Область техники, к которой относится изобретение
Целью изобретения является создание способа изготовления ячеистой плиты, ячеистой плиты, способа изготовления элемента ячеистой плиты из стальной полосы и производственной линии в соответствии с преамбулами независимых пунктов формулы изобретения, приведенных ниже. Особенно настоящее изобретение относится к новому способу изготовления ячеистых плит.
Описание известного уровня техники
Ячеистая плита относится к конструкции, известной, по существу, которая сформирована из двух, по существу, параллельных наружных пластин и внутреннего элемента, расположенного между ними. Обычно внутренний элемент также выполнен из пластинчатого материала, но расположен с формой, имеющей направление, отличное от направления наружных пластин, например, посредством образования сгибов и пазов между ними в пластинчатом материале. Обычно внутренний элемент содержит ряд соседних и параллельных прямых форм, обычно проходящих, по существу, через всю ячеистую плиту. Продольное направление прямых форм внутреннего элемента ячеистой плиты в этом описании называется основным направлением. Ячеистая плита оказывает сопротивление изгибу особенно эффективно в направлении, перпендикулярном направлению внутреннего элемента. Внутренним элементом ячеистой плиты известного уровня техники является конструкция, которая первоначально отделена от наружных пластин, но прочно прикреплена к наружным пластинам. Обычно наружные пластины и внутренний элемент свариваются друг с другом при помощи лазерной сварки или точечной сварки. Также известно, что можно склеивать наружные пластины и внутренний элемент друг с другом. В ячеистой плите наружные пластины и внутренний элемент обычно выполнены из металла, например нержавеющей стали или алюминия, но также могут стать предметом обсуждения другие материалы. Толщина и материал наружных пластин и внутреннего элемента, а также форма внутреннего элемента могут иметь размеры для соответствия каждой ситуации. Конструкция ячеистой плиты может обеспечивать конструкцию, которая, по существу, является более легкой и более жесткой и которая эффективнее сопротивляется изгибу, чем конструкция однородной плиты. Форма внутреннего элемента в значительной степени влияет на жесткость и прочность ячеистой плиты. Внутренний элемент, выполненный из стали, может, например, быть изготовлен из пластины, которая изогнута в волнообразную форму, в которой вершины волн обычно привариваются к наружным пластинам. Внутренние элементы также могут быть расположены, например, в форме буквы V, или они могут быть образованы при помощи пластин, которые расположены, по существу, перпендикулярно к наружным пластинам, т.е. в форме буквы I. Внутренний элемент может быть образован при помощи платины, которая изогнута в сотообразную форму. Стержни в виде трубок с круглым поперечным сечением или другими формами могут использоваться в качестве внутреннего элемента.
Проблема, связанная с изготовлением обычной ячеистой плиты, состоит в том, что трудно прикреплять внутренние элементы ячеистых плит к наружным пластинам, особенно в центральной части плит с большой площадью. Изготовление требует дорогостоящего оборудования. Один недостаток обычных ячеистых плит заключался в том, что обычно только ячеистые плиты определенного размера можно было легко изготовлять из одних и тех же сырьевых материалов.
Основные перекрытия зданий часто выполняются из бетона. Основное перекрытие обычно поддерживается на горизонтальных балках, например на бетонных балках. Если вертикальные опоры, такие как стальные опоры, используются для поддержания основного перекрытия, то требуются специальные решения для закрепления опор. Для горизонтальных опор также требовались конкретные конструктивные решения. Изоляция бетонных основных перекрытий также требовала своих собственных специальных решений.
Задача и краткое описание настоящего изобретения
Задачей настоящего изобретения является уменьшение или даже устранение проблем, имеющих место в известном уровне техники, указанных выше.
Целью настоящего изобретения, в частности, является обеспечение решения, в соответствии с которым ячеистую плиту можно изготовить с помощью недорогого, быстрого и эффективного способа.
Целью настоящего изобретения, в частности, является обеспечение решения, в соответствии с которым оцинкованную горячим способом стальную пластину можно использовать в качестве сырьевого материала для ячеистых стальных плит, не вызывая повреждения покрытия.
Целью настоящего изобретения, в частности, является обеспечение решения, в соответствии с которым основные перекрытия зданий могут изготавливаться, по меньшей мере, частично из ячеистой плиты и с помощью недорогого, быстрого и эффективного способа.
Для осуществления, среди прочего, указанных целей настоящее изобретение отличается тем, что представлено в отличительных частях в прилагаемых независимых пунктах формулы изобретения.
Варианты осуществления и преимущества, указанные в этом описании, где применимо, используются в способах настоящего изобретения, в ячеистой плите настоящего изобретения, а также производственной линии настоящего изобретения, даже если не всегда конкретно указано.
Ячеистая плита содержит первую и вторую, по существу, параллельные наружные пластины и внутреннюю конструкцию между ними. Обычная ячеистая плита в соответствии с настоящим изобретением изготавливается посредством прикрепления друг к другу ряда отдельных плит, которые выполнены из пластинчатого материала, т.е. профилей, которые также называются тонкими пластинами в настоящей заявке. В готовой ячеистой плите каждый отдельный профиль предназначен для образования:
по существу, плоского первого наружного элемента,
по существу, плоского второго наружного элемента,
внутреннего элемента, который расположен для соединения первого и второго наружного элементов.
Профили ячеистой плиты в соответствии с настоящим изобретением прикрепляются друг к другу таким образом, что:
первые наружные элементы находятся рядом и образуют первую наружную пластину ячеистой плиты,
вторые наружные элементы находятся рядом и образуют вторую наружную пластину ячеистой плиты,
профильные внутренние элементы прикрепляются к первому и второму наружным элементам, в результате чего они образуют внутреннюю конструкцию ячеистой плиты.
Настоящее изобретение может применяться для изготовления ячеистых плит, используемых, например, на средних палубах кораблей или в промежуточных перекрытиях, стенах, потолках и полах высотных зданий. Очень прочные и легкие несущие конструкции могут быть выполнены из ячеистой плиты в соответствии с настоящим изобретением. Например, ячеистая плита в соответствии с настоящим изобретением может использоваться в каютных или жилых модулях кораблей или зданий. Тогда, например, каютный модуль может быть легко выполнен в качестве самонесущей конструкции, на верхней части которой можно построить даже несколько этажей. Такие модули могут, например, образовывать самонесущую каютную секцию на корабле или высотное здание.
Разные профили и ячеистые плиты в соответствии с настоящим изобретением могут быть легко изготовлены для соответствия рассматриваемой ситуации. Ячеистые плиты разного размера и толщины легко изготавливаются. Профили могут, например, выполняться из стали, алюминия и некоторых других подходящих материалов. Кроме того, другие материалы могут стать предметом обсуждения. Пластинчатые материалы и профили, выполненные из них, могут быть покрыты на одной стороне или на обеих сторонах, например, полихлорвиниловой пленкой. Толщина пластинчатого материала может составлять, например, от 0,5 до 5 мм или от 0,5 до 3 мм. Длина профилей в так называемом направлении внутреннего элемента может составлять, например, от 0,5 до 20,0 м или от 1,0 до 10,0 м. Ширина наружных профилей может составлять, например, от 0,1 до 1 м, от 0,1 до 0,5 м или от 0,1 до 0,2 м. Расстояние между наружными элементами отдельного профиля может составлять, например, от 0,1 до 0,5 м, от 0,05 до 0,4 м или от 0,1 до 0,3 м. Толщина готовой ячеистой плиты обычно приблизительно равна расстоянию между наружными элементами в отдельном профиле. Готовая ячеистая плита может содержать, например, от 5 до 1000, от 10 до 200 или от 20 до 100 профилей, закрепленных рядом. В направлении, выдерживающем больше усилий, длина или размер готовой ячеистой плиты обычно приблизительно равны длине профиля в так называемом направлении внутреннего элемента. Ширина ячеистой плиты в направлении, перпендикулярном направлению внутреннего элемента, может составлять, например, от 0,5 до 50 м, от 1 до 25 м или от 5 до 20 м. Указанные размеры являются только примерами. Другие размеры также возможны.
В настоящее время было установлено, что прочные ячеистые плиты могут быть изготовлены из отдельных профилей или тонких пластин, которые гораздо меньше готовой ячеистой плиты, посредством закрепления нескольких профилей рядом. Таким образом, ряд относительно узких пластин, прикрепленных друг к другу, или наружных элементов отдельного профиля образуют наружные пластины ячеистой плиты.
Поскольку отдельные профили имеют небольшой размер по сравнению с готовой ячеистой плитой, то легко манипулировать, хранить и транспортировать сырьевые материалы.
Одним из важнейших преимуществ настоящего изобретения является то, что легко закреплять профили в соответствии с настоящим изобретением. Многие способы известного уровня техники могут быть использованы для закрепления профилей. Всегда можно выбрать подходящий способ из числа имеющихся в распоряжении способов. Таким образом, даже большую ячеистую плиту можно легко и экономично изготовить.
В одном варианте осуществления настоящего изобретения отдельный профиль выполнен из отдельной тонкой металлической пластины. Кромки, выемки, выступы, сгибы и другие формы образованы на тонкой металлической пластине при помощи некоторого известного, по существу, способа. Преимущественным способом для образования профилей являются другие способы холодной штамповки, например роликовое профилирование или боковое обжатие. Профили можно просто и экономично изготовить из тонкой пластины.
В одном варианте осуществления настоящего изобретения взаимно пригоночные крепежные сгибы были образованы на наружных элементах или внутренних элементах, благодаря чему профили, расположенные рядом друг с другом, закреплялись посредством размещения крепежных сгибов один в другом. Крепежные сгибы могут быть образованы при помощи того же способа и даже одновременно с кромками, углублениями, выступами, сгибами или другими указанными формами. С помощью взаимно пригоночных крепежных сгибов легко расположить профили рядом друг с другом в желаемом взаимном положении.
В варианте осуществления настоящего изобретения соседние профили дополнительно закрепляются друг с другом на крепежных сгибах, расположенных рядом друг с другом с помощью одного или более из следующих известных крепежных элементов, таких как:
машинный шов,
клей,
заклепка,
винт,
сварной шов.
Таким образом, соединения между профилями станут очень прочными и устойчивыми. Например, на одном и том же крепежном сгибе соседние профили сначала могут быть склеены друг с другом, и затем соединение может быть дополнительно закреплено посредством закрепления профилей друг с другом при помощи винтов или заклепок.
В варианте осуществления настоящего изобретения первый крепежный сгиб образован на первом конце первого наружного элемента, и второй крепежный сгиб, вставляемый в первый крепежный сгиб, образован на втором конце первого наружного элемента. Крепежный сгиб в профиле, образующем один внутренний элемент ячеистой плиты, обычно также образован в соединении с крепежными сгибами двух соседних наружных элементов.
Крепежные сгибы могут быть образованы таким образом, что крепежные сгибы, образованные на концах трех разных профилей, могут закрепляться друг с другом в одной точке присоединения. При сборке ячеистой плиты крепежные сгибы профилей, образующих два соседних наружных элемента и один внутренний элемент ячеистой плиты, соединяются и закрепляются друг с другом. Закрепление можно легко выполнить, например, с помощью известной, по существу, кромкозагибочной машины.
В данном описании термин сшивание под прессом иногда также используется вместо машинного сшивания, и термин кромкозагибочный пресс - вместо кромкозагибочной машины.
Машинное сшивание, т.е. сшивание под прессом, является способом, известным, по существу, специалисту в данной области техники.
В варианте осуществления настоящего изобретения крепежный сгиб каждого соединяемого профиля содержит дважды согнутую металлическую пластину. Когда три таких соединяемых крепежных сгиба сшиваются вместе на машине, то получается шестислойный машинный шов из металла в соединении профилей. Соединение этого типа является очень прочным.
В варианте осуществления настоящего изобретения первый и второй наружные элементы расположены, по существу, параллельно. Когда профили закрепляются друг с другом таким образом, что соседние наружные элементы располагаются параллельно, то легко получается ячеистая плита, в которой первая и вторая наружные пластины являются довольно ровными. Наружные элементы отдельного профиля обычно имеют одинаковую длину, т.е. расстояние между первым и вторым концами первого наружного элемента приблизительно равно расстоянию между первым и вторым концами второго наружного элемента.
В варианте осуществления настоящего изобретения поперечное сечение отдельного профиля, по существу, имеет симметричную форму. Профили такого типа легко устанавливаются.
В варианте осуществления настоящего изобретения первый и второй наружные элементы, по существу, имеют одинаковую форму или являются зеркальными отображениями друг друга. Такие профили легко устанавливаются. Преимущественная ячеистая плита, по меньшей мере, в основном образована из профилей только двух типов, из которых первые профили установлены в качестве наружных элементов, а вторые профили - в качестве внутренних элементов.
В варианте осуществления настоящего изобретения внутренний элемент закрепляется между первым и вторым наружными элементами, так что поперечное сечение некоторой части ячеистой плиты, по существу, имеет форму буквы Z. «По существу, форма буквы Z» означает, например, что внутренний элемент соединяет первый и второй наружные элементы на их противоположных концах. Z-формы могут изменяться. Угол между наружным элементом и внутренним элементом, например, может приблизительно быть равным 90 градусов или где-то 45-135 градусов.
В другом варианте осуществления настоящего изобретения поперечное сечение двух наружных элементов и внутреннего элемента, соединяющего их, имеет U-образную или II-образную форму, в результате чего первый конец первого наружного элемента прикрепляется при помощи внутреннего элемента к первому концу второго наружного элемента. Такая форма обычно симметрична относительно оси, проходящей в поперечном направлении через внутренний элемент. Форма, полученная таким образом, может иметь острые углы, или ее углы могут быть закруглены. Также можно, чтобы соединение между первым наружным элементом и внутренним элементом было заостренным и соединение между вторым наружным элементом и внутренним элементом было закругленным. Тогда угол между наружным элементом и внутренним элементом обычно очень близок к 90 градусам или точно равен 90 градусам.
Ячеистая плита может содержать наружные элементы и внутренние элементы, расположенные как в форме Z, так и в форме U.
В варианте осуществления настоящего изобретения внутренний элемент или его часть могут быть образованы с небольшими сгибами в зигзагообразной форме, или они могут иметь волнообразную форму. Сгибы или волны могут располагаться либо в направлении внутреннего элемента профиля, либо от него.
В одном варианте осуществления настоящего изобретения удлиненные армирующие формы располагаются на первом наружном элементе, или на втором наружном элементе, или на внутреннем элементе, или во всех них, например выемки, пазы, выступы, выполненные посредством холодной штамповки, например посредством роликового профилирования. Армирующие формы могут располагаться на наружных элементах и на внутреннем элементе под углом 90 градусов к направлению внутреннего элемента профиля в направлении внутреннего элемента. Армирующие формы на наружных элементах и на внутреннем элементе могут иметь разные направления, например, так что армирующие формы на наружных элементах могут располагаться под углом 90 градусов к направлению внутреннего элемента и на внутреннем элементе в направлении внутреннего элемента. Армирующие формы могут быть образованы таким образом, чтобы они начинались на первом расстоянии от первого конца наружного элемента и были образованы для прохождения к точке на втором расстоянии от соединения между наружным элементом и внутренним элементом. Первое расстояние и второе расстояние могут быть разными, однако чтобы армирующая форма преимущественно содержала основную часть расстояния между первым концом наружного элемента и соединением. В некоторых случаях длина армирующей формы, по существу, равна расстоянию между первым концом наружного элемента и соединением, или относительно внутреннего элемента оно может быть, по существу, равно расстоянию между соединениями.
В варианте осуществления настоящего изобретения профиль содержит как одно целое:
часть первой наружной пластины готовой ячеистой плиты,
часть второй наружной пластины готовой ячеистой плиты,
часть внутренней конструкции готовой ячеистой плиты.
В варианте осуществления настоящего изобретения ячеистая плита содержит, по меньшей мере, два типа профилей в соответствии с настоящим изобретением. Тогда ячеистая плита может быть изготовлена, например, из U-образных профилей, из которых каждый другой содержит армирующие формы и каждый другой не содержит армирующие формы. Таким образом, прочность ячеистой плиты можно регулировать легко и просто, чтобы она соответствовала предполагаемому использованию. Направление армирующих форм также может быть разным в разных профилях ячеистой плиты. Ячеистая плита также может содержать профили как с Z-образной формой, так и с U-образной формой.
Ячеистая плита в соответствии с настоящим изобретением может быть изготовлена из стальной листовой полосы при помощи способа, включающего, по меньшей мере, следующие этапы:
роликовое профилирование крепежных сгибов при помощи роликогибочной машины в стальные листовые заготовки с определенной шириной и длиной, выполненные из стальной листовой полосы, и, таким образом, превращение заготовок в тонкие пластины,
сортировку тонких пластин в соответствии с порядком сборки,
закрепление тонких пластин друг с другом на их крепежных сгибах,
машинное сшивание крепежных сгибов тонких пластин, предварительно закрепленных друг с другом на кромкозагибочной машине, так что они прочно закрепляются друг с другом и так что тонкие пластины, закрепленные друг с другом, образуют конструкцию наружных пластин и внутреннего элемента ячеистой плиты, в результате чего элементы ячеистой плиты формируются таким образом.
Ячеистые плиты или элементы ячеистой плиты в соответствии с настоящим изобретением могут быть изготовлены из стальной листовой полосы на производственной линии, содержащей, по меньшей мере:
роликогибочную машину для образования крепежных сгибов на стальных листовых заготовках, выполненных из стальной листовой полосы и имеющих определенную ширину и длину, и, таким образом, превращения заготовок в тонкие пластины,
кромкозагибочную машину для прочного закрепления друг с другом крепежных сгибов тонких пластин, предварительно закрепленных друг с другом, так что тонкие пластины, закрепленные друг с другом, образуют конструкцию наружных пластин и внутреннего элемента ячеистой плиты.
Типичная установка в соответствии с настоящим изобретением для изготовления ячеистой плиты из тонких пластин содержит, по меньшей мере, следующие элементы:
стол для сборки ячеистой плиты,
кромкозагибочный пресс, расположенный в соединении со сборочным столом,
средства для подачи тонких пластин в кромкозагибочный пресс.
В соответствии с преимущественными вариантами осуществления настоящего изобретения установка может дополнительно содержать, по меньшей мере, одну из следующих отличительных особенностей или один из дополнительных элементов:
средства для подачи тонких пластин в кромкозагибочный пресс расположены в кромкозагибочном прессе;
кромкозагибочный пресс расположен с возможностью перемещения относительно сборочного стола;
кромкозагибочный пресс содержит, по меньшей мере, два средства для сшивания под прессом, которые преимущественно содержат прижимные ролики и закатывающие ролики;
устройство для размещения изоляции для расположения изоляции внутри сшитых под прессом тонких пластин, на которых изоляция обычно закрепляется при помощи клея; и/или
средства для расположения вещества, изолирующего шов в зазорах, по меньшей мере, некоторых из тонких пластин перед сшиванием под прессом этих тонких пластин.
В установке в соответствии с настоящим изобретением три тонкие пластины одновременно подаются в кромкозагибочный пресс, т.е. тонкие пластины, которые образуют наружные части и внутреннюю часть элемента ячеистой плиты.
Процесс может выполняться даже быстрее и эффективнее, если средства для подачи тонких пластин в кромкозагибочный пресс расположены в кромкозагибочном прессе и если кромкозагибочный пресс расположен с возможностью перемещения относительно сборочного стола. Тогда можно использовать установку в соответствии с настоящим изобретением таким образом, что когда кромкозагибочный пресс сшил тонкие пластины друг с другом, т.е. когда он переместился от первого конца сборочного стола к его второму концу, тогда он перемещает следующие тонкие пластины в соответствующее положение для обработки, когда он возвращается в свое исходное положение. Затем кромкозагибочный пресс может начинать непосредственно новый цикл сшивания, т.е. он может снова перемещаться от первого конца сборочного стола к его второму концу и одновременно делать все необходимые швы. Рассматриваемыми швами являются, например, обычно верхние и нижние швы тонких пластины.
Кромкозагибочный пресс может содержать любое пригодное количество средств для сшивания под прессом, например два, три, четыре, пять, шесть, семь, восемь, девять или десять средств.
Когда в варианте осуществления настоящего изобретения используются средства для расположения вещества для изоляции шва в зазоры, по меньшей мере, между некоторыми пластинами перед тем, как эти пластины будут сшиты под прессом, т.е. сшиты на машине, тогда швы одновременно могут быть сделаны герметичными. Веществом для изоляции шва может, например, быть клей, такой как уретановый клей.
Установка или производственная линия в соответствии с настоящим изобретением может дополнительно содержать дополнительные средства, такие как дополнительный стол, на который элементы ячеистой плиты заданного размера перемещаются со сборочного стола. Элементы ячеистой плиты доводятся до конца на дополнительном столе; например, дополнительное оборудование, окантовка, необходимые отверстия и т.д. осуществляются на этом этапе.
Обычный способ изготовления ячеистой плиты из тонких пластин в соответствии с настоящим изобретением отличается тем, что способ включает, по меньшей мере, следующие этапы:
a) расположение первых тонких пластин на сборочном столе;
b) сшивание под прессом или машинное сшивание тонких пластин друг с другом при помощи кромкозагибочного пресса, так что пластины, закрепленные друг с другом, образуют конструкцию наружной пластины и внутреннего элемента ячеистой плиты;
c) расположение вторых тонких пластин в соединении с первыми тонкими пластинами;
d) сшивание под прессом или машинное сшивание вторых тонких пластин друг с другом и с тонкими пластинами, закрепленными друг с другом на первом этапе, при помощи кромкозагибочного пресса, так что они образуют к тому же конструкцию наружной пластины и внутреннего элемента ячеистой плиты;
e) повторение этапов c) и d) до тех пор, пока не будет получен элемент ячеистой плиты заданного размера.
В соответствии с вариантом осуществления настоящего изобретения, по меньшей мере, три тонкие пластины, т.е. тонкие пластины, образующие первую и вторую наружные части и внутреннюю часть элемента ячеистой плиты, сшиваются под прессом друг с другом на одном этапе. Тогда можно сделать все швы между ними одновременно.
Типичная несущая плоская конструкция здания в соответствии с вариантом осуществления настоящего изобретения содержит:
первую плоскую ячеистую плиту, в которой внутренние элементы расположены в основном в первом направлении;
вторую плоскую ячеистую плиту, в которой внутренние элементы расположены в основном во втором направлении;
плоский изолирующий слой, закрепленный между первой и второй ячеистыми плитами.
Первая и вторая ячеистые плиты и изолирующий слой между ними расположены в основном параллельно, в результате чего поверхности первой и второй ячеистых плит, направленные от изолирующего слоя, образуют наружные поверхности конструкции.
В варианте осуществления настоящего изобретения первое направление в основном совпадает с направлением плоскости первой плоской ячеистой плиты, и второе направление в основном совпадает с направлением плоскости второй плоской ячеистой плиты.
В варианте осуществления настоящего изобретения первое направление и второе направление образуют значительный угол между собой. Таким образом, ячеистые плиты конструкции имеют разнонаправленные внутренние элементы. Это усиливает конструкцию. В варианте осуществления настоящего изобретения первое направление и второе направление, по существу, перпендикулярны друг другу. В таком случае данная конструкция является особенно прочной.
В варианте осуществления настоящего изобретения первой и второй ячеистыми плитами являются ячеистые плиты из стали.
Например, когда конструкция в соответствии с настоящим изобретением используется в качестве основного перекрытия здания, можно прикрепить удлиненную опору к наружной поверхности ячеистой плиты. Обычно опора расположена, по существу, перпендикулярно направлению плоскости первой ячеистой плиты.
В варианте осуществления настоящего изобретения опора прикрепляется при помощи прокладки опоры к наружной поверхности первой ячеистой плиты. Такая прокладка опоры расположена для контакта с наружной поверхностью первой ячеистой плиты, так что прокладка опоры распределяет нагрузку, приложенную опорой к первой ячеистой плите, по площади, которая больше поверхности конца опоры, или по площади контакта прокладки опоры. Площадь контакта прокладки опоры, по существу, больше, преимущественно больше 100% или еще более преимущественно больше 300% по сравнению с площадью конца опоры, прикрепленной к прокладке опоры, выступающей на плоскости первой ячеистой плиты.
В варианте осуществления настоящего изобретения прокладка опоры расположена для контакта с наружной поверхностью первой ячеистой плиты, по меньшей мере, в основном только на наружных краях площади контакта прокладки опоры. Конструкция данного типа распределяет усилия, оказываемые опорой на ячеистую плиту, на большой площади ячеистой плиты.
В варианте осуществления настоящего изобретения прокладка опоры состоит в основном из пластинчатого материала в части, соединяющей наружную поверхность первой ячеистой плиты и опоры. Направление плоскости этого пластинчатого материала отличается, по меньшей мере, в основном от направления плоскости первой ячеистой плиты. Этот пластинчатый материал может иметь форму, например, конуса или пирамиды с нижней частью, расположенной на ячеистой плите.
Краткое описание чертежей
Настоящее изобретение будет описано более подробно ниже со ссылкой на прилагаемые схематические чертежи, на которых:
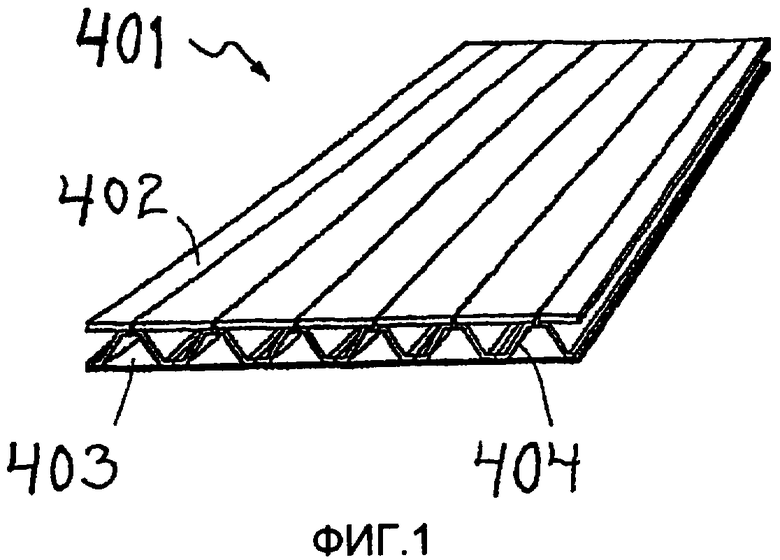
Фиг.1 изображает основной вид ячеистой плиты известного уровня техники;
Фиг.2 изображает вид в поперечном разрезе ячеистой плиты в соответствии с первым вариантом осуществления настоящего изобретения;
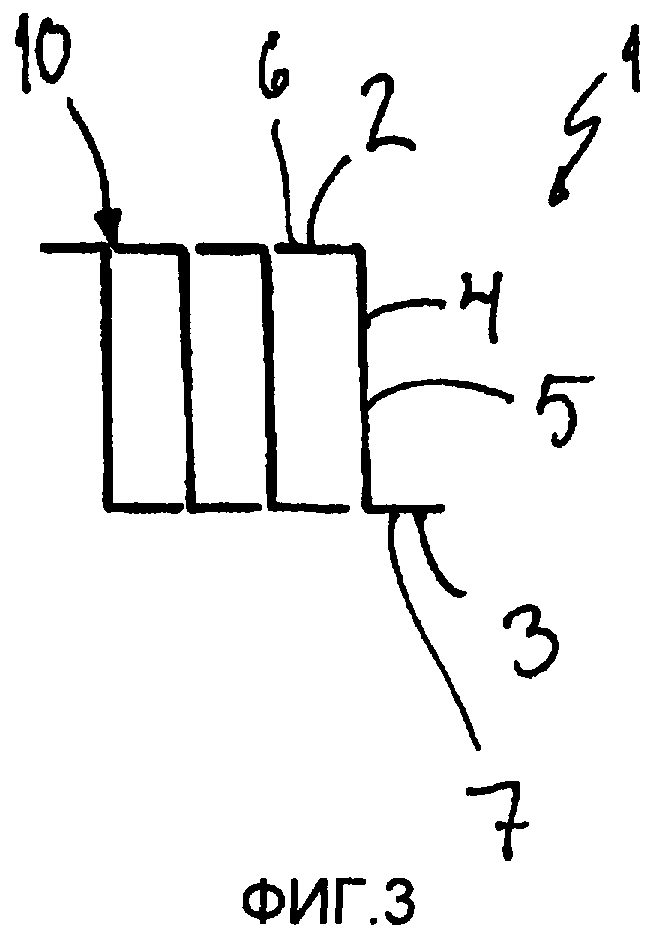
Фиг.3 изображает вид в поперечном разрезе ячеистой плиты в соответствии со вторым вариантом осуществления настоящего изобретения;
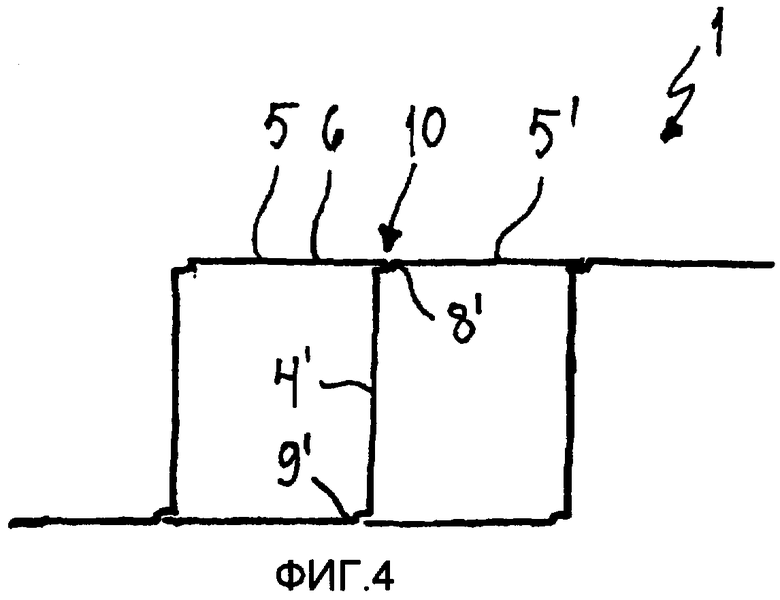
Фиг.4 изображает вид в поперечном разрезе ячеистой плиты в соответствии с третьим вариантом осуществления настоящего изобретения;
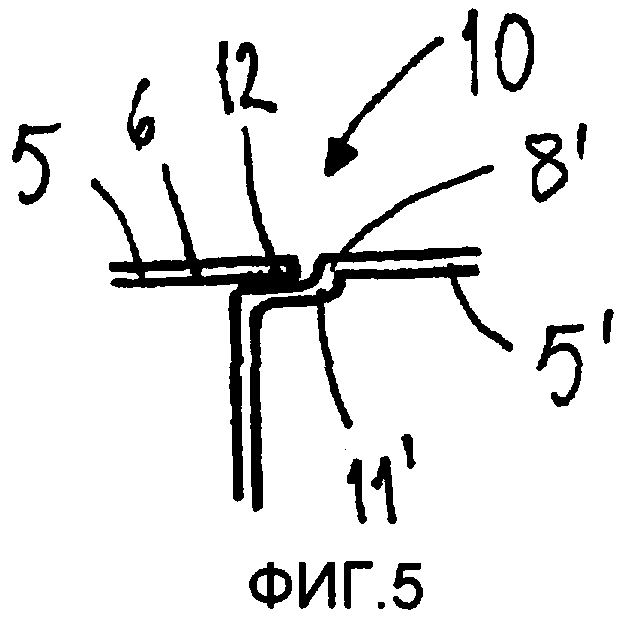
Фиг.5 изображает увеличенный вид части ячеистой плиты на Фиг.4;
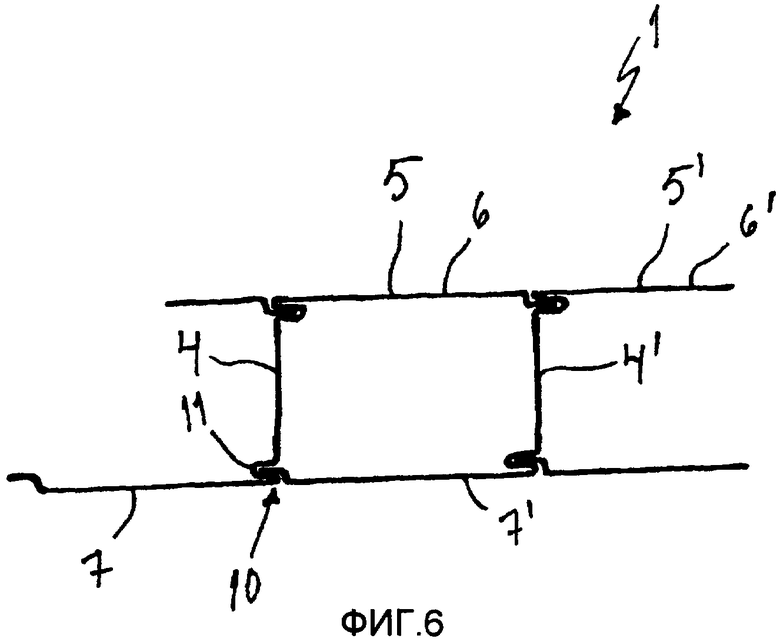
Фиг.6 изображает вид в поперечном разрезе ячеистой плиты в соответствии с четвертым вариантом осуществления настоящего изобретения;
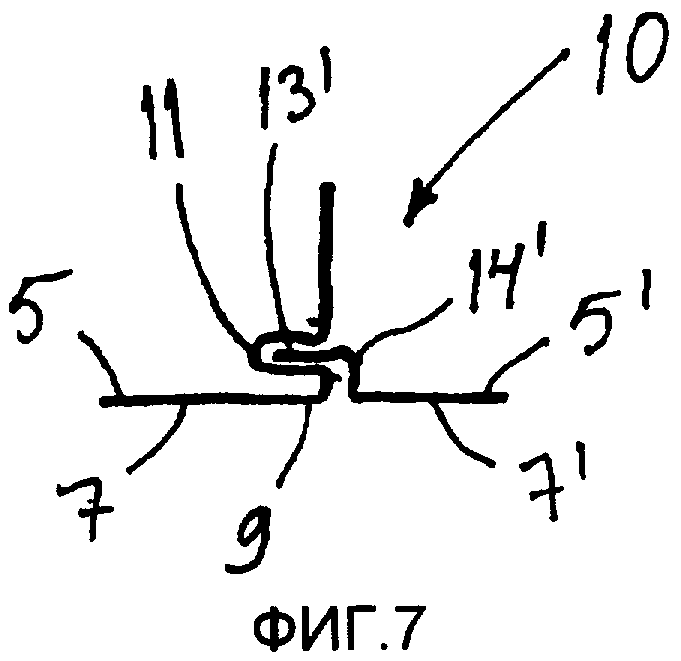
Фиг.7 изображает увеличенный вид части ячеистой плиты на Фиг.6;
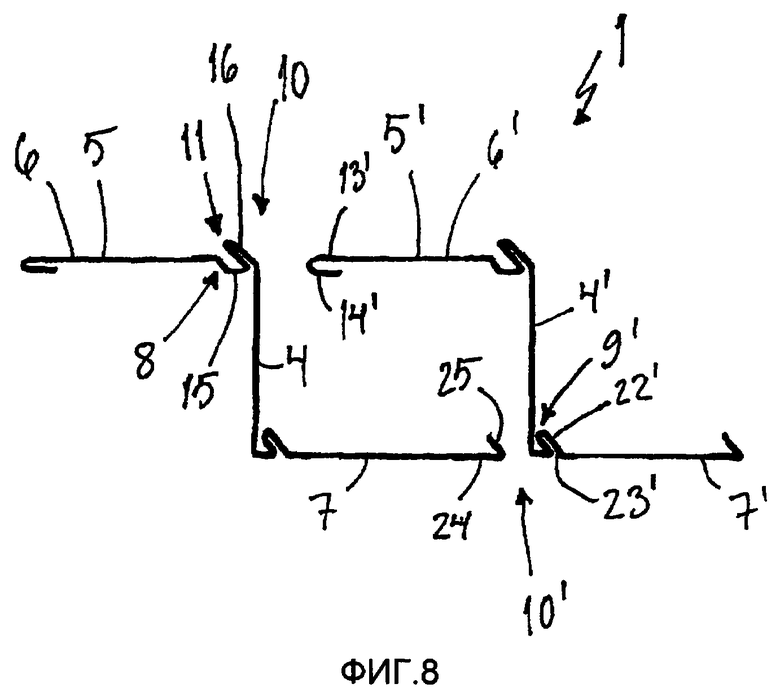
Фиг.8 изображает вид в поперечном разрезе ячеистой плиты в соответствии с пятым вариантом осуществления настоящего изобретения;
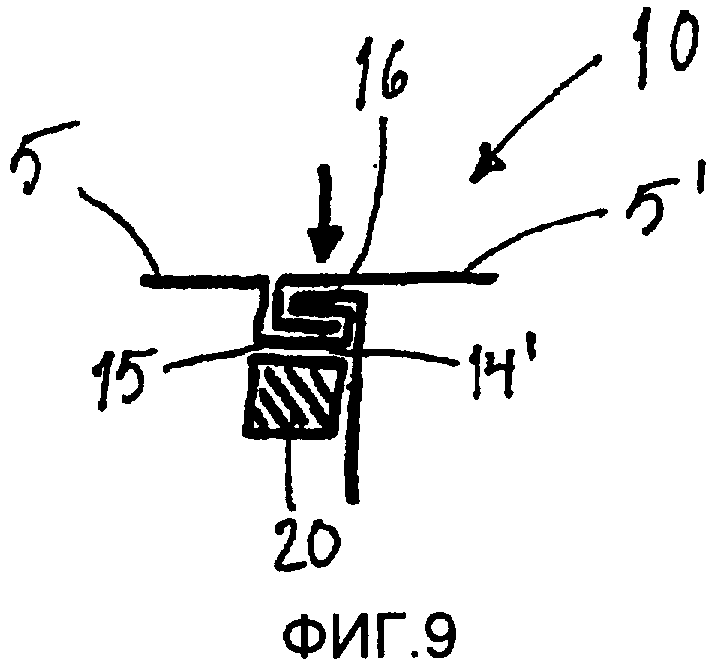
Фиг.9 изображает этап изготовления ячеистой плиты на Фиг.6;
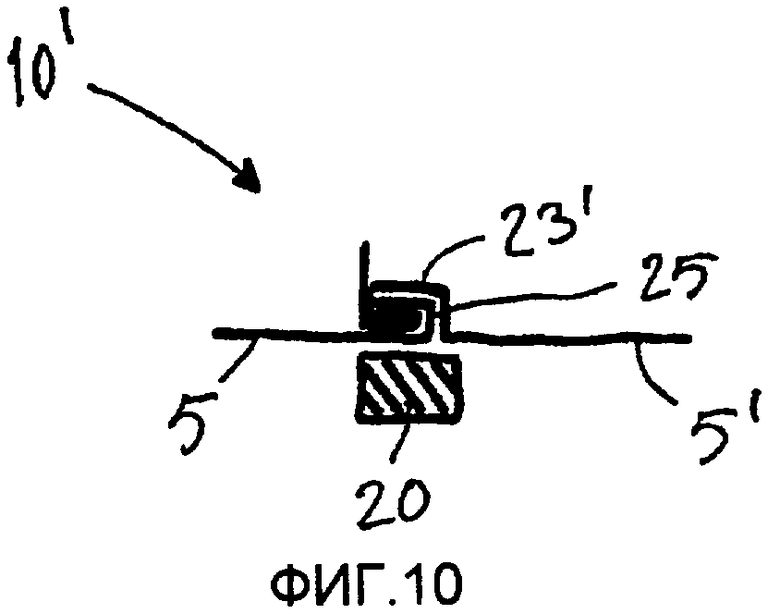
Фиг.10 изображает другой этап изготовления ячеистой плиты на Фиг.6;
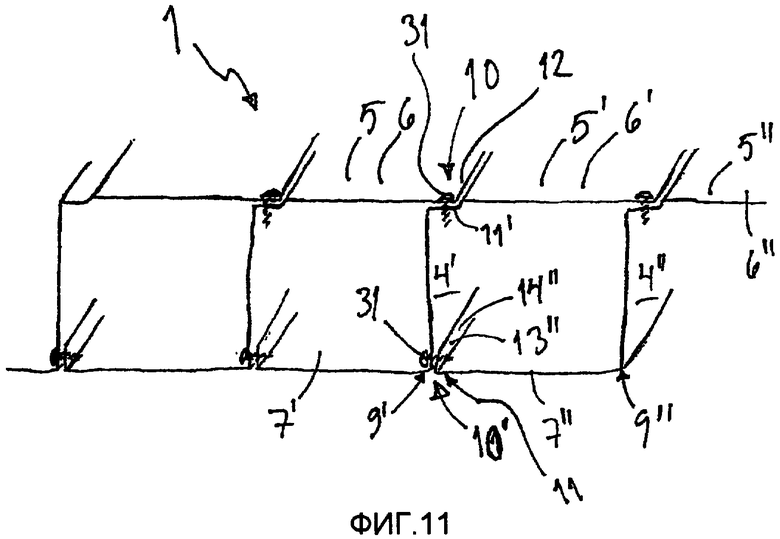
Фиг.11 изображает вид в поперечном разрезе ячеистой плиты в соответствии с шестым вариантом осуществления настоящего изобретения;
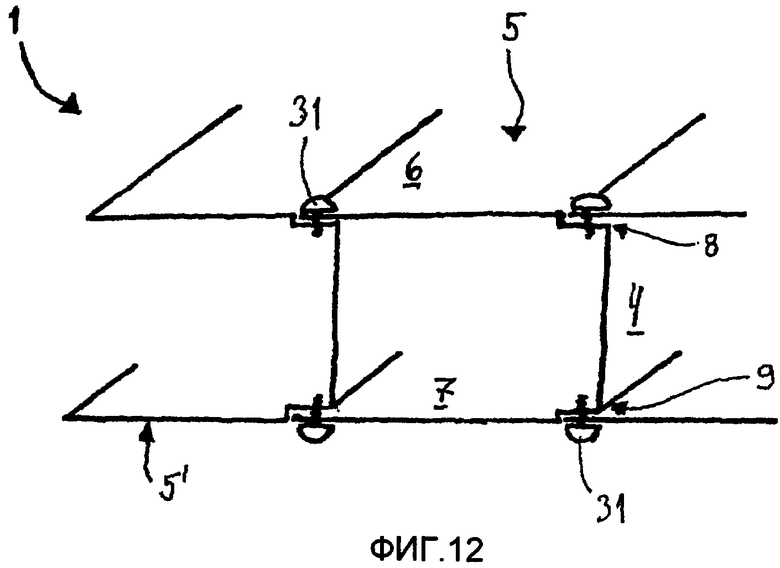
Фиг.12 изображает вид в поперечном разрезе ячеистой плиты в соответствии с седьмым вариантом осуществления настоящего изобретения;
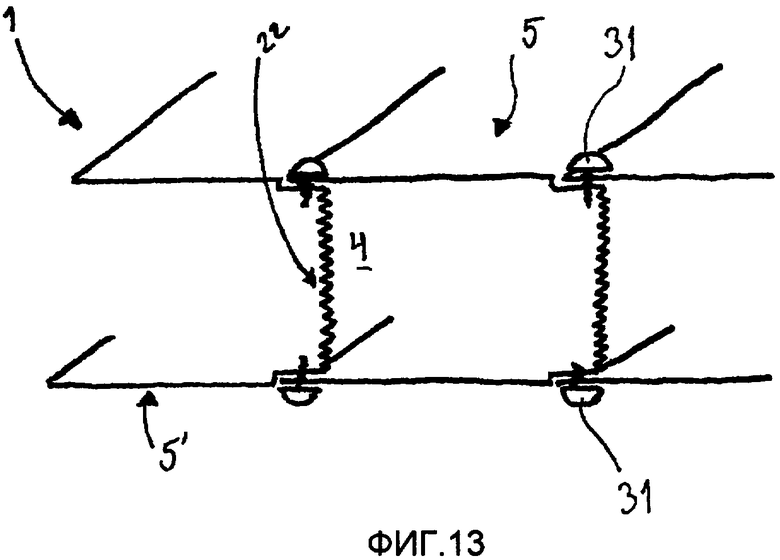
Фиг.13 изображает вид в поперечном разрезе ячеистой плиты в соответствии с восьмым вариантом осуществления настоящего изобретения;
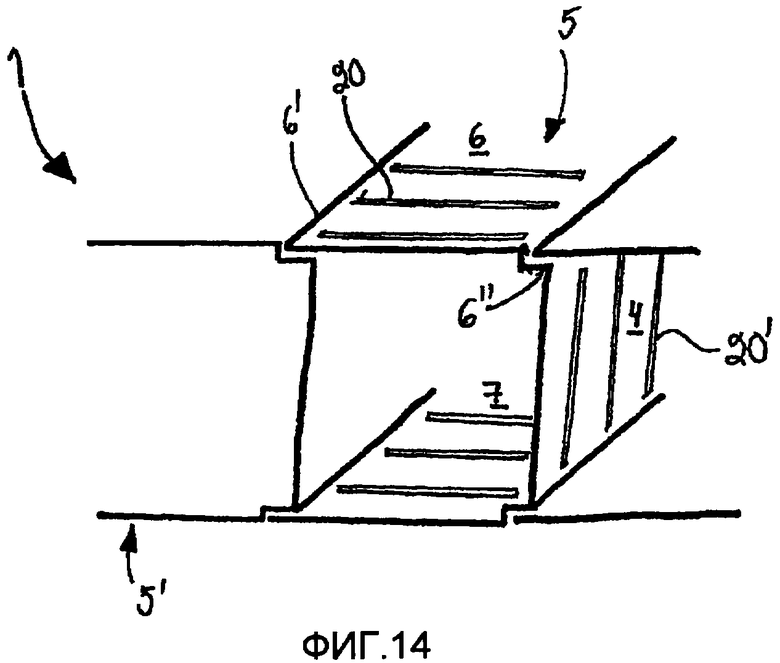
Фиг.14 изображает вид в поперечном разрезе ячеистой плиты в соответствии с девятым вариантом осуществления настоящего изобретения;
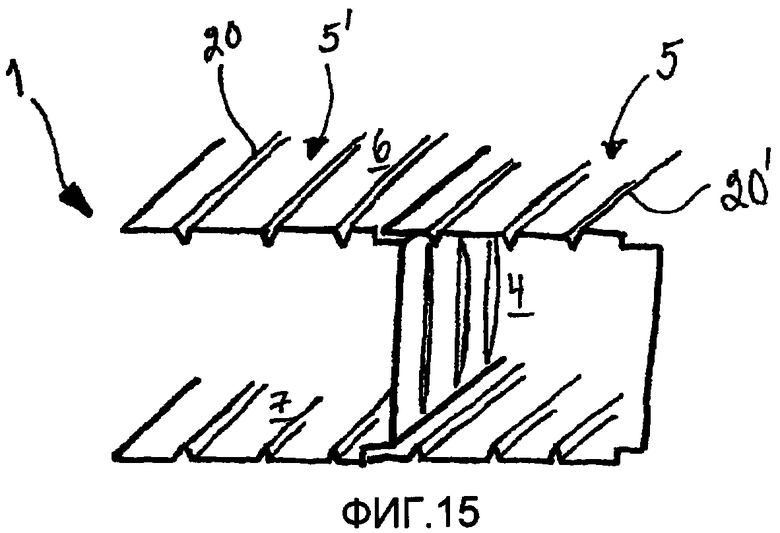
Фиг.15 изображает вид в поперечном разрезе ячеистой плиты в соответствии с десятым вариантом осуществления настоящего изобретения;
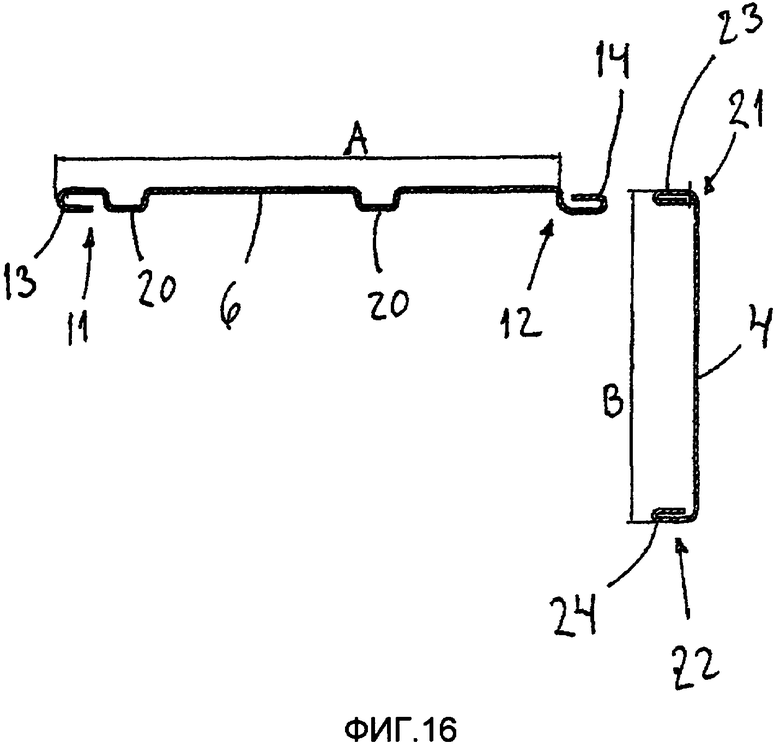
Фиг.16 изображает вид в поперечном разрезе наружного элемента и внутреннего элемента в соответствии с одиннадцатым вариантом осуществления настоящего изобретения;
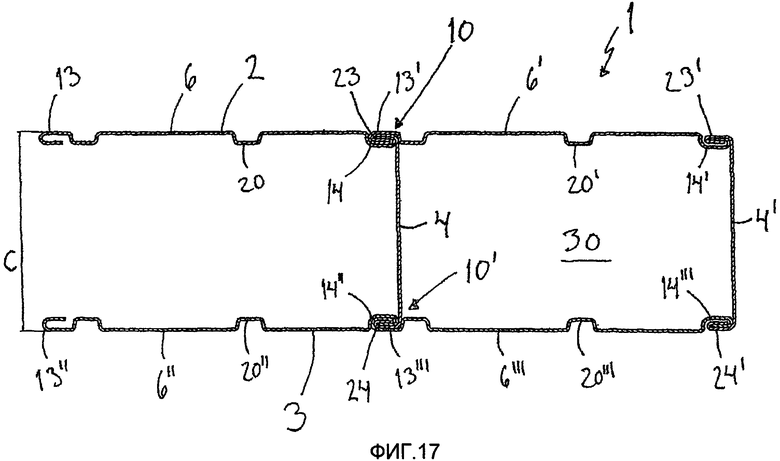
Фиг.17 изображает вид в поперечном разрезе части ячеистой плиты в соответствии с двенадцатым вариантом осуществления настоящего изобретения;
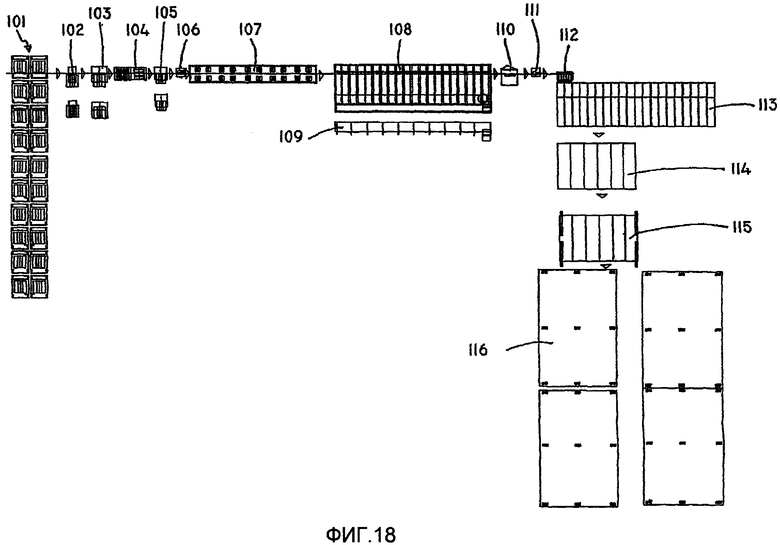
Фиг.18 изображает производственную линию в соответствии с настоящим изобретением;
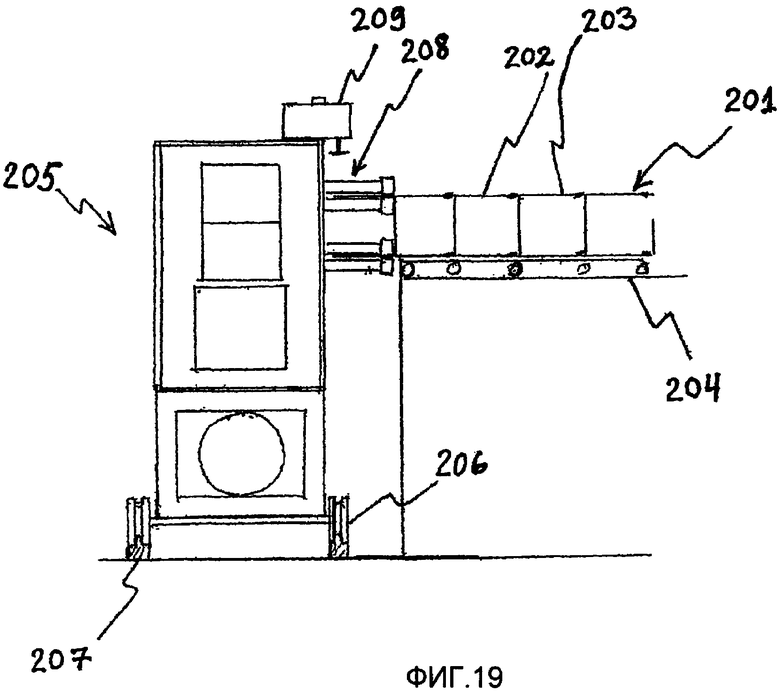
Фиг.19 изображает установку в соответствии с вариантом осуществления настоящего изобретения, показанную с одного конца;
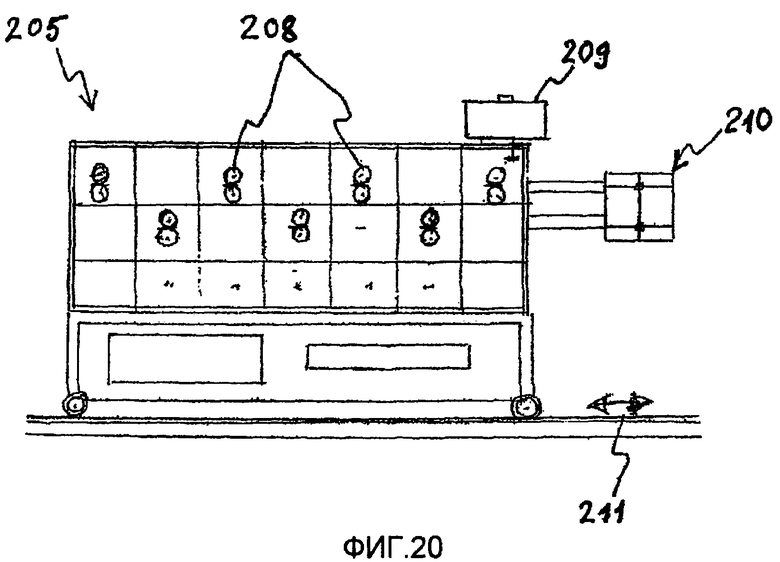
Фиг.20 изображает установку на Фиг.19, показанную с одной стороны;
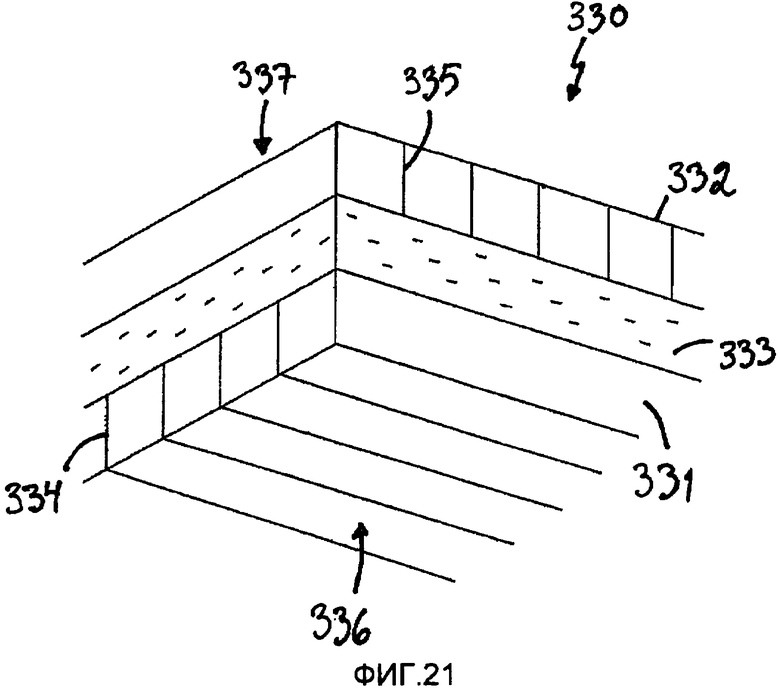
Фиг.21 изображает вариант осуществления конструкции в соответствии с настоящим изобретением;
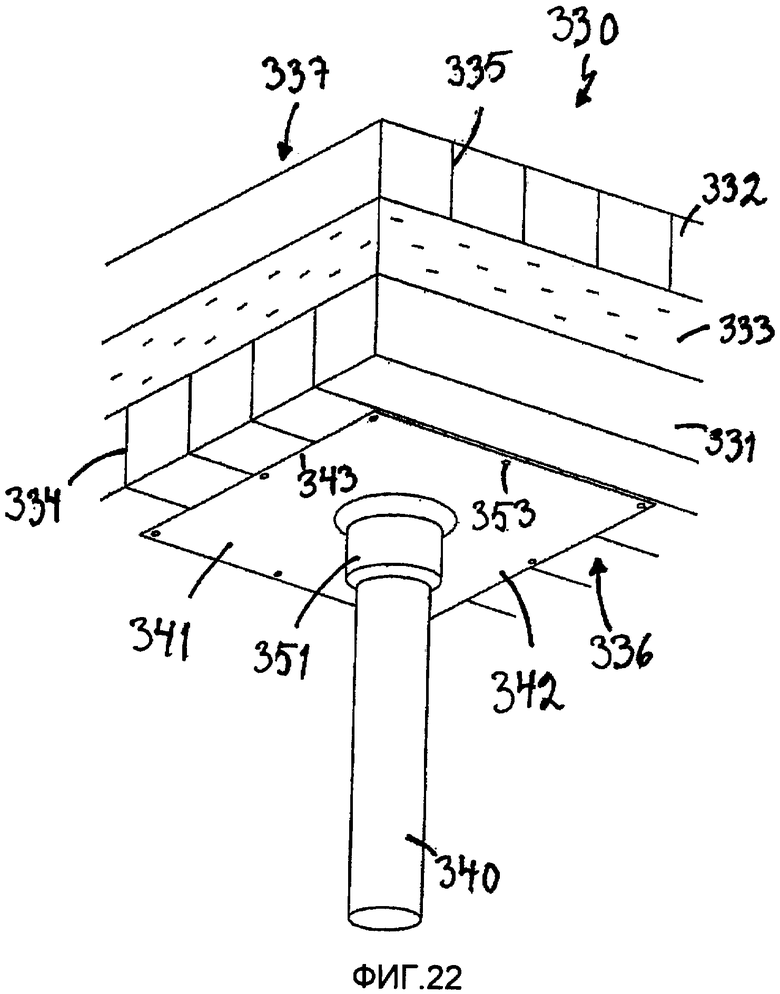
Фиг.22 изображает второй вариант осуществления конструкции в соответствии с настоящим изобретением;
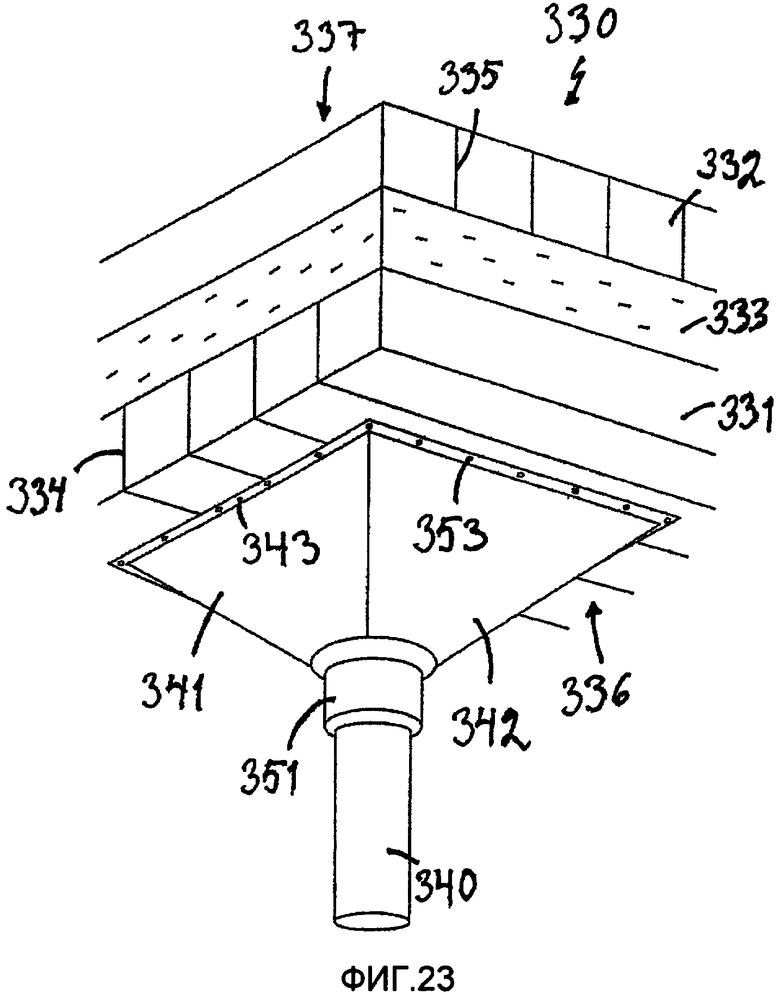
Фиг.23 изображает третий вариант осуществления конструкции в соответствии с настоящим изобретением;
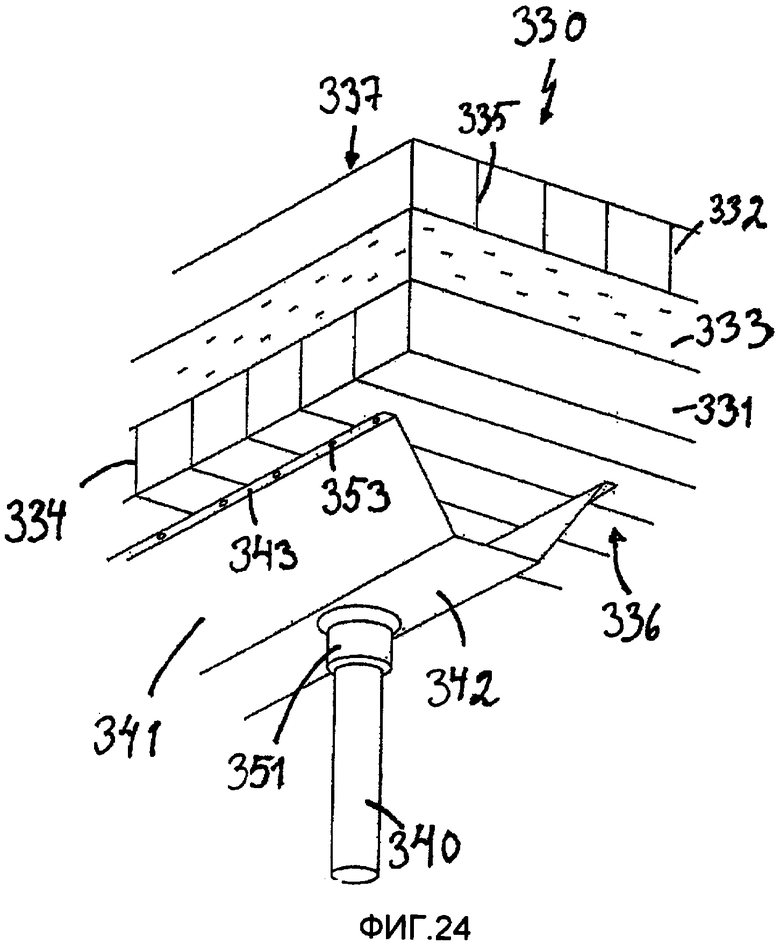
Фиг.24 изображает четвертый вариант осуществления конструкции в соответствии с настоящим изобретением.
Подробное описание примеров на чертежах
Подобные ссылочные номера используются для соответствующих элементов в различных вариантах осуществления. На некоторых чертежах, описывающих настоящее изобретение, элементы изображены с неточными размерами для ясности. Например, зазоры между профилями обычно увеличены.
Фиг.1 изображает ячеистую плиту 401 известного уровня техники. Ячеистая плита 401 содержит первую наружную пластину 402 и параллельную ей вторую наружную пластину 403. Отдельные внутренние конструкции 404 приварены между наружными пластинами.
Фиг.2 изображает в основном виде часть ячеистой плиты 1 в соответствии с настоящим изобретением. Ячеистая плита 1 собрана из ряда металлических профилей 5 в Z-образной форме. Каждый профиль 5 содержит первый элемент 6 и параллельный ему второй элемент 7. Наружные элементы соединены при помощи цельного внутреннего элемента 4, который образует элемент, выполненный как одно целое с ними. Профиль 5 согнут из плоской металлической пластины, например, посредством роликового профилирования на роликогибочной машине или образования первого и второго сгибов 8 и 9 на ней. Первый сгиб 8 расположен между первым наружным элементом 6 и внутренним элементом 4. Второй сгиб 9 расположен между вторым наружным элементом 7 и внутренним элементом 4. Внутренний элемент 4 согнут приблизительно под прямым углом относительно наружных элементов. Когда профили прикреплены друг к другу, например, посредством сварки в своих точках 10 контакта, первые наружные элементы образуют первую наружную пластину 2 ячеистой плиты и вторые наружные элементы образуют вторую наружную пластину 3 ячеистой плиты.
Ячеистая плита 1 на Фиг.3 соответствует иначе ячеистой плите 1 на Фиг.2, и отношение длины внутреннего элемента 4 к длине наружных элементов 6 и 7, по существу, больше отношения внутреннего элемента 4 к длине поверхности 6 и 7 на Фиг.2. Хотя профили 5 на обоих чертежах выполнены из металлической полосы с одной и той же толщиной, ячеистая плита 1 на Фиг.3, по существу, имеет повышенную прочность.
Ячеистая плита 1, изображенная на Фиг.4, образована из ряда взаимно идентичных и симметричных профилей 5, 5'. Фиг.5 изображает в увеличенном виде точку 10 контакта между двумя профилями 5, 5'. В точке 10 контакта первый крепежный сгиб 11' образован на первом сгибе 8' первого профиля 5'. Конец 12 первого наружного элемента 6 во втором профиле 5 вставляется в крепежный сгиб, так что соседние поверхности 6 и 6' будут находиться в одной и той же плоскости. Соседние профили 5 и 5' могут, например, привариваться друг к другу в точке 10 контакта между концом 12 наружного элемента 6 и крепежным сгибом 11', расположенными рядом друг с другом. Другие места крепления между профилями расположены подобным образом.
Ячеистая плита 1, изображенная на Фиг.6, образована из ряда взаимно идентичных и симметричных профилей 5, 5'. Фиг.7 изображает в увеличенном виде точку 10 контакта между двумя профилями 5, 5'. В точке 10 контакта образован первый крепежный сгиб 11 в форме паза на втором сгибе 9 первого профиля 5. Второй крепежный сгиб 14' образован на конце 13' второго наружного элемента 7' второго профиля 5'. Конец 13' вставляется в первый крепежный сгиб 11 таким образом, что соседние наружные элементы 7 и 7' будут находиться в одной и той же плоскости. Соседние профили 5 и 5' могут, например, склеиваться друг с другом в точке 10 контакта между концом 13' и крепежным сгибом 11, расположенными рядом друг с другом. Другие места крепления между профилями расположены подобным образом.
Фиг.8 показывает, как ячеистая плита 1 сформирована из ряда взаимно идентичных и симметричных профилей 5, 5'. На первом сгибе 8 первого профиля 5 в первой точке 10 контакта образован первый крепежный сгиб 11, содержащий паз 15 и выступ 16, расположенные рядом друг с другом. На конце 13' первого наружного элемента 6' второго профиля 5' образован крюкообразный второй крепежный сгиб 14'. Крепежный сгиб 14' вставляется в паз 15 и выступ 16 таким образом, что соседние первые наружные элементы 6 и 6' будут расположены в одной и той же плоскости после закрепления.
Соседние профили 5 и 5' могут, например, склеиваться друг с другом в точке 10 контакта между концом 13' и крепежным сгибом 11, расположенными рядом друг с другом. Другие места крепления между профилями расположены аналогичным образом.
Третий крепежный сгиб 22', содержащий выемку 23', образован рядом со вторым сгибом 9' второго профиля 5' во второй точке 10' контакта на Фиг.8. На втором конце 24 второго наружного элемента 7 первого профиля 5 образован крюкообразный четвертый крепежный сгиб 25. Крепежный сгиб 25 вставляется в паз 23' таким образом, что соседние вторые наружные элементы 7 и 7' будут расположены в одной и той же плоскости после закрепления.
Фиг.9 изображает в увеличенном виде первую точку 10 контакта, показанную на Фиг.8, и как профили 5 и 5' закрепляются здесь посредством машинного сшивания. Паз 15, выступ 16 и крепежный сгиб 14' прижимаются в направлении, обозначенном стрелкой, к стационарному высекальному ножу 20. Таким образом, профили 5 и 5', выполненные из тонкой пластины, закрепляются друг с другом.
Фиг.10 изображает в увеличенном виде вторую точку 10' контакта, показанную на Фиг.8, и как профили 5 и 5' закрепляются здесь посредством машинного сшивания. Паз 23' и крепежный сгиб 25 прижимаются в направлении, обозначенном стрелкой, к стационарному высекальному ножу 20. Таким образом, профили 5 и 5', выполненные из тонкой пластины, закрепляются друг с другом.
Фиг.11 изображает ячеистую плиту 1, подобную ячеистой плите на Фиг.4, в результате чего эта плита образована из ряда взаимно идентичных и симметричных профилей 5, 5', 5''. В первой точке 10 контакта первый крепежный сгиб 11' образован на первом сгибе 8' профиля 5'. Конец 12 первого наружного элемента 6 профиля 5 вставляется в крепежный сгиб, так что соседние наружные элементы 6 и 6' будут находиться в одной и той же плоскости. Соседние профили 5 и 5' могут, например, свариваться друг с другом таким образом, что они закрепляются в точке 10 контакта между концом 12 наружного элемента 6 и крепежным сгибом 11', расположенными рядом друг с другом. Винт или заклепка 31 также устанавливаются через конец 12 и крепежный сгиб 11' для обеспечения соединения.
Во второй точке 10' контакта на Фиг.11 крепежный сгиб 14' образован на конце 13'' второго наружного элемента 7'' профиля 5''. Крепежный сгиб 14'' расположен рядом с внутренним элементом 4' соседнего профиля, так что соседние вторые наружные элементы 7' и 7'' будут находиться в одной и той же плоскости. Соседние профили 5 и 5' могут, например, свариваться или склеиваться друг с другом в точке 11 контакта между крепежным сгибом 14' и внутренним элементом 4', расположенными рядом друг с другом. Винт или заклепка 31 также устанавливаются через крепежный сгиб 14' и внутренний элемент 4' для обеспечения соединения. Другие точки крепления между профилями на Фиг.11 расположены подобным образом.
Фиг.12 изображает вид в поперечном разрезе ячеистой плиты в соответствии с седьмым вариантом осуществления настоящего изобретения. Ячеистая плита 1 собрана из ряда металлических профилей 5, 5', имеющих форму буквы U. Каждый профиль 5, 5' содержит первый наружный элемент 6 и параллельный второй наружный элемент 7. Наружные элементы соединяются при помощи внутреннего элемента 4, который образует элемент, выполненный как одно целое с ними. Профиль 5 согнут из плоской металлической пластины, например, посредством роликового профилирования или бокового обжатия первого и второго сгибов 8 и 9 на ней. Первый сгиб 8 расположен между первым наружным элементом 6 и внутренним элементом 4. Второй сгиб находится между вторым наружным элементом 7 и внутренним элементом 4. Внутренний элемент 4 согнут приблизительно под прямым углом к наружным элементам. Когда профили закреплены друг с другом, например, посредством сварки и/или с помощью винтов или заклепки 31 в своих точках контакта, первые наружные элементы образуют первую наружную пластину ячеистой плиты и вторые наружные элементы образуют вторую наружную пластину ячеистой плиты.
Фиг.13 изображает ячеистую плиту 1, подобную ячеистой плите на Фиг.12, которая образована из ряда взаимно идентичных и симметричных U-образных профилей 5, 5'. В отдельном профиле внутренний элемент 4 образован со сгибами 22 в зигзагообразной форме. Сгибы могут находиться на всем расстоянии в направлении внутреннего элемента, т.е. от первой наружной кромки внутреннего элемента до его второй наружной кромки. С помощью сгибов можно изменять характеристики прочности и гибкости профилей и, таким образом, характеристики прочности и гибкости ячеистой плиты по необходимости.
Фиг.14 изображает вид в поперечном разрезе ячеистой плиты в соответствии с девятым вариантом осуществления настоящего изобретения. Ячеистая плита 1 образована из ряда металлических профилей 5, 5', имеющих форму буквы U. Каждый профиль 5, 5' содержит первый наружный элемент 6 и параллельный второй наружный элемент 7, причем наружные элементы соединяются при помощи внутреннего элемента 4, который образует элемент, выполненный как одно целое с ними. Удлиненные армирующие формы 20, 20' были образованы в профиле 5 как на наружных элементах 6, 7, так и на внутреннем элементе 4 ячеистой плиты 1. Армирующие формы были образованы, например, посредством роликового профилирования или бокового обжатия. Армирующие формы 20, 20' были образованы как на наружных элементах 6, 7, так и на внутреннем элементе таким образом, что они проходят от направления внутреннего элемента. Армирующие формы 20, 20' были образованы таким образом, что они начинаются на первом расстоянии от первого конца 6'' поверхности 6, и таким образом, что они проходят до второго расстояния от соединения 6'' между наружным элементом 6 и внутренним элементом 4. Для ясности Фиг.14 не показывает закрепление профилей 5 друг с другом.
Фиг.15 изображает ячеистую плиту 1, подобную ячеистой плите на Фиг.14, в результате чего плита образована из ряда взаимно идентичных U-образных профилей 5, 5' с армирующими формами 20, 20', образованными на них. На наружных элементах 6, 7 армирующие формы 20, 20' были образованы параллельно направлению внутреннего элемента, а на внутреннем элементе 4 они образованы от направления внутреннего элемента. Для ясности Фиг.15 не показывает закрепление профилей 5 друг с другом.
Фиг.16 изображает наружный элемент 6 и внутренний элемент 4 в соответствии с настоящим изобретением. Профили или тонкие пластины 4 и 6 были образованы из плоской металлической полосы посредством роликового профилирования крепежных сгибов на их продольных кромках и армирующих форм 20 в продольном направлении профиля между кромками поверхности 6. Крепежный сгиб 13 расположен на первой кромке 11 наружного элемента 6, и крепежный сгиб 14 расположен на второй кромке 12 наружного элемента. Крепежный сгиб 23 расположен на первой кромке 21 внутреннего элемента 4, и крепежный сгиб 24 расположен на второй кромке 22 внутреннего элемента.
Фиг.17 изображает пример образования ячеистой плиты 1 из отдельных профилей, т.е. из наружных элементов 6, 6', 6'', 6''' и внутренних элементов 4, 4'. Крепежный сгиб 14 второй кромки наружного элемента 6, крепежный сгиб 13' первой кромки наружного элемента 6' и крепежный сгиб 23 первой кромки внутреннего элемента 4 вставляются друг в друга в точке 10 контакта. Подобным образом крепежный сгиб 14'' второй кромки наружного элемента 6'', крепежный сгиб 13''' первой кромки наружного элемента 6''' и крепежный сгиб 24 второй кромки внутреннего элемента 4 вставляются друг в друга в точке 10' контакта. Профили закрепляются друг с другом посредством машинного сшивания в точках 10 и 10' контакта. Тогда наружные элементы 6 и 6' образуют первую наружную пластину 2 ячеистой плиты 1, и наружные элементы 6'' и 6''' образуют вторую наружную пластину 3 ячеистой плиты 1. В точках крепления сжатый материал имеет шесть слоев.
На Фиг.16 и 17 показано, что наружные элементы, расположенные напротив друг друга, такие как 6 и 6', имеют идентичную форму. Поверхностные элементы 6 и 6' были установлены только во взаимно противоположном положении. Таким образом, ячеистая плита 1 образована с использованием профилей только двух разных форм - одна для наружных элементов и другая для внутренних элементов.
Ширина или прогон A наружного элемента, изображенного на Фиг.16, может составлять, например, приблизительно 0,15 м. Ширина B внутреннего элемента, изображенного на Фиг.16, может составлять, например, приблизительно 0,9 м. Толщина всей ячеистой плиты 1, изображенной на Фиг.17, тогда будет составлять приблизительно B плюс толщина двух используемых металлических пластин, другими словами, например, 0,095 м.
Во время сборки можно устанавливать изоляцию в пространстве 30 внутри ячеистой плиты. Изоляцией может быть, например, прокладка из минеральной шерсти, которая, по существу, полностью занимает пространство 30. В одном пространстве 30 можно расположить слой минеральной шерсти, имеющий поперечное сечение приблизительно прямоугольной формы. Эта изоляция может иметь размеры, которыми, например, являются A × B, используя указанные размеры. В направлении, поперечном поперечному сечению, изображенному на чертежах, изоляция может, например, иметь длину всей ячеистой плиты или профилей 4 и 6.
Фиг.18 изображает производственную линию в соответствии с настоящим изобретением для изготовления элемента стальной ячеистой плиты из стальной листовой полосы. Обычно, по меньшей мере, основная часть устройств производственной линии в соответствии с настоящим изобретением и, предпочтительно, все устройства расположены в одном и том же здании. Производственная линия работает следующим образом.
Рулоны стальной листовой полосы хранятся в отделении 101 для хранения. Отделение для хранения содержит много рулонов. По необходимости стальные листовые рулоны перемещаются при помощи устройства 102 для перемещения рулонов из отделения для хранения на первую моталку 103. Стальной лист разматывается с первой моталки на устройство (104) для продольной разрезки листа на полосы. Устройство для продольной разрезки листа на полосы разрезает стальной лист на листовые полосы с шириной и толщиной, определяемыми в соответствии с заданным рассматриваемым элементом ячеистой плиты. Например, если ширина B внутреннего элемента 4, в основном определяющая толщину заданной ячеистой плиты, составляет 100 мм, тогда ширина необходимой полосы для внутреннего элемента составляет 100 мм + количество материала, необходимого для крепежных сгибов 23 и 24, другими словами, материала, необходимого для машинного сшивания.
Полосы, разрезанные на устройстве 104 для продольной разрезки листа на полосы, перемещаются на вторую моталку 105. Если необходимо, то также можно сделать полосы разной ширины и хранить их в отделении для хранения. Разрезанные полосы разматываются со второй моталки 105 на устройство 106 для резки полос. Устройство 106 для резки разрезает полосу на стальные листовые заготовки с заданной длиной. Полоса режется по длине, определяемой длиной заданной ячеистой плиты.
Затем стальные листовые заготовки перемещаются с устройства 106 для резки на роликогибочную машину 107. Роликогибочная машина 107 формирует крепежные сгибы 13, 14, 23, 24 (см. Фиг.1 и 2) на заготовках, а также любые другие формы, такие как армирующие сгибы 20. Таким образом, заготовки превращаются в тонкие пластины или профили, которые образуют ячеистую плиту. Ширина тонкой пластины 6, 6', образующей наружную пластину 2, 3 ячеистой плиты, определяет прогон A участка пластины и расстояние между внутренними элементами 4, 4'. Ширина B тонкой пластины 4, 4', образующей внутреннюю конструкцию, определяет толщину C готовой ячеистой плиты и, таким образом, также ее прочность. Обычно чем шире внутренний элемент, тем более жесткая и прочная получается ячеистая плита.
С роликогибочной машины 107 тонкие пластины перемещаются на стол 108 для сортировки тонких пластин. Стол 108 для сортировки тонких пластин нужен в качестве места для сортировки и хранения тонких пластин. На сортировочном столе 108 тонкие пластины сортируются в соответствии с порядком их сборки. Отсортированные тонкие пластины перемещаются с сортировочного стола 108 на стол 109 для предварительной сборки тонких пластин. На столе для сортировки тонкие пластины предварительно закрепляются друг с другом на крепежных сгибах перед сшиванием. На этом этапе можно, например, предварительно закрепить одну заготовку профиля, другими словами, две наружные тонкие пластины 6 и 6' и внутреннюю тонкую пластину 4, соединяющую их.
Тонкие пластины, предварительно закрепленные друг с другом, перемещаются вперед со стола 109 для предварительной сборки либо в устройство 111 для склеивания, либо в устройство 110 для нанесения изоляции, либо на стол 113 для сборки ячеистой плиты.
Устройство 111 для склеивания может, например, выдавливать клей в зазоры между предварительно закрепленными тонкими пластинами, например, перед машинным сшиванием в шов, сшиваемый на машине. Это может обеспечить герметичную ячеистую плиту и увеличить прочность ячеистой плиты.
При помощи устройства 110 для нанесения изоляции можно расположить изоляцию, по меньшей мере, на часть тонких пластин или в зазоры между тонкими платинами. Изоляция устанавливается на предварительно сшитом на машине ячеистом участке, например, перед установкой и машинным сшиванием следующей предварительно собранной заготовки профиля. Изоляцию можно приклеить между пластинами по необходимости.
На столе 113 для сборки ячеистой плиты тонкие пластины, предварительно закрепленные друг с другом, сшиваются на машине при помощи кромкозагибочной машины 112, так что они прочно закрепляются друг с другом на своих крепежных сгибах, и, таким образом, формируются части элемента ячеистой плиты. Кромкозагибочная машина 112 обычно расположена с возможностью перемещения вдоль одной стороны сборочного стола 113, например, по направляющим. Например, можно действовать следующим образом: уже сшитый элемент ячеистой плиты перемещается на сборочный стол по ширине тонкой пластины, после чего новые предварительно собранные тонкие пластины подаются для сшивания. Количество тонких пластин, сшитых вместе, определяет ширину ячеистой плиты.
Элементы ячеистой плиты заданного размера перемещаются со сборочного стола 113 на дополнительный стол 114 элемента ячеистой плиты. На дополнительном столе 114 ячеистая плита доводится до конца, например, дополнительное оборудование, окантовки, необходимые отверстия и т.д. осуществляются на этом этапе. Готовые элементы ячеистой плиты перемещаются при помощи устройства 115 для подъема элемента ячеистой плиты с дополнительного стола 114 в отделение 116 для хранения элементов ячеистой плиты. Обычное подъемное устройство 116 поднимает готовый элемент ячеистой плиты и одновременно поддерживает его на его концах, которые могут разъединиться. В отделении 116 для хранения элементы могут храниться в горизонтальном или вертикальном положении.
Установка, изображенная на Фиг.19 и 20, может иллюстрировать пример сшивания на машине, т.е. кромкозагибочный пресс 112 и сборочный стол 113.
Фиг.19 и 20 изображают установку для изготовления элемента ячеистой плиты из тонких пластин 202, 203. Фиг.19 изображает установку в соответствии с вариантом осуществления настоящего изобретения, если смотреть от первого направления, т.е. от одного конца. Установка содержит сборочный стол 204 элемента 201 ячеистой плиты и кромкозагибочный пресс 205, расположенный в соединении с ним. Кромкозагибочный пресс 205 расположен для перемещения на колесах 206, поддерживаемых направляющими 207 на одной стороне сборочного стола 204. Кромкозагибочный пресс 205 содержит необходимые источники питания, такие как электрический и/или гидравлический двигатели, устройства автоматического регулирования, муфты и коробки передач и другое необходимое оборудование, известное, по существу, специалисту в данной области техники.
Кромкозагибочный пресс 205 содержит устройства валов, прижимные и закатывающие ролики 208, известные, по существу, специалисту в данной области техники. Преимущественно сборочный стол 204 приводится в действие таким образом, что готовая часть элемента ячеистой плиты может перемещаться вперед на стол, так что следующая тонкая пластина может подаваться для сшивания. Кроме того, Фиг.19 изображает средство 209 для расположения изолирующего материала, такого как уретановый клей, по меньшей мере, между некоторыми пластинами перед сшиванием на кромкозагибочном прессе указанных тонких пластин.
На сборочном столе 204 элемента ячеистой плиты кромкозагибочный пресс 205 сшивает предварительно закрепленные тонкие пластины прочно друг с другом на их крепежных выступах, и, таким образом, формируется элемент ячеистой плиты. Операции, например, выполняются следующим образом: уже сшитая часть элемента ячеистой плиты перемещается на сборочный стол по ширине тонкой пластины, после чего подаются новые предварительно собранные тонкие пластины, так что они могут сшиваться с компонентом элемента ячеистой плиты. Количество тонких пластин, сшитых вместе, определяет ширину ячеистой плиты.
Фиг.20 изображает установку на Фиг.19, показанную с одной стороны или в направлении, поперечном направлению на Фиг.19. Стрелка 211 на чертеже показывает направление движения кромкозагибочного пресса 205. Кроме того, на чертеже показано средство 210 для подачи тонких пластин в кромкозагибочный пресс. Когда кромкозагибочный пресс 205 сшил тонкие пластины 202, 203 друг с другом и с предварительно сшитыми тонкими пластинами, другими словами, когда он переместился от первого конца ко второму концу сборочного стола 204, тогда он будет перемещать следующие тонкие пластины в точное положение для обработки, когда он вернется в свое исходное положение. Затем кромкозагибочный пресс может непосредственно начать новый цикл сшивания, т.е. перемещаться снова от первого конца сборочного стола к его второму концу и одновременно выполнять все необходимые швы. Обычно всеми рассматриваемыми швами, например, являются верхний и нижний швы тонкой пластины.
Фиг.21-24 изображают плоскую несущую конструкцию 330 здания, содержащую первую плоскую ячеистую плиту 331, вторую плоскую ячеистую плиту 332 и плоский изолирующий слой 333, который закреплен между первой и второй ячеистыми плитами. Внутренние элементы 334 ячеистой плиты 331 расположены параллельно с плоскостью ячеистой плиты 331 и в основном направлены в первом направлении. Внутренние элементы 335 ячеистой плиты 332 расположены параллельно с плоскостью ячеистой плиты 332 и в основном направлены во втором направлении. Первая и вторая ячеистые плиты и изолирующий слой между ними в основном параллельны. Внутренние элементы 334 и 335 в основном перпендикулярны друг к другу. Поверхностью первой ячеистой плиты 331, направленной от изолирующего слоя 333, является нижняя поверхность 336 конструкции 330. Поверхностью второй ячеистой плиты 332, направленной от изолирующего слоя 333, является верхняя поверхность 337 конструкции 330. Первой и второй ячеистыми плитами 331 и 332 являются, например, стальные ячеистые плиты в соответствии с Фиг.16 и 17 или 1-15.
Фиг.22-24 изображают конструкции 330, которые предназначены в качестве несущих конструкций зданий. Нижняя поверхность 226 конструкции поддерживается на удлиненной опоре 340. Опора может быть выполнена, например, из стали или бетона. Опора 340, по существу, является вертикальной, т.е., по существу, перпендикулярна в основном горизонтальному направлению конструкции 330. Опора 340 прикрепляется к нижней поверхности 336 ячеистой плиты 331 с помощью прокладки 341 опоры. Что касается опоры, прокладка опоры содержит крепежную часть 351, насаживающуюся на опору. Прокладка 341 опоры распределяет нагрузку, приложенную опорой 340 на нижнюю поверхность 336 конструкции через свою увеличенную часть 342, по площади, которая больше конца опоры 340, т.е. по площади контакта прокладки опоры. Площадь контакта определяется краями 343 увеличенной части 342 прокладки опоры, которые прикрепляются к нижней поверхности 336. Площадь контакта прокладки 341 опоры, по существу, больше площади конца опоры 340, прикрепленной к прокладке опоры, выступающей на нижней поверхности. Прокладка опоры прикрепляется к нижней поверхности 336 конструкции 330 при помощи крепежных элементов 353, например при помощи болтов, или посредством сварки.
В варианте осуществления на Фиг.22 увеличенная часть 342 прокладки опоры является плоской пластиной. Плоской пластиной, например, может быть стальная пластина с толщиной, по меньшей мере, 10 мм. Практически, существует риск того, что даже относительно толстая пластина 342 может сгибаться таким образом, что края 342 отсоединяются от нижней поверхности 336. Это уменьшает площадь контакта, и нагрузка опоры 340 будет изменять направление на ровной меньшей площади относительно конструкции 330.
В варианте осуществления на Фиг.23 и 24 увеличенная часть 342 прокладки опоры в основном выполнена из пластинчатого материала и расположена в соединении с нижней поверхностью 336 конструкции только на краях 343 увеличенной части 342. Направление плоскости такого пластинчатого материала отличается, по существу, от направления плоскости нижней поверхности 336. Однако края 343 могут сгибаться в основном в направлении плоскости нижней поверхности 336. Конструкция, подобная этой, всегда распределяет усилия со стороны опоры 340, направленные на конструкцию 330, по большой площади нижней поверхности 336. Материалом этой пластинчатой увеличенной части может быть стальная пластина с толщиной, например, от 3 до 10 мм.
Фиг.23 изображает увеличенную часть 342, имеющую в основном форму усеченной пирамиды.
Фиг.24 изображает увеличенную часть 342, имеющую желобообразную форму. В вертикальном поперечном сечении желоб увеличенной части 343 имеет в основном форму буквы V или U, открытую по направлению к нижней поверхности 336.
Чертежи изображают только некоторые преимущественные варианты осуществления в соответствии с настоящим изобретением. Чертежи подробно не показывают элементы, которые являются вспомогательными для основной идеи настоящего изобретения или, по существу, известны или являются, по существу, очевидными для специалиста в данной области техники. Для специалиста известного уровня техники понятно, что настоящее изобретение не ограничивается только примерами, приведенными выше, и в настоящем изобретении возможны изменения в объеме формулы изобретения, приведенной ниже. Зависимые пункты формулы изобретения представляют некоторые возможные варианты осуществления настоящего изобретения, которые, по существу, не должны толковаться как ограничивающие объем настоящего изобретения.
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления ячеистой плиты и элемента ячеистой плиты из стальной листовой полосы. Ячеистая плита содержит ряд профилей из листового материала, закрепленных друг с другом. Профиль предназначен для формирования в готовой ячеистой плите, по существу, плоского первого наружного элемента, по существу, плоского второго наружного элемента, внутреннего элемента, который расположен для соединения первого и второго наружных элементов. В ячеистой плите профили закрепляют друг с другом, чтобы в соседних тонких пластинах первые наружные элементы располагались рядом с образованием первой наружной пластины ячеистой плиты, вторые наружные элементы располагались рядом с образованием второй наружной пластины ячеистой плиты, а внутренние элементы образовывали внутреннюю конструкцию ячеистой плиты. Способ осуществляют на производственной линии, содержащей роликогибочную машину для образования крепежных сгибов на стальных листовых заготовках и устройство машинного сшивания для закрепления друг с другом тонких пластин. Расширяются технологические возможности. 4 н. и 31 з.п. ф-лы, 24 ил.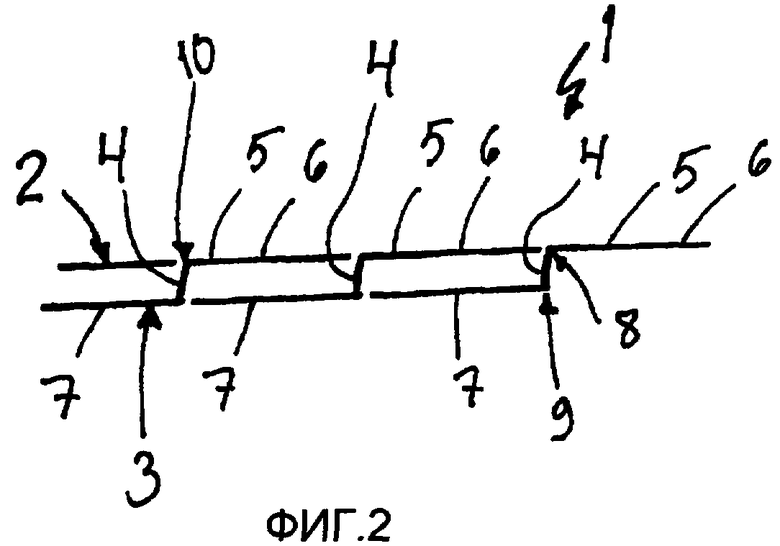
1. Способ изготовления ячеистой плиты (1), в котором ячеистая плита сформирована из первой наружной пластины (2) и второй наружной пластины (3), а также внутренней конструкции (4, 4') между ними, в результате чего ячеистая плита изготовлена посредством закрепления ряда отдельных профилей из пластинчатого материала друг с другом, причем профилями являются:
по существу, плоские первые наружные элементы (6, 6');
по существу, плоские вторые наружные элементы (6", 6'");
внутренние элементы (4, 4'), которые расположены для соединения первого и второго наружных элементов друг с другом,
в результате чего профили закрепляют друг с другом таким образом, что:
первые наружные элементы (6, 6') закрепляют вместе и, таким образом, формируют первую наружную пластину (2) ячеистой плиты;
вторые наружные элементы (6", 6'") закрепляют вместе и, таким образом, формируют вторую наружную пластину (3) ячеистой плиты; и
внутренние элементы (4, 4') прикрепляют к первому и второму наружным элементам (6, 6', 6", 6'") и, таким образом, формируют внутреннюю конструкцию ячеистой плиты,
отличающийся тем, что
формируют взаимно пригоночные крепежные сгибы на наружных элементах или внутренних элементах, благодаря которым профили, расположенные рядом, закрепляются посредством размещения крепежных сгибов один в другом;
закрепляют соседние профили друг с другом на крепежных сгибах, расположенных один в другом, посредством машинного сшивания.
2. Способ по п.1, отличающийся тем, что соседние профили дополнительно закрепляют друг с другом посредством склеивания, заклепывания, завинчивания или сварки.
3. Способ по п.1, отличающийся тем, что профили изготавливают из, по существу, плоских тонких металлических пластин подходящего размера так, что кромки, выемки, выступы или другие формы формируют на тонкой металлической пластине.
4. Способ по п.1, отличающийся тем, что посредством холодной штамповки на первом или втором наружном элементе, на внутреннем элементе или на всех из них формируют удлиненные армирующие формы, такие как выемки, пазы, выступы или уступы.
5. Способ по п.4, отличающийся тем, что удлиненные армирующие формы выполняют посредством роликового профилирования.
6. Способ по п.1, отличающийся тем, что соседние профили дополнительно закрепляют друг с другом на крепежных сгибах, расположенных один в другом, при помощи одного или более из следующих способов:
склеивания;
заклепывания;
завинчивания;
сварки.
7. Ячеистая плита (1), содержащая первую и вторую, по существу, параллельные наружные пластины (2, 3) и внутреннюю конструкцию (4, 4') между пластинами, в результате чего ячеистая плита содержит ряд профилей из пластинчатого материала, закрепленных друг с другом, тем самым профилями являются:
по существу, плоские первые наружные элементы (6, 6');
по существу, плоские вторые наружные элементы (6", 6'");
внутренние элементы (4, 4'), которые расположены для соединения первого и второго наружных элементов друг с другом,
в результате чего профили закреплены друг с другом таким образом, что в соседних профилях:
первые наружные элементы (6, 6') размещены рядом и образуют первую наружную пластину (2) ячеистой плиты;
вторые наружные элементы (6", 6'") размещены рядом и образуют вторую наружную пластину (3) ячеистой плиты; и
внутренние элементы (4, 4') профилей прикреплены к первой и второй наружным пластинам (2, 3), и образуют внутреннюю конструкцию ячеистой плиты,
отличающаяся тем, что:
взаимно пригоночные крепежные сгибы образованы на наружных элементах или внутренних элементах, благодаря которым профили, расположенные рядом, закреплены посредством размещения крепежных сгибов один в другом;
соседние профили закреплены друг с другом на крепежных сгибах, расположенных один в другом, посредством машинного сшивания.
8. Ячеистая плита по п.7, отличающаяся тем, что соседние профили дополнительно закреплены друг с другом посредством склеивания, заклепывания, завинчивания или сварки.
9. Ячеистая плита по любому из предыдущих пп.7 и 8, отличающаяся тем, что отдельный профиль выполнен из одной плоской тонкой металлической пластины подходящего размера таким образом, что кромки, выемки, выступы или другие формы сформированы на тонкой металлической пластине.
10. Ячеистая плита по п.7, отличающаяся тем, что соседние профили дополнительно закреплены друг с другом на крепежных сгибах, расположенных один в другом, при помощи одного или более из следующих крепежных элементов:
клея;
заклепки;
винта;
сварного шва.
11. Ячеистая плита по п.7, отличающаяся тем, что первый и второй наружные элементы расположены, по существу, параллельно.
12. Ячеистая плита по п.7, отличающаяся тем, что первый и второй наружные элементы имеют, по существу, идентичную форму, или тем, что они, по существу, являются зеркальными отображениями друг друга.
13. Ячеистая плита по п.7, отличающаяся тем, что внутренние элементы образованы со сгибами в зигзагообразной форме или волнообразной форме.
14. Ячеистая плита по п.7, отличающаяся тем, что удлиненные армирующие формы, такие как выемки, пазы, выступы или уступы образованы при помощи холодной штамповки на первом или втором наружном элементе, на внутреннем элементе или на всех из них.
15. Ячеистая плита по п.14, отличающаяся тем, что удлиненные армирующие формы выполнены посредством роликового профилирования.
16. Ячеистая плита по п.7, отличающаяся тем, что ячеистая плита образована при помощи профилей двух типов, из которых первые профили расположены для образования наружных элементов, и вторые профили расположены для образования внутренних элементов.
17. Способ изготовления элемента ячеистой плиты (1) из стальной листовой полосы, отличающийся тем, что способ включает, по меньшей мере, следующие этапы:
роликовое профилирование крепежных сгибов (13, 14, 23, 24) на стальных пластинчатых заготовках, имеющих определенную ширину и длину и изготовленных из стальной листовой полосы при помощи роликогибочной машины (107), и, таким образом, превращение заготовок в тонкие пластины (4, 6);
сортирование тонких пластин в соответствии с порядком их сборки;
предварительное закрепление тонких пластин друг с другом на их крепежных сгибах;
машинное сшивание тонких пластин, предварительно закрепленных друг с другом при помощи устройства (112) машинного сшивания, так что их прочно закрепляют друг с другом на крепежных сгибах, в результате чего тонкие пластины, закрепленные друг с другом, образуют наружную пластину (2, 3) и внутреннюю конструкцию (4) элемента ячеистой плиты, таким образом, формируя элементы ячеистой плиты.
18. Способ по п.17, отличающийся тем, что заготовки образуют перед роликовым профилированием следующим образом:
отрезают части с заданной шириной от стальной листовой полосы при помощи устройства (104) нарезки полос;
отрезают стальные пластинчатые заготовки от частей при помощи устройства (106) для резки;
перемещают заготовки с устройства (106) для резки на роликогибочную машину (107).
19. Способ по п.18, отличающийся тем, что
хранят рулоны стальной листовой полосы в отделении (101) для хранения;
перемещают рулон стального листа из отделения для хранения на первую моталку (103) с помощью устройства (102) для перемещения рулона;
разматывают стальной лист с первой моталки на устройство (104) нарезки полос.
20. Способ по п.18, отличающийся тем, что
перемещают отрезанные части с устройства (104) нарезки полос на вторую моталку (105);
разматывают отрезанные части со второй моталки (105) на устройство (106) для резки.
21. Способ по п.17, отличающийся тем, что
перемещают тонкие пластины с роликогибочной машины (107) на сортировочный стол (108);
сортируют тонкие пластины на сортировочном столе (108) в соответствии с порядком их сборки;
перемещают отсортированные тонкие пластины с сортировочного стола (108) на стол (109) для предварительной сборки тонких пластин;
предварительно закрепляют тонкие пластины друг с другом на их крепежных сгибах на столе (109) для предварительной сборки;
перемещают тонкие пластины, предварительно закрепленные друг с другом, со стола (109) для предварительной сборки на стол (113) для сборки элемента ячеистой плиты;
сшивают на машине тонкие пластины, предварительно закрепленные друг с другом, на столе (113) для сборки, так что они прочно закрепляются друг с другом на их крепежных сгибах.
22. Способ по п.17, отличающийся тем, что размещают изоляцию в части сшитого на машине элемента ячеистой плиты перед установкой и машинным сшиванием следующей тонкой пластины.
23. Способ по п.22, отличающийся тем, что приклеивают изоляцию между тонкими пластинами.
24. Способ по п.17, отличающийся тем, что наносят клей при помощи устройства (111) для склеивания в зазоры между, по меньшей мере, некоторыми тонкими пластинами, предварительно закрепленными друг с другом, перед машинным сшиванием тонких пластин.
25. Способ по п.17, отличающийся тем, что доводят элементы ячеистой плиты на дополнительном столе (114), перемещают готовые элементы ячеистой плиты при помощи устройства (115) для подъема элемента ячеистой плиты с дополнительного стола (114) в отделение (116) для хранения элементов ячеистой плиты.
26. Способ по п.17, отличающийся тем, что сшивают на машине тонкие пластины, так что они будут закреплены друг с другом на крепежных сгибах, так что первые наружные тонкие пластины (6, 6') расположены рядом и, в основном, параллельно для образования первой наружной пластины (2) ячеистой плиты, и так что вторые наружные тонкие пластины (6', 6'") расположены рядом и, в основном, параллельно для образования второй наружной пластины (3) ячеистой плиты, в результате чего первая и вторая наружные пластины расположены, в основном, параллельно и на расстоянии друг от друга, и что внутренние тонкие пластины (4, 4') расположены для соединения указанных наружных пластин с целью образования внутренней конструкции элемента ячеистой плиты.
27. Способ по п.17, отличающийся тем, что формируют заготовки профилей посредством машинного сшивания трех тонких пластин, так что они закрепляются друг с другом на своих крепежных сгибах (14, 23, 14", 24), и так что две тонкие пластины или наружные тонкие пластины (6, 6') располагаются, в основном, параллельно и на расстоянии (В) друг от друга, и третья тонкая пластина, т.е. внутренняя тонкая пластина (4), располагается для соединения указанных двух наружных тонких пластин, и после этого машинным сшиванием ряда заготовок профилей рядом, так что они закрепляются друг с другом на своих сгибах (14, 13', 14", 13'"), и так что наружные тонкие пластины (6, 6') соседних заготовок профилей располагаются, в основном, параллельно, в результате чего соседние наружные тонкие пластины образуют наружные пластины элемента ячеистой плиты, и внутренние тонкие пластины образуют внутреннюю конструкцию элемента ячеистой плиты.
28. Производственная линия для изготовления элемента ячеистой плиты (1) из стальной листовой полосы, отличающаяся тем, что она содержит:
роликогибочную машину (107) для образования крепежных сгибов (13, 14, 23, 24) на стальных листовых заготовках, выполненных из стальной листовой полосы и имеющих определенную ширину и длину и, таким образом, для превращения заготовок в тонкие пластины (4, 6);
устройство (112) машинного сшивания для прочного закрепления друг с другом тонких пластин, на которых крепежные сгибы предварительно закрепляются друг с другом, так что тонкие пластины, закрепленные друг с другом, образуют наружные пластины (2, 3) и внутреннюю конструкцию (4) элемента ячеистой плиты.
29. Производственная линия по п.28, отличающаяся тем, что она содержит:
устройство (104) нарезки полос для отрезания частей с заданной шириной от стальной листовой полосы;
устройство (106) для резки полосы для резки стальных листовых заготовок заданной длины от частей, в результате чего заготовки могут перемещаться от устройства (106) для резки к роликогибочной машине (107).
30. Производственная линия по п.29, отличающаяся тем, что она содержит: отделение (101) для хранения рулонов стальной листовой полосы;
устройство (102) для перемещения рулонов для перемещения стальных листовых рулонов из отделения для хранения для обработки;
первую моталку (103), на которую стальной листовой рулон может перемещаться из отделения для хранения, с которой стальной лист может разматываться в устройство (104) нарезки полос.
31. Производственная линия по п.29, отличающаяся тем, что она содержит: вторую моталку (105), на которую отрезанные части могут перемещаться с устройства (104) нарезки полос, и с которой части могут разматываться в устройство (106) для резки полосы.
32. Производственная линия по п.28, отличающаяся тем, что она содержит: сортировочный стол (108), на который тонкие пластины могут перемещаться с роликогибочной машины (107), и на котором тонкие пластины могут сортироваться в соответствии с порядком их сборки;
стол (109) для предварительной сборки тонких пластин, на который тонкие пластины, отсортированные на сортировочном столе (108), могут перемещаться, и на котором тонкие пластины предварительно закрепляются друг с другом на своих крепежных выступах;
стол (113) для сборки элемента ячеистой плиты, на который тонкие пластины, предварительно закрепленные друг с другом, могут перемещаться со стола (109) для предварительной сборки, в соответствии с чем устройство (112) машинного сшивания расположено в соединении со столом (113) для сборки, так что оно может перемещаться относительно стола, в результате чего предварительно закрепленные тонкие пластины располагаются для соединения и формирования компонента элемента ячеистой плиты на столе (113) для сборки.
33. Производственная линия по п.28, отличающаяся тем, что она содержит устройство (110) для размещения изоляции для расположения изоляции в части сшитого на машине элемента ячеистой плиты перед установкой и машинным сшиванием следующей тонкой пластины.
34. Производственная линия по п.28, отличающаяся тем, что она содержит устройства (111) для склеивания, для нанесения клея в зазоры между, по меньшей мере, некоторыми тонкими пластинами, предварительно закрепленными друг с другом, перед машинным сшиванием этих тонких пластин.
35. Производственная линия по п.28, отличающаяся тем, что она содержит:
средства для перемещения элементов ячеистой плиты со стола (113) для сборки элемента ячеистой плиты на дополнительный стол (114) элемента ячеистой плиты;
дополнительный стол (114) элемента ячеистой плиты для доводки элементов ячеистой плиты, на который элементы ячеистой плиты могут перемещаться со стола (113) для сборки элемента ячеистой плиты;
подъемное устройство (115) для элементов ячеистой плиты для перемещения готовых элементов ячеистой плиты с дополнительного стола (114) в отделение (116) для хранения элементов ячеистой плиты.
| ИЗМЕРИТЕЛЬНАЯ ЯЧЕЙКА УСТАНОВКИ ДИФФЕРЕНЦИАЛЬНОГО ТЕРМИЧЕСКОГО АНАЛИЗА | 1999 |
|
RU2164681C1 |
| Штамп для изготовления прямоугольных коробок | 1977 |
|
SU737075A1 |
| Устройство для гофрирования полотна | 1975 |
|
SU582997A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ШЕВРОННЫМИ ГОФРАМИ | 1990 |
|
RU2086326C1 |

