Область техники, к которой относится изобретение
Настоящее изобретение относится к сверлу с индексируемыми режущими пластинами и корпусу сверла с индексируемыми режущими пластинами.
Уровень техники
В Патентном документе 1 описано сверло с индексируемыми режущими пластинами с множеством рядов пазов, образованных в стеночной поверхности канавки для удаления стружки и проходящих вдоль направления оси корпуса сверла. Стружка входит в контакт только с множеством поверхностей, образованных множеством рядов пазов. Это уменьшает площадь контакта между стеночной поверхностью и стружкой и, таким образом, возможную силу трения между стеночной поверхностью и стружкой. Это позволяет эффективно удалять стружку. Таким образом, стружка может равномерно удаляться, когда обрабатывают отверстие с относительно большим отношением L/D или когда сверлят труднообрабатываемый материал, такой как нержавеющая сталь или мягкая сталь, где L/D - это отношение глубины L к диаметру D отверстия.
Ссылочные документы
Патентные документы
Патентный документ 1: патент Японии № H06-91416 (1994).
Раскрытие изобретения
Техническая проблема
В сверле с индексируемыми режущими пластинами, описанном в Патентном документе 1, множество рядов пазов, образованных в стеночной поверхности канавки для удаления стружки, позволяют уменьшать площадь контакта между стеночной поверхностью канавки для удаления стружки и стружкой. С другой стороны, величина трения между множеством рядов пазов и стружкой может увеличиваться, таким образом, ускоряя износ поверхностей множества рядов пазов. Таким образом, недостатком является то, что эффект равномерного удаления стружки не может быть продолжительным. Кроме того, в описанном выше сверле с индексируемыми режущими пластинами используется центральная режущая пластина и режущая пластина внешней периферийной кромки для сверления. Крепежные гнезда для соответствующих двух режущих пластин, расположенные на переднем конце корпуса сверла, образуют утонченные стеночные части, которые тоньше других частей. Следовательно, недостатком является то, что когда к утонченным стеночным частям прилагается большое усилие при сверлении, утонченные стеночные части легко разрушаются.
Настоящее изобретение предназначено для решения указанных выше проблем. Задачей настоящего изобретения является создание сверла с индексируемыми режущими пластинами и корпуса сверла, которые служат для улучшения эффективности удаления стружки и достижения высокой эффективности удаления стружки в течение длительного периода. Другой задачей настоящего изобретения является создание сверла с индексируемыми режущими пластинами и корпуса сверла, которые позволяют сдерживать разрушение утонченных стеночных частей чрезмерной силой резания, при этом утонченные стеночные части расположены там, где в корпусе сверла образованы крепежные гнезда для режущих пластин.
Решение проблемы
В настоящем изобретении предлагается корпус сверла с индексируемыми режущими пластинами, содержащий крепежное гнездо для режущей пластины, в котором съемно установлена режущая пластина, образованное на передней концевой стороне корпуса сверла в направлении оси вращения, и канавку для удаления стружки, образованную таким образом, что она проходит от передней концевой поверхности к задней концевой стороне корпуса сверла в направлении оси вращения, через которую удаляется стружка, образуемая режущей пластиной, при этом стеночная поверхность, образующая канавку для удаления стружки, по меньшей мере частично включает сглаженную поверхность с шероховатостью поверхности не больше 0,5 мкм (Японский промышленный стандарт B0601: 2001) в показателях среднего арифметического отклонения профиля Ra.
Предпочтительно, корпус сверла выполнен из одного из материалов, включающих углеродистую сталь, легированную сталь и инструментальную сталь, и имеет число твердости по меньшей мере 40 по шкале С Роквелла и не больше 60 по шкале С Роквелла (Японский промышленный стандарт Z2245: 2005).
Предпочтительно, стеночная поверхность канавки для удаления стружки образована первой стеночной поверхностью и второй стеночной поверхностью, пересекающей первую стеночную поверхность, и пересекающаяся часть между первой стеночной поверхностью и второй стеночной поверхностью скруглена.
Кроме того, предпочтительно, на стеночной поверхности канавки для удаления стружки образовано покрытие с более высокой твердостью, чем у стеночной поверхности. Покрытие, предпочтительно, является твердым хромовым покрытием.
Крепежное гнездо для режущей пластины включает крепежное гнездо центральной кромки, в котором установлена режущая пластина вблизи оси вращения, и крепежное гнездо внешней периферийной кромки, в котором установлена режущая пластина на удалении от оси вращения. Стеночная поверхность канавки для удаления стружки частично образована на утонченной стеночной части, утонченной крепежным гнездом центральной кромки и крепежным гнездом внешней периферийной кромки.
Сверло с индексируемыми режущими пластинами в соответствии с настоящим изобретением отличается наличием корпуса сверла в соответствии с настоящим изобретением.
Преимущества изобретения
Настоящее изобретение обеспечивает сглаживание удаления стружки и позволяет сдерживать износ стеночной поверхности канавки для удаления стружки, который может возникать из-за контакта стружки со стеночной поверхностью. Кроме того, настоящее изобретение обеспечивает сглаживание удаления стружки, таким образом, позволяющее сдерживать разрушение утонченной стеночной части на переднем конце корпуса сверла.
Краткое описание чертежей
Фиг.1 представляет собой вид сбоку сверла с индексируемыми режущими пластинами в соответствии с вариантом осуществления изобретения настоящего изобретения;
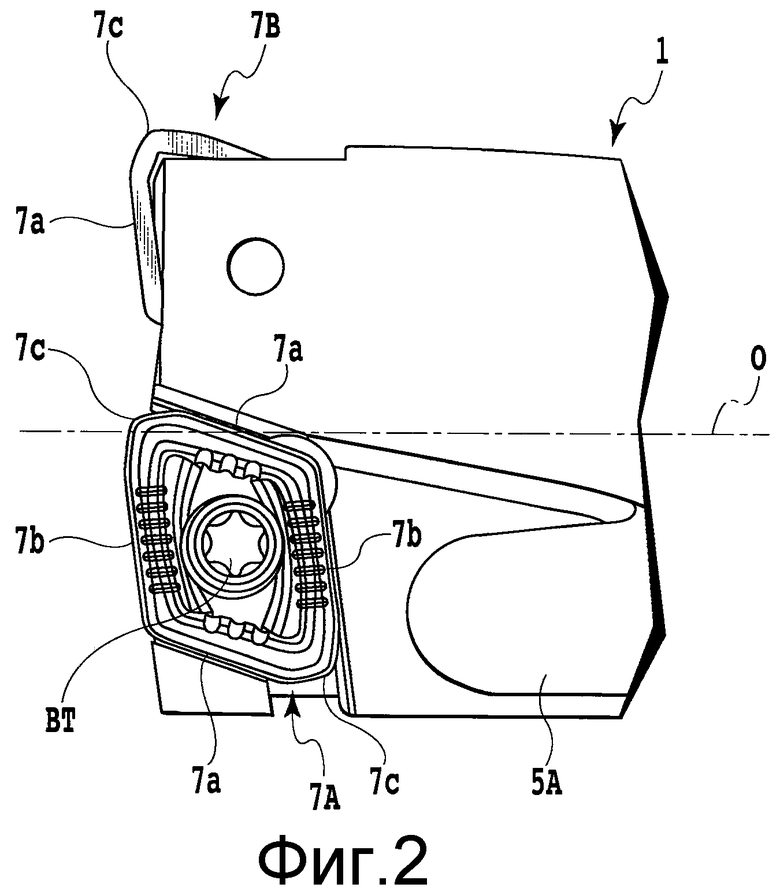
Фиг.2 представляет собой увеличенный вид передней оконечной части сверла с индексируемыми режущими пластинами, показанного на фиг.1;
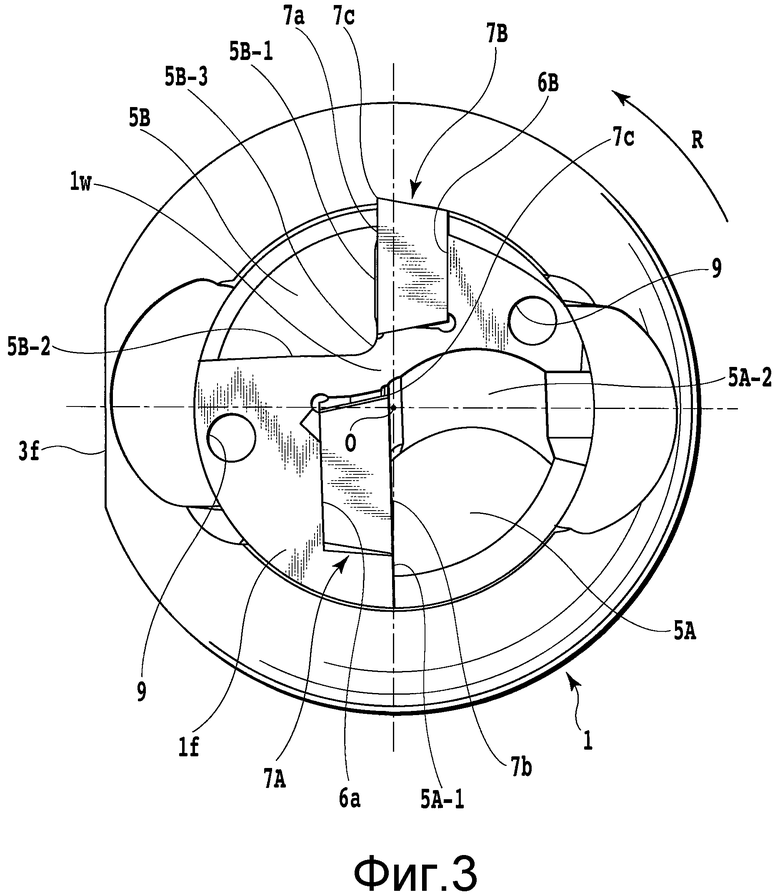
Фиг.3 представляет собой вид спереди передней концевой части сверла с индексируемыми режущими пластинами, показанного на фиг.1, если смотреть в направлении оси вращения;
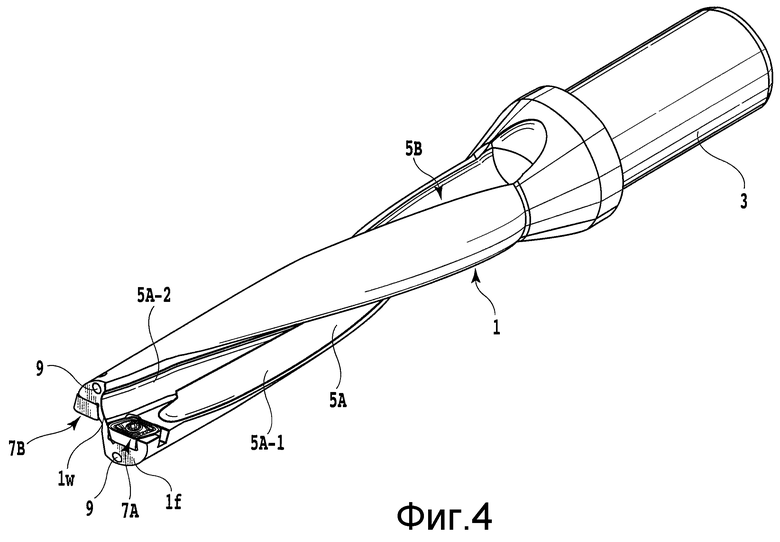
Фиг.4 представляет собой вид в перспективе сверла с индексируемыми режущими пластинами, показанного на фиг.1;
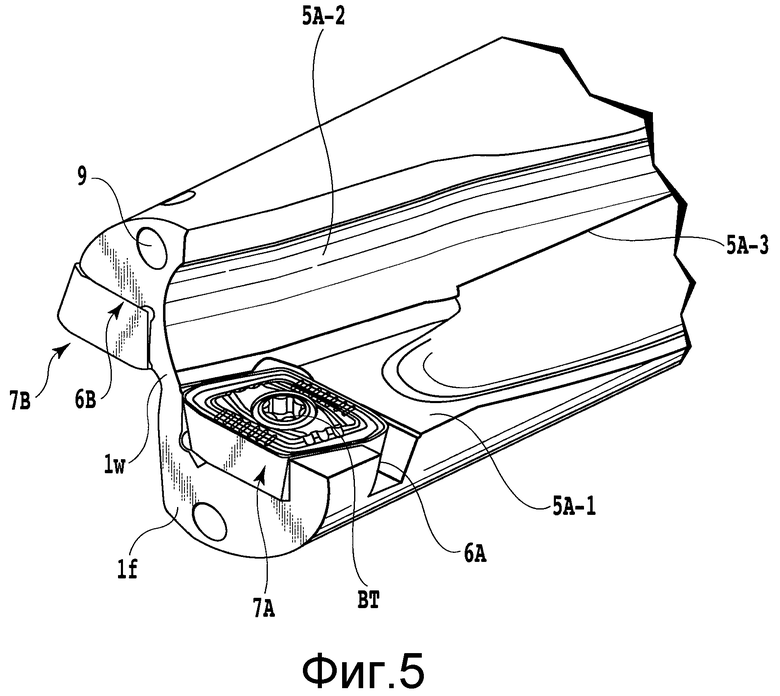
Фиг.5 представляет собой увеличенный вид передней концевой части сверла с индексируемыми режущими пластинами, показанного на фиг.1; и
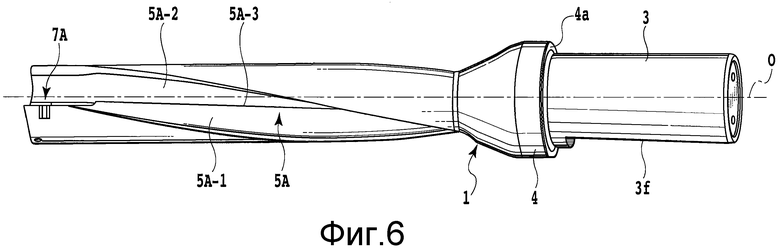
Фиг.6 представляет собой другой вид в перспективе сверла с индексируемыми режущими пластинами, показанного на фиг.1.
Описание вариантов осуществления изобретения
Вариант выполнения сверла с индексируемыми режущими пластинами и корпуса сверла согласно настоящему изобретению будет описан со ссылками на фиг.1-6.
Сверло с индексируемыми режущими пластинами, показанное на фиг.1-6, включает корпус 1 сверла и две режущие пластины 7A и 7B для установки в корпусе 1 сверла.
Корпус 1 сверла является по существу цилиндрическим элементом сверла с индексируемыми режущими пластинами, который имеет ось О вращения. Корпус 1 сверла включает хвостовик 3, фланцевую часть 4, первую канавку 5A для удаления стружки и вторую канавку 5B для удаления стружки, крепежное гнездо 6А центральной режущей пластины и крепежное гнездо 6В режущей пластины внешней периферийной кромки.
На задней концевой стороне оси О вращения корпуса 1 сверла образован хвостовик 3 (справа на фиг.1) для обеспечения съемной установки корпуса 1 сверла в станке, таком как многоцелевой станок. Как показано на фиг.6, хвостовик 3 включает поверхность 3f, образованную на нем параллельно оси О вращения. Фланцевая часть 4 включает торцевую поверхность 4a, расположенную смежно с хвостовиком 3, которая после установки в станок входит в примыкающий контакт со шпинделем станка или торцевой поверхностью державки.
Первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки образованы по спирали, проходя от передней концевой поверхности 1f к задней концевой стороне корпуса 1 сверла и к середине фланцевой части 4. Первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки предназначены для удаления стружки, образуемой режущими пластинами 7A и 7B, от передней концевой поверхности 1f к задней концевой стороне корпуса 1 сверла. Первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки вращательно симметричны относительно оси О вращения корпуса 1 сверла. В настоящем варианте осуществления изобретения первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки образованы первыми стеночными поверхностями 5A-1 и 5B-1, обращенными в направлении R вращения сверла, показанном на фиг.3, и вторыми стеночными поверхностями 5A-2 и 5B-2, пересекающимися с первыми стеночными поверхностями 5A-1 и 5B-1 по существу под прямым углом и обращенными в направлении, противоположном направлению R вращения инструмента, соответственно.
Крепежное гнездо 6A центральной кромки утоплено в передней концевой части первой стеночной поверхности 5A-1 первой канавки 5А для удаления стружки таким образом, что режущая пластина 7A может прикрепляться к крепежному гнезду 6А центральной кромки. Крепежное гнездо 6В внешней периферийной кромки утоплено в передней концевой части первой стеночной поверхности 5B-1 второй канавки 5B для удаления стружки таким образом, что режущая пластина 7B может прикрепляться к крепежному гнезду 6В внешней периферийной кромки. Крепежное гнездо 6A центральной кромки позволяет располагать режущую пластину 7A вблизи центральной оси O. Крепежное гнездо 6В внешней периферийной кромки позволяет располагать режущую пластину 7B на удалении от центральной оси O.
Так как в передней концевой части корпуса 1 сверла образованы крепежное гнездо 6A центральной кромки и крепежное гнездо 6В внешней периферийной кромки, между крепежным гнездом 6A центральной кромки и второй стеночной поверхностью 5B-2 и между крепежным гнездом 6B внешней периферийной кромки и второй стеночной поверхностью 5A-2 находится утонченная стеночная часть 1w, которая тоньше, чем внешняя стеночная часть корпуса сверла, как показано на фиг.3 и других чертежах.
В корпусе 1 сверла образованы два смазочных отверстия 9 таким образом, что один конец каждого из смазочных отверстий 9 открыт в передней концевой поверхности 1f, а другой конец - в задней торцевой поверхности хвостовика 3. Смазочные отверстия 9 предназначены для нагнетания хладагента от передней концевой поверхности 1f.
Как показано на фиг.2 и других чертежах, режущие пластины 7A и 7B прикреплены к крепежному гнезду 6А центральной кромки и крепежному гнезду 6В внешней периферийной кромки, соответственно, с использованием зажимных болтов. Режущие пластины 7A и 7B имеют одинаковую конструкцию и в настоящем варианте осуществления изобретения выполнены из твердого материала, выбранного из спеченного карбида, кермета, керамического материала и т.п. Режущие пластины 7A и 7B являются режущими пластинами с положительным передним углом, и каждая образована как плоская пластина в форме параллелограмма. Когда режущие пластины 7A и 7B прикреплены к крепежному гнезду 6А центральной кромки и крепежному гнезду 6В внешней периферийной кромки, верхняя поверхность каждой режущей пластины, расположенная против опорной поверхности, образует переднюю поверхность, и ее боковая поверхность образует боковую поверхность. В соответствии с настоящим вариантом осуществления изобретения, боковая поверхность имеет угол наклона 11°. На передней поверхности образован стружколом, выступающий от передней поверхности. Каждая из режущих пластин 7A и 7B включает крепежное отверстие, образованное в ее центральной части и проходящее через режущую пластину от передней поверхности к опорной поверхности.
Режущие пластины 7A и 7B выполнены следующим образом. Как показано на фиг.2, в пересекающейся части между передней поверхностью и боковой поверхностью каждая короткая боковая часть по существу параллелограмма образует режущую кромку 7a. Каждая длинная боковая часть по существу параллелограмма образует режущую кромку 7b. Каждая угловая часть по существу параллелограмма, которая образует острый угол, образует режущую кромку 7c. Если режущие пластины 7A и 7B, показанные на фиг.2, используются для сверления и т.п., в режущей пластине 7A (далее также называемой центральной режущей пластиной 7A) сверление осуществляют режущие кромки 7b и 7c. В режущей пластине 7B (далее также называемой внешней периферийной режущей пластиной 7B) сверление осуществляют режущие кромки 7a и 7b. Кроме того, внешняя периферийная режущая пластина 7B имеет более короткую режущую кромку, чем центральная режущая пластина 7A.
Корпус 1 сверла, предпочтительно, выполнен из такого материала, как углеродистая сталь, легированная сталь, инструментальная сталь и т.п. В настоящем варианте осуществления изобретения принята сталь SKD11 (Японский промышленный стандарт G4404-2006), то есть тип легированной инструментальной стали, включенной в инструментальную сталь. После того как хвостовик 3 и фланцевая часть 4 образованы, корпус 1 сверла в целом подвергают термической обработке, такой как закалка и отпуск, таким образом, чтобы иметь число твердости 40-60 по шкале С Роквелла. Перед закалкой корпуса 1 сверла первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки еще не образованы или образованы грубо. После закалки и отпуска корпуса 1 сверла для получения указанной выше твердости вырезают первую канавку 5А для удаления стружки и вторую канавку 5В для удаления стружки при помощи режущего инструмента, такого как торцевая фреза. После черновой обработки первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки могут быть обработаны начисто для получения заданной формы с использованием шлифовального состава для шлифовки их стеночной поверхности. Желательно, чтобы корпус 1 сверла имел высокую коррозионную стойкость и прочность (термостойкость). В этом отношении, нержавеющая сталь и жаропрочная сталь пригодны в качестве материала для выполнения корпуса 1 сверла.
Когда первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки образованы в корпусе 1 сверла с использованием режущего инструмента, такого как торцевая фреза, предпочтительно, может быть применена вращающаяся торцевая фреза таким образом, чтобы ось вращения торцевой фрезы была по существу ортогональна оси О вращения корпуса 1 сверла. Внешняя периферийная режущая кромка торцевой фрезы сохраняет свое положение вдоль первой стеночной поверхности 5A-1 первой канавки 5А для удаления стружки и первой стеночной поверхности 5B-1 второй канавки 5B для удаления стружки. В этом состоянии торцевая фреза подается от передней концевой стороны к задней концевой стороне корпуса 1 сверла для резания первых стеночных поверхностей 5A-1 и 5B-1. Для обеспечения резания вторых стеночных поверхностей 5A-2 и 5B-2 канавок 5A и 5B для удаления стружки торцевую фрезу подают от передней концевой части к задней концевой части корпуса 1 сверла при сохранении положения внешней периферийной режущей кромки торцевой фрезы таким образом, чтобы она проходила вдоль вторых стеночных поверхностей 5A-2 и 5B-2. Здесь торцевая фреза представляет собой радиусную торцевую фрезу или сферическую торцевую фрезу. В результате резания торцевой фрезой пересекающаяся часть 5A-3 между первой стеночной поверхностью 5A-1 и второй стеночной поверхностью 5A-2 и пересекающаяся часть 5B-3 между первой стеночной поверхностью 5B-1 и второй стеночной поверхностью 5B-2 образуют изогнутые поверхности, скругленные таким образом, что они имеют радиус кривизны, почти равный радиусу закругления вершины или радиусу сферы торцевой фрезы.
Если первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки грубо обработаны перед термической обработкой корпуса 1 сверла, какая-либо операция кроме чистовой обработки торцевой фрезой не требуется, как описано выше. С другой стороны, если не выполняется обработка первой канавки 5A для удаления стружки и второй канавки 5B для удаления стружки перед тем, как корпус 1 сверла будет подвергнут термической обработке, резание всех канавок сразу торцевой фрезой прилагает чрезмерную нагрузку на торцевую фрезу и корпус 1 сверла. Таким образом, желательно, чтобы по меньшей мере одна операция грубого резания была выполнена перед конечной обработкой. Стеночная поверхность каждой канавки, прошедшая чистовую обработку, может быть подвергнута резанию (называемому нулевым резанием) с использованием той же траектории инструмента, как и при чистовой обработке. Это позволяет дополнительно уменьшить шероховатость поверхности стеночной поверхности каждой из первой канавки 5А для удаления стружки и второй канавки 5B для удаления стружки.
Как указано выше, крепежное гнездо 6A центральной кромки и крепежное гнездо 6В внешней периферийной кромки выполнены в передней концевой части первой стеночной поверхности 5A-1 первой канавки 5А для удаления стружки и в передней концевой части первой стеночной поверхности 5B-1 второй канавки 5B для удаления стружки. Кроме того, внешняя периферийная поверхность корпуса 1 сверла обточена таким образом, чтобы она имела требуемый наружный диаметр. Обточка может оставлять неровности на первой и второй стеночных поверхностях первой канавки 5А для удаления стружки и второй канавки 5B для удаления стружки. Однако неровности могут быть удалены резанием стеночных поверхностей с использованием режущего инструмента, такого как торцевая фреза.
Как указано выше, корпус 1 сверла включает утонченную стеночную часть 1w в передней концевой части 1w. Однако ослабление жесткости корпуса 1 сверла может быть ограничено посредством регулирования твердости утонченной стеночной части 1w до числа 40-60 твердости по шкале С Роквелла. Таким образом, может сдерживаться разрушение утонченной стеночной части 1w. Это позволяет продлить срок службы корпуса 1 сверла.
В настоящем варианте осуществления изобретения для обеспечения равномерного удаления стружки первые и вторые стеночные поверхности первой канавки 5А для удаления стружки и второй канавки 5B для удаления стружки сглажены таким образом, что они имеют шероховатость поверхности не больше 0,5 мкм (Японский промышленный стандарт B0601: 2001) в показателях среднего арифметического отклонения профиля Ra. В настоящем варианте осуществления изобретения принята сталь SKD11, как материал для корпуса 1 сверла, и твердость стали SKD11 регулируют до числа 40-60 твердости по шкале С Роквелла. Таким образом, когда используется торцевая фреза для обточки первой стеночной поверхности 5A-1 первой канавки 5А для удаления стружки, второй стеночной поверхности 5A-2 первой канавки 5А для удаления стружки, пересекающейся части 5A-3 между первой стеночной поверхностью 5A-1 и второй стеночной поверхностью 5A-2, первой стеночной поверхности 5B-1 второй канавки 5B для удаления стружки, второй стеночной поверхности 5B-2 второй канавки 5B для удаления стружки, пересекающейся части 5b-3 между первой стеночной поверхностью 5B-1 и второй стеночной поверхностью 5B-2, прилипание стружки к режущим кромкам и стеночным поверхностям торцевой фрезы ограничено. Это позволяет предотвращать образование заусенцев на стеночных поверхностях. Стеночные поверхности, таким образом, имеют шероховатость поверхности не больше 0,5 мкм в показателях среднего арифметического отклонения профиля Ra. Когда стеночные поверхности первой канавки 5А для удаления стружки и второй канавки 5B для удаления стружки частично или полностью имеют шероховатость поверхности не больше 0,5 мкм в показателях среднего арифметического отклонения профиля Ra, стеночные поверхности могут быть выполнены достаточно гладкими для уменьшения трения, вызванного контактом стеночных поверхностей со стружкой. Это позволяет равномерно удалять стружку. С точки зрения эффективности, с которой обрабатываются первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки, желательно, чтобы Ra превышало 0,1 мкм.
С другой стороны, если используется шлифовальный инструмент для шлифовки первой стеночной поверхности 5A-1 и второй стеночной поверхности 5A-2 первой канавки 5А для удаления стружки и первой стеночной поверхности 5B-1 и второй стеночной поверхности 5B-2 второй канавки 5B для удаления стружки, стеночные поверхности шлифуют только на небольшую глубину. Таким образом, первые стеночные поверхности 5A-1 и 5B-1 и вторые стеночные поверхности 5A-2 и 5B-2 образуют с использованием режущего инструмента, такого как указанная выше торцевая фреза, таким образом, чтобы оставлять небольшой припуск на удаление при шлифовке.
Принятое шлифование абразивным инструментом может быть известным шлифованием, таким как шлифование щеткой со шлифовальным составом, полировка, галтовка, полирование кругом или притирка. Принятый шлифовальный состав может быть известным шлифовальным составом, например окисью хрома, окисью железа, алмазным составом, карбидом кремния, оксидом алюминия или кубическим нитридом бора. В альтернативном варианте может использоваться дробеструйная обработка, при которой материал для дробеструйной обработки сталкивается по меньшей мере со стеночными поверхностями первой канавки 5А для удаления стружки и второй канавки 5B для удаления стружки. В этом случае, когда материал для дробеструйной обработки представляет собой твердые частицы диаметром не больше приблизительно 100 мкм, дробеструйная обработка эффективна для уменьшения шероховатости стеночных поверхностей. Дробеструйная обработка увеличивает твердость стеночных поверхностей и также улучшает износостойкость.
Когда для шлифовки первой и второй стеночных поверхностей первой канавки 5А для удаления стружки и второй канавки 5В для удаления стружки и пересекающейся части между этими стеночными поверхностями используется шлифовальный состав, заусенцы на частях первой и второй стеночных поверхностей сглаживаются. Это позволяет сглаживать первую и вторую поверхности первой канавки 5А для удаления стружки и второй канавки 5B для удаления стружки для получения Ra шероховатости поверхности не больше 0,5 мкм.
В сверле с индексируемыми режущими пластинами в соответствии с настоящим вариантом осуществления изобретения при сверлении в точку сверления постоянно подается хладагент через смазочные отверстия 9. Хладагент проходит вместе со стружкой от переднего конца к заднему концу сверла по первой канавке 5A для удаления стружки и второй канавке 5В для удаления стружки. Таким образом, стружка принудительно смывается к заднему концу корпуса 1 сверла. В этот момент стружка, образуемая центральной режущей пластиной 7A, входит в контакт с первой стеночной поверхностью 5A-1 или второй стеночной поверхностью 5A-2 первой канавки 5А для удаления стружки. Стружка, образуемая внешней периферийной режущей пластиной 7B, входит в контакт с первой стеночной поверхностью 5B-1 или второй стеночной поверхностью 5B-2 второй канавки 5B для удаления стружки. В сверле с индексируемыми режущими пластинами в соответствии с настоящим вариантом осуществления изобретения, поскольку первая стеночная поверхность 5A-1 и вторая стеночная поверхность 5A-2 первой канавки 5А для удаления стружки и первая стеночная поверхность 5B-1 и вторая стеночная поверхность 5B-2 второй канавки 5B для удаления стружки сглажены, сдерживание потока стружки предотвращается, и стружка может равномерно удаляться к заднему концу. В этот момент, так как первая канавка 5А для удаления стружки и вторая канавка 5В для удаления стружки образованы по спирали, так называемое насосное действие направляет стружку для удаления.
В настоящем варианте осуществления изобретения на сглаженных стеночных поверхностях первой канавки 5А для удаления стружки и второй канавки 5B для удаления стружки может быть образовано покрытие с более высокой твердостью, чем у стеночных поверхностей. Это улучшает износостойкость первой канавки 5А для удаления стружки и второй канавки 5B для удаления стружки. Таким образом, износ, вызываемый контактом канавок 5A и 5B со стружкой, сдерживается. Покрытие может представлять собой химическое никелирование, твердое хромовое покрытие и т.п. Твердое хромовое покрытие образует твердое покрытие и, таким образом, обеспечивает высокую износостойкость. С этими типами покрытия шероховатость поверхности покрытия почти эквивалентна шероховатости стеночной поверхности канавки. Таким образом, предотвращается задерживание покрытием прохождения стружки и поддерживается эффект направления потока стружки по канавке.
Настоящее изобретение не ограничено описанными выше вариантами его осуществления. Конечно, в вариантах осуществления изобретения могут быть сделаны соответствующие изменения, дополнения, исключения и т.п., не выходя за рамки сущности настоящего изобретения.
Например, в описанных выше вариантах осуществления изобретения стеночные поверхности, образующие первую канавку 5А для удаления стружки и вторую канавку 5В для удаления стружки, полностью сглажены. Однако могут быть сглажены только части стеночных поверхностей, которые более подвержены износу.
Изобретение относится к машиностроению и может быть использовано при обработке материалов сверлами с индексируемыми режущими пластинами. Сверло содержит крепежное гнездо для режущей пластины, образованное на передней концевой стороне корпуса сверла в направлении оси вращения, и канавку для удаления стружки, проходящую от передней концевой поверхности к задней концевой стороне корпуса сверла в направлении оси вращения. Стеночная поверхность, образующая канавку для удаления стружки, по меньшей мере частично содержит сглаженную поверхность с шероховатостью поверхности не больше 0,5 мкм в показателях среднего арифметического отклонения профиля Ra и содержит первую стеночную поверхностью, обращенную в направлении вращения сверла, и вторую стеночную поверхностью, пересекающую первую стеночную поверхность. Крепежное гнездо для режущей пластины содержит крепежное гнездо центральной кромки, в котором установлена режущая пластина вблизи оси вращения, и крепежное гнездо внешней периферийной кромки, в котором установлена режущая пластина на удалении от оси вращения. Стеночная поверхность канавки для удаления стружки частично образована в утонченной стеночной части, утонченной крепежным гнездом центральной кромки и крепежным гнездом внешней периферийной кромки. Пересекающаяся часть между первой стеночной поверхностью и второй стеночной поверхностью скруглена. Обеспечивается равномерное удаление стружки, повышается стойкость сверла. 2 н. и 3 з.п ф-лы, 6 ил.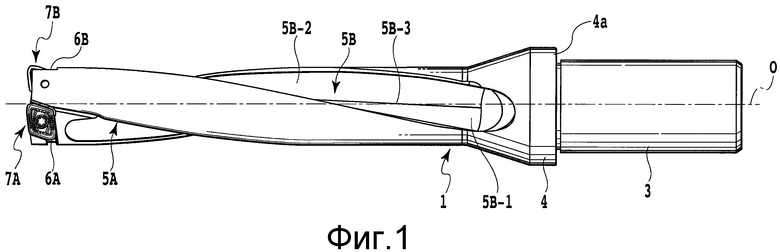
1. Корпус сверла с индексируемыми режущими пластинами, содержащий крепежное гнездо для режущей пластины, в котором съемно установлена режущая пластина, образованное на передней концевой стороне корпуса сверла в направлении оси вращения, и канавку для удаления стружки, образованную таким образом, что она проходит от передней концевой поверхности к задней концевой стороне корпуса сверла в направлении оси вращения, через которую удаляется стружка, образуемая режущей пластиной, при этом стеночная поверхность, образующая канавку для удаления стружки, по меньшей мере частично содержит сглаженную поверхность с шероховатостью поверхности не больше 0,5 мкм (Японский промышленный стандарт В0601: 2001) в показателях среднего арифметического отклонения профиля Ra, и стеночная поверхность канавки для удаления стружки образована первой стеночной поверхностью, обращенной в направлении вращения сверла, и второй стеночной поверхностью, пересекающей первую стеночную поверхность, причем крепежное гнездо для режущей пластины содержит крепежное гнездо центральной кромки, в котором установлена режущая пластина вблизи оси вращения, и крепежное гнездо внешней периферийной кромки, в котором установлена режущая пластина на удалении от оси вращения, при этом стеночная поверхность канавки для удаления стружки частично образована в утонченной стеночной части, утонченной крепежным гнездом центральной кромки и крепежным гнездом внешней периферийной кромки, а пересекающаяся часть между первой стеночной поверхностью и второй стеночной поверхностью скруглена.
2. Корпус по п.1, отличающийся тем, что он выполнен из одного из материалов, включающих углеродистую сталь, легированную сталь и инструментальную сталь, и имеет число твердости по меньшей мере 40 по шкале С Роквелла и не больше 60 по шкале С Роквелла (Японский промышленный стандарт Z2245: 2005).
3. Корпус по п.1 или 2, отличающийся тем, что по меньшей мере на сглаженной стеночной поверхности канавки для удаления стружки образовано покрытие с более высокой твердостью, чем у стеночной поверхности.
4. Корпус по п.3, отличающийся тем, что покрытие представляет собой твердое хромовое покрытие.
5. Сверло с индексируемыми режущими пластинами, отличающееся тем, что оно содержит корпус сверла, содержащий крепежное гнездо для режущей пластины, образованное на передней концевой стороне корпуса сверла в направлении оси вращения, и канавку для удаления стружки, образованную таким образом, что она проходит от передней концевой поверхности к задней концевой стороне корпуса сверла в направлении оси вращения, режущую пластину, закрепленную в крепежном гнезде для режущей пластины и содержащую режущую кромку, выступающую от передней концевой поверхности корпуса сверла в направлении оси вращения, и стеночную поверхность, образующую канавку для удаления стружки корпуса сверла, по меньшей мере частично содержащую сглаженную поверхность с шероховатостью поверхности не больше 0,5 мкм (Японский промышленный стандарт В0601: 2001) в показателях среднего арифметического отклонения профиля Ra, при этом стеночная поверхность канавки для удаления стружки образована первой стеночной поверхностью, обращенной в направлении вращения сверла, и второй стеночной поверхностью, пересекающей первую стеночную поверхность, причем крепежное гнездо для режущей пластины содержит крепежное гнездо центральной кромки, в котором установлена режущая пластина вблизи оси вращения, и крепежное гнездо внешней периферийной кромки, в котором установлена режущая пластина на удалении от оси вращения, при этом стеночная поверхность канавки для удаления стружки частично образована в утонченной стеночной части, утонченной крепежным гнездом центральной кромки и крепежным гнездом внешней периферийной кромки, а пересекающаяся часть между первой стеночной поверхностью и второй стеночной поверхностью скруглена.
| JP 63245310 A, 12.10.1988 | |||
| Способ обработки отверстий и алмазно-абразивное сверло для его осуществления | 1990 |
|
SU1808498A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2002 |
|
RU2304489C2 |
| Устройство для подачи гранулированного материала | 1989 |
|
SU1657315A1 |
| JP 2004074371 A, 11.03.2004. | |||

