Изобретение относится к упаковке изделий табачной промышленности, например курительных табачных изделий, в частности сигарет.
Обычная коробчатая упаковка сигарет состоит из плотно сложенных сигарет, завернутых в лист бумаги, ламинированный металлической фольгой, помещенных в емкость (коробку), как правило, выполненную из картонного листа. Емкость обычно имеет крышку на шарнире, открывающую доступ к сигаретам. Емкость часто формируется из заготовки из сплошного беленого сульфатного картона, на которую заранее нанесена печать и которая складывается и обертывается вокруг сложенных сигарет. Емкость обертывается самозаклеивающейся при нагреве прозрачной пленкой, как правило, полипропиленовой, с отрывной лентой для облегчения вскрытия.
Из перечисленных упаковочных компонентов только наружная пленка в значительной мере способствует сохранению свойств упакованных сигарет при хранении. Пластиковая пленка служит препятствием для влаги, однако ее эффективность в значительной мере зависит от достижения достаточной герметичности стыков в перекрывающихся областях сложенной пленочной обертки. Тем не менее низкая влагопроницаемость пластиковой пленки позволяет сохранять начальное содержание влаги и других летучих компонентов сигарет, которое они имеют сразу после изготовления, в случае, если упакованные сигареты подвергаются воздействию окружающей среды, имеющей либо более высокую, либо более низкую относительную влажность, чем влажность внутри пачки сигарет. Хотя в качестве материала наружной упаковки обычно используется полипропиленовая пленка, использовались также и другие пленочные материалы, обладающие пониженной влагопроницаемостью, например металлизированные в вакууме пластиковые пленки, однако эти материалы также сильно зависят от достижения хорошей герметичности в перекрывающихся областях сложенной пленки, обернутой вокруг емкости.
Были предложены упаковки другого типа, в которых внутренняя обертка из сплошного беленого сульфатного картона заменена материалами и конструкциями, обеспечивающими требуемые влагозащитные свойства и исключающими необходимость использования наружной пленки из пластикового материала в качестве обертки. Как пример можно привести жесткие, изготовленные литьем под давлением пластиковые пачки со встроенными уплотнениями. Такой способ, однако, не подходит для обычных картонных емкостей, изготавливаемых в больших количествах по технологии массового производства.
К документам, на которые может быть сделана ссылка относятся: US 3301468; US 3125213; US 3533550; WO 97/12098; EP 1637469 и US 5165535.
Согласно одной особенности изобретения предложена упаковка, включающая закрытую емкость, которая содержит изделия табачной промышленности, и покрытие из пластика, которое наносится на емкость слоем, обеспечивающим воздухонепроницаемое уплотнение внутреннего пространства емкости относительно окружающей среды.
Путем нанесения пластика в виде покрытия может быть получен сплошной слой по всей наружной поверхности емкости, благодаря чему нет необходимости в герметичных стыках, и обеспечивается улучшенная герметизация между внутренним пространством емкости и окружающей средой.
Для создания перепада давлений между внутренним пространством емкости и окружающей средой может быть использован клапан. Перепад давлений может включать повышенное избыточное давление внутри емкости, создаваемое, например, инертным газом, например азотом.
Между емкостью и табачными изделиями может быть помещена внутренняя обертка, которая может быть подвержена биологическому разложению.
Емкость может изготавливаться из воздухопроницаемого материала, например картонного листа, например, сплошного беленого сульфатного картона, а слой пластика может простираться по всей наружной поверхности емкости для обеспечения воздухонепроницаемости. Слой пластика может включать полимер, например полипропилен или полиэтилен, и может включать добавки, способствующие разложению материала пластика, и(или) добавки, повышающие воздухонепроницаемость, обеспечиваемую пластиковым материалом.
В слое пластика может быть сделана линия пониженной прочности для облегчения вскрытия крышки в виде отрывной ленты или линии уменьшенной толщины в слое пластика.
Изобретение также включает способ упаковки изделий табачной промышленности, включающий нанесение покрытия пластикового материала на емкость, содержащую табачные изделия, для обеспечения воздухонепроницаемости емкости.
В настоящем изобретении также предлагается установка для упаковки изделий табачной промышленности, включающая упаковывающее устройство, выполняющее упаковку изделий табачной промышленности в емкость, и устройство для нанесения покрытия, используемая для нанесения на емкость слоя покрытия из пластикового материала, обеспечивающего воздухонепроницаемую герметизацию.
Согласно другой особенности изобретения предложена упаковка, включающая емкость и табачные изделия внутри мягкого, герметично запечатанного пакета, находящегося в емкости.
Для создания перепада давлений между внутренним пространством пакета и окружающей пакет средой может быть использован клапан. Для обеспечения доступа к изделиям табачной промышленности могут быть использованы средства для разрывания герметично запечатанного пакета.
Ниже, для обеспечения лучшего понимания изобретения, в качестве иллюстрации приводится описание вариантов его осуществления со ссылками на приложенные чертежи, на которых:
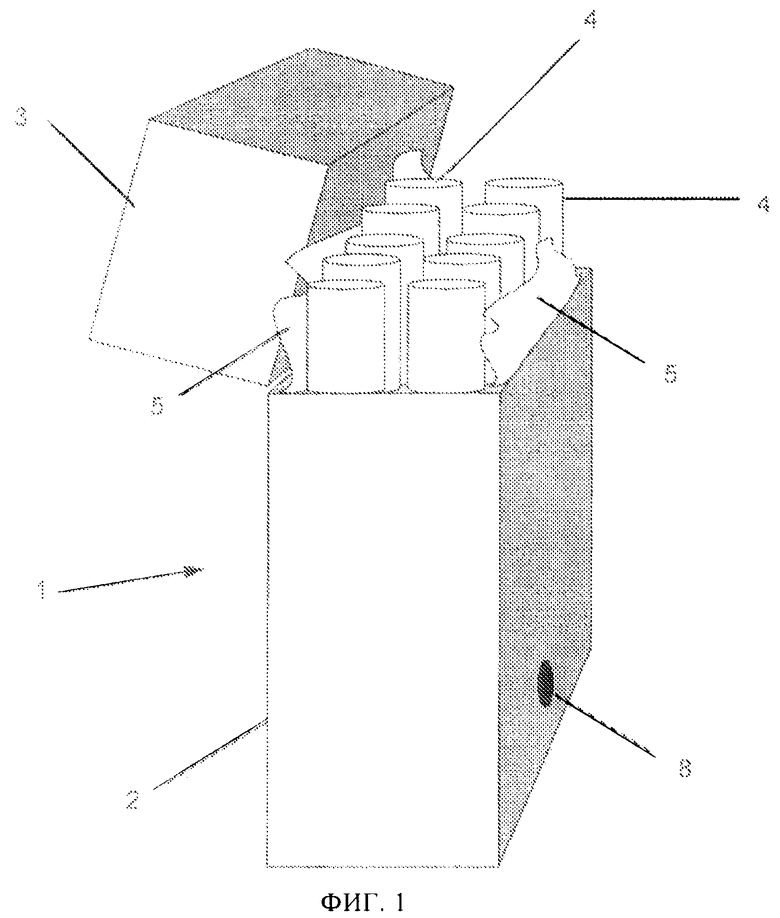
на фиг.1 представлен перспективный вид пачки сигарет с открытой крышкой;
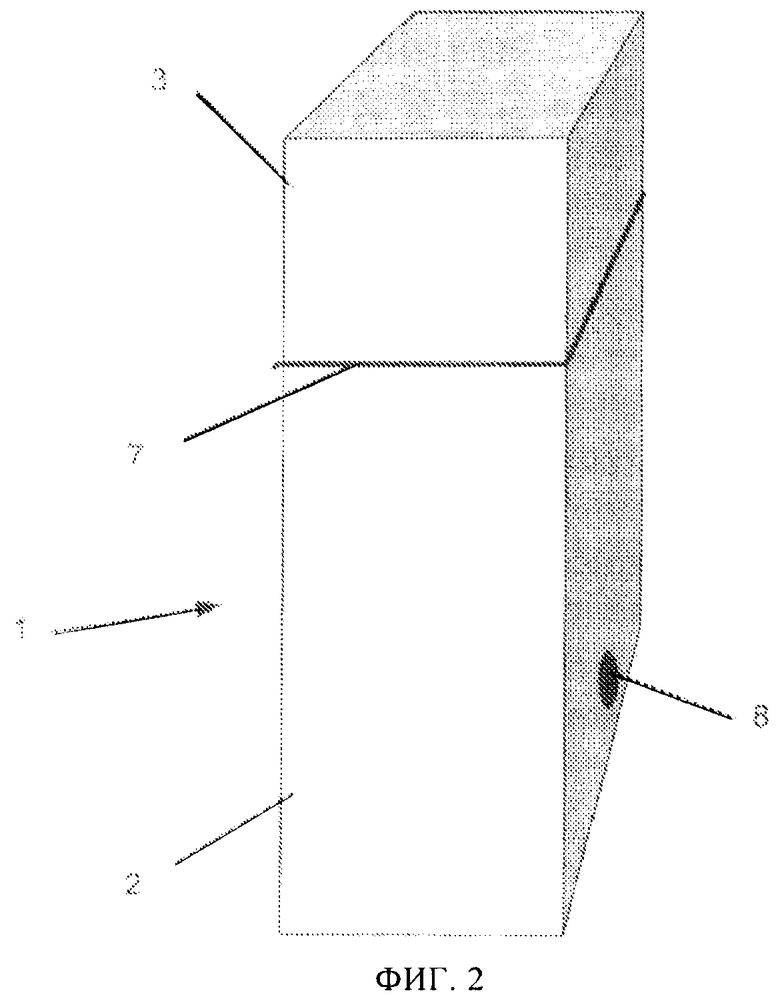
на фиг.2 представлен перспективный вид, соответствующий фиг.1, с открытой крышкой;
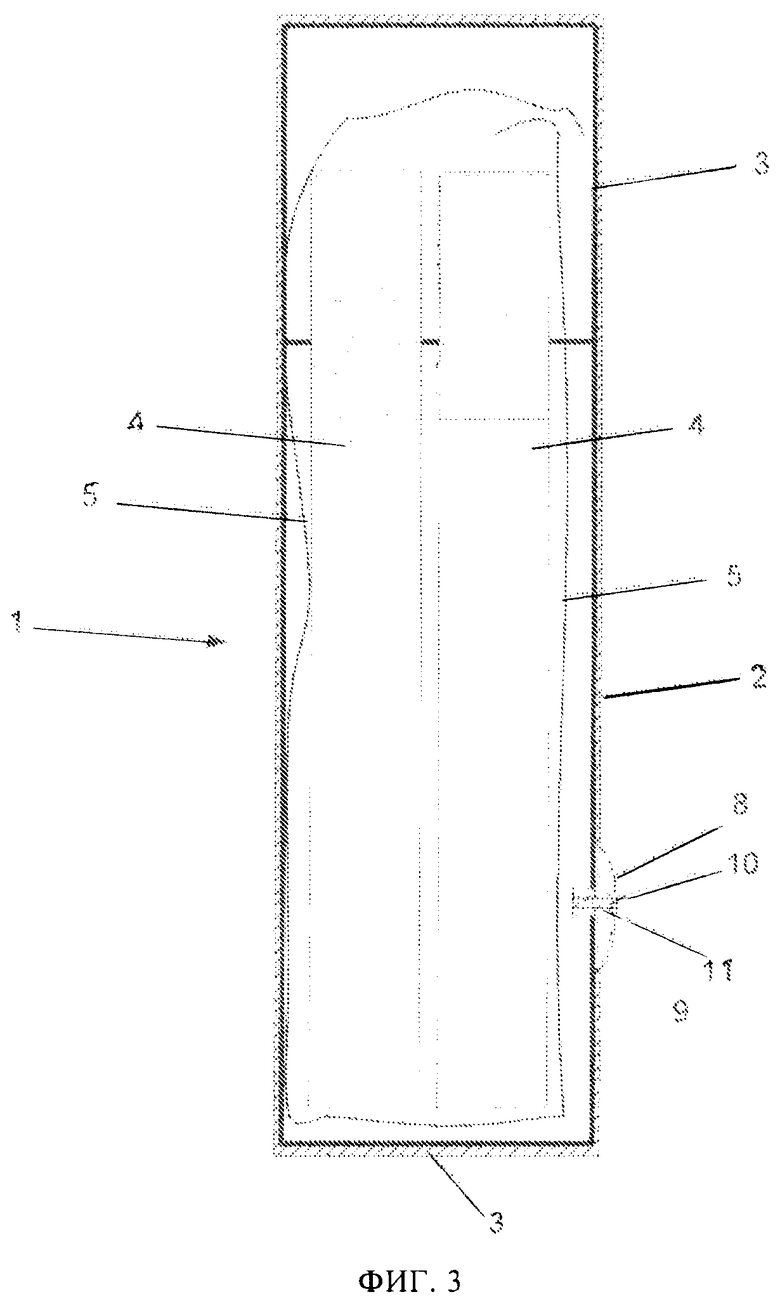
на фиг.3 представлен вид разреза пачки, показанной на фиг.1 и 2;
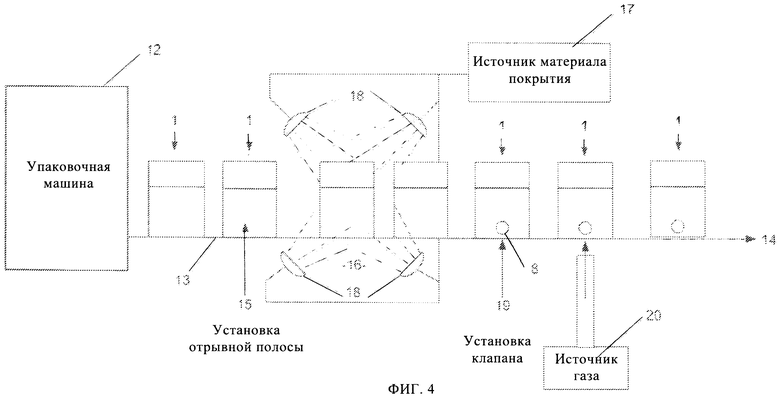
на фиг.4 схематически изображена установка для упаковки сигарет;
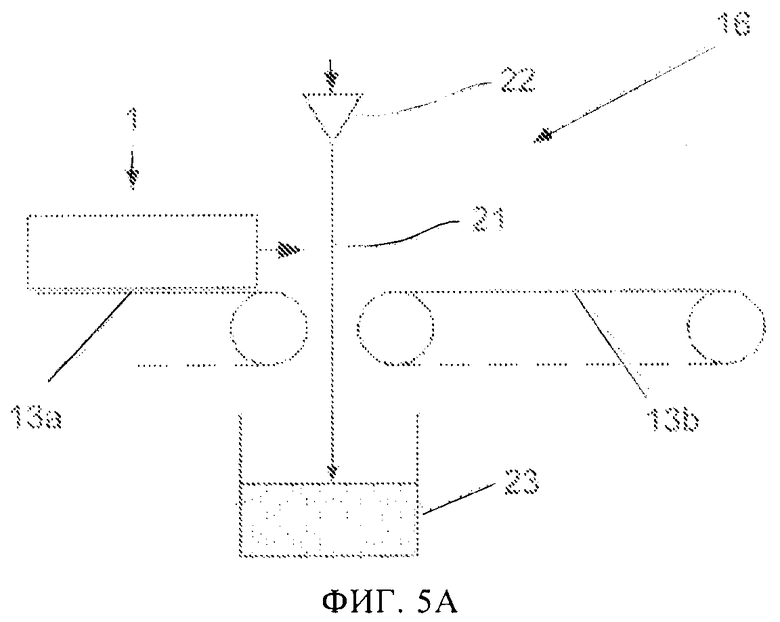
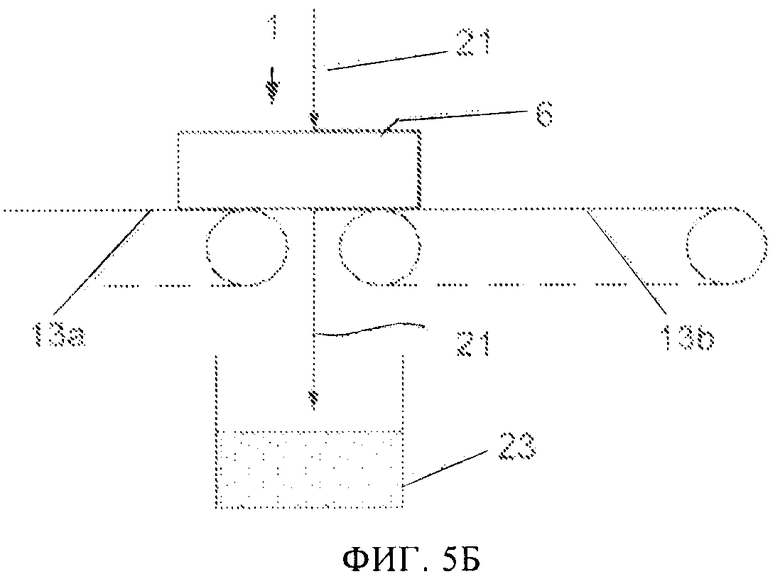
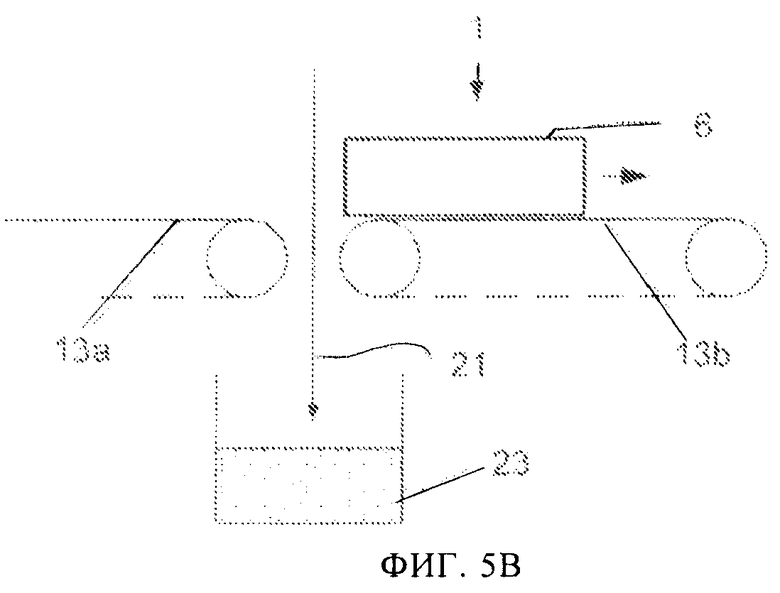
на фиг.5A-B схематически показано прохождение емкости через другой поста для нанесения покрытия, в котором используется нанесение покрытия наливом;
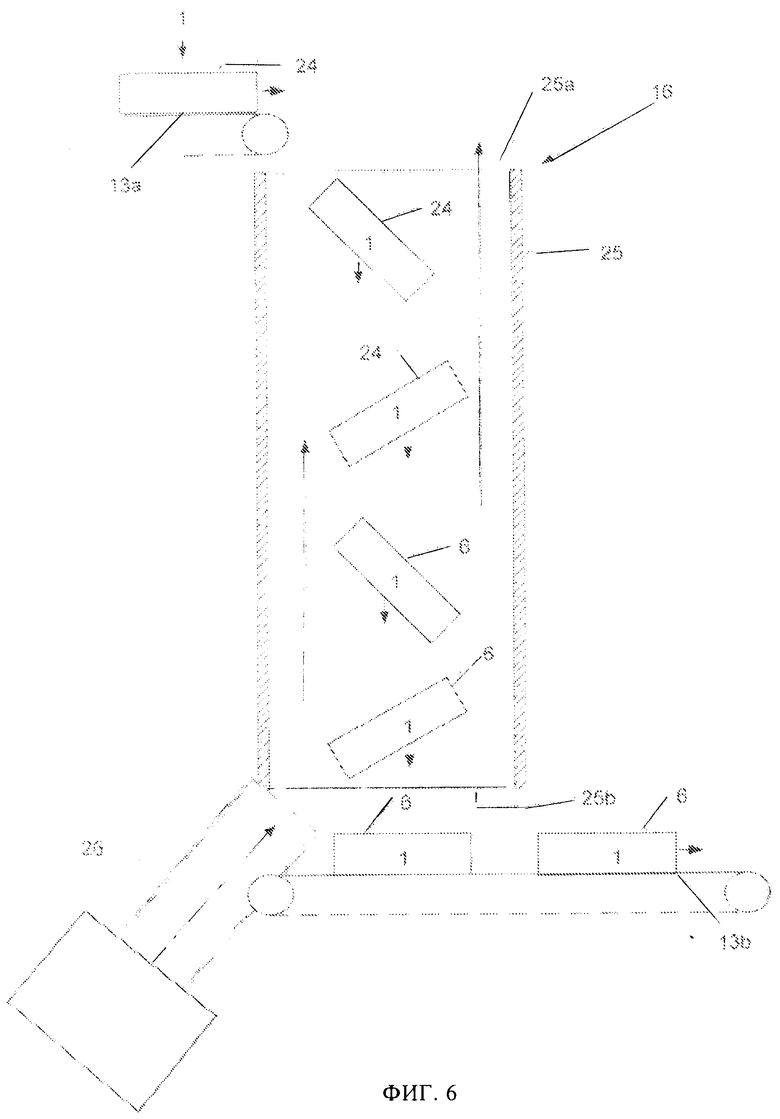
на фиг.6 схематически представлено сечение фрагмента другого варианта осуществления поста для нанесения покрытия, использующего туннель с горячим воздухом; и
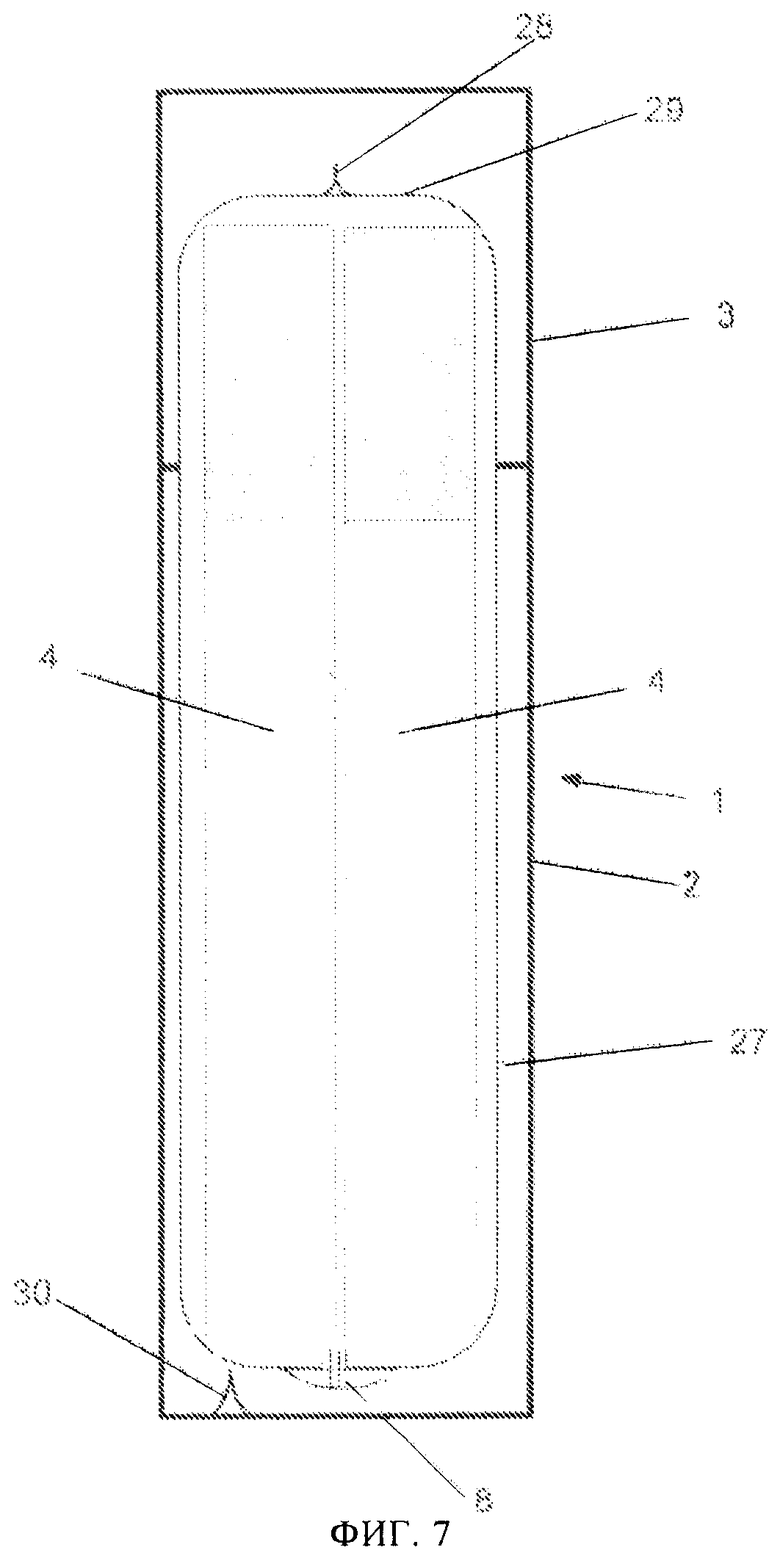
на фиг.7 схематически представлен вид сечения альтернативного варианта осуществления пачки сигарет в соответствии с настоящим изобретением.
На фиг.1-3 показана пачка сигарет в соответствии с изобретением, включающая емкость 1 в форме прямоугольного основного корпуса 2 с закрепленной на шарнире откидной крышкой 3, содержащая два параллельных ряда сигарет 4 с фильтром, помещенных во внутреннюю обертку 5.
Емкость выполнена из картонного листа, например из сплошного беленого сульфатного картона, посредством гибки из заготовки с нанесенной печатью с использованием известной технологии. Внутренняя обертка 5 может быть выполнена из бумаги и не должна быть ламинирована металлической фольгой, поэтому способна к биологическому разложению.
Как ясно видно на фиг.3, наружная поверхность контейнера 1 покрыта пластиковым материалом для создания сплошного покрытия 6, обеспечивающего воздухонепроницаемую герметизацию. Как показано на фиг.2, вокруг места стыка основного корпуса 2 и крышки 3 помещена отрывная полоса 7, позволяющая пользователю удалить полосу 7, нарушив тем самым целостность покрытия 6, для открывания крышки 3. Отрывная полоса 7 может быть нанесена на емкость перед нанесением покрытия 6 либо после этого. Отрывная полоса 7 создает, таким образом, линию пониженной прочности, что позволяет открыть крышку. Линия пониженной прочности может быть выполнена и другими способами, например пластиковое покрытие 6 может иметь насечки, либо его толщина может быть уменьшена другим способом без образования сквозных разрывов, по периметру крышки 3 для обеспечения открывания крышки. В стенку емкости 1 вставлен обратный клапан 8. Клапан позволяет создать перепад давления между внутренним объемом емкости и окружающим пространством. Благодаря клапану возможно создать повышенное давление внутри емкости, которое не будет быстро спадать с течением времени благодаря наличию воздухонепроницаемого герметичного покрытия 6 снаружи емкости. Клапан 8 включает узел, который может быть плотно вставлен в маленькое отверстие в боковой стенке емкости либо до нанесения покрытия 6, либо после этого. Если клапан 8 устанавливается после нанесения покрытия 6, то клапан 8 может быть приклеен к покрытию 6 при затвердевании покрытия. В представленном на фиг.3 примере клапан 8 включает основной корпус 9 с центральным каналом 10, в котором находится обратный створчатый клапан 11, составляющий единое целое с корпусом, благодаря чему газ может накачиваться в емкость, создавая в ней избыточное давление. Уровень избыточного давления зависит от механической прочности емкости 1 с покрытием. Избыточное давление дает функциональное преимущество и обеспечивает привлекательность для пользователя. Избыточное давление увеличивает возможный срок хранения сигарет благодаря снижению внутреннего давления паров воды и других летучих компонентов, тем самым уменьшает возможность образования пятен на сигаретах 4 и их потускнения, по сравнению с соответствующей герметично закупоренной емкостью при атмосферном давлении. В результате того, что повышенное давление делает емкость 1 более жесткой, она становится более приятной и характерной на ощупь. При вскрытии пользователь слышит звук, издаваемый выходящим газом, который служит свидетельством свежести сигарет, и газ обладает ароматом, указывающим на свежесть табачного изделия.
Наносимое на емкость 1 покрытие 6 может представлять собой полимер, например полипропилен или полиэтилен, обладающий необходимыми физическими и защитными свойствами. Покрытие выбирается с хорошей адгезией к поверхности емкости 1 и, желательно, затвердевающим с сохранением прозрачности с тем, чтобы сквозь него была видна печать на поверхностях емкости 1. При выборе пластикового покрытия 6 может учитываться ощущение тактильного восприятия наружной поверхности или визуальное впечатление от нее. В зависимости от выбранного пластикового материала может оказаться желательным использовать покрытие прозрачным лаком или глянцевой краской для улучшения адгезии пластикового покрытия 6 к областям емкости 1 с печатью.
В пластиковом материале могут использоваться добавки, способствующие разложению пластикового покрытия 6 при приготовлении компоста или захоронении отходов. Таким образом, внутренняя обертка 5, в которой нет необходимости использовать металлическую фольгу, вместе с емкостью 1 и пластиковым контейнером 6 подвержены биологическому разложению и могут быть сертифицированы как разлагающиеся или биологически разрушаемые структуры. Материалы добавок для используемого разложения могут быть выбраны из продуктов, предлагаемых компанией EPI (Environment Plastics Inc, Ванкувер, Брит.Колумбия), или других аналогичных продуктов.
Пластиковое покрытие 6 также может включать материал добавки для улучшения воздухонепроницаемости покрытия, без ухудшения при этом его оптической прозрачности. Одним из таких материалов является Nanolock™, выпускаемый компанией InMat Inc., Хиллсборо, Нью Джерси, США. Эти добавки существенно увеличивают устойчивость получившейся упаковки к хранению, обеспечивая почти полную герметичность, улучшая сохраняемость и свежесть табачного изделия для пользователя.
На фиг.4 показана установка для упаковки табачных изделий, позволяющая выпускать пачки, показанные на фиг.1-3. Упаковочная машина 12 обычным способом заворачивает плотно сложенные сигареты во внутреннюю обертку 5, а затем в заготовку из сплошного беленого сульфатного картона с предварительно нанесенной печатью, формируя емкость 1. Пачки сигарет с емкостями 1, изготовленными в машине 12, подаются одна за другой по конвейеру 13 в направлении 14 к посту 15, где на емкость 1 в месте стыка между крышкой 3 и основным корпусом 2 наносится отрывная полоса 7. Затем емкости 1 перемещают от поста 15 нанесения отрывной полосы к посту 16 нанесения покрытия, в котором жидкий или расплавленный полимерный пластиковый материал, включающий упомянутые выше добавки, накачивается из резервуара 17 сквозь распылительные головки 18, полностью покрывая распыляемым материалом каждую емкость 1, создавая при этом сплошное, герметичное покрытие 6, показанное на фиг.3. Покрытые емкости перемещают от поста 16 нанесения покрытия к посту 19 установки клапана, где в емкость впрессовывается клапан 8. Затем пачки перемещают к посту 20 подачи газа, где сквозь обратный клапан 9 накачивается газ для создания избыточного давления в емкости 1. Газ может включать очищенный воздух или инертный газ, например азот. В альтернативном варианте источник газа заменяется вакуум-насосом, и из емкостей отсасывается воздух.
Затем находящиеся под давлением емкости 1 могут быть перенесены с конвейера 13 на упаковочный пост (не показан) для упаковки в большие коробки для транспортировки. С тем, чтобы повысить герметичность обратного клапана 8, наружная часть клапана, который может быть выполнен из пластика, может быть нагрета с частичным расплавлением материала пластика и закупориванием центрального отверстия 10.
На фиг.5 представлен альтернативный вариант осуществления поста 16 нанесения покрытия, где емкость 1 проходит сквозь завесу 21 жидкого материала покрытия. Завеса 21 создается линией форсунок 22 и опускается в резервуар 23, откуда нагнетается насосом (не показан) обратно в форсунки 22. Конвейер 13 составлен из двух частей 13a, 13b, между которыми опускается завеса 21 жидкости. На фиг.5 показана емкость 1 без покрытия, приближающаяся к посту 16 нанесения покрытия, и завеса 21 жидкого материала покрытия. Емкость 1 вводится в завесу 21 частью 13a конвейера для нанесения на нее материала покрытия завесой 21 со всех сторон, включая и нижнюю часть, как это показано на фиг.5Б. Затем емкость 1 с покрытием 6 материала, нанесенного завесой 21, перемещается на часть 13b конвейера, и на фиг.13B показана полностью покрытая емкость 1, двигающаяся к посту 19 установки клапана, показанному на фиг.4.
На фиг.6 представлен альтернативный способ создания покрытия на емкости 1, в котором емкость 1 на части 13a конвейера предварительно неплотно обматывается листом пластика 24, без обеспечения герметизации, после чего сбрасывается в туннель 25, в который вентилятором 26 подается восходящий поток горячего воздуха. Емкости 1, каждая из которых обернута листом 24, по очереди подаются к верхнему отверстию 25a туннеля и падают сквозь нагретый воздух к отверстию 25b туннеля на часть 13b конвейера, для переноса к посту 19 установки клапанов, показанному на фиг.4. Емкости 1 свободно падают под действием силы тяжести сквозь нагретый воздух, поступающий от вентилятора 26, и обертка 24 расплавляется, формируя герметичное, воздухонепроницаемое покрытие 6. Преимущество вертикального расположения туннеля 25 состоит в том, что емкости 1 не опираются на конвейер 13 в процессе расплавления, что способствует формированию сплошного воздухонепроницаемого покрытия 6 по всей емкости 1. Туннель 25 может быть, однако, расположен и по-другому, например, горизонтально, с проходящим сквозь него конвейером.
Другой вариант осуществления сигаретной пачки в соответствии с изобретением представлен на фиг.7. В этом варианте осуществления емкость 1 имеет конструкцию, аналогичную показанной на фиг.1-3, включая основной корпус 2 и крышку 3. Сигареты 4, однако, помещены внутри мягкого герметичного пакета 27, который может находиться под давлением. Внутренняя обертка 5 из предыдущего варианта осуществления здесь отсутствует, и никаких наружных покрытий из пластикового материала 6 не используется. При упаковке сигарет они сначала помещаются в пластиковый пакет 27 через отверстие в верхней части пакета, которое затем вблизи заваривают нагревом так, чтобы создать сварной шов 28 вдоль верха пакета, как это показано на фиг.7. Затем в пакете 27 создается избыточное давление с использованием клапана 8, который, в данном случае, расположен в днище пачки. Наддув пакета 27 может выполняться инертным газом либо очищенным воздухом, как это было описано выше. Закупоренный мягкий пакет 27 может быть выполнен из полимера, например полиэтилена или полипропилена, как это было описано выше, и может включать упомянутые выше добавки для обеспечения биологического разложения. Вдоль верхней части пакета может быть сформирована линия 29 пониженной прочности, облегчающая пользователю вскрытие пакета для доступа к сигаретам 4. Кроме того, в емкости может быть предусмотрен острый шип 30, позволяющий пользователю надавливанием пакетом на шип проколоть и спустить его. Преимущество такого варианта осуществления состоит в том, что сигареты могут быть упакованы в обычную емкость 1, выполненную из сплошного беленого сульфатного картона без необходимости использования наружной прозрачной пластиковой обертки, либо внутренней обертки 5, при этом сигареты сохраняют свежесть, а упаковка в целом подвержена биологическому разложению.
Для специалистов могут быть очевидными различные изменения и модификации к описанным вариантам осуществления. Например, нанесение пластикового материала может выполняться другими способами, например окунанием. Кроме того, в то время как описанные упаковки предназначены для изделий табачной промышленности в виде сигарет, они могут быть использованы для других подобных изделий, а используемый здесь термин "изделие табачной промышленности" относится к любому изделию, произведенному или продаваемому табачной промышленностью, включая: а) сигареты, сигарильо, сигары, табак для трубок или для сигарет-самокруток (на основе табака, производных табака, разрыхленного табака, порошкового табака либо заменителей порошка); б) изделий, не предназначенных для выкуривания, включающих табак, производные табака, разрыхленный табак, порошковый табак либо заменители табака, например нюхательный табак, снюс, твердый табак, и продукты, нагреваемые без горения; и в) средства помощи в прекращении курения и другие системы для введения никотина, например пластыри, ингаляторы, пастилки и жевательная резинка. Этот перечень не предполагается закрытым и служит только для иллюстрации ассортимента изделий, которые производятся и продаются табачной промышленностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2242415C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| УПАКОВКА ДЛЯ ПРОДУКЦИИ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2019 |
|
RU2765199C1 |
| УПАКОВКА СИГАРЕТ | 2008 |
|
RU2443613C2 |
| УПАКОВКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 1997 |
|
RU2189928C2 |
| УПАКОВКА С ИНФОРМАЦИОННЫМ КОДОВЫМ ИЗОБРАЖЕНИЕМ | 2017 |
|
RU2680430C1 |
| УПАКОВКА, СОДЕРЖАЩАЯ RFID-МЕТКУ | 2017 |
|
RU2692894C1 |
| ГИБКАЯ УПАКОВКА ДЛЯ ТАБАЧНОГО МАТЕРИАЛА | 2010 |
|
RU2552496C2 |
| УПАКОВКА С ОТРЫВНЫМИ ЛЕНТАМИ | 2013 |
|
RU2636911C2 |
| ТАРА С МНОГОСЛОЙНОЙ САМОКЛЕЯЩЕЙСЯ ПОВТОРНО ЗАКРЫВАЕМОЙ НАКЛЕЙКОЙ | 2015 |
|
RU2688901C2 |
Изобретение относится к упаковке изделий табачной промышленности, например курительных табачных изделий, в частности сигарет. Задачей изобретения является создание упаковки для сигарет, содержащей обратный створчатый клапан, создающий избыточное давление. В заявке описана упаковка, включающая закрытую емкость с изделиями табачной промышленности, покрытие из пластикового материала, нанесенное на емкость слоем, обеспечивающим воздухонепроницаемое уплотнение между внутренним пространством емкости и пространством снаружи нее; и клапан для обеспечения перепада давления между внутренним пространством емкости и пространством снаружи нее. Вышеупомянутый клапан представляет собой обратный клапан, плотно вставленный в отверстие в стенке емкости, позволяя создать перепад давления между внутренним пространством емкости и пространством снаружи нее. Техническим результатом изобретения является создание упаковки для сигарет, содержащей обратный створчатый клапан, создающий избыточное давление, позволяющее увеличить срок хранения сигарет, а также возможности образования пятен на сигаретах. 3 н. и 35 з.п. ф-лы, 7 ил.
1. Упаковка, включающая закрытую емкость (1) с изделиями (4) табачной промышленности, покрытие (6) из пластикового материала, нанесенное на емкость слоем, обеспечивающим воздухонепроницаемое уплотнение между внутренним пространством емкости и пространством снаружи нее, и клапан (8) для обеспечения перепада давления между внутренним пространством емкости и пространством снаружи нее, представляющим собой обратный клапан, плотно вставленный в отверстие в стенке емкости, позволяя создать перепад давления между внутренним пространством емкости и пространством снаружи нее.
2. Упаковка по п.1, имеющая перепад давления между внутренним пространством емкости и пространством снаружи нее.
3. Упаковка по п.2, в которой перепад давления включает повышенное избыточное давление внутри емкости.
4. Упаковка по п.2 или 3, в которой емкость содержит инертный газ.
5. Упаковка по п.1, включающая внутреннюю обертку (5) между емкостью и табачными изделиями.
6. Упаковка по п.5, в которой внутренняя обертка подвержена биологическому разложению.
7. Упаковка по п.1, в которой емкость имеет основной корпус (2) и крышку (3), которая может открываться для обеспечения доступа к изделиям табачной промышленности, при этом слой пластикового материала обеспечивает герметизацию между основным корпусом и крышкой.
8. Упаковка по п.7, имеющая линию пониженной прочности в слое пластикового материала для упрощения открывания крышки.
9. Упаковка по п.7, снабженная отрывной полосой (7) для создания линии пониженной прочности.
10. Упаковка по п.7, в которой линия пониженной прочности представляет собой линию уменьшенной толщины в слое пластика.
11. Упаковка по п.1, в которой емкость выполнена из воздухопроницаемого материала, а слой пластика охватывает всю наружную поверхность емкости.
12. Упаковка по п.1, в которой емкость выполнена из листового картона.
13. Упаковка по п.1, в которой слой пластика включает полимер, например полипропилен или полиэтилен.
14. Упаковка по п.1, в которой слой пластика включает добавку, способствующую разложению пластикового материала.
15. Упаковка по п.1, в которой слой пластика включает добавку для повышения воздухонепроницаемости, обеспечиваемой пластиковым материалом.
16. Способ упаковки изделий табачной промышленности, при осуществлении которого на емкость, содержащую табачные изделия, наносят покрытие пластикового материала и тем самым обеспечивают воздухонепроницаемость этой емкости, плотно вставляют обратный клапан в отверстие в стенке емкости, обеспечивая перепад давления между внутренним пространством емкости и пространством снаружи нее через этот клапан.
17. Способ по п.16, в котором покрытие из пластикового материала наносят распылением на наружную поверхность емкости.
18. Способ по п.16, в котором наносят покрытие, пронося емкость сквозь завесу жидкого материала покрытия.
19. Способ по п.16, в котором покрытие наносят, оборачивая емкость листом плавкого пластикового материала и расплавляя этот лист с формированием покрытия.
20. Способ по п.19, в котором пропускают емкость через туннель, в который подают нагретый воздух для расплавления обертки.
21. Способ по п.20, в котором обеспечивают свободное падение емкости через туннель навстречу восходящему потоку нагретого воздуха.
22. Способ по п.16, в котором емкость окунают в пластиковый материал для формирования слоя покрытия.
23. Способ по любому из пп.16-22, в котором емкость имеет основной корпус и крышку, которая может открываться для обеспечения доступа к изделиям табачной промышленности, слой пластикового материала, обеспечивающий уплотнение между основным корпусом и крышкой и включающий линию пониженной прочности в слое пластикового материала для обеспечения открывания крышки.
24. Способ по п.23, в котором обеспечивают на емкости отрывную полосу либо перед нанесением слоя пластика, либо после этого.
25. Способ по любому из пп.16-22, в котором создают перепад давлений между пространством внутри и пространством снаружи емкости, покрытой пластиковым материалом.
26. Способ по любому из пп.16-22, в котором закачивают газ в емкость для создания внутри положительного избыточного давления.
27. Способ по любому из пп.16-22, в котором используют добавку в пластиковый материал, способствующую его разложению.
28. Способ по любому из пп.16-22, в котором используют добавку в пластиковый материал для повышения его воздухонепроницаемости.
29. Установка для упаковывания изделий табачной промышленности, включающая упаковывающее устройство (12), используемое для упаковки указанных изделий в емкость, устройство (16, 17, 18) для нанесения покрытия, используемое для нанесения на емкость слоя покрытия пластикового материала, обеспечивающего воздухонепроницаемое уплотнение, и устройство для плотной установки обратного клапана в отверстие в стенке емкости для создания перепада давлений между внутренним пространством емкости и пространством снаружи нее.
30. Установка по п.29, в которой устройство для нанесения покрытия обеспечивает нанесение покрытия распылением.
31. Установка по п.29, в которой устройство для нанесения покрытия обеспечивает создание завесы (21) жидкого материала покрытия, сквозь которую проходит емкость.
32. Установка по п.29, в которой устройство для нанесения покрытия обеспечивает обертывание емкости листом (24) плавкого пластикового материала и расплавление этого листа для формирования покрытия.
33. Установка по п.32, включающая туннель (25), в который подается горячий воздух для расплавления обертки.
34. Установка по п.33, в которой туннель расположен вертикально, обеспечивая свободное падение емкости через туннель навстречу восходящему потоку нагретого воздуха.
35. Установка по любому из пп.29-34, включающая источник (20) газа для накачивания газа в емкость через клапан.
36. Установка по любому из пп.29-34, включающая вакуум-насос для откачки газа из емкости через клапан.
37. Установка по любому из пп.29-34, включающая устройство для снабжения емкости отрывной полосой.
38. Установка по любому из пп.29-34, включающая устройство для формирования линии пониженной прочности в слое пластика на емкости.
| US 3533550 А, 13.10.1970 | |||
| ЕР 1637469 А, 22.03.2006 | |||
| US 5165535 А, 24.11.1992 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 3125213, 17.03.1964 | |||
| US 3301468, 31.01.1967 | |||
| Коловратный двигатель внутреннего горения | 1925 |
|
SU5349A1 |

