым с ПВХ в случае использования этого материала для верхнего и нижнего покрытий. Процесс горячего ламинирования может проходить при температурах, лежащих в диапазоне примерно от 121 до 160°C.
Вариант процесса ламинирования, который может быть использован в данном изобретении, представлен в патенте US 5,817,207, включенном в данное описание в качестве ссылки. Пример такого процесса представлен на фиг.6. В этом примере лист электронных вкладок 202 помещают между верхним и нижним покрытиями 40 и 30 соответственно. Эти слои помещают в известный специалистам в области производства смарт-карт ламинатор 204. Ламинатор 204 включает верхнюю и нижнюю обогревные плиты 206 и 208, передающие давление толкателя на помещенный между ними объект. Кроме возможности приложения давления толкателя управляемые плиты 206 и 208 могут обеспечивать как цикл подогрева, так и цикл охлаждения и могут быть связаны с таймером цикла для регулирования его длительности. Лист вкладок 202 и верхнее и нижнее покрытия 40 и 30 образуют сборку 222, помещаемую между первой и второй ламинирующими пластинами 210 и 212, одна из которых может иметь матированную поверхность, чтобы сделать рельефной по меньшей мере одну поверхность верхнего или нижнего покрытия. При этом имеются первая и вторая ламинирующие подложки 214 и 216, помещенные снаружи ламинирующих пластин 210 и 212, и первая и вторая стальные пластины 218 и 220, расположенные снаружи ламинирующих подложек 214 и 216. Сборка 222 показана на фиг.6 в положении между обогревными плитами 206 и 208.
После помещения сборки 222 в ламинатор 204 начинается первый цикл ламинирования со сближения обогревных плит 206 и 208 и приложения к сборке 222 предпочтительно небольшого давления толкателя или без него. Начинается цикл подогрева, при котором температуру обогревных плит 206 и 208 доводят до диапазона примерно от 121 до 160°C на период более 5 мин и предпочтительно лежащий в диапазоне от 7 до 10 мин. После начала цикла подогрева сборки, как описано выше, давление толкателя ламинатора увеличивают, что способствует скреплению верхнего и нижнего покрытий 40 и 30 с электронными вкладками. Давление толкателя, прикладываемое во время цикла подогрева, и длительность этого цикла могут изменяться в зависимости особенно от размеров листа электронных вкладок 202. Например, длительность цикла может лежать в диапазоне 10-15 мин.
Последовательно с описанным выше циклом подогрева сборка 222 попадает в ламинаторе в цикл охлаждения, в течение которого давление стержня ламинатра 204 возрастает, предпочтительно на 25%, пока обогревные плиты 206 и 208 приблизительно за 10-15 минут не остынут до температуры приблизительно от 4,4 до 15,6°C. Законченная сборка 222 может быть затем удалена из ламинатора 204 для дальнейшей обработки.
После удаления сборки 222 из ламинатора 204 на нее может быть нанесен слой печатной краски, накладываемый или на верхнее покрытие, или на нижнее покрытие, или на оба покрытия. Это может быть выполнено с использованием широкого разнообразия технологий печати, таких как офсетная печать, высокая печать, трафаретная печать, валковое нанесение, распылительная печать, литография и другие подходящие способы. Затем после соединения верхнего и нижнего покрытий в листом электронных вкладок этот лист может быть порезан на отдельные смарт-карты.
На основании описания настоящей заявки представляется возможность получать электронные вкладки для изготовления смарт-карт, в которых наложение покрытий на электронные вкладки может быть выполнено на существующем промышленном оборудовании. Таким образом, компания, выпускающая, например, кредитные карты, может легко и экономически более эффективно изготавливать смарт-карты, так как стоимость оборудования снижается.
По описанию настоящего изобретения специалист в данной области должен понять, что могут быть другие варианты выполнения и модификации, не выходящие за рамки и сущность изобретения. Соответственно, все модификации, доступные специалисту в данной области из данного описания и не выходящие за рамки и сущность настоящего изобретения, должны быть включены в него как дополнительные варианты выполнения настоящего изобретения. Объем настоящего изобретения должен определяться нижеследующей формулой изобретения.
Изобретение относится к вычислительной технике. Технический результат заключается в упрощении изготовления электронной вкладки или смарт-карты за счет особого расположения их конструктивных элементов. Электронная вкладка, состоящая из монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, из группы электронных компонентов, установленных на верхней поверхности монтажной платы, из нижнего покрывного листа, соединенного непосредственно как единое целое с нижней поверхностью монтажной платы с созданием между нижним покрывным листом и нижней поверхностью монтажной платы целостной общей поверхности, из верхнего покрывного листа, расположенного над верхней поверхностью монтажной платы, и из слоя впрыснутого термореактивного материала, расположенного между нижним покрывным листом и верхним покрывным листом. 8 н. и 36 з.п. ф-лы, 7 ил.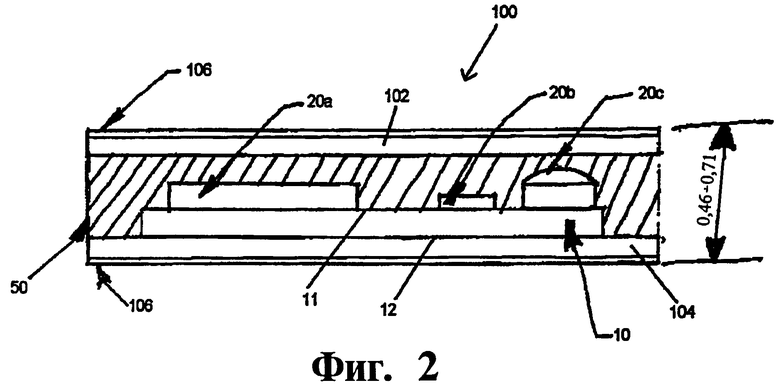
1. Электронная вкладка, состоящая из монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, из группы электронных компонентов, установленных на верхней поверхности монтажной платы, из нижнего покрывного листа, соединенного непосредственно как единое целое с нижней поверхностью монтажной платы с созданием между нижним покрывным листом и нижней поверхностью монтажной платы целостной общей поверхности, из верхнего покрывного листа, расположенного над верхней поверхностью монтажной платы, и из слоя впрыснутого термореактивного материала, расположенного между нижним покрывным листом и верхним покрывным листом.
2. Вкладка по п.1, в которой общая толщина является меньше 0,84 мм.
3. Вкладка по п.1, в которой общая толщина электронной вкладки является меньше 0,71 мм.
4. Вкладка по п.1, в которой общая толщина электронной вкладки является больше 0,41 мм.
5. Вкладка по п.1, которая дополнительно содержит теплоизолирующий слой, расположенный на поверхности верхнего покрывного листа.
6. Вкладка по п.1, которая дополнительно содержит теплоизолирующий слой, расположенный на поверхности нижнего покрывного листа.
7. Вкладка по п.1, в которой слой впрыснутого термореактивного материала содержит полимочевину.
8. Вкладка по п.1, в которой верхний и нижний покрывные листы содержат поливинилхлорид.
9. Вкладка по п.1, в которой впрыснутый термореактивный материал обладает характеристиками термостойкости при горячем ламинировании, находящиеся в диапазоне температур от 121 до 160°С.
10. Смарт-карта, состоящая из электронной вкладки, содержащей монтажную плату, имеющую верхнюю поверхность и нижнюю поверхность, группу электронных компонентов, установленных на верхней поверхности монтажной платы, нижний покрывной лист, соединенный непосредственно как единое целое с нижней поверхностью монтажной платы с созданием между нижним покрывным листом и нижней поверхностью монтажной платы целостной общей поверхности, верхний покрывной лист, расположенный над верхней поверхностью монтажной платы и слой впрыснутого термореактивного материала, расположенный между нижним покрывным листом и верхним покрывным листом, из верхнего покрытия, соединенного с верхней поверхностью электронной вкладки, и из нижнего покрытия, соединенного с нижней поверхностью электронной вкладки.
11. Смарт-карта по п.10, которая дополнительно содержит первый теплоизолирующий слой, расположенный нанесенным на верхнем покрывном листе, и второй теплоизолирующий слой, расположенный нанесенным на нижний покрывной лист.
12. Смарт-карта по п.10, в которой слой впрыснутого термореактивного материала содержит полимочевину.
13. Смарт-карта по п.10, в которой верхний и нижний покрывные листы содержат поливинилхлорид.
14. Смарт-карта по п.10, в которой верхнее и нижнее покрытия содержат поливинилхлорид.
15. Смарт-карта по п.10, в которой впрыснутый термореактивный материал обладает характеристиками термостойкости при горячем ламинировании, находящиеся в диапазоне температур от 121 до 160°С.
16. Способ изготовления электронной вкладки, включающий заготовку монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, установку группы электронных компонентов на верхней поверхности монтажной платы, скрепление нижней поверхности монтажной платы с нижним покрывным листом посредством клейкой ленты или распыляемого клея, помещение монтажной платы и нижнего покрывного листа в установку инжекционного формования, помещение в установку инжекционного формования верхнего покрывного листа, размещаемого над верхней поверхностью монтажной платы, введение термореактивного полимерного материала между верхним и нижним покрывными листами и нанесение теплоизолирующего слоя на верхний и нижний покрывные листы.
17. Способ по п.16, в котором в качестве термореактивного материала выбирают материал, обладающий характеристиками термостойкости при горячем ламинировании, находящиеся в диапазоне температур от 121 до 160°С.
18. Способ изготовления смарт-карты, включающий заготовку монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, установку группы электронных компонентов на верхней поверхности монтажной платы, скрепление нижней поверхности монтажной платы с нижним покрывным листом посредством клейкой ленты или распыляемого клея, помещение монтажной платы и нижнего покрывного листа в установку инжекционного формования, помещение в установку инжекционного формования верхнего покрывного листа, размещаемого над верхней поверхностью монтажной платы, введение термореактивного полимерного материала между верхним и нижним покрывными листами для формирования электронной вкладки, извлечение электронной вкладки, образование верхнего покрытия и нижнего покрытия и скрепление их через верхний покрывной лист и нижний покрывной лист, соответственно, с электронной вкладкой.
19. Способ по п.18, в котором в качестве термореактивного полимерного материала выбирают полимочевину.
20. Способ по п.18, в котором электронную вкладку размещают между верхним покрытием и нижним покрытием с образованием сборки, помещают сборку в ламинатор и производят горячее ламинирование сборки.
21. Способ по п.20, в котором перед помещением в ламинатор на верхний и нижний покрывные листы наносят теплоизолирующие слои.
22. Способ по п.20, в котором горячее ламинирование выполняют при температурах, расположенных в диапазоне от 121 до 160°С.
23. Электронная вкладка, состоящая из монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, из группы электронных компонентов, установленных на верхней поверхности монтажной платы, из верхнего покрывного листа, расположенного над верхней поверхностью монтажной платы, и из слоя- впрыснутого термореактивного материала, расположенного между монтажной платой и верхним покрывным листом.
24. Вкладка по п.23, в которой общая толщина является меньше 0,84 мм.
25. Вкладка по п.23, в которой общая толщина является меньше 0,71 мм.
26. Вкладка по п.23, в которой общая толщина является больше 0,41 мм.
27. Вкладка по п.23, которая дополнительно содержит теплоизолирующий слой, расположенный на поверхности верхнего покрывного листа.
28. Вкладка по п.23, которая дополнительно содержит теплоизолирующий слой, расположенный на нижней поверхности монтажной платы.
29. Вкладка по п.23, в которой слой впрыснутого термореактивного материала содержит полимочевину.
30. Вкладка по п.23, в которой верхний покрывной лист содержит поливинилхлорид.
31. Вкладка по п.23, в которой впрыснутый термореактивный материал обладает характеристиками термостойкости при горячем ламинировании, находящиеся в диапазоне температур от 121 до 160°С.
32. Смарт-карта, состоящая из электронной вкладки, содержащей монтажную плату, имеющую верхнюю поверхность и нижнюю поверхность, группу электронных компонентов, установленных на верхней поверхности монтажной платы, верхний покрывной лист, расположенный над верхней поверхностью монтажной платы, слой термореактивного материала, расположенный между монтажной платой и верхним покрывным листом, из верхнего покрытия, соединенного с верхней поверхностью электронной вкладки и из нижнего покрытия, соединенного с нижней поверхностью монтажной платы.
33. Смарт-карта по п.32, которая дополнительно содержит первый теплоизолирующий слой, расположенный нанесенным на верхний покрывной лист, и второй теплоизолирующий слой, расположенный нанесенным на нижнюю поверхность монтажной платы.
34. Смарт-карта по п.32, в которой слой впрыснутый термореактивного материала содержит полимочевину.
35. Смарт-карта по п.32, в которой верхний покрывной лист содержит поливинилхлорид.
36. Смарт-карта по п.32, в которой верхнее и нижнее покрытия содержат поливинилхлорид.
37. Смарт-карта по п.32, в которой впрыснутый термореактивный материал обладает характеристиками термостойкости при горячем ламинировании, находящиеся в диапазоне температур от 121 до 160°С.
38. Способ изготовления электронной вкладки, включающий заготовку монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, установку группы электронных компонентов на верхней поверхности монтажной платы, помещение электронной вставки в установку инжекционного формования, помещение в установку инжекционного формования верхнего покрывного листа, размещаемого над верхней поверхностью монтажной платы, введение термореактивного полимерного материала между верхним покрывным листом и монтажной платой и нанесение теплоизолирующего слоя на верхний покрывной лист и нижнюю поверхность монтажной платы.
39. Способ по п.38, в котором в качестве термореактивного материала выбирают материал, обладающий характеристиками термостойкости при горячем ламинировании, находящиеся в диапазоне температур от 121 до 160°С.
40. Способ изготовления смарт-карты, включающий заготовку монтажной платы, имеющей верхнюю поверхность и нижнюю поверхность, установку группы электронных компонентов на верхней поверхности монтажной платы, помещение электронной вставки в установку инжекционного формования, помещение в установку инжекционного формования верхнего покрывного листа, размещаемого над верхней поверхностью монтажной платы, введение термореактивного полимерного материала между верхним покрывным листом и монтажное платой для изготовления электронной вкладки, извлечение электронной вкладки, образование верхнего покрытия и нижнего покрытия и скрепление их с электронной вкладкой.
41. Способ по п.40, в котором термореактивный материал содержит полимочевину.
42. Способ по п.40, в котором электронную вкладку размещают между верхним покрытием и нижним покрытием с образованием сборки, помещают сборку в ламинатор и производят горячее ламинирование сборки.
43. Способ по п.40, в котором перед помещением в ламинатор на верхний покрывной лист и монтажную плиту наносят теплоизолирующие слои.
44. Способ по п.42, в котором горячее ламинирование выполняют при температурах процесса, расположенных в диапазоне от 121 до 160°С.
| US 6585165 B1, 01.07.2003 | |||
| US 6036099 A, 14.03.2000 | |||
| EP 1394734 A1, 03.03.2004 | |||
| US 6025054 A, 15.02.2000 | |||
| US 6910636 B2, 28.06.2005 | |||
| US 6459588 B1, 01.10.2002 | |||
| СМАРТ-КАРТА (ЭЛЕКТРОННАЯ КАРТА) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2179337C2 |
| RU 98120107 A, 20.10.2000. | |||

