Настоящее изобретение, в общем, относится к сверлу регулируемого размера с механическим креплением многогранных режущих пластин для выполнения отверстия в заготовке.
Обычные спиральные сверла используются многие годы, причем их обычно выполняют из закаленной стали. Цельные твердосплавные сверла обеспечивают требуемые прочностные характеристики для механической обработки, но имеют различные ограничения. Разработка сверл с индексируемыми режущими пластинами устраняет некоторые из этих ограничений. Сверла с механическим креплением многогранных режущих пластин используют режущие кромки на одной или более индексируемой заменяемой режущей пластине. Режущие пластины могут быть установлены в пазы на режущем конце корпуса сверла. Пазы могут иметь форму, соответствующую, по меньшей мере, участку формы режущей пластины. Режущие пластины могут быть индексируемыми, подразумевая то, что, когда режущие кромки изнашиваются в эксплуатации, режущие пластины могут быть удалены или ослаблены в их положениях на корпусе сверла, затем повернуты, или индексированы, на заданную величину, чтобы сделать возможным использование дополнительных режущих кромок на режущей пластине. По меньшей мере, одна геометрия инструмента имеет отношение к режущей пластине, которая может располагаться в двух или более индексных положениях, таких как, например, приблизительно трехгранная режущая пластина, имеющая геометрию инструмента в трех положениях, приблизительно квадратная или другой четырехугольной формы режущая пластина, имеющая геометрию инструмента в четырех положениях, или других подходящих форм. Режущие пластины могут быть изготовлены из материалов более твердых и/или более плотных, чем корпус сверла.
Индексируемые режущие пластины могут быть способны на большие рабочие подачи и скорости резания, чем традиционные спиральные сверла. Режущие пластины могут быть из твердых сплавов или подобных материалов, которые имеют подходящую твердость или могут быть закалены для обеспечения твердости режущей кромки большей, чем у материала, который необходимо просверлить. Сверла с механическим креплением многогранных режущих пластин могут быть «с одной рабочей стружечной канавкой», «с двумя рабочими стружечными канавками» или с множеством рабочих стружечных канавок, где обеспечена одна или более режущих пластин, причем каждая имеет одну рабочую стружечную канавку. Спиральные сверла обычно имеют две рабочие стружечные канавки.
Хотя сверла с механическим креплением многогранных режущих пластин эффективны для многих областей применения, они могут быть не так эффективны для более маленьких отверстий, например, 3/4 дюйма (около 19 миллиметров) или меньше, так как конструкция обычно имеет одну рабочую стружечную канавку. В эксплуатации одна индексируемая режущая пластина с одной рабочей стружечной канавкой может быть медленнее, чем спиральное сверло с двумя рабочими стружечными канавками или перовых сверл с механическим креплением многогранных режущих пластин с двумя рабочими стружечными канавками. Перовые режущие пластины имеют «ножевую» переднюю точку сверления и могут быть выполнены из твердосплавной конструкции или мелкозернистой инструментальной стали.
Как отмечалось, сверла с механическим креплением многогранных режущих пластин могут использовать одну или более заменяемых режущих пластин, которые рентабельны, в частности, по мере того как размер сверла становится больше или становится более сложно сверлить материал. Сверло с механическим креплением многогранных режущих пластин может функционировать на более высокой частоте вращения, прорезая большую площадь поверхности, чем перовые сверла, обеспечивая более быстрое перемещение подачи. Другим преимуществом сверла с механическим креплением многогранных режущих пластин по сравнению с традиционным перовым сверлом, цельным твердосплавным сверлом или традиционным спиральным сверлом заключается в том, что режущие пластины являются расходными материалами. Вместо переточки режущей кромки режущая пластина может быть индексирована на новую режущую кромку и затем выброшена при износе всех режущих кромок.
Сверла с механическим креплением многогранных режущих пластин известны в данной области техники как «черновой инструмент», так как сверла с механическим креплением многогранных режущих пластин не могут быть самоцентрирующимися как в других типах изделий для сверления. Проблемы, такие как незеркальное отображение друг друга стружечных канавок на индексируемой режущей пластине, как, например, в перовых сверлах или других изделиях, вызывающие неоднородные усилия резания в работающем сверле. В прошлом сверло могло удерживаться на требуемой траектории резания шпинделем станка, и точность могла зависеть от жесткости станка и шпинделя, а также оснастки, удерживающей деталь. Поэтому используемые ранее сверла с механическим креплением многогранных режущих пластин не могли быть эффективны для сверления отверстий, имеющих глубину, в три раза превышающую их диаметр. На глубинах, превышающих три диметра, точность сверл согласно уровню техники с механическим креплением многогранных режущих пластин может быть снижена, и усилия на станке и шпинделе станка могут возрасти.
Сверла с механическим креплением многогранных режущих пластин, или инструменты предварительной обработки отверстий, ранее изготавливались в диапазонах размера предварительно обработанного отверстия. Так как сверла согласно уровню техники увеличиваются в размерах, различие в размере между одним сверлом и сверлом следующего размера может быть около 1/4 дюйма (около 6 миллиметров) диаметра или более. Конечный потребитель может столкнуться с трудностями при сверлении отверстия за одни проход до размера между размерами сверл предшествующего уровня техники. До настоящего времени было небольшое усовершенствование в обеспечении отверстий с жестким допуском на сверление для сверл более крупных размеров около от 1¼ дюйма до 5 дюймов (от 32 миллиметров до 127 миллиметров), и вместо этого используются отдельные продукты для сверления, чтобы закончить предварительно обработанное отверстие.
Дополнительно, ранее диаметры отверстия между стандартными размерами могли быть компенсированы специальными сверлами на заказ. Однако время выполнения и стоимость изделия по специальному заказу могут быть высоки из-за их малого объема выпуска, нестандартного размера, специальной разработки и вовлечения реализации. Стоимость и время получения этих сверл специального размера могут разубедить конечного потребителя от приобретения специального сверла и вызвать дополнительные затраты дополнительных операций.
Также в ранее созданных сверлах с механическим креплением многогранных режущих пластин во время работы физические режимы резания для сверл с механическим креплением многогранных режущих пластин могут изменяться от наружного края отверстия по направлению к центру диаметра отверстия вследствие различных линейных скоростей режущих кромок, проходящих над материалом. Возле центра диаметра линейная скорость режущей кромки может быть очень низкой. В сверлах согласно уровню техники с механическим креплением многогранных режущих пластин, при низкой линейной скорости центра, механический процесс резания может быть как зубило, которое продавливает материал. По мере того как расстояние от центра увеличивается, линейная скорость режущих пластин увеличивается, и режущие кромки могут эффективно срезать материал. В прошлом низкая линейная скорость в центре отверстия могла вызвать поломку сверла. Чтобы компенсировать низкую скорость в центре отверстия, в сверлах согласно уровню техники пытались использовать центрорежущую пластину, имеющую различную форму, или материал режущей пластины, или специальную режущую кромку.
Также, так как сверла согласно уровню техники увеличиваются в размерах, сверло может быть оснащено режущими пластинами большего размера. Так как размер и форма режущей пластины увеличиваются, и винт режущей пластины, который удерживает режущую пластину в ее пазу, может также заменяться. Пользователь, которому необходимо просверлить отверстия различных размеров, должен иметь большой инвентарь режущих пластин, классов точности режущих пластин и размеров винтов. Конечный пользователь, имея отверстия, изменяющиеся всего на 1,5 дюйма (38 миллиметров) от наибольшего до наименьшего, может иметь от 30 до целых 45 отдельных компонентов в инвентаре.
Несбалансированные сверла могут вызывать вибрации. Так как индексируемые режущие пластины могут не иметь двух рабочих стружечных канавок и быть неоднородными, сверла согласно уровню техники с механическим креплением многогранных режущих пластин было трудно балансировать. Ранее индексируемые режущие пластины затачивались или изготавливались с режущими кромками с плоским основанием, чтобы защитить режущие кромки от вибраций или перемещения, характерных для сверл согласно уровню техники с механическим креплением многогранных режущих пластин. Поэтому требовалось больше мощности для предшествующих сверл с заточенными режущими пластинами или режущими пластинами с плоским основанием, использовавшихся в предшествующем уровне техники.
Сверла с механическим креплением многогранных режущих пластин согласно уровню техники также зависят от объема хладагента для удаления стружки от сверла из отверстия во время сверления. Стружки, образованные резанием, необходимо отводить от режущих кромок и удалять из углубления смежного области резания, чтобы не допустить заклинивания стружки в зазор между корпусом сверла и диаметром резания. Хладагент может прокачиваться через корпус сверла, выходя на конце сверла и протекая в обратном направлении под давлением и инерцией и толкая стружку обратно вверх по углублению. Хладагент может включать в себя масло, растворимое в воде, которое может образовывать пар под действием тепла и давления резания. Хладагент может представлять опасность для здоровья оператора при вдыхании и должен задерживаться фильтрацией или другими процессами, чтобы уменьшить его вдыхание оператором станка.
Ранее, в сверлах с механическим креплением многогранных режущих пластин место поломки сверла могло происходить возле области центральной режущей пластины. Центральная область может заполняться стружкой, неспособной перемещаться обратно по конструкции корпуса сверла и из образованного отверстия.
Настоящее изобретение относится к регулируемому сверлу, содержащему корпус сверла, имеющий продольную ось и включающий в себя: по меньшей мере, одну торцевую поверхность, содержащую: элемент направления, выполненный в сочетании с, по меньшей мере, одной торцевой поверхностью; продольное углубление, проходящее от торцевой поверхности вдоль, по меньшей мере, одного участка корпуса сверла; по меньшей мере, одну вставку, примыкающую к торцевой поверхности, выборочно перемещающуюся вдоль элемента направления и содержащую режущую поверхность, содержащую, по меньшей мере, один паз под режущую пластину, расположенный смежно с краем корпуса сверла; систему крепления для прикрепления с возможностью разъединения, по меньшей мере, одной вставки к корпусу сверла; и, по меньшей мере, одну режущую пластину, закрепленную с возможностью разъединения в пазу под режущую пластину, при этом указанная, по меньшей мере, одна пластина в процессе работы образует законченное отверстие в металлической заготовке, причем, по меньшей мере, одна перемещаемая вставка выполнена непрерывно регулируемой для регулирования диаметра отверстия.
Предпочтительно торцевая поверхность наклонена к плоскости, перпендикулярной оси.
Предпочтительно элемент направления и режущая поверхность приблизительно параллельны.
Предпочтительно вставка содержит, по меньшей мере, два паза под режущую пластину.
Предпочтительно вставка имеет ответную конструкцию, соответствующую и предназначенную для совмещения с элементом направления.
Предпочтительно по меньшей мере, одна режущая пластина имеет толщину, которая превышает толщину по ISO.
Предпочтительно элемент направления является, по меньшей мере, одной продольной шпоночной канавкой.
Предпочтительно вставка имеет ответную конструкцию, соответствующую и предназначенную для совмещения с элементом направления.
Предпочтительно вырез содержит расточку.
Предпочтительно вставки дополнительно содержат: сквозное отверстие и крепеж, проходящий через сквозное отверстие в отверстие, обеспеченное в соответствующей торцевой стороне для прикрепления с возможностью разъединения вставки к корпусу сверла.
Предпочтительно режущие поверхности каждой вставки расположены под углом приблизительно 180° друг относительно друга.
Предпочтительно, по меньшей мере, одна режущая пластина является индексируемой и выбирается из группы, состоящей из: трехгранной режущей пластины, ромбовидной режущей пластины, четырехгранной режущей пластины и квадратной режущей пластины.
Предпочтительно, по меньшей мере, одна режущая пластина является трехгранной режущей пластиной, имеющей толщину, которая, по меньшей мере, на 0,4 мм больше, чем международная стандартная толщина.
Предпочтительно, по меньшей мере, одна режущая пластина является трехгранной режущей пластиной, имеющей три стороны с режущими кромками, и первая и вторая задние поверхности смежны с режущими кромками режущей пластины.
Таким образом, регулируемое сверло может дополнительно содержать вторую торцевую поверхность, содержащую второе отверстие, проходящее в корпус сверла; вторую вставку, смежную второй торцевой поверхности, содержащую сквозное отверстие; и вторую режущую поверхность, содержащую паз под режущую пластину, расположенный смежно с осью корпуса сверла; крепеж, проходящий через сквозное отверстие во второе отверстие, прикрепляя с возможностью разъединения вставку к корпусу сверла; и режущую пластину, закрепленную с возможностью разъединения в пазу под режущую пластину.
Регулируемое сверло может дополнительно содержать режущие пластины различных конфигураций, что может обеспечить альтернативные характеристики резания в сочетании с регулируемым сверлом.
Далее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - вид в перспективе с разнесением деталей регулируемого сверла с механическим креплением многогранных режущих пластин согласно изобретению с участками, удаленными для ясности;
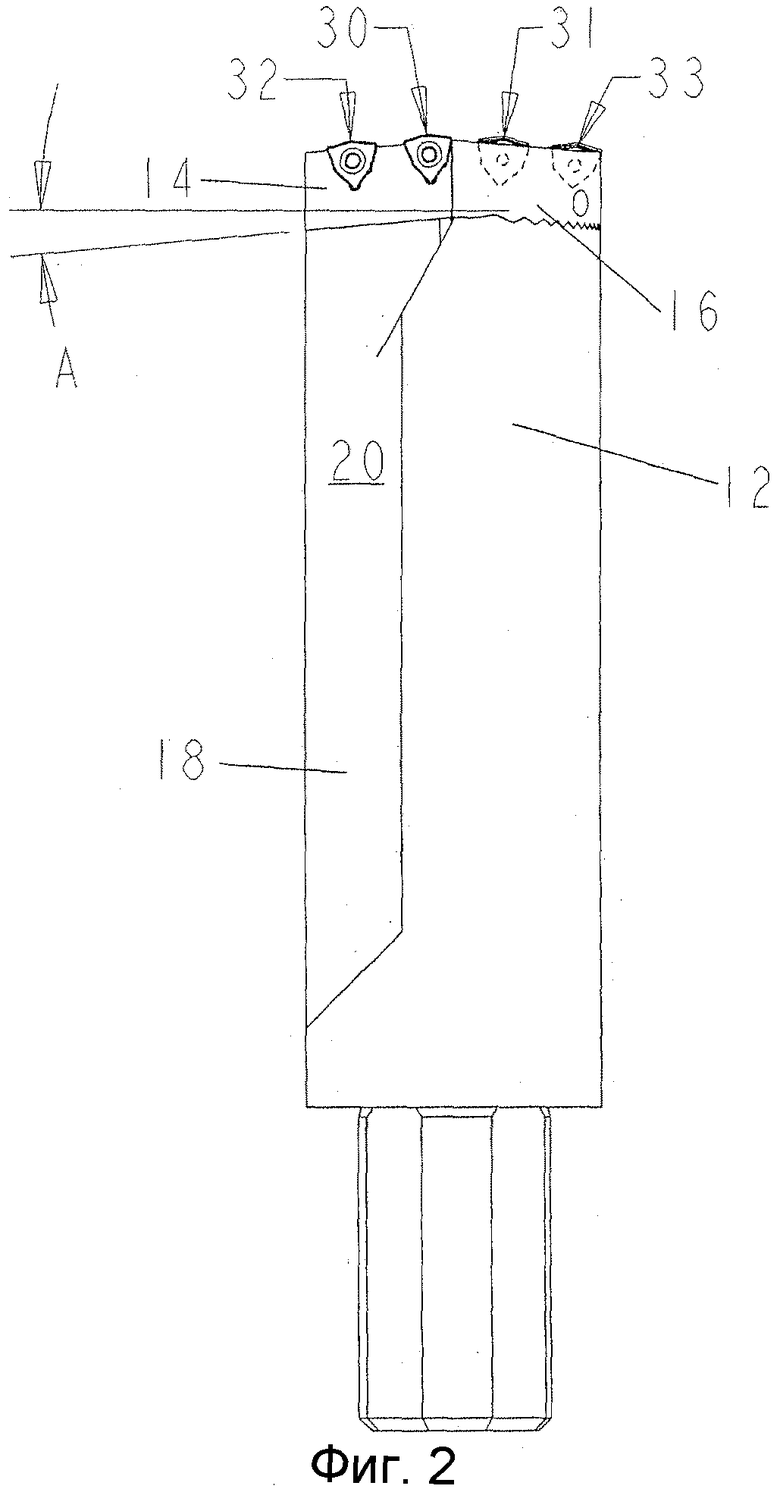
Фиг.2 - вид спереди сверла с Фиг.1;
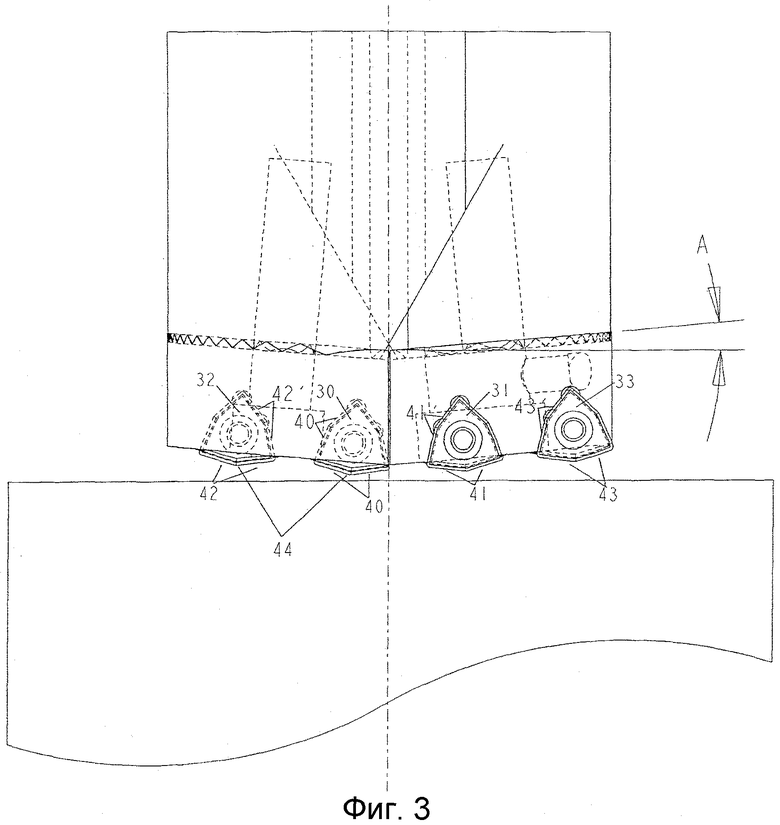
Фиг.3 - частичный вид вставок и режущих пластин сверла с Фиг.1;
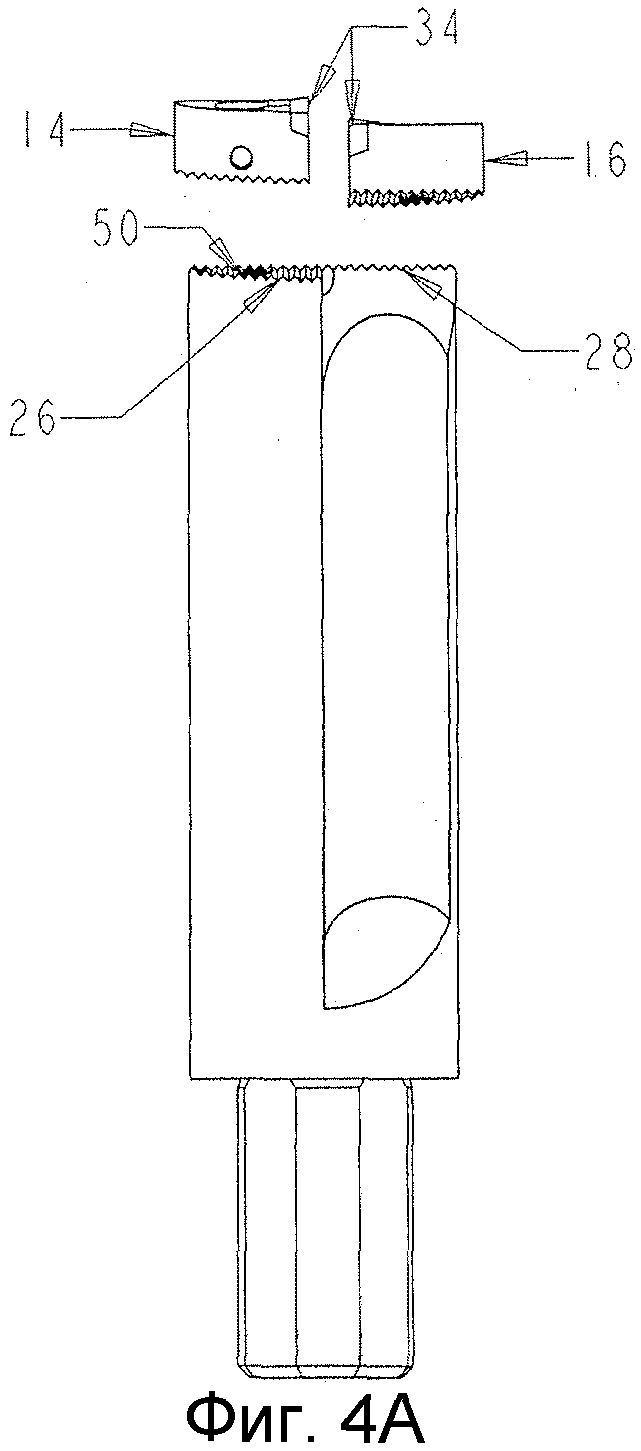
Фиг.4A - вид сбоку участка сверла с Фиг.1;
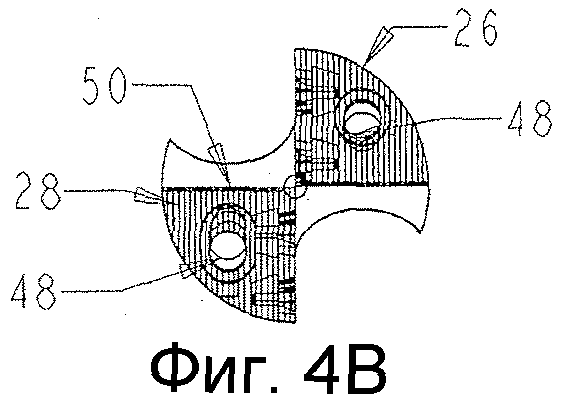
Фиг.4B - вид сверху участка, показанного на Фиг.4A;
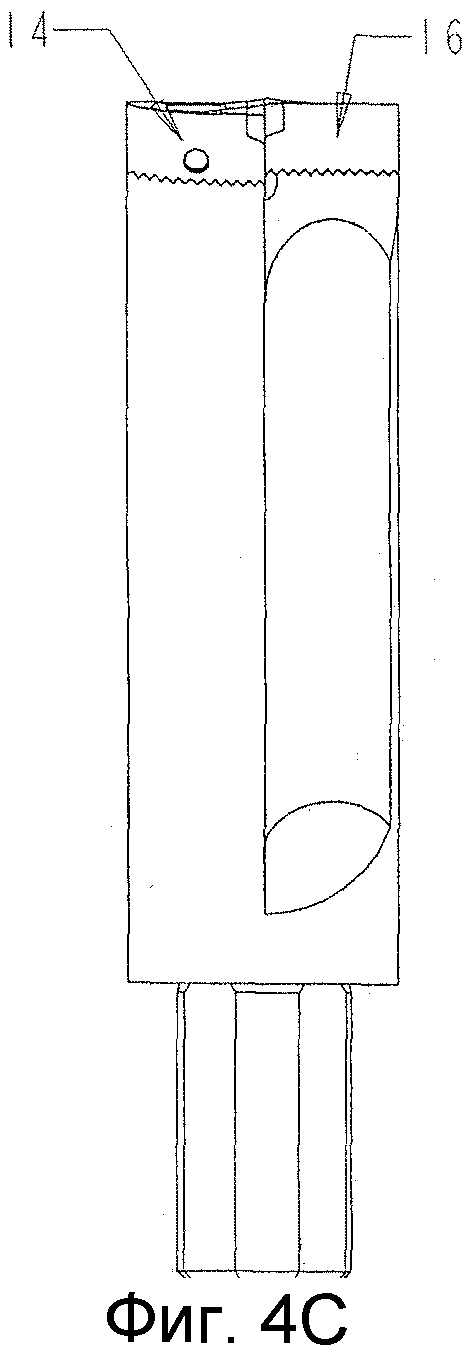
Фиг.4C - вид сбоку сверла с Фиг.1;
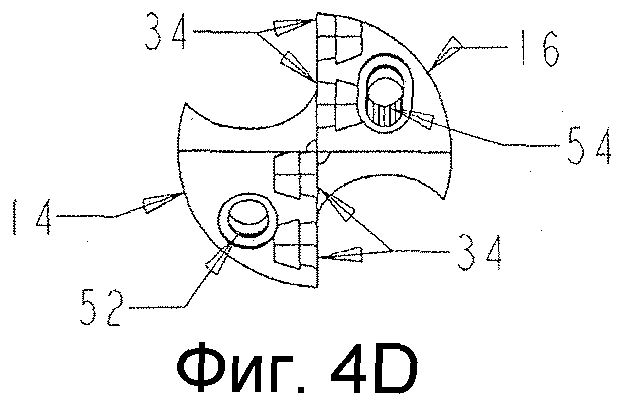
Фиг.4D - вид сверху сверла, показанного на Фиг.4C;
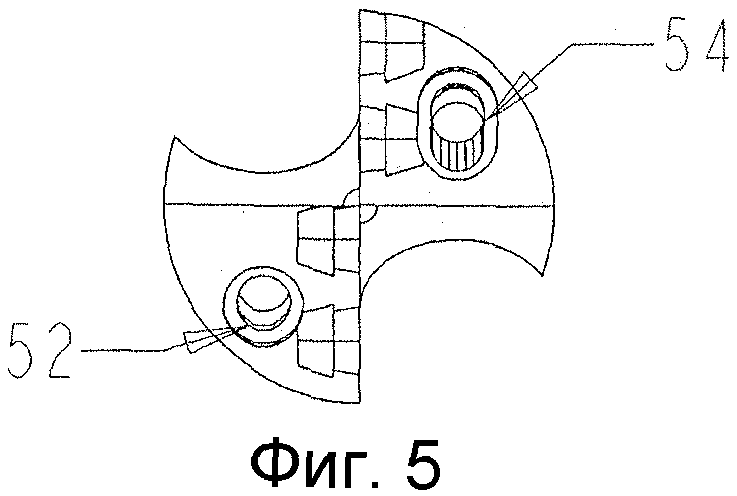
Фиг.5 - вид сверху сверла с Фиг.1;
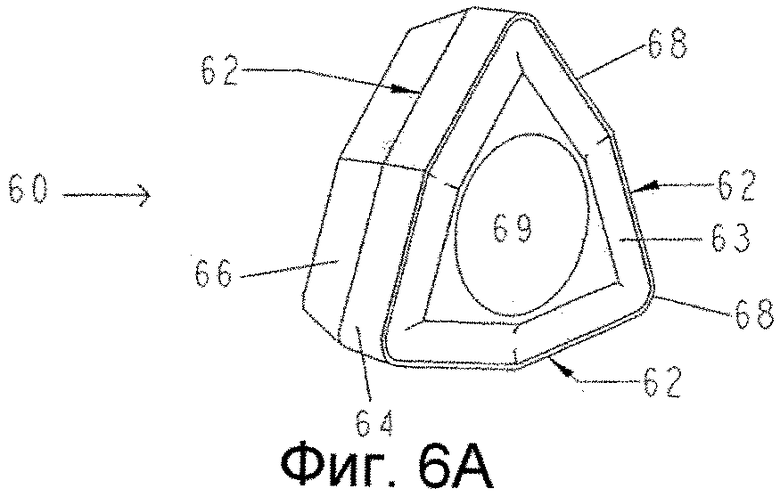
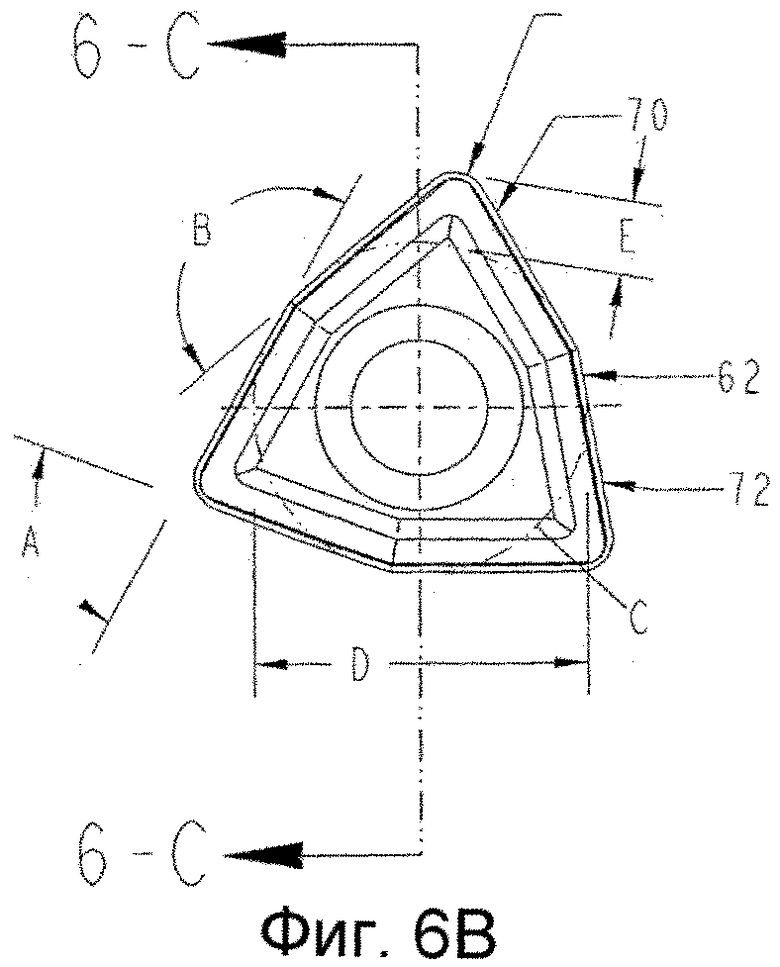
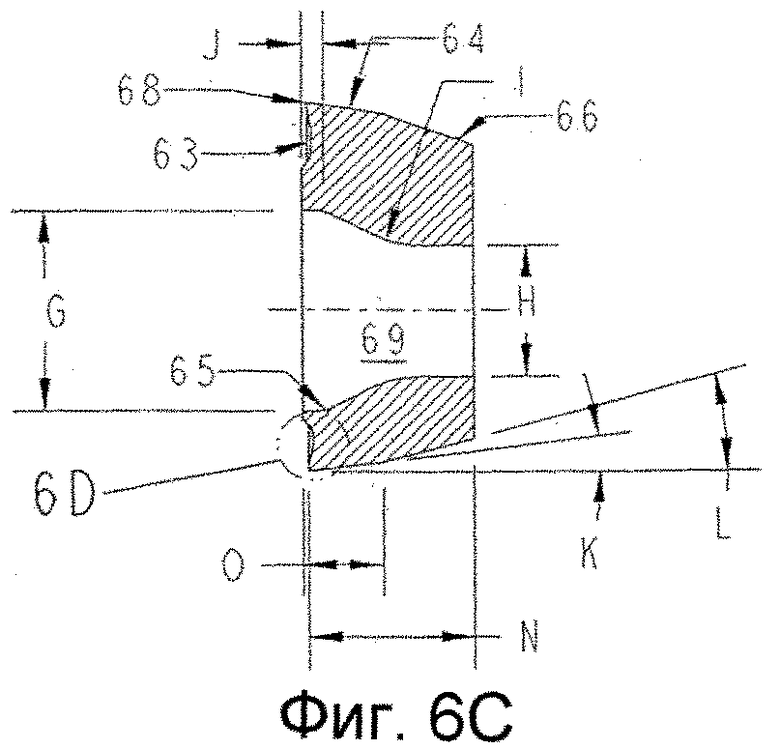
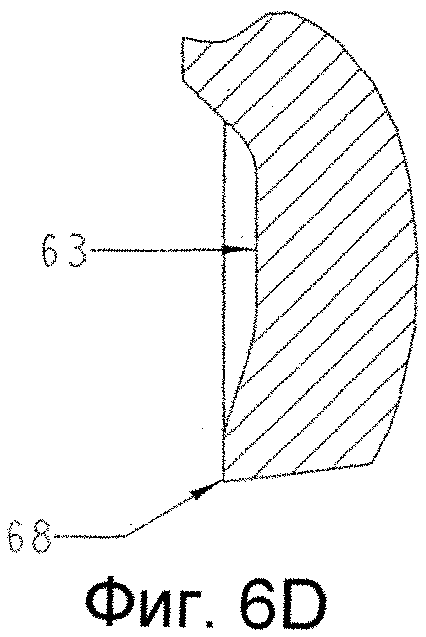
Фиг. 6A-6D - виды примера трехгранной режущей пластины, используемый с настоящим изобретением;
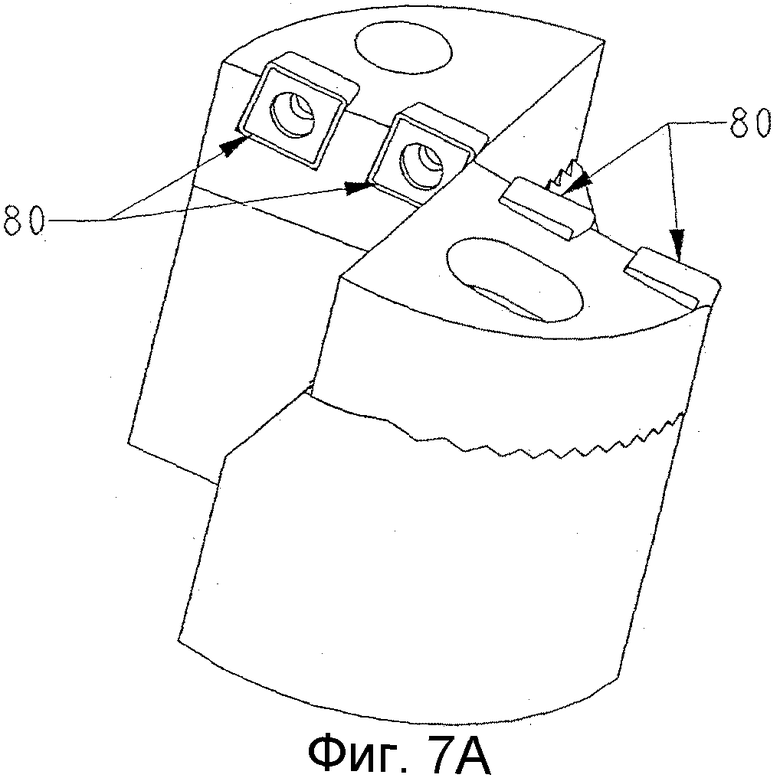
Фиг. 7A-7D - виды примера сверла с альтернативной конструкцией режущей пластины;
Фиг. 8A-8D - виды примера сверла с альтернативной конструкцией режущей пластины; и
Фиг. 9A-9D - виды примера сверла с альтернативной конструкцией режущей пластины.
Изобретение относится к регулируемому сверлу с механическим креплением многогранных режущих пластин, причем далее раскрыт пример, в котором сверло может использовать одну или более вставок режущей пластины и индексируемые режущие пластины. В этом примере сверло с механическим креплением многогранных режущих пластин смягчает многие недостатки сверл с механическим креплением многогранных режущих пластин, описанных ранее, и обеспечивает повышенный уровень производительности, сниженные эксплуатационные расходы и устранение излишних операций. Сверло с механическим креплением многогранных режущих пластин также снижает количество хладагента, необходимого для надлежащей работы, таким образом, уменьшая риски для оператора, связанные с возможным вдыханием таких охлаждающих материалов. Как также будет описано, сверло с механическим креплением многогранных режущих пластин обеспечивает плавный, устойчивый вход в деталь, которую необходимо обработать, таким образом обеспечивая устойчивую операцию для образования отверстий с жестким допуском на сверление описанной конструкции. Согласно Фиг.1 регулируемое сверло 10 с механическим креплением многогранных режущих пластин может содержать корпус 12 сверла, внутреннюю вставку 14 и наружную вставку 16. Различные конструкции, такие как винты с головкой для закрепления вставок 14 и 16 и режущие пластины, описанные ниже, не показаны на Фиг.1.
Корпус 12 сверла может иметь приблизительно цилиндрическую форму и может содержать одну или более продольных углублений 18, причем каждое углубление 18 имеет переднюю поверхность 20 и заднюю поверхность 22. Передняя поверхность 20 и задняя поверхность 22 могут составлять угол около 90°. Альтернативно, передняя поверхность 20 и задняя поверхность 22 могут составлять угол больше или меньше чем 90°. Конец корпуса 12 сверла может содержать первую торцевую поверхность 26 и вторую торцевую поверхность 28. Продольные углубления 18 могут проходить от торцевых поверхностей 26, 28 вдоль, по меньшей мере, участка корпуса 12 сверла. Одна или более вставок режущих пластин могут быть использованы с корпусом сверла, такие как вставки 14, 16 режущих пластин, которые могут быть прикреплены к корпусу 12 сверла, смежно торцевым поверхностям 26, 28.
Сверло 10 может использовать многочисленные режущие пластины 30 для уменьшения размера стружки. Так как размер сверла увеличивается сверх способности траекторий резания правильно перекрывать друг друга, могут быть использованы дополнительные режущие пластины. По меньшей мере, одна режущая пластина 30 может быть прикреплена к каждой вставке 14, 16 режущих пластин. Фиг. 1-5 изображают регулируемое сверло 10 с механическим креплением многогранных режущих пластин, использующее четыре или более режущих пластин 30, 31, 32, 33 для иллюстративных целей. Для некоторых применений возможно использование меньшего, чем четыре, количества режущих пластин. В аспекте изобретения сверло имеет способность регулироваться в пределах диапазона размера. Регулируемость в качестве примера обеспечена возможностью перемещения наружной вставки 16 и расположением противоположно закрепленной вставке 14 режущей пластины по существу под углом 180°. Регулируемость вставки, выполненной с возможностью перемещения, обеспечивает регулирование размера сверления для точной регулировки сверла под конкретное требование размера отверстия. Регулируемость также обеспечивает компенсацию износа шпинделей станка, износа инструментальных оправок и плохих условий установки. Способность сверлить законченное отверстие за одну операцию устраняет дополнительные операции расточки и развертки, в то же время обеспечивая требуемый размер законченного отверстия. Это в свою очередь уменьшает расточной и разверточный инвентарь, который необходим для конкретного применения, так как диапазон размера сверла устраняет необходимость в дополнительных инструментах для расточки и развертки, а также уменьшает необходимость в специально созданных размерах сверл. Это также устраняет время выполнения и затраты на такие изготовленные на заказ изделия. По мере того как требуемый диаметр отверстия увеличивается, могут использоваться дополнительные режущие пластины, например, но, не ограничиваясь этим, шесть режущих пластин или восемь режущих пластин. Наоборот, по мере того как требуемый диаметр отверстия уменьшается, меньшее количество режущих пластин могут использоваться, например, но не ограничиваясь этим, две или три режущие пластины. Режущие пластины 30, 31, 32 ,33 содержат геометрию инструмента, которая может включать в себя режущие кромки 40, 41, 42, 43 с вершиной 44, образованной на них. Вершина в показанном примере обеспечена режущими кромками, проходящими от нее под углом, таким как около 20°. Режущие пластины могут быть индексируемыми для обеспечения одной или более режущих кромок 40', 41', 42', 43'.
Внутренняя вставка 14 может содержать режущую поверхность, содержащую паз под режущую пластину, расположенную смежно с осью корпуса сверла. Режущая пластина 30 может быть закреплена в пазу под режущую пластину на внутренней вставке 14, так что режущая кромка 40 способна резать наиболее центральный участок диаметра отверстия.
Наружная вставка 16 может содержать режущую поверхность, содержащую паз под режущую пластину, расположенную смежно с краем корпуса сверла. Режущая пластина, расположенная для резания крайнего участка диаметра отверстия, может быть прикреплена в пазу режущей пластины на наружной вставке 16. Режущая поверхность на наружной вставке 16 может составлять около 180° с режущей поверхностью на внутренней вставке.
Первая и вторая торцевые поверхности 26, 28 могут быть наклонными поверхностями. Как показано на Фиг. 2 и 3, торцевые поверхности 26, 28 могут быть наклонены на угол A к перпендикулярной плоскости на заданную величину, например, около 2 - 5°. Альтернативно, торцевые поверхности 26, 28 могут быть наклонены к перпендикулярной плоскости под углом около от 1/2 до 10° или более. Одна или обе торцевые поверхности 26, 28 могут быть наклонены, так что нормальный вектор остается параллельным углублению передней поверхности 20. Альтернативно, торцевые поверхности могут иметь наклонное ориентирование. Наклонность поверхностей 26 и 28 обеспечивается для плавного входа в поверхность детали и облегчения стабилизации сверла во время использования. Это также обеспечивает функцию, позволяющую центральной режущей пластине, которой в этом примере является режущая пластина 30, и частично ее вершине 44 начинать образовывать канавку в траектории резания, по мере того как противоположная или внутренняя режущая пластина входит в деталь. Конструкция позволяет сверлу начинать канавку здесь до того, как наружные режущие пластины начинают резать, таким образом, обеспечивая плавный и устойчивый вход в деталь. Наклон торцевых поверхностей 26, 28 от перпендикулярной плоскости располагает прикрепленные вставки 14, 16 режущих пластин под соответствующим углом, таким образом, имея следствием то, что режущие кромки 40, 41, 42, 43 расположены так, что внутренняя режущая кромка 40 продолжается наружу на большую величину, причем последующие режущие пластины расположены вдали от передней поверхности сверла. Это расположение режущих пластин 30, 31, 32 и 33 позволяет каждой последующей режущей пластине эффективно образовывать бороздку, или канавку, до того, как следующая режущая пластина начнет резать, и так далее до тех пор, пока каждая режущая пластина не зацепится с деталью. Следовательно, центральная режущая пластина 30 немного тангенциально нагружается до того, как режущая пластина 31 начинает резание, и так же в свою очередь для режущих пластин 32 и 33. Плавный вход в деталь позволяет избежать биения, которое может вызвать катастрофическое отскакивание при сверлении с системами сверления с одной рабочей режущей пластиной.
Первая и вторая торцевые поверхности 26, 28 могут содержать ведущий элемент, смежный с отверстием или скважиной 48, продолжающийся к краю корпуса сверла, такой, как, например, но не ограничиваясь этим, одна или две продольных насечки или продольных шпоночных канавок или других форм, способных удерживать вставки 14, 16, когда они установлены на торцевых поверхностях 26, 28. Как показано на Фиг.4A и 4B, первая и вторая торцевые поверхности 26, 28 могут содержать элемент привода, такой как насечки 50, по меньшей мере, на участке торцевых поверхностей. Как показано в этом примере насечки являются насечками под 60°, но другие угловые насечки могут быть подходящими по требованию. Альтернативно, расположение типа приводной шпонки может быть использовано или любая другая подходящая конструкция привода. Внутренняя вставка 14 и наружная вставка 16 могут иметь соответствующую геометрию для зацепления с удерживающей геометрией на торцевых поверхностях 26, 28, такой как соответствующие насечки, приводные шпонки или другая геометрия, способная удерживать вставки 14, 16, когда они установлены на торцевых поверхностях 26, 28, как видно на Фиг.4C и 4D. Корпус 12 сверла может иметь отверстия, проходящие в корпус сверла или скважины 48, для принятия винтов или крепежей, таких как винтов с головкой (не показаны) для прикрепления вставок 14, 16. Вставки 14, 16 могут быть прикреплены с возможностью разъединения к корпусу 12 сверла крепежом, таким как, например, но не ограничиваясь этим, винтами или другими крепежами. Крепежи могут являться винтами с головкой под торцевой ключ. Эта конструкция позволяет заменять вставки 14 и 16 по выбору, для эффективной замены передних режущих поверхностей, относящихся к сборке сверла, простым и эффективным способом. Конструкция настоящего изобретения также позволяет держать коротким расстояние от сопряжения корпуса сверла с пазами 24 под режущие пластины, чтобы уменьшить любые изгибающие моменты на режущих пластинах. Расстояние от края корпуса 12 сверла до режущей кромки 40 может находиться в диапазоне около от 1/2 до 1 дюйма (около от 12 до 25 миллиметров). Альтернативно, расстояние от края корпуса 12 сверла до режущей кромки 40 может находиться в диапазоне около от 3/4 до 2 дюймов (около от 19 до 51 миллиметров). Расположение вставок вблизи режущих кромок способствует уменьшению усилий в сверле 10.
Внутренняя вставка 14 и наружная вставка 16 могут иметь сквозное отверстие в вставке для прикрепления вставок к корпусу сверла. Как показано на Фиг. 4B и 5, сквозное отверстие 52 во внутренней вставке 14 и сквозное отверстие 54 в наружной вставке 16 может содержать расточку, чтобы обеспечить зазор для головки винта или других крепежных элементов. Например, винты с головкой (не показаны) могут быть использованы для прикрепления вставок 14 и 16 через отверстия 52 и 54 и в соединении с отверстиями, образованными на торцевых поверхностях 26 и 28. Положение крепежных отверстий 48, 52, 54 может позволить пользователю устанавливать вставки с торцевого конца сверла. Расположением крепежных отверстий 48, 52, 54 навстречу торцевому концу сверла, пользователь может иметь возможность удалить вставки, в то время как сверло расположено в шпинделе станка, что может сэкономить время для пользователя.
Альтернативно, одна или более вставок могут быть интегрированы в корпус сверла (не показаны).
Углубление 18 может иметь форму, которая расширяет отверстие, создавая меньшее сопротивление потоку стружки. Передняя поверхность 20 углубления может быть приблизительно плоской. Задняя поверхность 22 может быть эллиптически вогнутой поверхностью, как показано на Фиг.1. Эллиптическая задняя поверхность 22 может уменьшить величину давления и потока хладагента, необходимого для удаления стружки обратно и от вреза. Уменьшение давления и объема хладагента может уменьшить количество затуманивания хладагента, которое необходимо задержать фильтрацией или другими процессами. Для некоторых материалов сверло 10 с механическим креплением многогранных режущих пластин может делать возможным резание без орошения.
Режущие кромки 30, 31, 32, 33 могут быть расположены в пазах или углублениях, вырезанных во внутренней или наружной вставках 14, 16. Пазы могут иметь форму, соответственную, по меньшей мере, участку формы режущих пластин. Дополнительно, пазы могут иметь такую форму, что режущие пластины наклонены относительно поверхности вставок. Вращение паза под режущую пластину наружу от вершины в 20º может уменьшить «выталкивание» центральной режущей пластины, вызванное более низкой линейной скоростью режущей пластины возле средней линии отверстия, такое как, например, на от 1,5 до 2,75° от перпендикуляра. Другие величины вращения предполагаются, как могут понадобиться для различных применений.
Сверло 10 может быть регулируемым под различные диаметры внутри диапазона размеров. Наружная вставка 16 может быть подвижной вставкой, смежной с торцевой поверхностью и по выбору выполнена с возможностью скольжения вдоль элемента направления. Как показано на Фиг.4B и 5A, отверстие 54 может являться вырезом в направлении насечек 50. Вырез может иметь такие размеры, чтобы позволять смещение наружной вставки 16 на около от 1/16 до 1/2 дюйма (около от 2 до 6 миллиметров). Предполагаются и другие величины смещения, которые могут понадобиться для различных применений. При работе, для регулировки наружной вставки 16, крепеж, прикрепляющий вставку к корпусу сверла, может быть ослаблен, позволяя вставке скользить или смещаться по длине выреза. Когда вставка расположена как требуется, крепеж может быть снова затянут, чтобы прикрепить вставку к корпусу сверла.
Регулировка под диаметр сверления может позволить конечному пользователю регулировать сверло, чтобы охватить различные диаметры отверстия. Регулируемость позволяет пользователю компенсировать износ шпинделя станка, износ инструментальных оправок или плохие условия установки. Регулировка сверла может также сократить дорогостоящие дополнительные операции, такие как расточку и развертку после сверления. Элемент регулируемости может также снизить количество расточного и разверточного инвентаря, обслуживаемого производственным оборудованием. Дополнительно элемент регулируемости может также снизить потребность в дорогих, изготовленных на заказ, размерах сверл. В качестве примера, группа систем сверления может быть обеспечена с перекрывающимися размерами сверл, которые для режущих пластин, как описано здесь в примерах, могут находиться в пределах приблизительно 0,200 дюйма в диаметре, чтобы сделать возможным сверление отверстия практически бесконечной величины размеров отверстия. Для более мелких конструкций отверстий регулируемость, обеспеченная инструментом согласно изобретению, может быть меньше, такой как, например, в пределах около 0,125 дюйма. В общем, степень регулируемости может иметь альтернативные пределы, как может потребоваться, такие как, например, в пределах от 1/16 до 1/2 дюйма. Таким образом, способность обеспечить регулировку согласно изобретению позволяет изготавливать требуемые размеры законченных отверстий.
Регулируемое сверло 10 с механическим креплением многогранных режущих пластин может использовать многочисленные режущие пластины, что может распределить усилия резания по ширине вреза, с немного более толстой режущей пластиной. Край режущей пластины имеет более свободный режущий угол или наклон, что обеспечивается устойчивостью сверла. Устранением заточенных краев и усилением зоны резания может использоваться меньшая мощность, чтобы просверлить отверстие, обеспечивая экономию пользователю. Более мелкие размеры режущей пластины могу также использовать меньшее количество материала в режущей пластине режущего инструмента. По меньшей мере, одна режущая пластина может быть прикреплена к, по меньшей мере, одной вставке, такой как вставка 14 и 16, любым подходящим способом, таким как винтами с головками (не показаны) и подобными.
На Фиг.6A-6D более подробно показана режущая пластина 60 трехгранного типа, которая может быть использована в сверле согласно примерам изобретения. На Фиг.6, трехгранная режущая пластина 60 включает в себя три стороны 62, имеющие первый и второй участки 64 и 66, с участком 64, образующим режущую кромку 68 и рельефные поверхности под около 7 и 15° соответственно, как показано на виде в сечении. Центральное отверстие 69 обеспечено для крепежного элемента. Как видно на Фиг.6B, стороны 62 могут быть наклонены под требуемым углом относительно смежной стороны 62, например, ориентированы под углом A, составляющим около 80±0,5°, и каждая может включать в себя две секции 70 и 72, наклоненные под требуемым углом B, например, ориентированным под внешним прилежащим углом, составляющим около 160°, как показано в этом примере. Режущие кромки 68 обеспечены на каждой поверхности 62, проходя от осевого центра стороны 62. Режущие кромки 68 по существу являются касательными к вписанной окружности C из упорного центра режущей пластины 60. Диаметр окружности C может быть требуемого размера D, такого как, например, 7,938±0,05 мм. Радиус F может быть обеспечен между сторонами 62, такой как радиус величиной, например, 0,787 мм. Сечение, изображенное на Фиг.6C, имеет требуемую конструкцию для зацепления с закрепляющим винтом, с наружным размером G, например, размером, равным 4,93±0,07 мм, и внутренним размером H, например, размером, равным 3,23±0,07 мм. Радиус I может быть образован в середине отверстия 69, например, радиус, равный 2,362. С наружной стороны отверстие 69 может иметь участок 65, имеющий расточку J, равную, например, 0,51±0,07 мм. Радиус может быть образован между участком 65 и смежным участком отверстия 69, такой как, радиус, равный, например, 0,203. Поверхности 64 и 66 могут быть образованы под требуемыми углами к режущим кромкам 68, например, под первым основным задним углом K для поверхности 64, например, 7°, и вспомогательным задним углом L для поверхности 66, например, 15°. Если требуется, может использоваться только основная задняя поверхность. В этом примере размеры основной и вспомогательной задних поверхностей 64 и 66 могут быть выбраны, как требуется. Режущая пластина 60 может иметь требуемую толщину N, например, равную 3,96±0,02 мм, причем поверхность 64 имеет размер O, например, равный 1,905 мм. В этом и других примерах, режущие пластины разработаны так, чтобы иметь больший размер по толщине, чем стандартные толщины по ISO, чтобы обеспечить прочность и стойкость. Например, толщина, по меньшей мере, на 0,4 мм больше, чем международный стандарт толщины. Увеличенный частичный вид с Фиг.6D, взятый по сечению 6D с Фиг.6C, изображает элемент участка режущей кромки 68 и поверхность 63 стружколома. Режущие кромки 68 могут включать в себя множество режущих компонентов, которые взаимодействуют вместе, чтобы обеспечить требуемую режущую поверхность для материального и/или сверлильного применения. В общем, режущая пластина 60 создана для резания, когда приводится во вращение в сочетании с держателем в заданном направлении. Отверстие 69 режущей пластины взаимодействует с отверстием во внутренней вставке 14 или наружной вставке 16, чтобы, например, закрепить режущую пластину 60 внутри паза на вставках 14 и 16. Отверстие 69 может быть образовано с потайными участками, образованными в качестве опорной поверхности, приспособленной зацепляться соответствующей сужающейся или подобной поверхностью на крепежном элементе, например, винте или подобном, и отверстие 69 и соответствующее отверстие на вставке 14 или 16 может быть смещено, чтобы при закреплении режущей пластины 60 внутри паза режущая пластина 60 прижималась к установочным поверхностям в пазу. Смежно с режущими кромками 68 каждой стороны 62 образуются поверхности режущей бровки или стружколома, как видно на Фиг.6D, чтобы обеспечить требуемое стружкообразование и места излома в сочетании с режущей кромкой 68. Другие аспекты конкретного типа трехгранной режущей пластины отмечены на этих чертежах, но также понятно, что другие трехгранные и трохоидные режущие пластины могут быть образованы по-другому, для того чтобы подходить для различных применений, если требуется. В этом примере конкретная трехгранная режущая пластина 60 имеет изометрическую конструкцию и имеет заданный прилежащий угол, который может варьироваться в соответствии с размером сверлильного инструмента, если требуется. Режущая пластина 60 также имеет основные и вспомогательные задние поверхности, хотя также ясно, что предполагаются и другие конструкции.
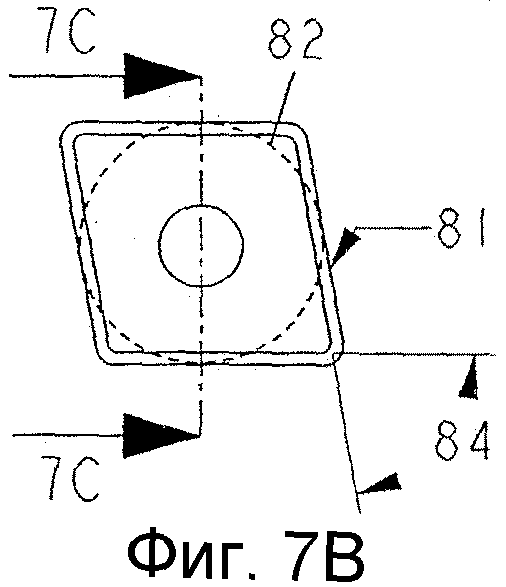
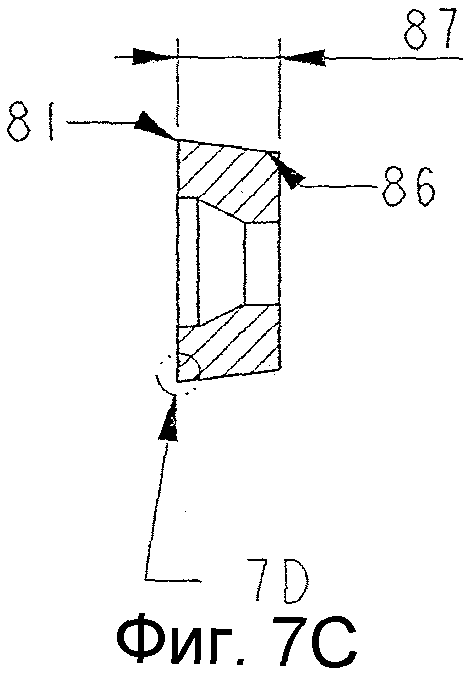
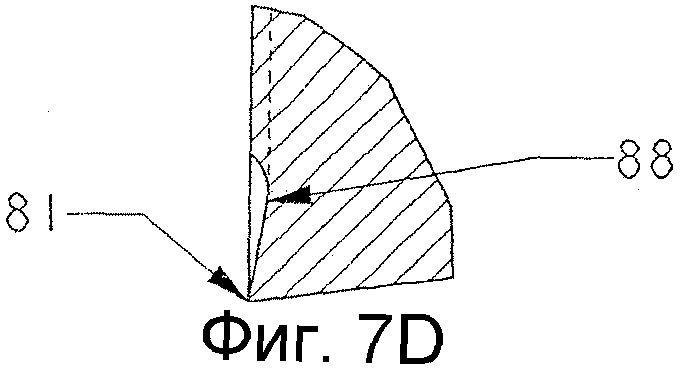
На Фиг. 7A-7D изображена ромбовидная режущая пластина 80 в качестве примера режущей пластины, используемой в системе сверления. Видно, что ромбовидная режущая пластина 80 имеет четыре стороны, причем каждая имеет режущую кромку 81, соединенную с ней. В этом примере ромбовидной режущей пластины 80, как видно на Фиг.7B, режущие кромки 81 могут быть выполнены касательными к вписанной окружности 82, например, имеющей диаметр 3/8 дюйма. Режущие кромки 81 также выполнены под заданным углом 84 друг к другу, например, углом 80°. Как видно на Фиг.7C, изображающей сечение, взятое по линии 7C-7C с Фиг.7B, основная задняя поверхность 86 образована за режущими кромками 81, и режущая пластина имеет толщину 87, например, около 0,1563 мм. Увеличенный элемент режущей кромки 81 изображен на Фиг.7D, изображая поверхность 88 стружколома, образованную смежной с режущей кромкой 81.
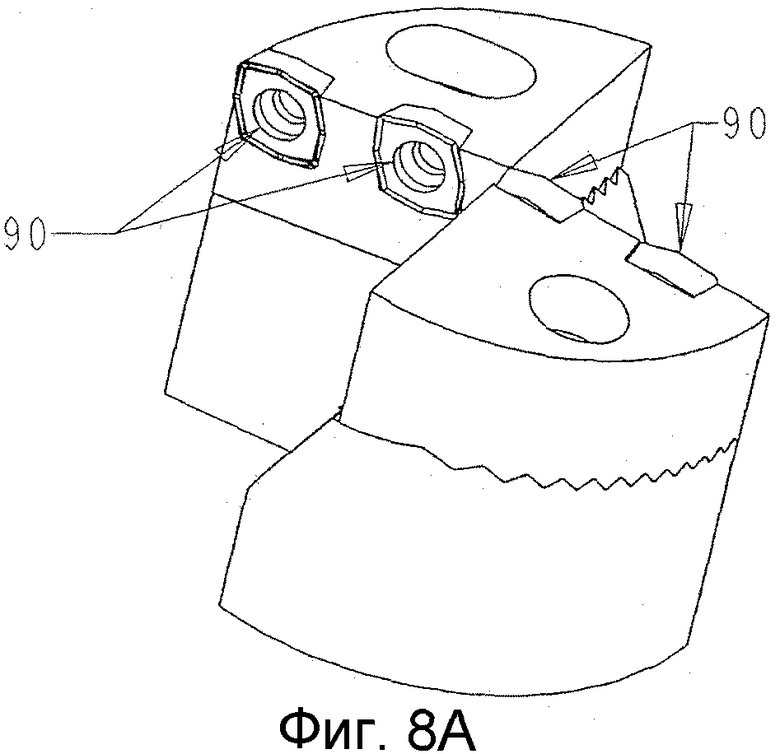
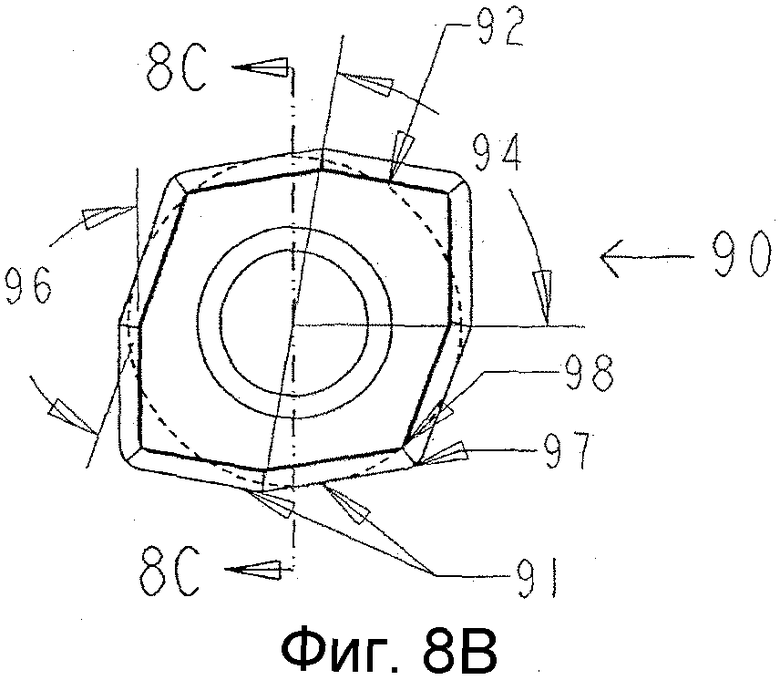
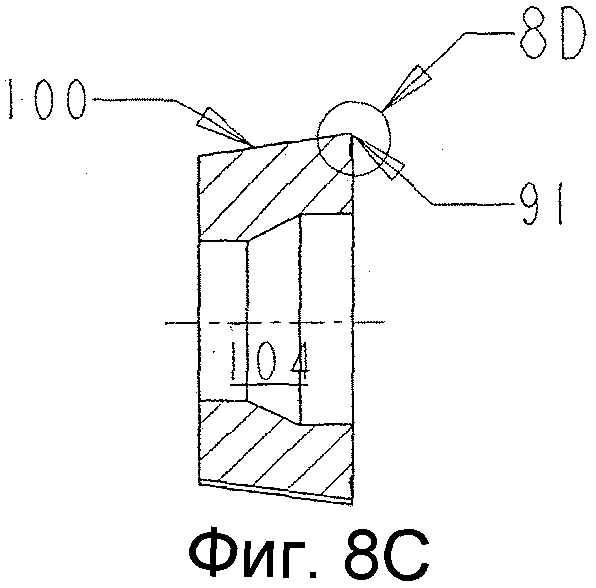
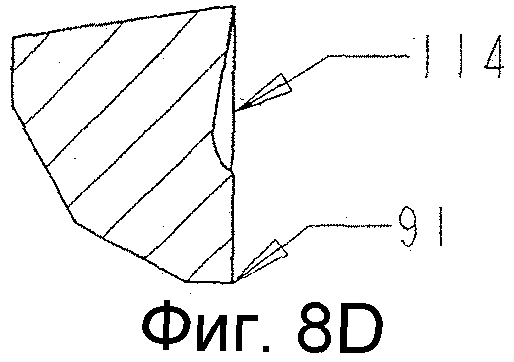
На Фиг. 8A-8D изображена четырехгранная режущая пластина 90 в качестве примера режущей пластины, используемой в системе сверления. Видно, что четырехгранная режущая пластина 90 имеет четыре стороны, причем каждая имеет несколько режущих кромок 91, соединенных с ней. В этом примере прямоугольная режущая пластина 90 выполнена имеющей ромбовидную форму. Как видно на Фиг.8B, четырехгранная режущая пластина 90 может иметь множество режущих кромок 91, выполненных касательными к вписанной окружности, такой как, например, имеющей диаметр 92, равный 0,3750. Режущие кромки 91 могут быть выполнены расположенными в требуемом положении относительно средней линии каждой стороны четырехгранной режущей пластины 90, таком как расположенном под углом 94, например, под углом 80° друг к другу, чтобы режущие кромки 91 режущей пластины были скошены от средней линии режущей пластины 90, когда расположены в соответствующем пазу 34 в вставке 14 или 16. Каждая сторона четырехгранной режущей пластины 90 может быть выполнена имеющей режущие кромки 91, выполненные под смежным углом 96 друг к другу, таким как, например, углом 160°. Как показано на Фиг.8C, может быть обеспечена основная задняя поверхность 100, смежная с каждой режущей кромкой 91, выполненная под углом 102, таким как, например, угол 8°. Крепежное отверстие 104 может быть выполнено позволяющим требуемое присоединение. Как видно на Фиг.8D, поверхность 114 стружколома может быть выполнена смежной каждой режущей кромке 91.
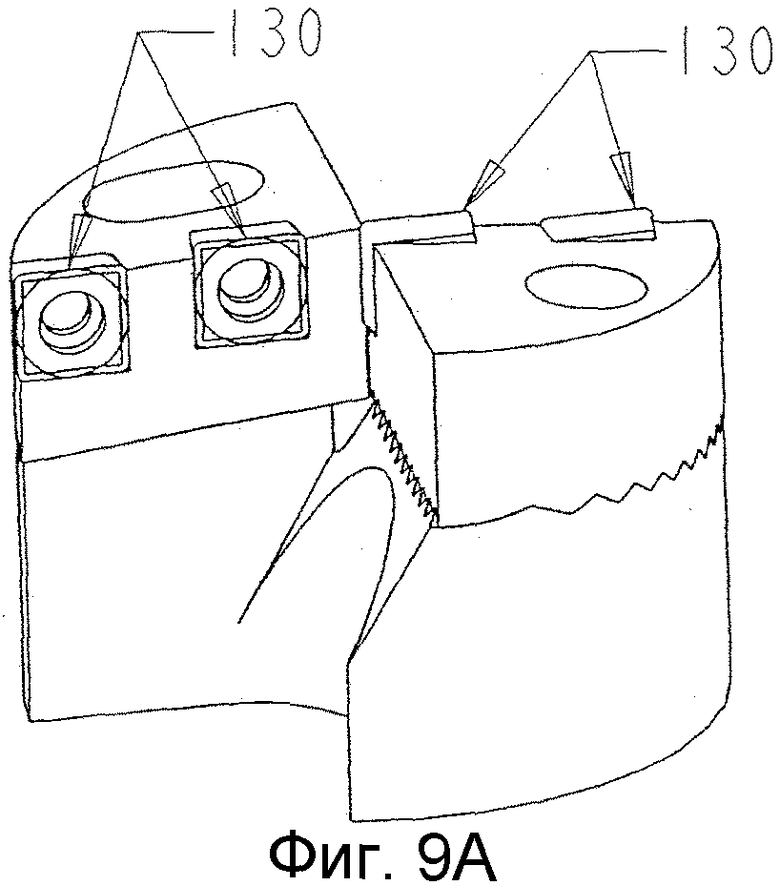
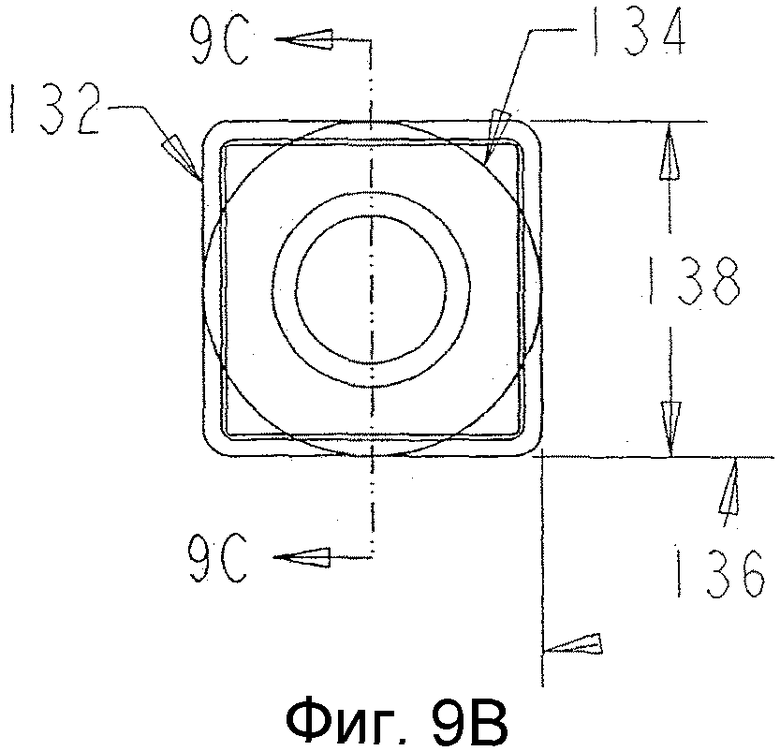
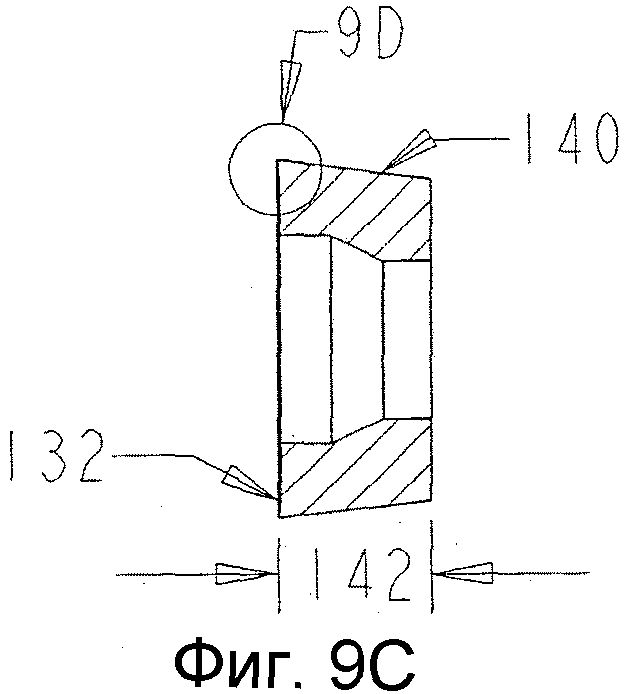
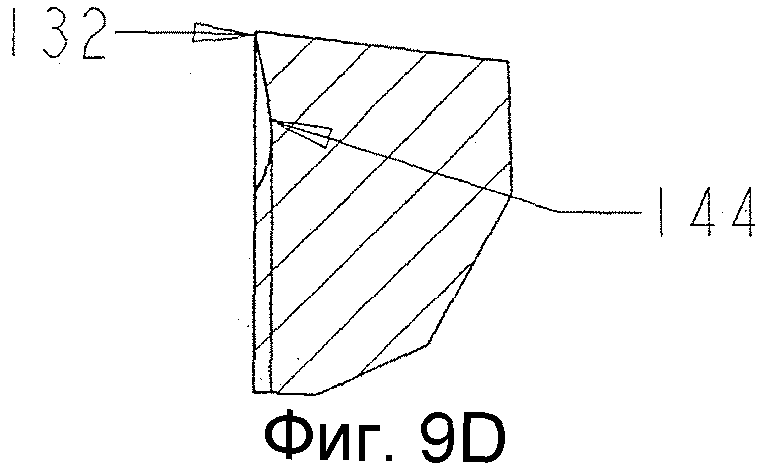
На Фиг.9A-9D изображена квадратная режущая пластина 130 в качестве примера режущей пластины, используемой в системе сверления. Видно, что квадратная режущая пластина 130 имеет четыре стороны, причем каждая имеет режущую кромку 132, соединенную с ней. Как видно на Фиг.9B, режущие кромки 132 могут быть выполнены касательными к вписанной окружности 134, имеющей заданный диаметр, такой как, например, диаметр, равный 3/8 дюйма. Режущие кромки выполнены под углом 136, который для квадратной режущей пластины составляет 90°. Режущая пластина 130 может иметь размер сторон 138, такой как, например, 0,3750. Как видно на Фиг.9C, основная рельефная поверхность 140 выполнена под заданным углом, таким как, например, угол 8°, причем элементы крепежного отверстия подобны, например, прямоугольной режущей пластине. Согласно Фиг.9D, поверхность 144 стружколома может быть выполнена смежной каждой режущей кромке 132.
Типы режущих пластин, изображенных на Фиг. 6-9, являются примерами типов, которые могут соответственно использоваться, хотя предполагаются и другие конструкции также с обеспечением индексируемости между вставками, в которых они расположены.
Наряду с тем, что изобретение было иллюстрировано на чертежах и описано подробно в описании, это следует считать иллюстративным и не ограничивающим в сущности, причем очевидно, что только иллюстративные варианты его выполнения были показаны и описаны и что все изменения и модификации находятся в пределах объема изобретения, определяемого формулой изобретения. Дополнительные признаки изобретения будут понятны специалистам в данной области техники при рассмотрении описания. Модификации могут быть выполнены без отступления от сущности и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРУЕМОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2440872C2 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И МОДУЛЬНАЯ СИСТЕМА И ДЕРЖАТЕЛЬ | 2009 |
|
RU2463131C1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| РЕЖУЩАЯ ПЛАСТИНА И СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 2015 |
|
RU2709917C2 |
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |
| ДВУСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА | 2010 |
|
RU2524290C2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| КОРПУС СВЕРЛА И СВЕРЛО | 2018 |
|
RU2753931C2 |
| КОРПУС СВЕРЛА И СВЕРЛО | 2018 |
|
RU2753719C2 |
Изобретение относится к машиностроению и может быть использовано для выполнения отверстий в заготовке сверлами регулируемого размера. Сверло содержит корпус с продольной осью и по меньшей мере одну торцевую поверхность, содержащую элемент направления, выполненный в сочетании с по меньшей мере одной торцевой поверхностью. От торцевой поверхности вдоль по меньшей мере одного участка корпуса сверла выполнено продольное углубление. К торцевой поверхности примыкает по меньшей мере одна вставка, перемещающаяся вдоль элемента направления и содержащая режущую поверхность, выполненную по меньшей мере с одним пазом под режущую пластину, расположенным смежно с краем корпуса сверла. Сверло содержит систему крепления для прикрепления с возможностью разъединения по меньшей мере одной вставки к корпусу сверла и по меньшей мере одну режущую пластину, закрепленную с возможностью разъединения в пазу под режущую пластину, которая установлена из условия образования в процессе работы законченного отверстия в металлической заготовке. Обеспечивается плавность сверления, снижается износ. 13 з.п. ф-лы, 9 ил.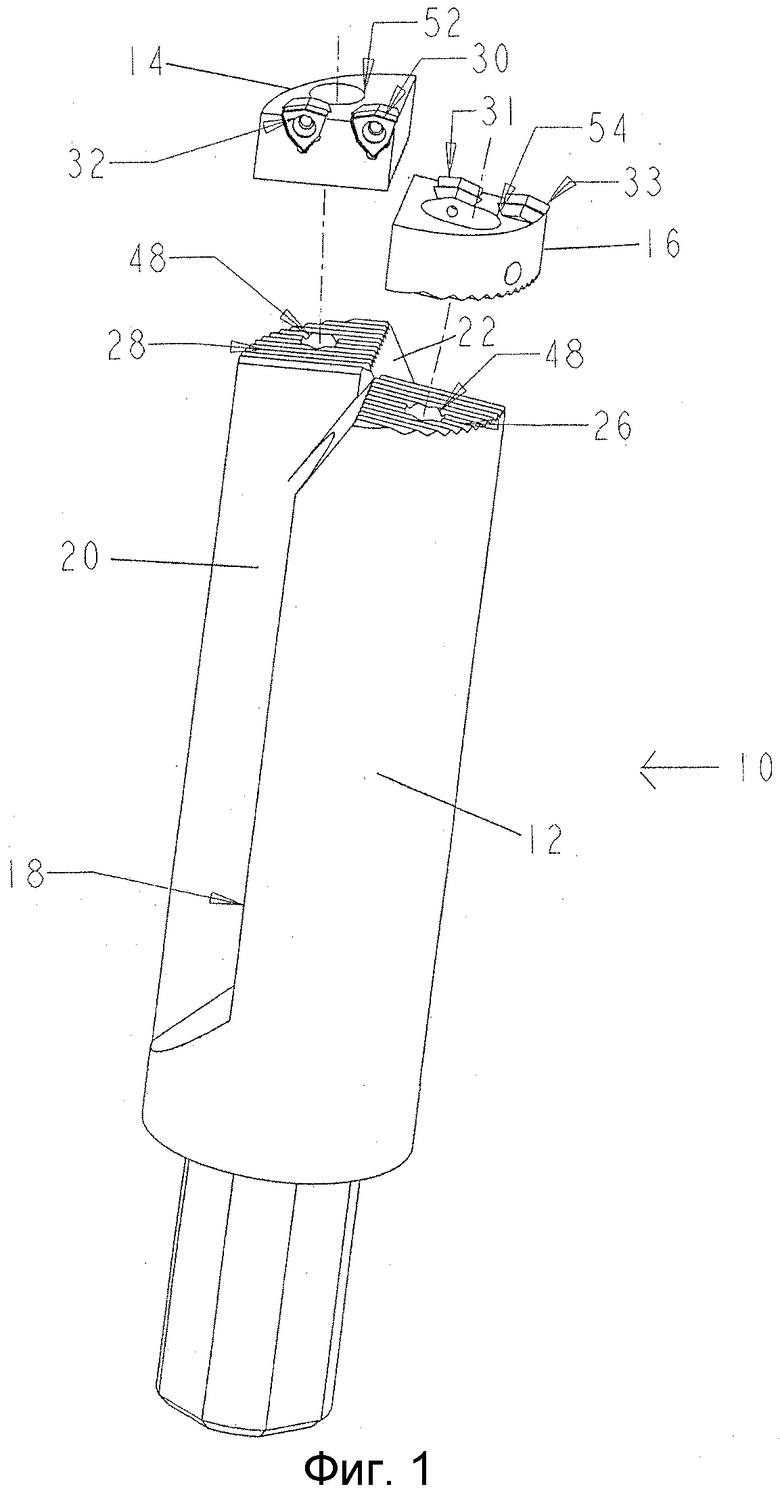
1. Регулируемое сверло, содержащее
корпус сверла, имеющий продольную ось и включающий в себя
по меньшей мере одну торцевую поверхность, содержащую
элемент направления, выполненный в сочетании с по меньшей мере одной торцевой поверхностью;
продольное углубление, проходящее от торцевой поверхности вдоль по меньшей мере одного участка корпуса сверла;
по меньшей мере одну вставку, примыкающую к торцевой поверхности, выборочно перемещающуюся вдоль элемента направления и содержащую режущую поверхность, содержащую по меньшей мере один паз под режущую пластину, расположенный смежно с краем корпуса сверла;
систему крепления для прикрепления с возможностью разъединения по меньшей мере одной вставки к корпусу сверла и
по меньшей мере одну режущую пластину, закрепленную в пазу под режущую пластину с возможностью разъединения, при этом указанная по меньшей мере одна режущая пластина выполнена из условия образования в процессе сверления металлической заготовки законченного отверстия.
2. Регулируемое сверло по п.1, в котором торцевая поверхность наклонена к плоскости, перпендикулярной продольной оси.
3. Регулируемое сверло по п.1, в котором элемент направления и режущая поверхность приблизительно параллельны.
4. Регулируемое сверло по п.1, в котором вставка содержит по меньшей мере два паза под режущую пластину.
5. Регулируемое сверло по п.1, в котором по меньшей мере одна режущая пластина имеет толщину, которая превышает толщину по ISO.
6. Регулируемое сверло по любому из пп.1-4, в котором элемент направления является по меньшей мере одной продольной шпоночной канавкой.
7. Регулируемое сверло по любому из пп.1-5, в котором вставка имеет ответную конструкцию, соответствующую и предназначенную для совмещения с элементом направления.
8. Регулируемое сверло по любому из пп.1-5, в котором вырез содержит расточку.
9. Регулируемое сверло по любому из пп.1-5, в котором вставки дополнительно содержат
сквозное отверстие и
крепеж, проходящий через сквозное отверстие в отверстие, выполненное в соответствующей торцевой стороне для прикрепления с возможностью разъединения вставки к корпусу сверла.
10. Регулируемое сверло по любому из пп.1-5, в котором режущие поверхности каждой вставки расположены под углом приблизительно 180° друг относительно друга.
11. Регулируемое сверло по любому из пп.1-5, в котором по меньшей мере одна режущая пластина является индексируемой и выполнена в виде трехгранной режущей пластины, или ромбовидной режущей пластины, или четырехгранной режущей пластины, или квадратной режущей пластины.
12. Регулируемое сверло по п.10, в котором по меньшей мере одна режущая пластина является трехгранной режущей пластиной, имеющей толщину, которая по меньшей мере на 0,4 мм больше, чем международная стандартная толщина.
13. Регулируемое сверло по п.10, в котором по меньшей мере одна режущая пластина является трехгранной режущей пластиной, имеющей три стороны с режущими кромками, а первая и вторая задние поверхности смежны с режущими кромками режущей пластины.
14. Регулируемое сверло по любому из пп.1-5, в котором по меньшей мере одна перемещаемая вставка выполнена непрерывно регулируемой для регулирования диаметра отверстия.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Расточная головка | 1976 |
|
SU596382A1 |
| МНОГОЛЕЗВИЙНЫЙ СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2071873C1 |
| ПРИВОДНАЯ ЦЕПЬ | 0 |
|
SU175011A1 |

