Изобретение относится к производству полых объемных конструкций, применяемых в световой наружной рекламе, в частности оно, может использоваться при изготовлении объемных букв и изображений для вывесок, рекламных конструкций, информационных указателей.
Известен световой знак в форме буквы или цифры по патенту Швейцарии №689086, G09F 3/04, 1998. Корпус знака состоит из передней панели из синтетического материала и металлической боковой стенки. Передняя панель крепится к боковой стенке с помощью клея. Внутренняя поверхность передней панели имеет паз для клея, расположенный на небольшом расстоянии от ее края. Недостатком является сложность склеивания двух разнородных материалов и возможное несовпадение контуров передней панели и боковой стенки при склеивании.
По патенту РФ на изобретение №2416827, G09F 7/00, 2011, известна конструкция коробкообразного тела, предназначенного для формирования знаков идентификации. Конструкция коробкообразного тела, например трехмерной буквы алфавита, содержит переднюю фасонную пластину и боковую полосу, выполненную из металла или другого материала. Кромка боковой полосы имеет профилированную конфигурацию или снабжена сквозными отверстиями и размещается в выемке, образованной вблизи кромки пластины. Боковая полоса стабилизирована в выемке с помощью клея. Профилированная конфигурация боковой полосы задана выступающими частями в форме ласточкина хвоста, чередующимися с зеркально расположенными углублениями. Выемка передней пластины имеет ширину, значительно большую, чем толщина боковой полосы. Недостатком является сложность изготовления профилированной конфигурации боковой полосы, сложность и трудоемкость соединения фасонной пластины с боковой полосой, отступ боковой поверхности от края контура фасонной передней пластины в готовом изделии, ухудшающий его внешний вид.
В качестве ближайшего аналога заявляемому техническому решению выбран способ изготовления букв по патенту США №4392317, G09F 7/16, 1983. К периферии двух параллельно расположенных пластин, вырезанных в форме букв, адгезивно крепится тонкая гибкая пластиковая полоса, которая простирается вокруг всей периферии букв. Недостатком является сложность крепления двух параллельных пластин с боковой полосой, возможное несовпадение внешних контуров всех элементов в процессе соединения из-за упругости гибкой пластиковой полосы.
Техническим результатом заявляемого изобретения является точность соединения по контуру боковой полосы с передней фигурной частью коробчатой конструкции, отсутствие выступов и ступенчатости на поверхности готового изделия.
Технический результат достигается тем, что в способе изготовления пластиковых коробчатых конструкций сложной формы, включающем соединение фигурной пластины с боковой полосой, согласно изобретению по краю внутренней стороны фигурной пластины по всему периметру делают выемку шириной, равной толщине боковой полосы, прикладывают боковую полосу к выемке фигурной пластины, совмещая точки начала их соединения, на поверхности боковой полосы ставят метку в месте ее последующего сгиба, соответствующего первому от точки начала соединения углу фигурной пластины, нагревают боковую полосу в районе метки, сгибают ее в месте расположения метки на угол, соответствующий данному углу контура фигурной пластины, производят разметку и сгибание последующих углов боковой полосы, приклеивают боковую полосу к внутренней поверхности фигурной пластины, совместив их контуры, для образования наружного угла боковой полосы метку на ее поверхность наносят напротив точки, расположенной на половине ширины выемки фигурной пластины, для образования внутреннего угла боковой полосы метку на ее поверхность наносят напротив точки, расположенной в вершине угла на наружной границе выемки фигурной пластины.
Технический результат обеспечивается за счет того, что выемку на поверхности внутренней стороны передней фигурной пластины выполняют шириной, равной толщине боковой полосы. Метку для определения места сгиба наружного угла боковой полосы ставят напротив точки, лежащей на половине ширины выемки. Таким образом учитывают толщину сгибаемой боковой полосы и обеспечивают ее ровное вхождение в выемку без выступания за контур фигурной пластины и без смещения ее внутрь. При формировании внутреннего угла боковой полосы сгиб производят по метке, которую переносят непосредственно из вершины соответствующего угла фигурной пластины. Таким образом обеспечивают совпадение крайних наружных точек контура передней пластины и боковой полосы в сгибаемом углу. Сгиб всех углов таким способом обеспечивает совпадение контуров фигурной пластины и боковой полосы по всему периметру конструкции при последующем склеивании частей.
На фигуре 1 представлена схема нанесения разметки для сгиба наружного угла.
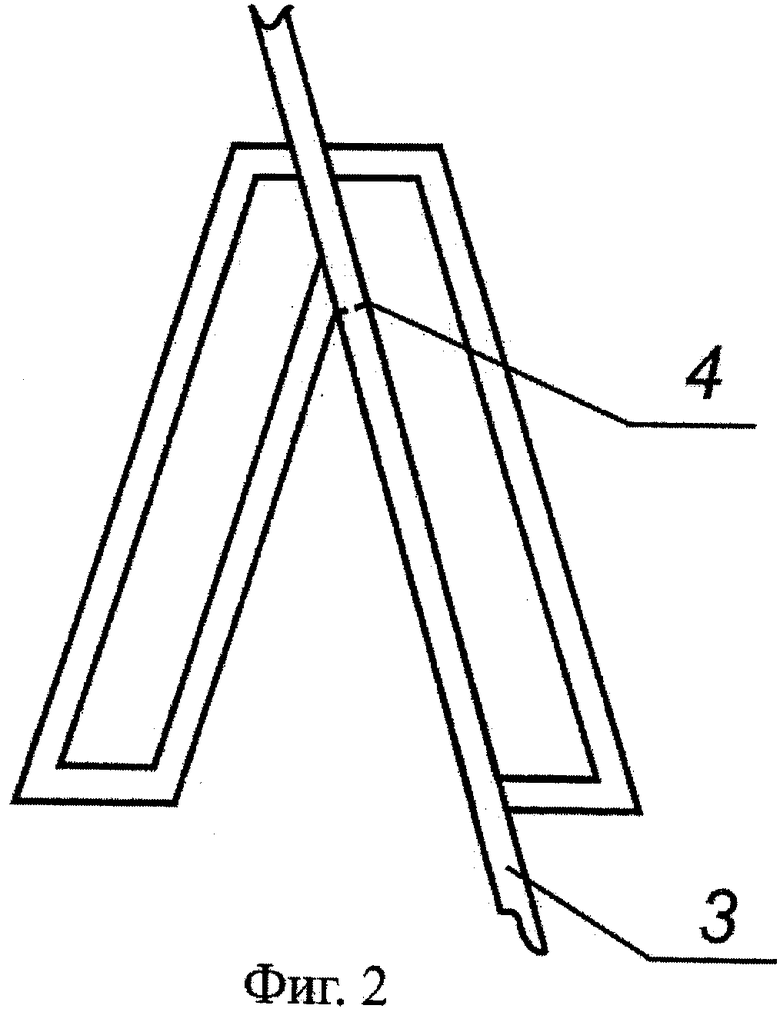
На фигуре 2 представлена схема нанесения разметки для сгиба внутреннего угла.
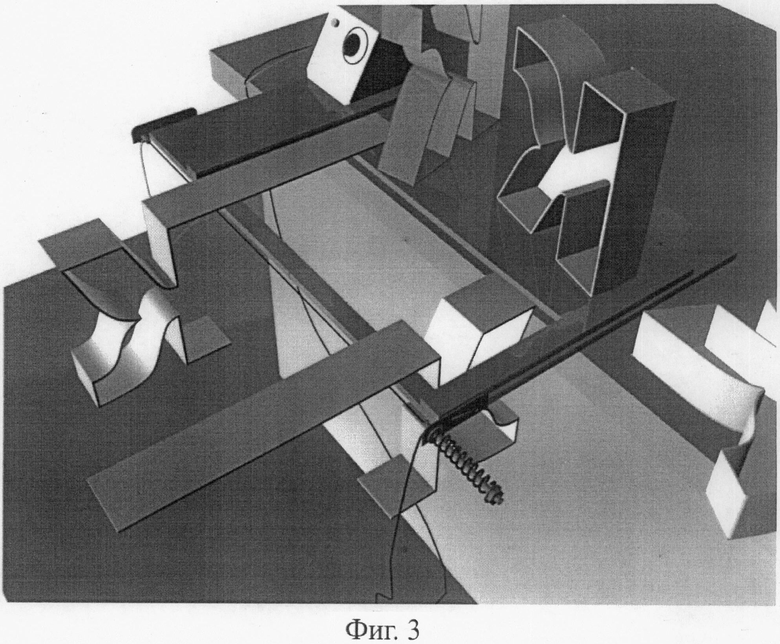
На фигуре 3 представлен процесс термозагибки боковой полосы пластиковой конструкции.
На внутренней поверхности фигурной пластины 1 по периметру выполнена выемка 2 шириной b. На боковую полосу 3 наносят метки 4. Начало огибания боковой полосы 3 вокруг фигурной пластины 1 начинают от точки начала соединения 5.
Способ осуществляют следующим образом.
Вырезают фигурную пластину 1, которая является лицевой стороной коробчатой конструкции сложной формы, например буквы. На внутренней стороне буквы по ее периметру вырезают выемку 2. Ширина выемки b равна толщине материала боковой полосы. На внутренней стороне фигурной пластины 1 отмечают точку начала соединения 5. Совмещают точку начала соединения 5 на фигурной пластине 1 с началом боковой полосы 3, размещают торцевую поверхность боковой полосы 3 в выемке 2 фигурной пластины 1. На поверхность боковой полосы 3 наносят метку 4 в точке, соответствующей точке, лежащей на середине ширины выемки 2 на стороне угла сгиба. На направляющую поверхность станка укладывают боковую полосу 3, размещают метку 4 боковой полосы 3 на расстоянии 1-1,5 мм над нагретой струной станка, производят локальный нагрев поверхности и сгибают боковую полосу 3 на угол, соответствующий ответному углу фигурной пластины 1. Далее производят разметку следующего по ходу огибания контура пластины 1 угла. При необходимости сгиба внутреннего угла метку 4 на поверхности боковой полосы 3 ставят в точке, соответствующей точке вершины угла лицевой фигурной пластины 1. Производят сгиб всех углов, размещая нагретую струну станка всегда с внутренней стороны буквы. Время нагрева зависит от толщины материала боковой полосы и его свойств, при необходимости возможно регулирование температуры струны станка. После сгиба всех углов боковой полосы на поверхность выемки 2 наносят клеевой состав, совмещают контуры лицевой фигурной пластины 1 и получившегося бокового профиля, производят склеивание частей объемной фигурной конструкции. В результате получают конструкцию с цельной боковой стороной, полностью совпадающей по контуру с лицевой фигурной пластиной без выступов в месте их стыка. Данная конструкция обладает высокой надежностью.
Возможно применение данного способа без выполнения выемки 2. В этом случае боковую полосу 3 устанавливают по периметру участка фигурной пластины 1 вблизи угла на расстоянии 0,5 толщины боковой полосы, напротив смежного участка огибания на поверхности боковой полосы 3 ставят метку, производят сгиб угла, как описано выше. Далее все операции за исключением установки боковой полосы 3 в выемку 2 повторяются согласно заявляемому способу.
Таким образом, заявляемое изобретение позволяет обеспечить точность соединения боковой полосы с передней фигурной частью коробчатой конструкции по контуру.
Изобретение относится к производству полых объемных конструкций, применяемых в наружной рекламе. Изобретение позволяет обеспечить точность соединения по контуру боковой полосы с передней фигурной частью коробчатой конструкции, отсутствие выступов и ступенчатости на поверхности готового изделия. Способ изготовления коробчатых конструкций сложной формы, включающий соединение фигурной пластины с боковой полосой, по краю внутренней поверхности фигурной пластины по всему периметру делают выемку шириной, равной толщине боковой полосы. Прикладывают боковую полосу к выемке фигурной пластины, совмещая точки начала их соединения. На поверхности боковой полосы ставят метку в месте ее последующего сгиба, соответствующего первому от точки начала соединения углу фигурной пластины. Нагревают боковую полосу в районе метки, сгибают ее в месте расположения метки на угол, соответствующий данному углу контура фигурной пластины. Производят разметку и сгибание последующих углов боковой полосы, приклеивают боковую полосу к внутренней поверхности фигурной пластины, совместив их контуры. Для образования наружного угла боковой полосы метку на ее поверхность наносят напротив точки, расположенной на половине ширины выемки фигурной пластины. Для образования внутреннего угла боковой полосы метку на ее поверхность наносят напротив точки, расположенной в вершине угла на наружной границе выемки фигурной пластины. 3 ил.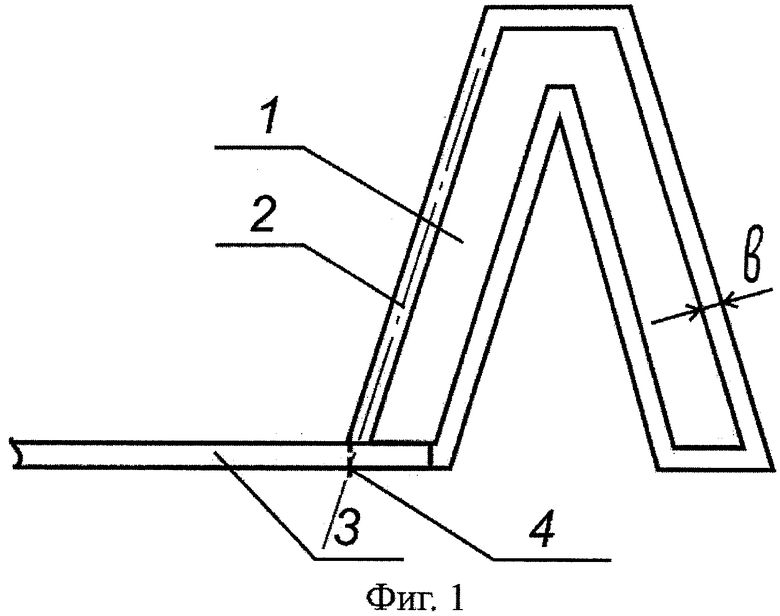
Способ изготовления коробчатых конструкций сложной формы, включающий соединение фигурной пластины с боковой полосой, отличающийся тем, что по краю внутренней стороны фигурной пластины по всему периметру делают выемку шириной, равной толщине боковой полосы, прикладывают боковую полосу к выемке фигурной пластины, совмещая точки начала их соединения, на поверхности боковой полосы ставят метку в месте ее последующего сгиба, соответствующего первому от точки начала соединения углу фигурной пластины, нагревают боковую полосу в районе метки, сгибают ее в месте расположения метки на угол, соответствующий данному углу контура фигурной пластины, производят разметку и сгибание последующих углов боковой полосы, приклеивают боковую полосу к внутренней поверхности фигурной пластины, совместив их контуры, для образования наружного угла боковой полосы метку на ее поверхность наносят напротив точки, расположенной на половине ширины выемки фигурной пластины, для образования внутреннего угла боковой полосы метку на ее поверхность наносят напротив точки, расположенной в вершине угла на наружной границе выемки фигурной пластины.
| US 4392317 А, 12.07.1983 | |||
| КОНСТРУКЦИЯ КОРОБКООБРАЗНОГО ТЕЛА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ФОРМИРОВАНИЯ ЗНАКОВ ИДЕНТИФИКАЦИИ | 2008 |
|
RU2416827C2 |
| US 2011299270 A1, 08.12.2011 | |||
| CH 689086 A5, 15.09.1998. | |||

