Область техники
Настоящее изобретение относится к области смарт-карт, содержащих, по меньшей мере, один электронный модуль, а именно интегральную схему, внутри корпуса карты. В частности, изобретение относится к пластиковым материалам, из которых формируется корпус карты. Изобретение также относится к способу изготовления пластикового слоя, предназначенного для вставки множества электронных модулей при формировании множества карт.
Известный уровень техники
Известен, в частности из европейского патента EP №1846874, способ изготовления смарт-карты, в котором узел, сформированный из интегральной схемы и проводящих сегментов, помещается на подложку и, по меньшей мере, одна интегральная схема вводится в подложку. Предложено несколько вариантов. В первом варианте интегральная схема вдавливается непосредственно в материал, формирующий подложку, который является относительно твердым, поскольку имеет проводящие дорожки на поверхности. Проникновение в материал в основном достигается за счет применения нагрева для, по меньшей мере, локального размягчения материала подложки. Во втором варианте перед вставкой интегральной схемы в подложке формируется корпус, имеющий размеры, которые по существу соответствуют размерам интегральной схемы или немного отличаются от них. В третьем варианте формируют корпус, размеры которого больше, чем размеры интегральной схемы, и на корпус наносится клеящее вещество перед добавлением узла интегральной схемы и проводящих элементов; затем установочное устройство вдавливает интегральную схему в клеящее вещество, которое распределяется во все стороны и вдавливается в пространство между интегральной схемой и стенкой корпуса.
Хотя все вышеописанные варианты являются осуществимыми, каждый из них имеет некоторый недостаток. В первом варианте приходится сталкиваться с тем фактом, что подложка в основном сформирована из относительно твердого пластикового слоя, что требует применения специальных предосторожностей при изготовлении смарт-карт, и, в частности, требует, по меньшей мере, локального размягчения зон проникновения интегральных схем во избежание повреждения интегральных схем. Кроме того, после завершения карты интегральная схема окружена относительно твердым материалом, что может вызывать избыточные механические напряжения на интегральную схему при эксплуатации карты, в частности, при изгибании и кручении карты. В дополнение к последней упомянутой проблеме первого варианта во втором варианте возникает проблема при изготовлении, поскольку в нем требуется высокоточное позиционирование интегральной схемы относительно корпуса перед вставкой в него. Это может быть обеспечено на существующих изготавливающих предприятиях, но при этом повышается стоимость изготовления смарт-карт. Третий вариант может устранить некоторые из вышеупомянутых проблем, но в нем требуется обеспечивать местное управление каплями смолы в корпусе подложки на участке производства смарт-карт.
Раскрытие изобретения
Целью настоящего изобретения является решение вышеупомянутых проблем известного уровня техники и усовершенствование способа изготовления смарт-карт.
Настоящее изобретение, таким образом относится к пластиковому листу, используемому при формировании множества смарт-карт, которые соответственно включают множество электронных модулей. Данный пластиковый лист формируется из первого материала, имеющего первую твердость или первую температуру размягчения по Вика, и второго материала, имеющего вторую твердость меньшую, чем первая твердость и, соответственно, вторую температуру размягчения по Вика более низкую, чем первая температура размягчения по Вика. Второй материал расположен во множестве зон пластикового листа, которые предназначены, по меньшей мере, для частичной вставки множества соответствующих электронных модулей за счет проникновения во второй материал.
Настоящее изобретение также относится к способу изготовления пластикового листа по изобретению, который описывается далее в подробном описании.
Краткое описание чертежей
Изобретение описывается ниже со ссылками на прилагаемые чертежи, приведенные в качестве неограничивающего примера, и на которых:
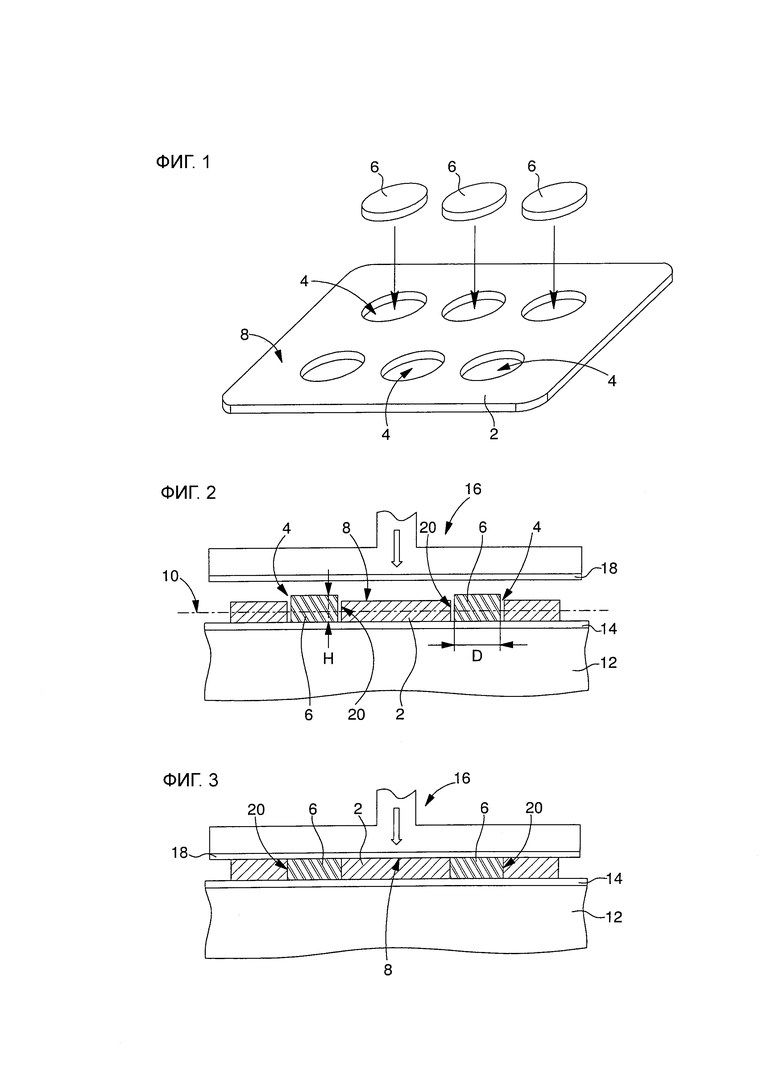
фиг.1 - схематический вид этапа способа по изобретению; изготовление пластикового листа из двух материалов;
фиг.2-3 - схематические сечения следующего этапа способа изготовления по изобретению;
фиг.4 - схематическое поперечное сечение первого варианта пластикового листа из двух материалов по изобретению;
фиг.5 - схематическое поперечное сечение второго варианта пластикового листа из двух материалов по изобретению;
фиг.6 - схематическое поперечное сечение третьего варианта пластикового листа из двух материалов по изобретению;
фиг.7 - схематическое поперечное сечение четвертого варианта пластикового листа из двух материалов по изобретению;
фиг.8 - схематический вид одного варианта применения листа из двух материалов по изобретению в первом способе изготовления смарт-карт;
фиг.9 - промежуточное изделие, получаемое в первом способе изготовления смарт-карт в результате этапа, показанного на фиг.8;
фиг.10 - схематический вид одного варианта применения листа из двух материалов по изобретению во втором способе изготовления смарт-карт;
фиг.11 - промежуточное изделие, получаемое во втором способе изготовления смарт-карт в результате этапа, показанного на фиг.10.
Подробное описание изобретения
Сначала приводится описание способа изготовления пластикового листа, применяемого при формировании множества смарт-карт, которые соответственно включают множество электронных модулей. Пластиковый лист предназначен, по меньшей мере, для частичной вставки множества электронный модулей путем проникновения в материал, формирующий модули, как будет разъяснено ниже.
Согласно изобретению способ изготовления пластикового листа включает следующие этапы:
A) получение первого листа 2, сформированного из первого материала, имеющего первую твердость или первую температуру размягчения по Вика, указанный первый лист имеет множество отверстий 4 (см. фиг.1);
B) соответственно размещение в указанном множестве отверстий 4 множества дисков 6, сформированных из второго материала, имеющего вторую твердость более низкую, чем первая твердость, и, соответственно более низкую температуру размягчения по Вика, чем первая температура размягчения по Вика (см. фиг.1 и фиг.2; при этом следует заметить, что для повышения понятности чертежа на фиг.1 показано, что диски, установлены только в один ряд отверстий).
В одном варианте первый лист имеет множество полостей (глухих отверстий), и диски помещаются в указанное множество полостей. В другом варианте первый лист имеет отверстия (которые расположены поперек первого листа) и полости, в которые вставляются все диски, сформированные из второго материала, эти отверстия и полости расположены таким образом, что они обеспечивают вставку первого и второго электронных модулей соответственно.
В геометрической плоскости параллельной главной плоскости 10 первого листа 2 множество дисков 6, установленных на вышеупомянутом этапе B), имеют меньшие размеры, чем размеры соответствующих отверстий 4 и/или полостей, и большую высоту H вдоль оси перпендикулярной указанной главной плоскости, чем высота соответствующих отверстий и/или полостей, за счет чего они возвышаются над гранью 8 первого листа. В случае круговых дисков именно диаметр D этих круговых дисков меньше, чем диаметр соответствующих отверстий 4 и/или полостей. В случае прямоугольных дисков меньшими размерами, безусловно, являются ширина и длина прямоугольных дисков. В других вариантах в главной плоскости 10 могут устанавливаться прочие варианты геометрических форм дисков.
Предпочтительно, чтобы первый лист 2 и диски 6 устанавливались на опору 12, имеющую верхний слой 14, который является несклеиваемым с первым листом и дисками. Верхний слой 14 формируется, например, из тефлона. Опора 12, например, образует часть пресса 16, схематически показанного на фиг.2.
После вставки каждого диска 6 в соответствующее отверстие 4 или полость для диска выполняется следующий этап:
C) приложение давления к диску 6 для уменьшения его высоты таким образом, чтобы диск располагался по существу заподлицо с гранью 8 первого листа 2 и, по меньшей мере, частично контактировал с боковой стенкой 20 соответствующего отверстия или полости, диск 6 затем прикрепляется к первому листу.
В первом варианте реализации, показанном на фиг.3, этап C) выполняется при помощи ламинирующего пресса 16. Нижняя поверхность верхней части пресса предпочтительно сформирована из тефлонового слоя 18. Будет отмечено, что слои 14 и 18 могут быть заменены неклеящимися листами, которые являются съемными. В предпочтительном варианте реализации этап C) состоит из горячего ламинирования, при котором множество дисков 6, по меньшей мере, частично приваривается к первому листу 2. Пресс 16, следовательно, включает нагревательное средство. В этом первом вариантами осуществления набор дисков помещается в соответствующие отверстия, и затем вышеупомянутый этап C) выполняется одновременно для множества дисков. Во втором варианте реализации, не показанном на фигурах, этапы B) и C) выполняются циклично для каждого диска или для подмножеств дисков из множества дисков. В первом варианте каждый диск индивидуально помещается в соответствующее отверстие при помощи инструмента. Затем на диск наносится термод для выполнения этапа C); и эти два этапа повторяются для следующего диска. Предпочтительно размеры термода несколько больше, чем размеры отверстий. Термод, таким образом, закрывает отверстие и зону по периметру отверстия, когда происходит вдавливание диска, вставленного в отверстие. Это, следовательно, можно назвать местным ламинированием. В одном конкретном варианте первый инструмент и термод образуют и тот же инструмент, и этап C) непосредственно следует за этапом B) для каждого диска. Во втором варианте первое подмножество дисков помещается в первое подмножество соответствующих отверстий. Затем несколько термодов последовательно помещаются на подмножестве дисков, и этап C) способа одновременно выполняется для подмножества дисков. Подмножество отверстий, например, представляет собой ряд или колонку отверстий в первом листе, имеющим матрицу из отверстий.
Первый вариант осуществления пластикового листа 22 из двух материалов по изобретению, получаемого при помощи способа изготовления, описанного выше, показан в поперечном сечении на фиг.4. Пластиковый лист сформирован из первого листа 2, сформированного из первого материала, имеющего первую твердость. Первый лист материала имеет множество отверстий, которые заполнены дисками 6, сформированными из второго материала, имеющего вторую твердость более низкую, чем вышеупомянутая первая твердость. Второй материал приклеивается к боковой стенке 20 отверстий. Множество отверстий 4 определяет множество зон 5 пластикового листа 22, в которых расположен второй материал. Это множество зон меньшей твердости соответственно предназначено для вставки множества электронных модулей за счет проникновения во второй материал, как будет разъяснено ниже.
В этом варианте вторая твердость меньше 96 по Шору A. Во втором варианте первая твердость превышает 60 по Шору D. В одном варианте осуществления произведено дающее преимущества объединение первого и второго варианта. Предпочтительно второй материал сформирован из термопластичного полиуретанового эластомера. Для определения твердости по Шору A и Шору D можно обратиться к соответствующим международному стандарту ИСО 868 и стандарту DIN 53505. Термопластичные полиуретановые эластомеры продаются, в частности, фирмой BASF под маркой Elastollan®.
В альтернативном варианте осуществления изобретения пластиковый лист по изобретению формируется из первого материала, имеющего первую температуру размягчения по Вика, и второго материала 6, имеющего вторую температуру размягчения по Вика, которая ниже первой температуры размягчения по Вика. В первом варианте вторая температура размягчения по Вика при нагрузке 10 H составляет менее пятидесяти градусов (50°C). Во втором варианте первая температура размягчения по Вика при нагрузке 10 H составляет более шестидесяти пяти градусов (65°C). В одном варианте осуществления производится дающее преимущества объединение первого и второго вариантов. Предпочтительно второй материал сформирован из термопластичного полиуретанового эластомера. Температура размягчения по Вика представляет собой температуру, при которой штифт сечением 1 мм2 проникает в термопластичный материал на глубину 1 мм при нагрузке 10 или 50 H (для дополнительной информации можно обратиться к стандарту ИСО 306). Различные варианты осуществления пластикового листа по изобретению также применимы для данного альтернативного варианта.
Второй вариант осуществления пластикового листа 24 по изобретению показан в поперечном сечении на фиг.5. Этот пластиковый лист 24 отличается от первого варианта осуществления тем, что он сформирован из первого листа 2A, сформированного из указанного первого материала и имеющего множество полостей 26, заполненных дисками 6A, сформированными из указанного второго материала. Множество полостей 26 раскрывается на верхнюю поверхность 8 пластикового листа 24 и определяет множество зон 5A, в которых расположен второй материал. Это множество зон меньшей твердости соответственно предназначено для вставки множества электронных модулей за счет проникновения во второй материал, как будет разъяснено ниже. Следует заметить, что в одном варианте осуществления первый лист 2A сформирован двумя слоями 28 и 29, при этом слой 28 имеет множество отверстий, а слой 29 является непрерывным и определяет дно полостей 26. Слои 28 и 29 могут свариваться или склеиваться на предварительном этапе, предшествующем вставке множества дисков 6A. Предпочтительно они свариваются на этапе C) способа изготовления, описанном выше, одновременно с вдавливанием дисков 6A в лист 2A и привариванием к нему.
Следует заметить, что в одном варианте диски 6 или 6A могут соответственно вклеиваться в отверстия 4 или полости 26. В другом варианте второй материал вводится в отверстия 4 или полости 26 при помощи технологии впрыска или литься указанного второго материала.
Третий вариант осуществления пластикового листа 32 из двух материалов по изобретению показан в поперечном сечении на фиг.6. Третий вариант осуществляется от предыдущих тем, что каждое из множества отверстий 4B в первом листе 2B имеет кольцевой заплечик 34 в своей донной части. Диски 6B имеют такой начальный диаметр, что они упираются в боковые стенки 20B соответствующих заплечиков 34 при вдавливании, которое производится на этапе C) способа изготовления, описанного выше, при этом не заполняя кольцевые зоны 35, расположенные над кольцевыми заплечиками. Диски 6B определяют на верхней грани 8 пластикового листа 32 зоны 5B более низкой твердости, имеющие меньший диаметр, чем соответствующие отверстия 4B. Наличие пространства, остающегося в каждой кольцевой зоне 35, дает благоприятно для последующего проникновения электронного модуля, в особенности, когда модуль имеет относительно большие размеры, а второй материал, образующий диски 6B является несжимаемым. И, в завершение, отметим, что, как и во втором варианте осуществления, первый лист 2B формируется в предпочтительном варианте из двух слоев 36 и 37, соответственно имеющих первое множество отверстий и второе множество отверстий, последние имеют меньшие диаметры, чем отверстия первого множества. Эти два слоя 36 и 37 предпочтительно подвергаются горячему ламинирования на предпочтительном этапе, предшествующем вставке дисков 6B в отверстия 4B.
Следует заметить, что в случае наличия полостей в первом пластиковом листе, возможно использование дисков двух размеров, таких, при которых диски не контактируют с боковой стенкой полостей, соединение этих дисков и первого листа обеспечивается через дно полостей. Таким образом, возможно сохранение кругового пространства (пустого пространства) внутри полостей по периметру дисков.
Четвертый вариант осуществления пластикового листа 40 из двух материалов по изобретению показан на фиг.7. Четвертый вариант отличается тем, что профиль каждого диска 6C, вставляемого в отверстия 4 первого листа 2, в главной плоскости первого листа отличается от контура соответствующего отверстия. В способе изготовления, описанном выше, начальный профиль диска 6C выбирается таким образом, что на этапе C) способа выступающие участки диска входят в контакт с боковой стенкой 20 соответствующего отверстия 4, сохраняя при этом пустые зоны 39 в отверстии. При окончательном вдавливании дисков 6C выступающие участки слегка деформируются за счет давления, создаваемого боковой стенкой 20 на указанные выступающие участки, которые в итоге сцепляются с первым материалом, формирующим первый лист 2. В одном варианте подводится лишь небольшое количество тепла для деформации дисков и обеспечения из соединения с первым листом. Следует заметить, что также возможно выполнение, по меньшей мере, одного углубления в диске, в частности, в центральной зоне. Предпочтительно данное углубление выполняется в соответствии с электронным модулем или модулями, которые будут вставляться в соответствующее отверстие. Например, углубления могут располагаться в зоне, выполняемой для наиболее толстого участка электронного модуля, или в случае установки нескольких электронных модулей в одно отверстие в первом листе 2; углубление размещается в зоне, предназначенной для наиболее толстого электронного модуля. В одном варианте в зоне углубления размещается наиболее хрупкий участок электронного модуля или наиболее хрупкий электронный модуль и применяемых электронных модулей.
На фиг.8 показан схематический вид одного варианта применения листа 22A по изобретению в первом способе изготовления смарт-карт. Пластиковый лист 22a помещают на опору 12A. Пластиковый лист аналогичен пластиковому листу 22, описанному выше, но к нему добавлена электрическая схема, размещенная на верхней грани 8. На периферии каждой зоны 5, определяемой диском 6 малой твердости, данная электрическая схема включает контактные площадки 44 для электрического подключения к электронному модулю 46. Электронный модуль 46 и проводящие сегменты 48 перемещают над пластиковым листом 22A при помощи захватывающего инструмента 50 таким образом, что электронный модуль располагается над диском 6. Затем захватывающий инструмент опускает узел, сформированный из электронного модуля и проводящих сегментов, к диску 6 и вставляет электронный модуль 46 в относительно мягкий материал, образующий диск. Таким образом, электронный модуль легко проникает в пластиковый лист по изобретению. В одном варианте материал, образующий диск 6 является сжимаемым. Затем получают промежуточное изделие 52, показанное в поперечно сечении на фиг.9. Материал диска 6 находится либо в сжатом, либо в несжатом состоянии. В другом варианте, а именно при наличии интегральной схемы меньшего размера, материал, образующий диск 6 слегка выходит из отверстия 4, когда электронный модуль проникает в отверстие. Это может обеспечить частичное закрытие верхней поверхности интегральной схемы и предотвратить последующие электрические проблемы на стыке интегральной схемы и проводящих сегментов 48, которые должны иметь контакт только с одной заданной площадкой интегральной схемы. В одном варианте реализации диск 6 имеет более низкую температуру размягчения по Вика и проникновение электронного модуля 46 в диск достигается за счет подвода тепла для быстрого размягчения диска без деформирования первого листа 2 и без опасности повреждения электронного модуля.
На фиг.10 показан схематический вид одного варианта применения листа 56 по изобретению во втором способе изготовления смарт-карт. Пластиковый лит 56 формируется из пластикового листа 32, описанного выше и непрерывной пластиковой пленки 58, закрывающей отверстия 4B на задней грани пластикового листа 32. Следует отметить, что отверстия 4B определяют множество полостей пластикового листа 56. Печатную плату 54 с электронными модулями 46A, размещенными на ее верхней поверхности, помещена на опору 12. Пластиковый лист 56 помещают напротив печатной платы 58 и размещают на печатной плате таким образом, чтобы электронные модулю располагались напротив дисков 6B. Затем при помощи пресса электронные модули вставляются в полости 4B, проникая в материал, образующий диски 6B. При данном проникновении диски 6B деформируются и, по меньшей мере, существенно заполняют кольцевые зоны 35 путем такого замещения материала дисков при котором существенно уменьшаются свободные пространства, изначально имеющиеся в полостях 4B. Таким образом получается смарт-карта 60, поперечное сечение которой показано на фиг.11.


Изобретение относится к области изготовления смарт-карт, содержащих, по меньшей мере, один электронный модуль, а именно интегральную схему, внутри корпуса карты и касается пластиковых материалов, из которых формируется корпус карты. Изобретение также относится к способу изготовления пластикового слоя, предназначенного для вставки множества электронных модулей при формировании множества карт. Пластиковый лист, для изготовления множества смарт-карт, которые включают множество электронных модулей, формируется из первого материала, имеющего первую твердость или первую температуру размягчения по Вика, и второго материала, имеющего вторую твердость, меньшую, чем первая твердость, и соответственно вторую температуру размягчения по Вика, более низкую, чем первая температура размягчения по Вика. Второй материал расположен во множестве зон пластикового листа, которые предназначены, по меньшей мере, для частичной вставки указанного множества электронных модулей путем внедрения этого множества электронных модулей во второй материал при изготовлении множества смарт-карт. Изобретение обеспечивает усовершенствование способа изготовления смарт-карт. 2 н. и 8 з.п. ф-лы, 11 ил.
1. Пластиковый лист (22, 24, 32, 40, 22А, 56) для изготовления множества смарт-карт, которые соответственно включают множество электронных модулей (46, 46А), отличающийся тем, что указанный пластиковый лист сформирован из первого материала, имеющего первую твердость или первую температуру размягчения по Вика, и из второго материала, имеющего вторую твердость, более низкую, чем первая твердость, и соответственно вторую температуру размягчения по Вика, более низкую, чем первая температура размягчения по Вика, причем второй материал расположен во множестве зон (5, 5А, 5В, 5С) пластикового листа, которые соответственно предназначены для по меньшей мере частичной вставки указанного множества электронных модулей во второй материал путем проникновения этого множества электронных модулей,
при этом указанный первый материал имеет вид листа (2, 2В) с множеством отверстий (4, 4В) и/или полостей (26), и указанное множество отверстий и/или полостей по меньшей мере частично заполнены указанным вторым материалом.
2. Пластиковый лист по п. 1, отличающийся тем, что указанная вторая температура размягчения по Вика при нагрузке 10 Н составляет менее пятидесяти градусов (50°C).
3. Пластиковый лист по п. 1, отличающийся тем, что указанная вторая твердость составляет менее 96 по Шору А.
4. Пластиковый лист по п. 1 или 2, отличающийся тем, что указанная первая температура размягчения по Вика при нагрузке 10 Н составляет менее шестидесяти пяти градусов (65°C).
5. Пластиковый лист по п. 1 или 3, отличающийся тем, что указанная вторая твердость составляет более 60 по Шору D.
6. Пластиковый лист по п. 1, отличающийся тем, что указанный второй материал сформирован из термопластического полиуретанового эластомера.
7. Способ изготовления пластикового листа (22, 24, 32, 40, 22А, 56), используемого для формирования множества смарт-карт, которые соответственно включают множество электронных модулей, причем указанный пластиковый лист предназначен, по меньшей мере, для частичной вставки в него множества электронных модулей путем проникновения этого множества электронных модулей в материал, формирующий указанный лист, отличающийся тем, что включает следующие этапы, на которых:
А) получают первый лист (2, 2А, 2В), сформированный из первого материала, имеющего первую твердость или первую температуру размягчения по Вика, при этом указанный первый лист имеет множество отверстий (4, 4В) и/или полостей (26);
В) соответственно размещают в указанном множестве отверстий и/или полостей множество дисков (6, 6A, 6B, 6C), сформированных из второго материала, имеющего вторую твердость, более низкую, чем первая твердость, соответствующую вторую температуру размягчения по Вика, более низкую, чем первая температура размягчения по Вика, причем указанное множество дисков имеет в своей геометрической плоскости, параллельной главной плоскости (10) первого листа меньшие размеры (D), чем размеры соответствующих отверстий и/или полостей, и большую высоту (Н) вдоль оси, перпендикулярной указанной главной плоскости, чем высота соответствующих отверстий и/или полостей, так что диски возвышаются над поверхностью (8) первого листа;
С) прикладывают давление к каждому диску из указанного множества дисков, с тем чтобы уменьшить соответствующие высоты дисков, так чтобы диски оказались по существу заподлицо с указанной поверхностью (8) первого листа и, по меньшей мере, частично контактировали с соответствующими боковыми стенками (20, 20В) указанного множества отверстий, соответственно с соответствующими боковыми стенками и/или соответствующими днищами указанного множества полостей; таким образом, множество дисков связывается с первым листом.
8. Способ изготовления по п. 7, отличающийся тем, что этапы В) и С) выполняют циклически для каждого диска из указанного множества дисков или для подмножеств дисков среди указанного множества дисков.
9. Способ изготовления по п. 7, отличающийся тем, что указанный этап С) состоит из вжатия с нагревом, при этом множество дисков, по меньшей мере, частично приваривается к первому листу.
10. Способ изготовления по п. 9, отличающийся тем, что указанное вжатие с нагревом выполняют индивидуально для каждого диска из указанного множества дисков с использованием термода.
| US 5851854, 22.12.1998 | |||
| WO 2011051879 A1, 05.05.2011 | |||
| US 5851854, 22.12.1998 | |||
| СПОСОБ МОНТАЖА ЭЛЕКТРОННОГО КОМПОНЕНТА НА ПОДЛОЖКЕ И УСТРОЙСТВО ДЛЯ МОНТАЖА ТАКОГО КОМПОНЕНТА | 2006 |
|
RU2398280C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| WO 2007077355 A1, 12.07.2007. | |||

