Область техники
Настоящее изобретение относится к сверлу с индексируемыми режущими пластинами, к которому прикрепляется с возможностью отсоединения режущая пластина, и к корпусу сверла с индексируемыми режущими пластинами.
Предпосылки к созданию изобретения
В патентном документе 1 описано сверло с индексируемыми режущими пластинами, в котором на рабочей поверхности стружкоотводной канавки образовано множество рядов канавок, продолжающихся в осевом направлении корпуса сверла. Поскольку со стружкой контактирует только множество поверхностей, образуемых данными рядами канавок, уменьшается площадь контакта между рабочей поверхностью и стружкой, и уменьшается сила трения между ними. Таким образом, можно эффективно обеспечить отвод стружки и, следовательно, можно плавно отводить стружку при обработке отверстия, имеющего относительно высокое отношение L/D, где L - глубина отверстия и D - диаметр отверстия, или при сверлении труднообрабатываемого материала, такого как нержавеющая сталь или низкоуглеродистая сталь.
Перечень ссылок
Патентный документ
PTL 1: выложенный патент Японии № H06-91416(1994)
Сущность изобретения
Техническая проблема
В частности, в сверле с индексируемыми режущими пластинами, раскрытом в патентном документе 1, хотя множество рядов поверхностей, образованных на рабочей поверхности стружкоотводной канавки, позволяет уменьшить площадь контакта между рабочей поверхностью стружкоотводной канавки и стружкой, трение, создаваемое между множеством рядов поверхностей и стружкой, увеличивается, и множество рядов поверхностей, скорее всего, будут истираться. И поэтому, к сожалению, эффект плавного отвода стружки вряд ли будет продолжаться в течение длительного периода времени.
Настоящее изобретение создано для решения упомянутой проблемы; при этом целью настоящего изобретения является создание сверла с индексируемыми режущими пластинами, которое способно плавно отводить стружку в течение длительного периода времени, и корпуса сверла.
Решение проблемы
Корпус сверла в соответствии с настоящим изобретением представляет собой корпус сверла индексируемыми режущими пластинами и включает в себя: стружкоотводную канавку, которая образована от передней концевой поверхности до задней концевой части в направлении оси вращения для отвода стружки, создаваемой режущей пластиной; и гнездо крепления режущей пластины, на которой закреплена с возможностью отсоединения режущая пластина, образованное на передней концевой стороне, в направлении оси вращения, первой рабочей поверхности стружкоотводной канавки, которая обращена в направлении вращения сверла, в которой образован участок стружкообразования, который включает, по меньшей мере, любое из множества выступающих участков, которые выступают наружу из второй рабочей поверхности, и множества вогнутых участков, которые вогнуты внутрь из второй рабочей поверхности, посреди рабочих поверхностей, которые образуют стружкоотводную канавку, по меньшей мере, в переднем концевом участке второй рабочей поверхности стружкоотводной канавки, которая обращена к задней стороне направления вращения сверла.
Предпочтительно, участок стружкообразования включает, вблизи его поверхности, упрочненный слой, который имеет более высокую твердость по сравнению с другими участками рабочей поверхности.
Более предпочтительно, шероховатость другой рабочей поверхности, помимо участка стружкообразования, меньше шероховатости поверхности участка стружкообразования. Предпочтительно, шероховатость другой рабочей поверхности, помимо участка стружкообразования, установлена так, что максимальная высота Rz не больше 3 мкм (JIS · B0601-2001).
Гнездо крепления режущей пластины включает внутреннее гнездо крепления для прикрепления режущей пластины рядом с осью вращения и внешнее гнездо крепления для прикрепления режущей пластины на некотором расстоянии от оси вращения, при этом часть рабочей поверхности стружкоотводной канавки образована в утонченном участке стенки, который подвергается утончению посредством внутреннего гнезда крепления и внешнего гнезда крепления, причем упрочненный слой образован вблизи поверхности утонченного участка стенки.
Предпочтительно, выпуклые участки или вогнутые участки образованы посредством лазерной обработки. Упрочненный слой подвергается упрочнению посредством лазерной закалки.
Предпочтительно, на рабочей поверхности образована разметка, которая определяет зону формирования участка стружкообразования.
Сверло с индексируемыми режущими пластинами в соответствии с настоящим изобретением включает в себя корпус сверла в соответствии с настоящим изобретением.
Преимущественные эффекты изобретения
В соответствии с настоящим изобретением, создан участок стружкообразования, который включает множество выступающих участков, которые выступают наружу из рабочей поверхности в переднем концевом участке канавки, который обращен к задней стороне направления вращения сверла, и множество вогнутых участков, которые вогнуты внутрь из рабочей поверхности, и таким образом можно значительно уменьшить силу трения, создаваемую между участком стружкообразования и стружкой. Следовательно, облегчается деформация (закручивание) и разрушение стружки и отвод стружки, а также уменьшена вибрация и дребезжание сверла. Кроме того, увеличена твердость вблизи поверхности участка стружкообразования, и таким образом можно предотвратить преждевременное истирание участка стружкообразования. Таким образом, в течение длительного периода времени непрерывно обеспечивается деформация (закручивание) и разрушение стружки и отвод стружки и уменьшение вибрации и дребезжания, описанные выше.
Краткое описание чертежей
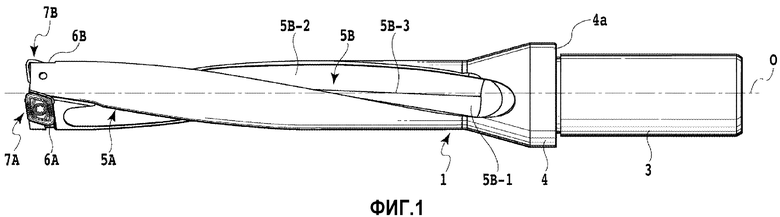
Фиг.1 представляет собой вид сбоку сверла с индексируемыми режущими пластинами в соответствии с вариантом осуществления настоящего изобретения;
Фиг.2 представляет собой увеличенный вид передней концевой части сверла с индексируемыми режущими пластинами в соответствии с фиг.1;
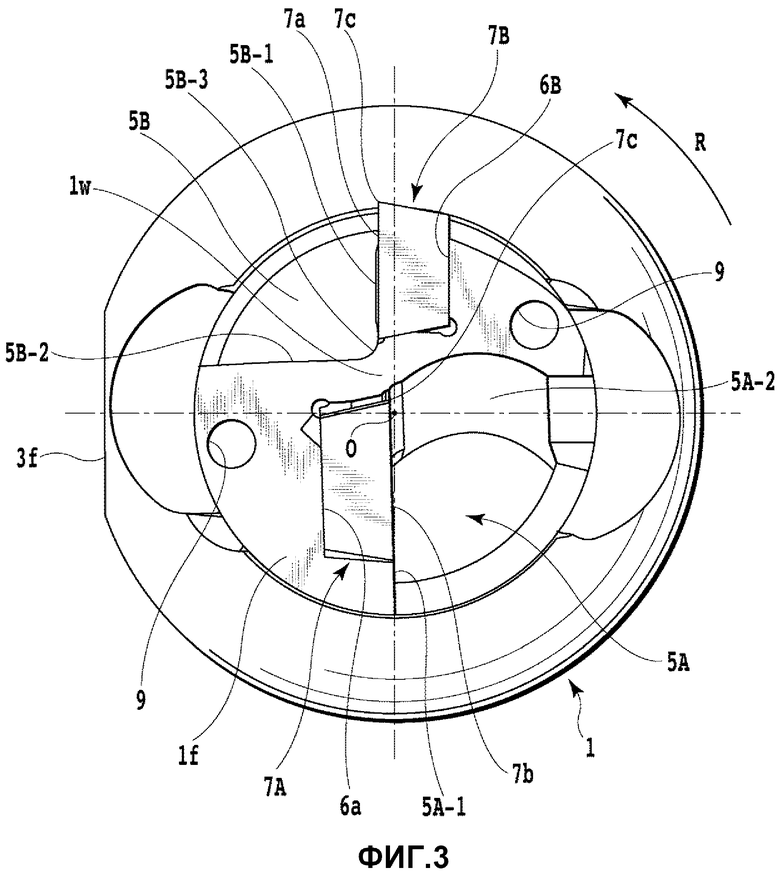
Фиг.3 представляет собой вид спереди передней концевой части сверла с индексируемыми режущими пластинами в соответствии с фиг.1, если смотреть в направлении оси вращения;
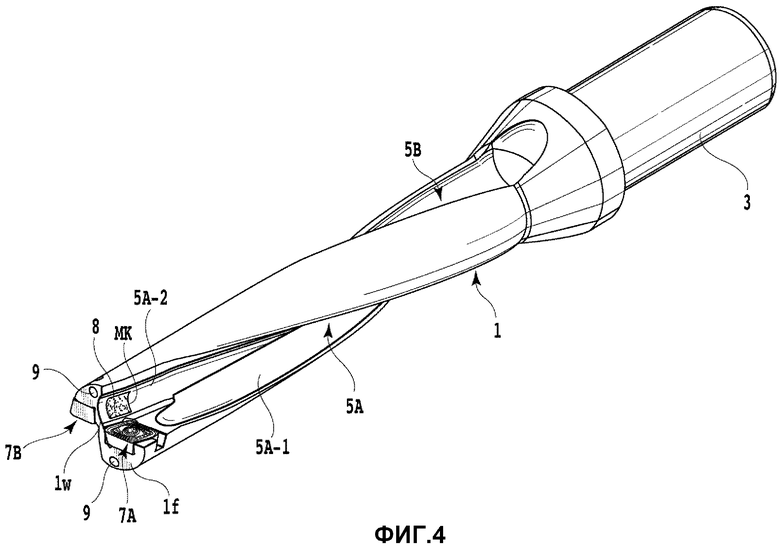
Фиг.4 представляет собой перспективный вид сверла с индексируемыми режущими пластинами в соответствии с фиг.1;
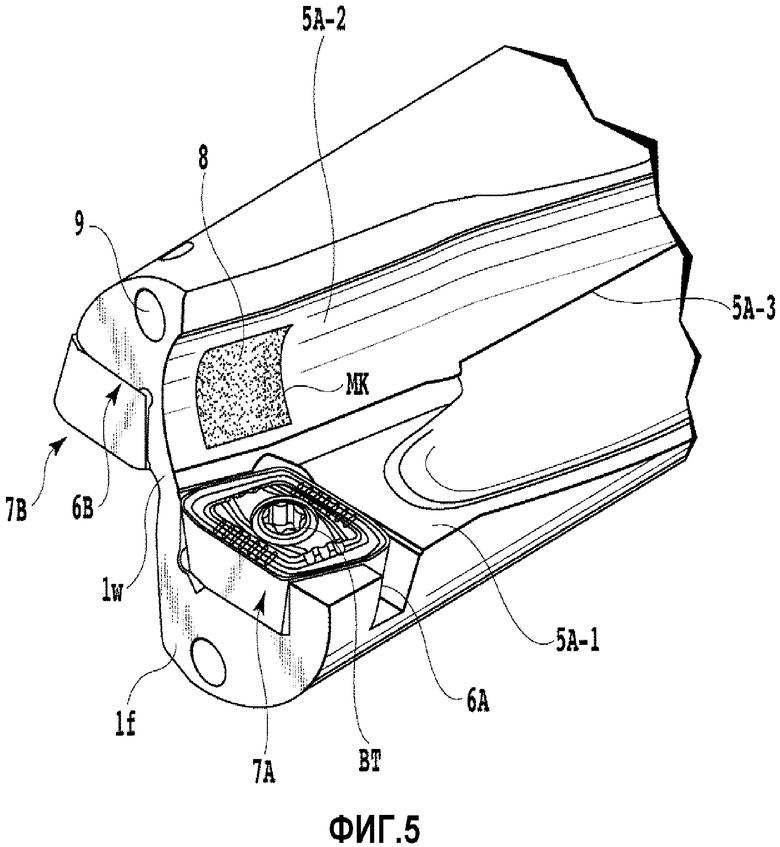
Фиг.5 представляет собой увеличенный вид передней концевой части сверла с индексируемыми режущими пластинами, показанного на фиг.4;
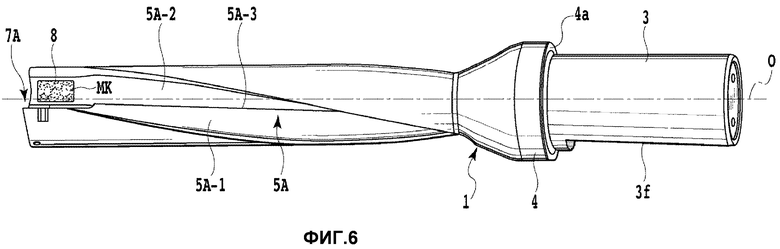
Фиг.6 представляет собой другой перспективный вид сверла с индексируемыми режущими пластинами, показанного на фиг.1;
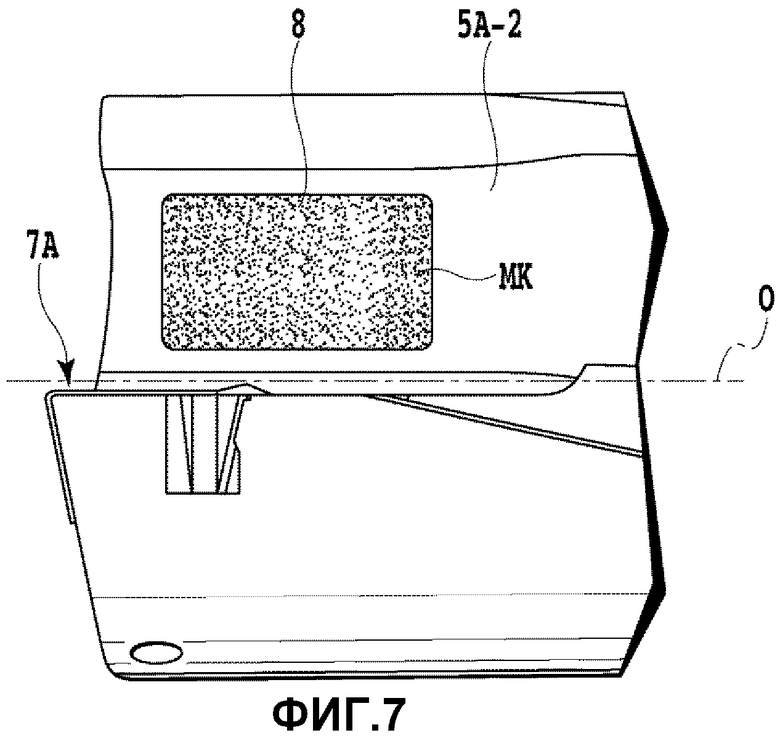
Фиг.7 представляет собой увеличенный вид передней концевой части в соответствии с фиг.6;
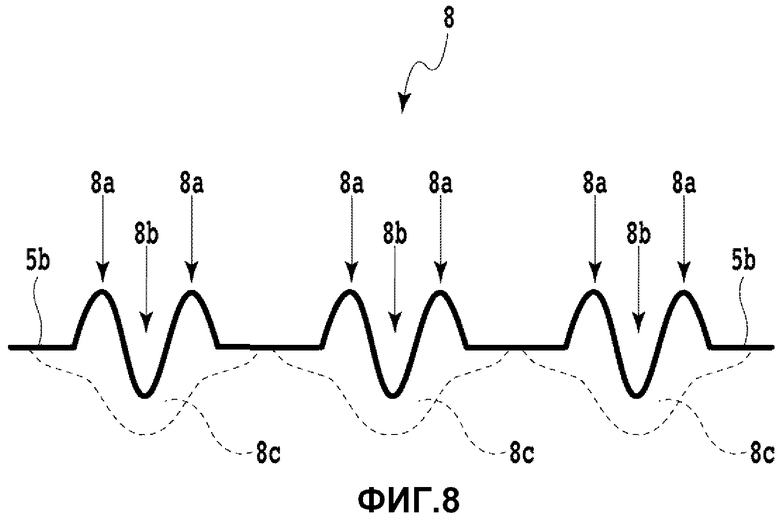
Фиг.8 представляет собой чертеж, схематично показывающий структуру поперечного сечения упрочненного слоя.
Описание вариантов осуществления
Вариант осуществления сверла с индексируемыми режущими пластинами и корпуса сверла в соответствии с настоящим изобретением будет описан ниже со ссылкой на фиг.1-8.
Сверло с индексируемыми режущими пластинами, показанное на фиг.1-7, включает в себя корпус 1 сверла и две режущие пластины 7А и 7В, которые прикреплены к корпусу 1 сверла.
Корпус 1 сверла представляет собой элемент, который имеет ось О вращения сверла с индексируемыми режущими пластинами и который является по существу цилиндрическим, и включает в себя хвостовик 3, фланцевую часть 4, первую стружкоотводную канавку 5А и вторую стружкоотводную канавку 5В и внутреннее гнездо 6А крепления и внешнее гнездо 6В крепления.
Хвостовик 3 образован на задней концевой стороне (на правой стороне в соответствии с фиг.1) оси О вращения корпуса 1 сверла так, что корпус 1 сверла крепится с возможностью отсоединения к станку, такому как многоцелевой станок. Как показано на фиг.6, хвостовик 3 содержит поверхность 3f, параллельную оси О вращения. Фланцевая часть 4 находится рядом с хвостовиком 3; причем фланцевая часть 4 содержит торцевую поверхность 4f, которая при установке на станке контактирует с основным валом станка или торцевой поверхностью зажимного приспособления.
Первая и вторая стружкоотводные канавки 5А и 5В выполнены в форме спиралей, проходящих от передней концевой поверхности 1f корпуса 1 сверла по направлению к задней концевой стороне до середины фланцевой части 4. Первая и вторая стружкоотводные канавки 5А и 5В представляют собой канавки, которые отводят стружку, создаваемую режущими пластинами 7А и 7В, от передней концевой поверхности 1f корпуса 1 сверла по направлению к задней концевой стороне. Первая и вторая стружкоотводные канавки 5А и 5В являются симметричными относительно оси О вращения корпуса 1 сверла. В данном варианте осуществления, первая и вторая стружкоотводные канавки 5А и 5В образованы соответственно посредством первых рабочих поверхностей 5А-1 и 5В-1, которые являются криволинейными и обращены в направлении R вращения сверла, показанном на фиг.3, и вторых рабочих поверхностей 5А-2 и 5В-2, которые являются криволинейными и соединены с первыми рабочими поверхностями 5А-1 и 5В-1, и обращены в противоположном направлении относительно направления R вращения инструмента.
В первой рабочей поверхности 5А-1 переднего концевого участка первой стружкоотводной канавки 5А посредством углубления образовано внутреннее гнездо 6А крепления с возможностью закрепления режущей пластины 7А. В первой рабочей поверхности 5В-1 переднего концевого участка второй стружкоотводной канавки 5В посредством углубления образовано внешнее гнездо 6В крепления с возможностью закрепления режущей пластины 7В. Внутреннее гнездо 6А крепления размещает режущую пластину 7А рядом с осью О вращения; внешнее гнездо 6В крепления размещает режущую пластину 7В на некотором расстоянии от оси О вращения.
Поскольку в переднем концевом участке корпуса 1 сверла образованы внутреннее гнездо 6А крепления и внешнее гнездо 6В крепления, как показано на фиг.3 и др., участок между внутренним гнездом 6А крепления и второй рабочей поверхностью 5В-2 и участок между внешним гнездом 6В крепления и второй рабочей поверхностью 5В-2 представляет собой утонченный участок 1w стенки, который тоньше, чем участок стенки на задней стороне.
В корпусе 1 сверла образованы два смазочных отверстия 9, при этом один конец каждого из смазочных отверстий 9 выходит на переднюю концевую поверхность 1f, а другой конец выходит на заднюю концевую поверхность хвостовика 3 корпуса 1 сверла. Смазочные отверстия 9 выполнены с возможностью отвода смазочно-охлаждающей жидкости от передней концевой поверхности 1f к точке (нижнему краю режущей кромки), в которой режущая пластина контактирует с деталью, подвергаемой обработке резанием.
Режущие пластины 7А и 7В, которые соответственно прикреплены зажимными болтами ВТ к внутреннему гнезду 6А крепления и внешнему гнезду 6В крепления, имеют одинаковую структуру и в данном варианте осуществления представляют собой плоские режущие пластины с повышенной твердостью, которые изготовлены из твердого материала, такого как цементированный карбид, кермет, керамика или подобный материал, и которые выполнены по существу в форме параллелограмма. Как показано на фиг.2 и др., когда режущие пластины 7А и 7В прикреплены к внутреннему гнезду 6А крепления и внешнему гнезду 6В крепления, верхняя поверхность, противоположная установочной поверхности, образует переднюю поверхность, а торцевая поверхность образует боковую поверхность. В данном варианте осуществления угол наклона, установленный для боковой поверхности, равен 11°. На передней поверхности образован стружколоматель, который выступает вверх из передней поверхности. Во внутренних участках режущих вставок 7А и 7В образованы крепежные отверстия, которые проходят от передней поверхности до установочной поверхности.
В режущих пластинах 7А и 7В, которые показаны на фиг.2, участка пересечения, где передняя поверхность пересекается с боковой поверхностью, каждый из коротких боковых участков приблизительно параллелограмма образует режущую кромку 7а, каждый из длинных боковых участков образует режущую кромку 7b, и каждый из угловых участков, которые образуют острый угол, образует режущую кромку 7с. В положении, показанном на фиг.2, при сверлении или подобной операции, для режущей пластины 7А (в дальнейшем называемой также внутренней режущей пластиной 7А), режущие кромки 7b и 7с участвуют в резании, а для режущей пластины 7В (в дальнейшем называемой также внешней режущей пластиной 7В), режущие кромки 7а и 7b участвуют в резании. Что касается внутренней режущей пластины 7А и внешней режущей пластины 7В, ширина резания, осуществляемого внешней режущей пластиной 7В, меньше ширины резания, осуществляемого внутренней режущей пластиной 7А.
Как показано на фиг.5 и др., на переднем концевом участке второй рабочей поверхности 5А-2 первой стружкоотводной канавки 5А образован участок 8 стружкообразования. Хотя это не показано, во второй рабочей поверхности 5В-2 второй стружкоотводной канавки 5В также образован участок 8 стружкообразования.
Зона формирования участка 8 стружкообразования образует вышеописанный утонченный участок 1w стенки. Поверхность участка 8 стружкообразования содержит выступы и выемки; как описано ниже, выступы и выемки уменьшают реальную площадь контакта, когда стружка, создаваемая режущей пластиной 7А, входит в прямой контакт с поверхностью, и тем самым уменьшают трение. Кроме того, вблизи поверхности участка 8 стружкообразования образован упрочненный слой, который имеет более высокую твердость по сравнению с другими участками второй рабочей поверхности 5А-2, и таким образом увеличена твердость поверхности.
На фиг.8 схематично показан пример структуры поперечного сечения участка 8 стружкообразования. Участок 8 стружкообразования содержит множество выпуклых участков 8а и вогнутых участков 8b, а также содержит упрочненный слой 8с, имеющий высокую твердость, вблизи поверхности. Участок 8 стружкообразования образован, например, посредством лазерной обработки. Более конкретно, когда поверхность переднего концевого участка второй рабочей поверхности 5А-2 подвергается воздействию лазерного излучения, в участке, подвергшемся воздействию лазерного излучения, выпуклые участки 8а и вогнутые участки 8b образованы посредством расширения и испарения, вызываемого быстрым нагреванием.
Когда лазерное излучение воздействует на участок шире заданной зоны для формирования участка 8 стружкообразования, эффективность воздействия может быть снижена, и прочность корпуса 1 сверла может быть уменьшена. Поэтому предпочтительно, чтобы зона формирования участка 8 стружкообразования, то есть зона, подвергаемая воздействию лазерного излучения, могла быть определена заранее. Таким образом, как показано на фиг.5 и 7, в крайнем или другом участке участка 8 стружкообразования предварительно образована разметка МК, которая определяет зону формирования. Например, разметка МК образована при помощи множества неглубоких канавок или отверстий, выполненных с использованием торцевой фрезы малого диаметра или сверла малого диаметра.
Кроме того, при вышеописанной лазерной обработке непрерывно осуществляется лазерная закалка на участке 8 стружкообразования и при этом образуется упрочненный слой 8с. Другими словами, участок, подвергаемый воздействию лазерного излучения, быстро нагревается и затем охлаждается на воздухе, при этом образуется упрочненный слой 8с, имеющий более высокую твердость по сравнению с первоначальной твердостью корпуса сверла.
В качестве устройства лазерной обработки, используемого при лазерной обработке, может быть использовано известное устройство лазерной обработки. Условия, такие как выходная мощность (средняя выходная мощность) лазерного излучения, скорость обработки и угол падения лазерного излучения, могут быть выбраны должным образом в соответствии с высотой выпуклого участка 8а, глубиной вогнутого участка 8b, толщиной упрочненного слоя 8с и др. Для поддержания состояния по существу непрерывного контакта со стружкой, предпочтительно, выпуклые участки 8а и вогнутые участки 8b расположены регулярно и равномерно распределены; однако настоящее изобретение не ограничено данной конфигурацией.
Для того чтобы приобрести твердость и жесткость, необходимые и достаточные для резания, корпус 1 сверла подвергается термообработке, такой как закалка и отпуск, и поэтому в целом имеет по существу постоянную начальную твердость. Для того чтобы упрочненный слой 8с участка 8 стружкообразования имел более высокую твердость по сравнению с начальной твердостью, в качестве материала для образования корпуса 1 сверла используется углеродистая сталь, легированная сталь, инструментальная сталь или подобный материал, который способен упрочняться при закаливании. Более конкретно, используется легированная инструментальная сталь, такая как SKD11 (JIS · G4404-2006).
Твердость упрочненного слоя 8с участка 8 стружкообразования выше начальной твердости корпуса 1 сверла, но верхний предел, предпочтительно, равен примерно Hv 800. Для того чтобы предотвратить хрупкое разрушение утонченного участка 1w стенки, толщину упрочненного слоя 8с, предпочтительно, устанавливают в соответствии с толщиной утонченного участка 1w стенки; в данном варианте осуществления данная толщина находится в пределах от 0,05 мм до 0,50 мм.
Поскольку образуются выступы и выемки, шероховатость поверхности участка 8 стружкобразования установлена такой, что максимальная высота Rz больше 3 мкм (JIS · BO601-2001). Другими словами, другие рабочие поверхности 5А-1 и 5А-2, помимо участка 8 стружкообразования, предпочтительно, по возможности максимально отшлифованы, чтобы увеличить продвижение стружки и смазочно-охлаждающей жидкости; в данном варианте осуществления максимальная высота Rz установлена не больше 3 мкм (JIS · BO601-2001) посредством вырезания.
Участок 8 стружкообразования, предпочтительно, перекрывает зону, в которой стружка, срезанная с детали, подвергаемой резанию, сначала входит в контакт с участком 8 стружкообразования. В сверле с индексируемыми режущими пластинами настоящего изобретения, длина участка 8 стружкообразования в направлении оси О вращения, предпочтительно, находится в пределах до примерно диаметра D режущей кромки сверла, от переднего концевого участка к задней концевой стороне второй рабочей поверхности 5А-2. Размер корпуса 1 сверла на участке 8 стружкообразования в радиальном направлении, предпочтительно, распространяется по существу на всю зону в направлении ширины второй рабочей поверхности 5А-2.
При обработке сверлением, осуществляемой с использованием сверла с индексируемыми режущими пластинами настоящего изобретения, стружка образуется непрерывно в результате резания детали, подвергаемой резанию посредством внутренней режущей пластины 7А и внешней режущей пластины 7В. Образующаяся стружка отводится к задней концевой стороне корпуса 1 сверла по первой стружкоотводной канавке 5А и второй стружкоотводной канавке 5В. Во время обработки сверлением смазочно-охлаждающая жидкость непрерывно подается через смазочные отверстия к детали, подвергаемой резанию. Смазочно-охлаждающая жидкость, подаваемая к детали, подвергаемой резанию, вместе со стружкой перемещается в первой стружкоотводной канавке 5А и второй стружкоотводной канавке 5В к задней концевой стороне. Таким образом, стружка принудительно вымывается к задней концевой стороне корпуса 1 сверла, и это облегчает отвод.
Стружка, которая во время вышеописанной обработки сверлением срезается с детали, подвергаемой резанию, посредством внутренней режущей пластины 7А и внешней режущей пластины 7В, сначала входит в контакт с участком 8 стружкообразования первой и второй стружкоотводных канавок 5А и 5В. Контакт стружки с участком 8 стружкообразования вызывает деформацию (закручивание) и разрушение стружки. Другими словами, поскольку в поверхности участка 8 стружкообразования образованы вышеописанные выступы и выемки, с которыми сначала входит в контакт стружка, срезаемая с детали, подвергаемой резанию, реальная площадь контакта между поверхностью участка 8 стружкообразования и стружкой уменьшена по сравнению с гладкой поверхностью. Таким образом, можно уменьшить силу трения, возникающую между поверхностью участка 8 стружкообразования и стружкой. В результате стружка более плавно проходит через участок 8 стружкообразования. Кроме того, поскольку сила трения между участком 8 стружкообразования и стружкой уменьшена, вибрация и дребезжание сверла также уменьшены.
Кроме того, поскольку упрочненный слой 8с участка 8 стружкообразования имеет твердость выше начальной твердости корпуса 1 сверла, истирание участка 8 стружкообразования, вызываемое трением стружки, уменьшено. Таким образом, эффект уменьшения силы трения между участком 8 стружкообразования и стружкой сохраняется в течение длительного периода времени.
Стружка, которая непрерывно срезается с детали, подвергаемой резанию, деформируется (закручивается) и разрушается в результате контакта с участком 8 стружкообразования и затем стружка полностью отделяется от детали, подвергаемой резанию. При этом рабочая поверхность на передней по ходу стороне участка 8 стружкообразования является отшлифованной, и соответственно ничто не препятствует перемещению стружки и смазочно-охлаждающей жидкости, в результате чего стружка может быть плавно отведена по первой стружкоотводной канавке 5А и второй стружкоотводной канавке 5В к задней концевой стороне.
Хотя в упомянутом варианте осуществления первая стружкоотводная канавка 5А и вторая стружкоотводная канавка 5В выполнены в форме спиралей, канавки могут быть расположены прямолинейно в направлении, параллельном оси О вращения. Хотя описан пример, в котором участок 8 стружкообразования образован как в первой стружкоотводной канавке 5А, так и во второй стружкоотводной канавке 5В, участок 8 стружкообразования может быть образован в любом одном из них.
Вместо лазерной закалки, закалка упрочненного слоя 8c участка 8 стружкообразования может быть осуществлена посредством электроннолучевой закалки или высокочастотной импульсной закалки. Если требуемые выступы и выемки не могут быть образованы в участке 8 стружкообразования посредством лазерной закалки, данные выступы и выемки могут быть образованы в участке 8 стружкообразования при помощи торцевой фрезы посредством механической обработки после образования упрочненного слоя посредством лазерной закалки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И КОРПУС СВЕРЛА | 2010 |
|
RU2488464C1 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2440872C2 |
| ДВУСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА | 2010 |
|
RU2524290C2 |
| СВЕРЛО И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА СО СТРУЖКОЛОМНЫМИ ВЫСТУПАМИ | 2015 |
|
RU2702166C2 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2547365C2 |
| РЕЖУЩАЯ ПЛАСТИНА И СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 2015 |
|
RU2709917C2 |
| КОРПУС СВЕРЛА И СВЕРЛО | 2018 |
|
RU2753931C2 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И МОДУЛЬНАЯ СИСТЕМА И ДЕРЖАТЕЛЬ | 2009 |
|
RU2463131C1 |
| КОРПУС СВЕРЛА И СВЕРЛО | 2018 |
|
RU2753719C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ РЕЖУЩИЕ ПЛАСТИНЫ НЕСКОЛЬКИХ ТИПОВ | 2011 |
|
RU2567640C2 |
Изобретение относится к машиностроению и может быть использовано при обработке материалов сверлами с индексируемыми режущими пластинами. Сверло содержит корпус сверла, включающий стружкоотводную канавку, образованную от передней концевой поверхности к задней концевой стороне в направлении оси вращения, гнездо крепления режущей пластины, образованное в передней концевой стороне, в направлении оси вращения, первой рабочей поверхности стружкоотводной канавки, которая обращена в направлении вращения сверла, и режущую пластину, закрепленную с возможностью отсоединения на гнезде крепления режущей пластины. В корпусе сверла образован участок стружкообразования, который включает, по меньшей мере, любое из множества выпуклых участков, которые выступают наружу из второй рабочей поверхности, и множества вогнутых участков, которые вогнуты внутрь из второй рабочей поверхности, по меньшей мере, в переднем концевом участке второй рабочей поверхности стружкоотводной канавки, которая обращена к задней стороне направления вращения сверла. Обеспечивается плавный отвод стружки в течение длительного времени. 2 н. и 11 з.п. ф-лы, 8 ил.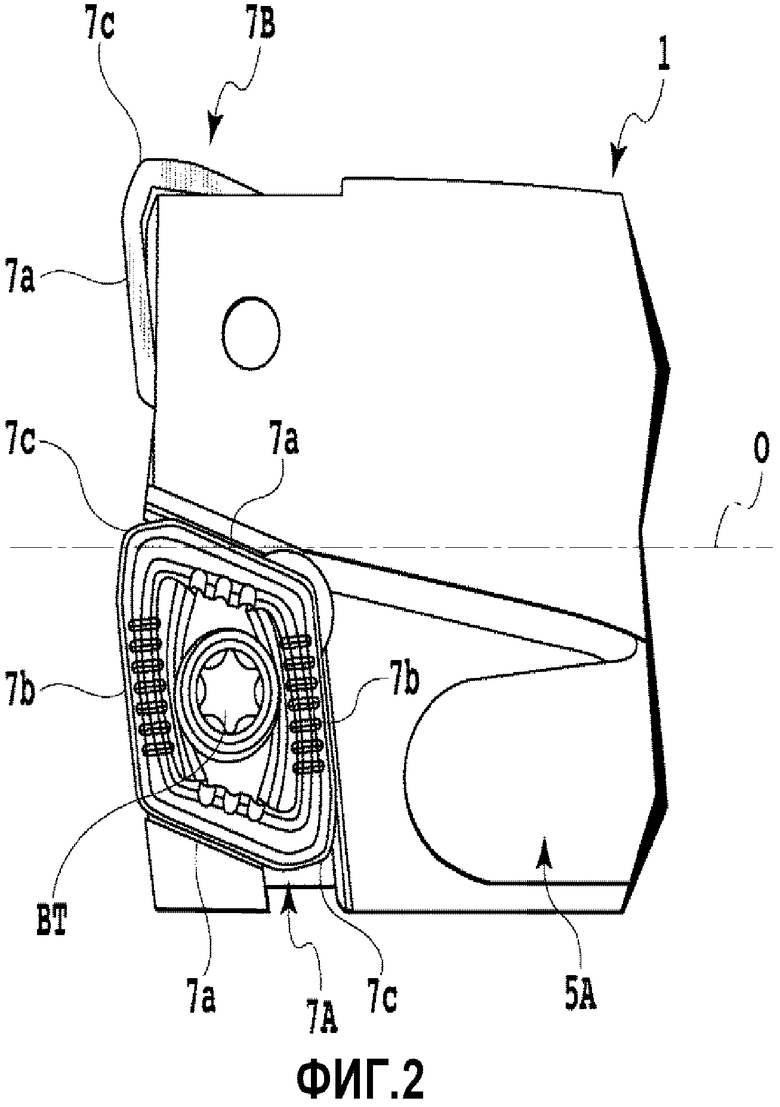
1. Корпус сверла с индексируемыми режущими пластинами,
содержащий стружкоотводную канавку, которая образована от первой концевой поверхности к задней концевой стороне в направлении оси вращения для отвода стружки, создаваемой посредством режущей пластины, и
гнездо крепления режущей пластины, в котором закреплена с возможностью отсоединения режущая пластина, образованное на передней концевой стороне, в направлении оси вращения, первой рабочей поверхности стружкоотводной канавки, которая обращена в направлении вращения сверла, и
участок стружкообразования, предусмотренный в заданной зоне, по меньшей мере, на переднем концевом участке второй рабочей поверхности стружкоотводной канавки, который обращен к задней стороне направления вращения сверла, и включающий множество выпуклых участков и множество вогнутых участков, при этом множество вогнутых участков образовано на каждом из выпуклых участков.
2. Корпус сверла по п.1, в котором участок стружкообразования включает вблизи его поверхности упрочненный слой, который имеет более высокую твердость по сравнению с другими участками рабочей поверхности.
3. Корпус сверла по п.1, в котором участок стружкообразования образован только на переднем концевом участке стружкоотводной канавки.
4. Корпус сверла по п.1, на рабочей поверхности которого образована разметка, которая определяет зону формирования участка стружкообразования.
5. Корпус сверла по п.1, в котором шероховатость поверхности участка стружкообразования больше шероховатости другой рабочей поверхности, помимо участка стружкообразования.
6. Корпус сверла по п.5, в котором шероховатость другой рабочей поверхности, помимо участка стружкообразования, установлена такой, что максимальная высота Rz не больше 3 мкм (JIS · В0601-2001).
7. Корпус сверла по п.2, в котором гнездо прикрепления режущей пластины включает внутреннее гнездо крепления для прикрепления режущей пластины рядом с осью вращения и внешнее гнездо крепления для прикрепления режущей пластины на некотором расстоянии от оси вращения, при этом часть рабочей поверхности стружкоотводной канавки выполнена в виде утонченного участка стенки, который подвергается утончению посредством внутреннего гнезда крепления и внешнего гнезда крепления, и упрочненный слой образован вблизи поверхности утонченного участка стенки.
8. Корпус сверла по п.2, в котором упрочненный слой имеет твердость, которая меньше или равна Hv 800.
9. Корпус сверла по п.2, в котором упрочненный слой находится на глубине в пределах от 0,05 мм до 0,50 мм от поверхности участка стружкообразования под ней.
10. Корпус сверла по п.1, в котором выпуклый участок или вогнутый участок участка стружкообразования образованы посредством лазерной обработки.
11. Корпус сверла по п.10, в котором упрочненный слой подвергается упрочнению посредством лазерной закалки.
12. Корпус сверла по п.1, в котором множество выпуклых участков и множество вогнутых участков равномерно распределены в заданной области.
13. Сверло с индексируемыми режущими пластинами, содержащее
корпус сверла, включающий стружкоотводную канавку, которая образована от передней концевой поверхности к задней концевой стороне в направлении оси вращения, для отвода стружки, создаваемой посредством режущей пластины, и гнездо крепления режущей пластины, которое образовано на передней концевой стороне, в направлении оси вращения, первой рабочей поверхности стружкоотводной канавки, которая обращена в направлении вращения сверла, и
режущую пластину, которая закреплена с возможностью отсоединения на гнезде крепления режущей пластины,
при этом в корпусе сверла образован участок стружкообразования, который включает, по меньшей мере, любое из множества выпуклых участков, которые выступают наружу из второй рабочей поверхности, и множества вогнутых участков, которые вогнуты внутрь из второй рабочей поверхности, среди рабочих поверхностей, которые образуют стружкоотводную канавку, по меньшей мере, на первом концевом участке второй рабочей поверхности стружкоотводной канавки, которая обращена к задней стороне направления вращения сверла.
| DE 4241140 A1, 09.06.1994 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Бесперемычное сверло для сплошного сверления глубоких отверстий | 1976 |
|
SU607670A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2002 |
|
RU2304489C2 |

