Изобретение относится к выдувному оборудованию, используемому для нагнетания тепло- и звукоизоляции в строительные конструкции, в частности, к питателям для транспортировки сыпучих материалов через зоны с разным давлением.
Известен корпус дозатора сыпучих материалов (патент RU 1672223, опубл. 1991 г.), содержащий замкнутую цилиндрическую обечайку с лопастями на внутренней поверхности. На торцах обечайки установлены днища с отверстиями для оси вращения корпуса и с входным и выходным отверстиями для перемещаемого материала. Днища соприкасаются своими кромками с внутренней поверхностью обечайки и соединены с ней сварным наружным швом.
Конструкция корпуса предусматривает способ его изготовления, включающий следующую последовательность операций: изготовление замкнутой цилиндрической обечайки и днищ, установка днищ внутрь цилиндрической обечайки и соединение днищ с цилиндрической обечайкой наружным сварным швом.
Известной конструкцией корпуса не предусмотрена возможность перемещения материала через зоны с разным давлением. Способ изготовления корпуса не позволяет изготовить конструкцию корпуса с разомкнутой обечайкой, которая применяется при перемещении материала через зоны с разным давлением.
Наиболее близким к заявленному изобретению является корпус питателя лопастного. предназначенного для перемещения материала через зоны с разным давлением (Owners manual fiber moving machine model #500, KRENDL Machine Com., U.S.A., 2007, стр.12). Корпус содержит разомкнутую цилиндрическую обечайку, верхние разомкнутые концы которой соединены со стенками входного канала для перемещаемого материала. Торцы обечайки приварены к днищам сварным швом между наружной поверхностью обечайки и внутренней поверхностью днищ. Днища выполнены с отверстиями, соосными оси вращения. При этом одно днище выполнено с дополнительным отверстием для вдува воздуха, а другое днище - с дополнительным отверстием для выдува воздуха вместе с перемещаемым материалом.
Конструкция корпуса питателя лопастного обусловливает способ его изготовления. включающий: установку днищ параллельно и на заданном расстоянии относительно друг друга на валу вращения со вспомогательными дисками; изготовление и установку незамкнутой цилиндрической обечайки путем прокатки металлического листа для придания ему приближенной к цилиндру формы, и установки металлического листа относительно днищ с последующей стяжкой листа. Перед стяжкой металлический лист устанавливают на вспомогательных дисках между днищами с обеспечением контакта кромок листа с внутренней поверхностью днищ. После стяжки соединяют торцы обечайки с днищами сварным швом между наружной поверхностью обечайки и внутренней поверхностью днищ.
С учетом коробления торцов обечайки во время сваривания и обеспечения устойчивого положения незамкнутой обечайки на плоской поверхности днищ необходима сравнительно большая толщина обечайки (3-4 мм и более), что усложняет изгиб листа при изготовлении обечайки и увеличивает ее вес. При стяжке металлического листа используются вспомогательные составные диски сложной конструкции. Вышеперечисленные недостатки снижают технологичность и увеличивают стоимость известной конструкции корпуса.
Техническим эффектом изобретения является улучшение технологичности конструкции корпуса питателя лопастного за счет упрощения способа его изготовления, при высокой точности изготовления обечайки корпуса и снижении ее веса.
Для достижения технического эффекта в корпусе питателя лопастного, содержащего разомкнутую цилиндрическую обечайку, днища, выполненные с отверстиями и приваренные к обечайке, цилиндрическая обечайка соединена с днищами сварным швом между внутренней поверхностью обечайки и наружной поверхностью днищ.
Способ изготовления корпуса питателя лопастного, включает установку днищ относительно друг друга на валу вращения, изготовление и установку разомкнутой цилиндрической обечайки путем прокатки металлического листа, установки его относительно днищ с последующей стяжкой листа. Днища соединены с обечайкой сварным швом. Перед стяжкой металлический лист устанавливают с обеспечением контакта его внутренней поверхности с кромками днищ. После стяжки соединяют днища с обечайкой сварным швом между внутренней поверхностью обечайки и наружной поверхностью днищ.
Использование днищ корпуса в качестве приспособлений вместо вспомогательных дисков при стяжке металлического листа, упрощает изготовление корпуса за счет сокращения операции установки и удаления вспомогательных составных дисков. При этом жесткие днища обеспечивают большую точность изготовления обечайки по сравнению с вспомогательными дисками, что является важным конструктивным показателем для лопастных питателей.
При установке обечайки относительно днищ корпуса внутренняя поверхность обечайки контактирует с кромками днищ, что позволяет для обеспечения устойчивости взаимного расположения обечайки и днищ использовать металлический лист меньшей толщины и облегчает его прокатку. Расположение сварного шва между внутренней поверхностью обечайки и наружной поверхностью днищ исключает коробление обечайки в процессе сварки, что также уменьшает необходимую толщину обечайки.
Таким образом, предложенная совокупность признаков позволяет изготовить корпус лопастного питателя более простым, и соответственно, дешевым способом, повысить точность изготовления и снизить вес обечайки корпуса.
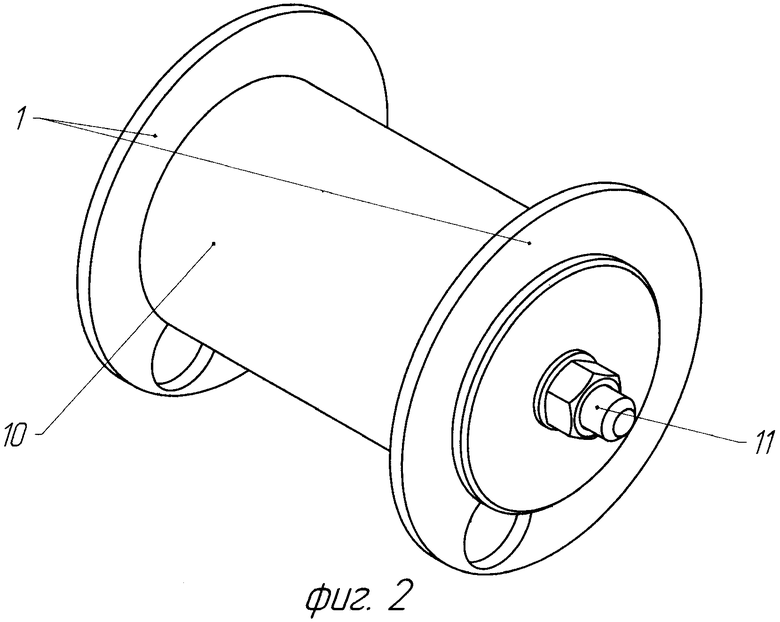
На фиг.1 представлен заявленный корпус питателя лопастного.
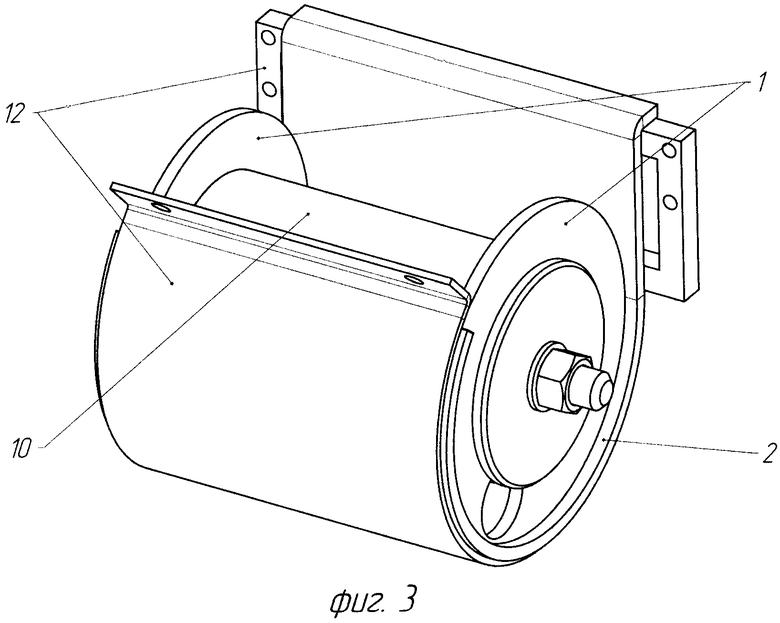
На фиг.2 представлены днища корпуса, установленные на вспомогательном валу через цилиндрическое приспособление.
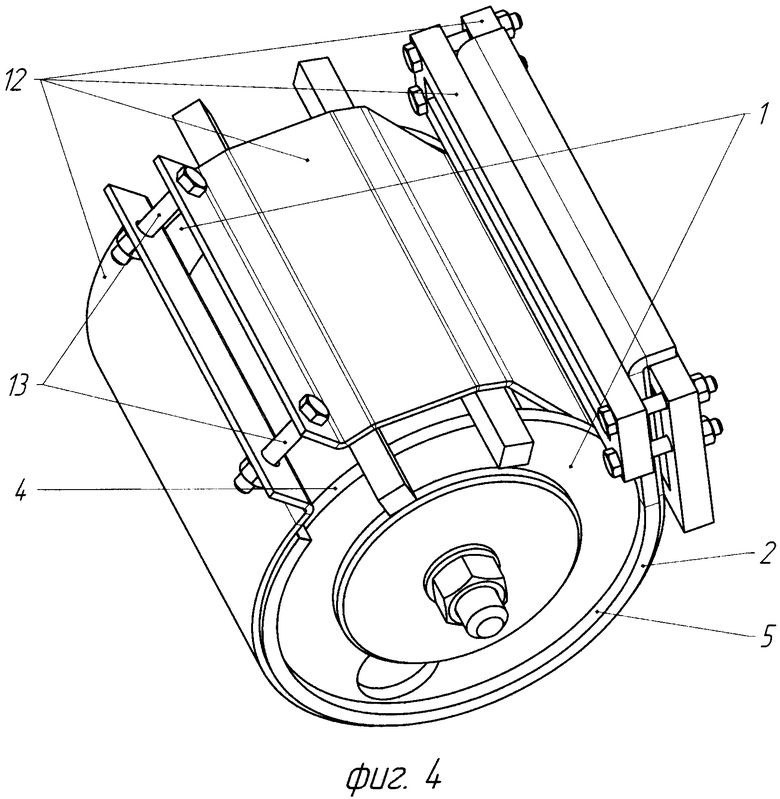
На фиг.3 представлены металлический лист обечайки и днища корпуса, расположенные в стяжном приспособлении.
На фиг.4 представлена сборка стяжного приспособления.
Корпус питателя лопастного содержит днища 1, разомкнутую цилиндрическую обечайку 2, верхний разомкнутый конец которой соединен со стенкой 3 входного канала для перемещаемого материала (фиг.1). Днища 1 кромками 4 сопряжены с внутренней поверхностью 5 обечайки 2 и соединены с ней наружным сварным швом 6 между внутренней поверхностью обечайки и наружной поверхностью днищ. В днищах корпуса выполнены отверстия 7 для установки оси вращения и отверстие 8 для вдува воздуха и выходное отверстие 9 (фиг.1) для выдува воздуха вместе с перемещаемым материалом.
Способ изготовления корпуса питателя лопастного включает следующие операции. Днища 1 корпуса устанавливают через цилиндрическое приспособление 10 на вспомогательном валу 11 совместно с шайбами и гайками для обеспечения параллельности и соосности. взаимного расположения днищ в корпусе питателя (фиг.2). В стяжном приспособлении 12 располагают предварительно прокатанный металлический лист обечайки 2 и днища 1 с цилиндрическим приспособлением 10 на валу (фиг.3). Далее осуществляют сборку стяжного приспособления 12 и с помощью болтов 13 производят стяжку металлического листа обечайки 2 до достижения контакта кромок 4 днищ 1 с внутренней поверхностью 5 разомкнутой цилиндрической обечайки 2 по всей длине ее образующей (фиг.4). Соединяют обечайку 2 с днищами 1 наружным сварным швом 6 (фиг.1). Благодаря расположению наружного шва 6 между внутренней поверхностью обечайки 5 и наружной поверхностью днищ при проведении сварки обечайка корпуса не коробится, что позволяет делать ее меньшей толщины. Отсутствие сложносоставных приспособлений внутри изготовленного корпуса исключает операцию их разборки и удаления. Простое цилиндрическое приспособление легко вынимается.
Предложенный способ изготовления корпуса лопастного питателя отличается простотой и позволяет изготовить корпус более легкой и геометрически точной конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИХРЕВАЯ МЕЛЬНИЦА | 2014 |
|
RU2562542C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2002 |
|
RU2220805C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 1997 |
|
RU2124994C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Вихревая мельница | 2015 |
|
RU2616807C1 |
| Вихревая сегментная мельница | 2016 |
|
RU2647897C1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2311290C2 |
Изобретение относится к выдувному оборудованию, используемому для нагнетания тепло- и звукоизоляции в строительные конструкции, в частности к питателям для транспортировки сыпучих материалов через зоны с разным давлением.
Заявленная группа изобретений включает корпус питателя лопастного, содержащий разомкнутую цилиндрическую обечайку, днища, выполненные с отверстиями и приваренные к обечайке, при этом цилиндрическая обечайка соединена с днищами сварным швом между внутренней поверхностью обечайки и наружной поверхностью днищ, а также способ его изготовления. При изготовлении корпуса производят установку днищ относительно друг друга на валу вращения. Изготавливают и устанавливают разомкнутую цилиндрическую обечайку путем прокатки металлического листа и установки его относительно днищ с обеспечением контакта его внутренней поверхности с кромками днищ и последующей стяжки листа. Соединяют днища с обечайкой сварным швом между внутренней поверхностью обечайки и наружной поверхностью днищ. Техническим результатом, достигаемым от реализации заявленной группы изобретений, является улучшение технологичности конструкции корпуса питателя лопастного за счет упрощения способа его изготовления, при высокой точности изготовления обечайки корпуса и снижении ее веса, а именно способ изготовления корпуса лопастного питателя отличается простотой и позволяет изготовить корпус легкой и геометрически точной конструкции. 2 н.п. ф-лы, 4 ил.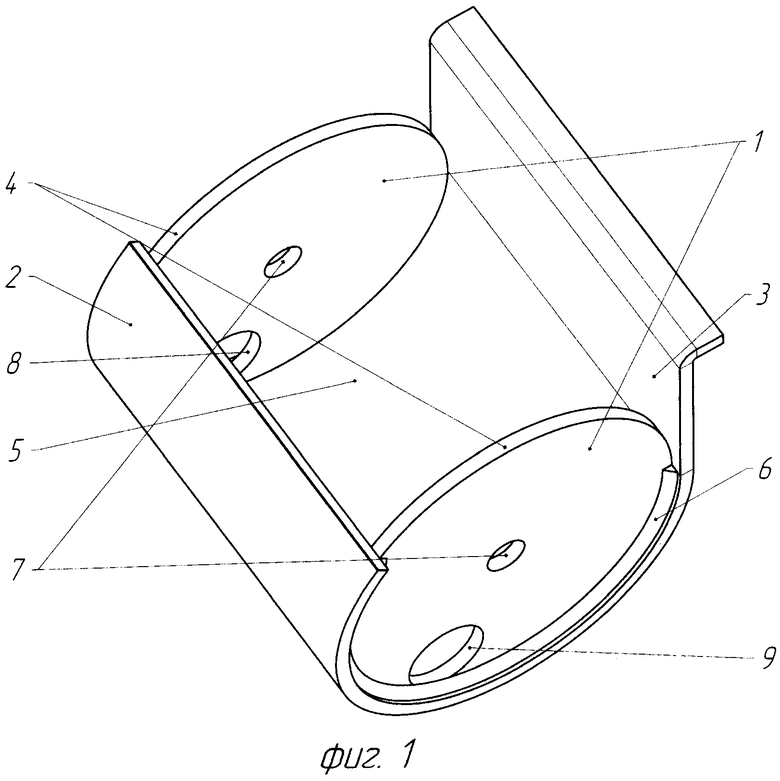
1. Корпус питателя лопастного, содержащий разомкнутую цилиндрическую обечайку, днища, выполненные с отверстиями и приваренные к обечайке, отличающийся тем, что цилиндрическая обечайка соединена с днищами сварным швом между внутренней поверхностью обечайки и наружной поверхностью днищ.
2. Способ изготовления корпуса питателя лопастного, включающий установку днищ относительно друг друга на валу вращения, изготовление и установку разомкнутой цилиндрической обечайки путем прокатки металлического листа и установки его относительно днищ с последующей стяжкой листа, соединение днищ с обечайкой сварным швом, отличающийся тем, что перед стяжкой металлический лист устанавливают с обеспечением контакта его внутренней поверхности с кромками днищ, соединяют днища с обечайкой сварным швом между внутренней поверхностью обечайки и наружной поверхностью днищ.
| Способ обмыливания жиров и жирных масел | 1911 |
|
SU500A1 |
| Устройство для усиления переменных и постоянных напряжений | 1951 |
|
SU100826A1 |
| Дозатор сыпучих материалов | 1988 |
|
SU1672223A1 |

