Изобретение относится к изготовлению сварных металлических конструкций, в частности к способам изготовления крупногабаритных емкостей из листового материала, например бункеров для сыпучих и жидких сред, газгольдеров, крышек и днищ технологических резервуаров.
Известен способ изготовления конических крупногабаритных конструкций, включающий раскрой заготовки в виде развертки конуса, формообразование конуса путем подъема заготовки и последующую сварку соединяемых кромок, при котором подъем заготовки осуществляют приложением тянущего усилия к гибкому элементу через систему блоков, которые предварительно прикрепляют к наружной поверхности заготовки на расстоянии от контура основания, соответствующем половине высоты конуса, причем два блока располагают на образующей конуса, соответствующих диаметральной плоскости, перпендикулярной проекции линии соединения кромок готового конуса на основание, а два других - у соединяемых кромок (см., например, авт.св. СССР 965572, М. Кл.3 В 21 D 51/1).
Однако такой способ пригоден для изготовления относительно тонкостенных конических конструкций с соотношением величины толщины стенки конуса (в мм) к размеру радиуса основания конуса (в мм) к) не более 0,001.
К другим недостаткам известного способа следует отнести возможность перекоса соединяемых кромок по высоте, обусловленного переменной величиной жесткости листа заготовки по высоте из-за разных диаметров гиба и различными пластическими свойствами отдельных листов заготовки, и значительные отклонения от круглости конического изделия в его сечениях по высоте, что ухудшает качество изделия и усложняет сборку аппаратов.
Известен также способ изготовления конических сварных крупногабаритных конструкций, включающий раскрой заготовки в виде развертки конуса, предварительное формообразование конуса, окончательное формообразование конуса, которое осуществляют после указанного предварительного формообразования, и последующее соединение кромок заготовки сваркой, причем предварительное и окончательное формообразование производят путем подъема заготовки и стягивания ее соединяемых кромок стяжным устройством (cм. например, авт.св. СССР 330897, М. Кл. В 21 D 51/44, 1972 г.).
Такой способ пригоден для изготовления относительно толстостенных конических конструкций с соотношением величины толщины стенки конуса (в мм) к размеру радиуса основания конуса (в мм) к) более 0,001. Однако и этому способу присущи недостатки, описанные выше: возможность перекоса соединяемых кромок по высоте, обусловленного неравномерностью жесткости листа заготовки по высоте из-за разных диаметров гиба и различными пластическими свойствами листов металла, из которых изготавливается заготовка, а также отклонение от круглой формы конического изделия в различных сечениях по высоте. Это усложняет сборку и ухудшает товарный вид изделия, а также обуславливает сложность соединения конической конструкции (например, днища) с цилиндрической обечайкой.
По совокупности общих признаков в качестве прототипа выбран способ по авт.св. СССР 330897.
Задачей изобретения является повышение качества изделий, снижение затрат и повышение производительности.
Поставленная задача достигается тем, что согласно способу изготовления конических крупногабаритных конструкций, включающему раскрой заготовки в виде развертки конуса, предварительное формообразование конуса, окончательное формообразование конуса, которое осуществляется после указанного предварительного формообразования, и последующее соединение кромок заготовки сваркой, причем предварительное и окончательное формообразование производят путем подъема заготовки и стягивания ее соединяемых кромок стяжным устройством, согласно изобретению на соединяемых кромках заготовки устанавливают балки, снабженные фиксаторами и рычагами, закрепленными на балках, стяжное устройство размещают на рычагах, предварительное формообразование конуса осуществляют путем подъема заготовки с обеспечением частичной стяжки ее соединяемых кромок, окончательное формообразование производят путем стягивания соединяемых кромок заготовки сведением рычагов, а после соединения кромок сваркой балки удаляют, после чего осуществляют отбортовку нижней кромки полученного конуса методом ротационной вытяжки. Кроме того, после предварительного формирования конуса в верхнем отверстии конической заготовки устанавливают распорную обечайку с диаметром, меньшим диаметра упомянутого верхнего отверстия.
Установка на соединяемых кромках заготовки балок, снабженных стяжным устройством и фиксаторами, обеспечивает изготовление конических крупногабаритных изделий без применения специального гибочного оборудования, которое нецелесообразно использовать в мелкосерийном производстве из-за низкого коэффициента использования и высокой материалоемкости и стоимости. При изготовлении толстостенных изделий смещение кромок перед сваркой очень трудно поддается исправлению из-за возникновения упругих сил, препятствующих проведению повторной деформации. Помимо этого балки равномерно передают стягивающее усилие на всю длину соединяемых кромок. Это упрощает технологию сборки и исключает брак.
Проведение после предварительного формообразования за счет подъема заготовки окончательного формообразования конуса стяжным устройством, сводя рычаги, закрепленные на балках, после чего соединяют сваркой кромки заготовки и удаляют балки, позволяет изогнуть материал заготовки, прилегающий к свариваемым кромкам, что обеспечивает равномерность стыковки кромок по всей длине образующей. Это обеспечивает повышение качества изделия и упрощает его сборку.
Выполнение отбортовки нижней кромки методом ротационной вытяжки обеспечивает достижение необходимой конфигурации для соединения с цилиндрической обечайкой стыковым швом. В процессе ротационной отбортовки появляется возможность откорректировать в необходимых пределах размер диаметра основания.
Установка после предварительного формирования конуса в верхнем отверстии конической заготовки распорной обечайки с диаметром, меньшим диаметра упомянутого верхнего отверстия, обеспечивает калибровку верхнего отверстия изделия, исключая складывания в пакет заготовки вблизи верхней кромки, которое сложно устранить при последующей сборке из-за возникновения наклепа в металле при изгибе.
Такая последовательность операций обеспечивает не только снижение затрат, но и повышает производительность и качество работ за счет обеспечения удобства работы и возможности контроля над ходом сборки изделия.
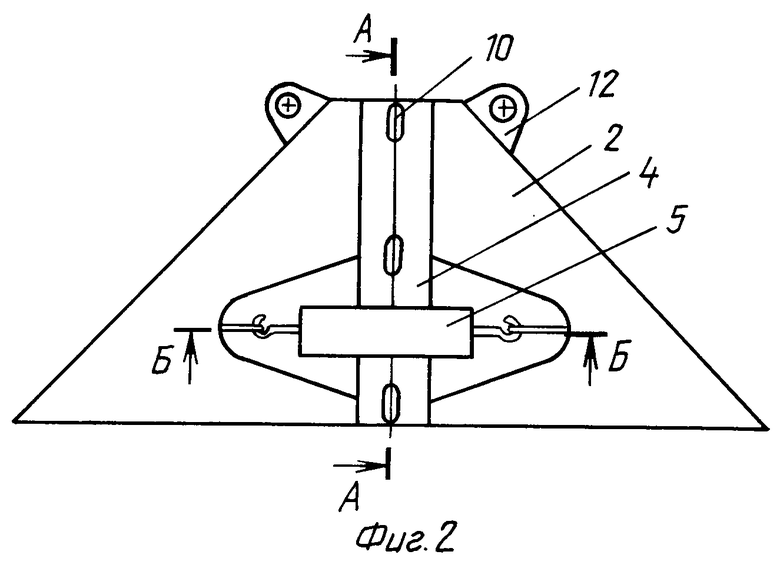
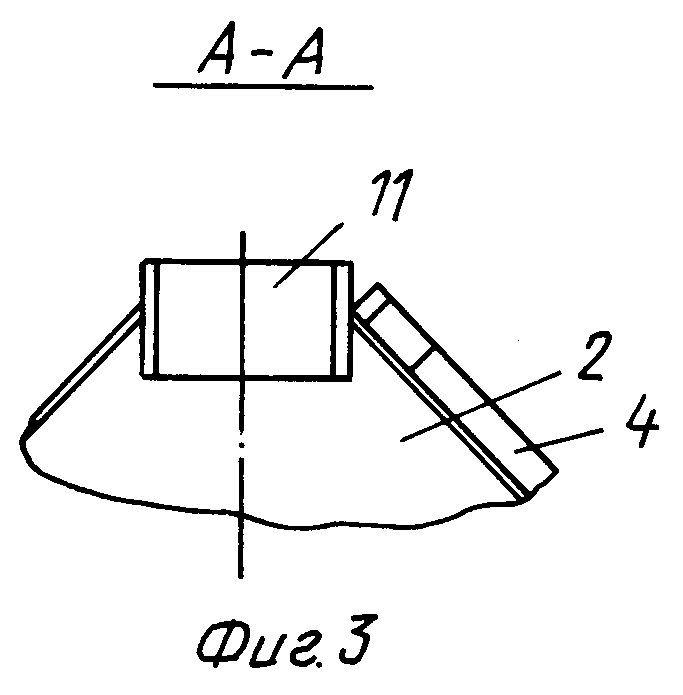
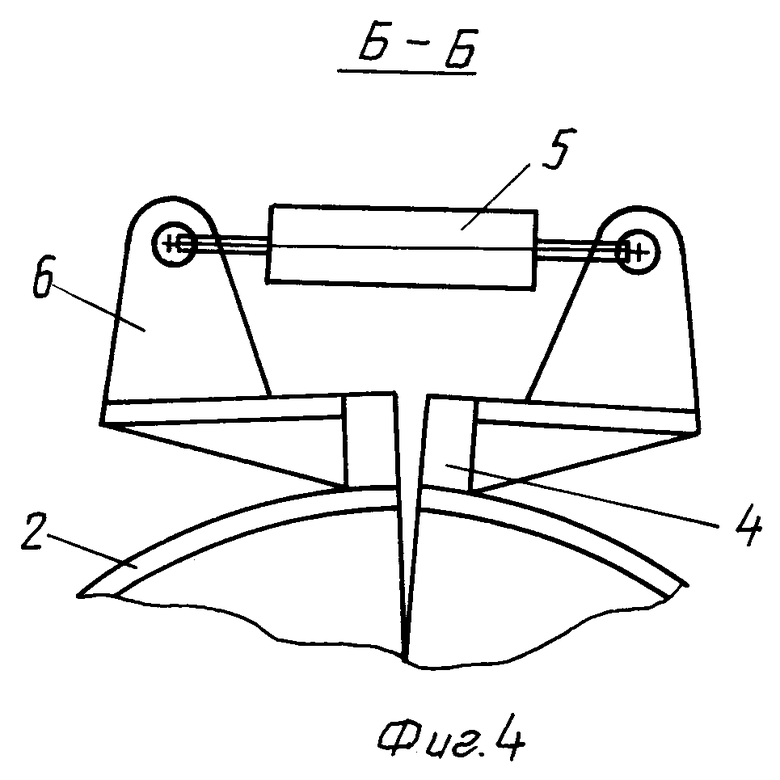
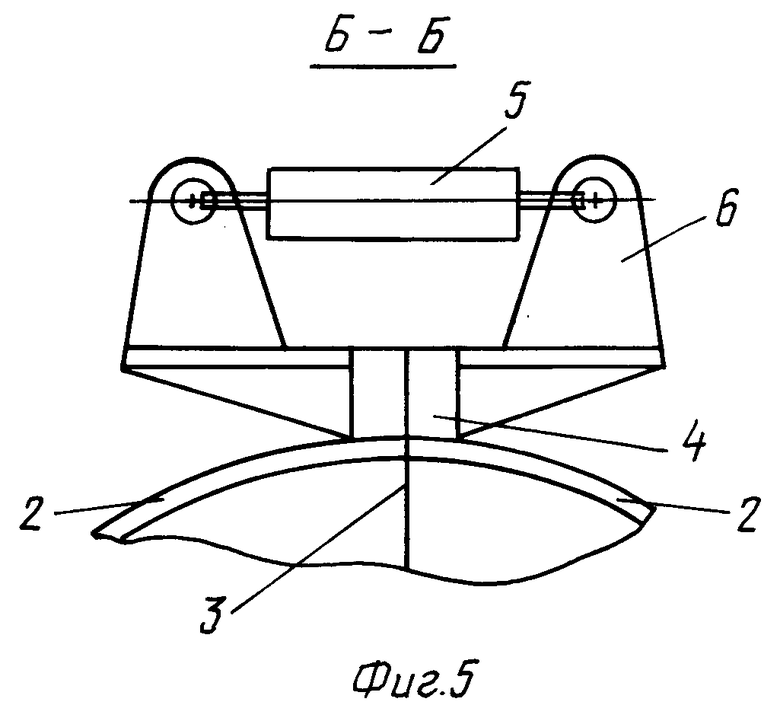
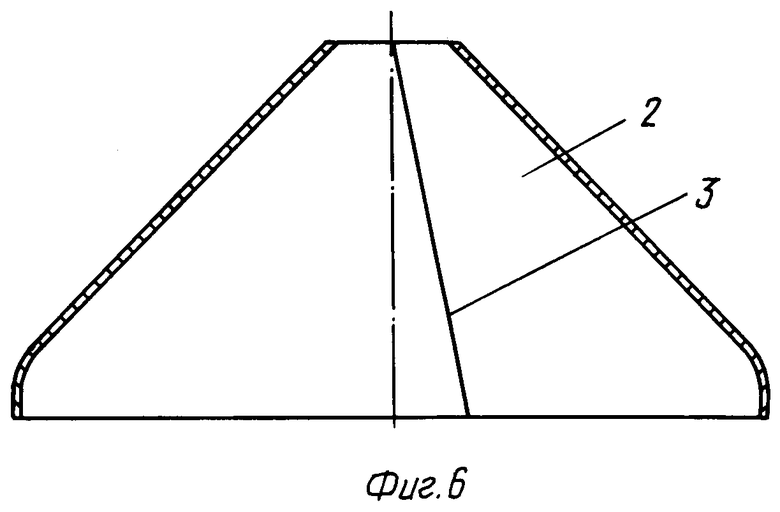
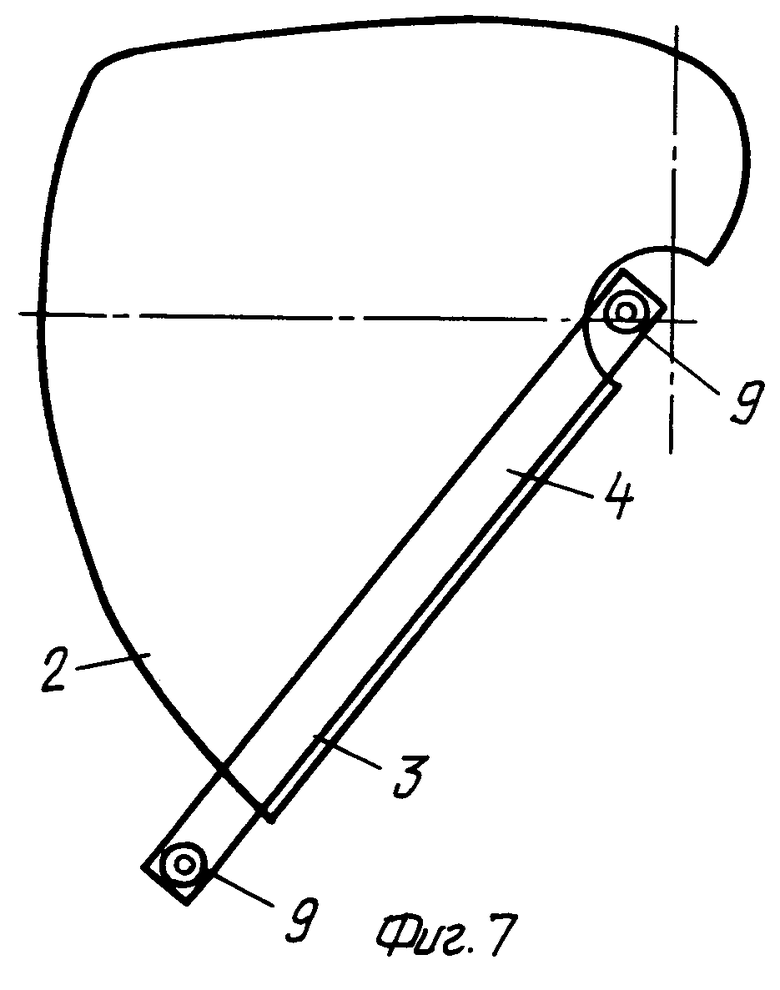
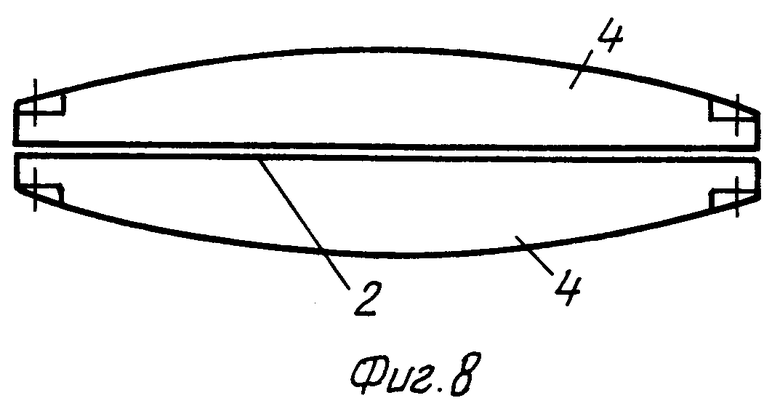
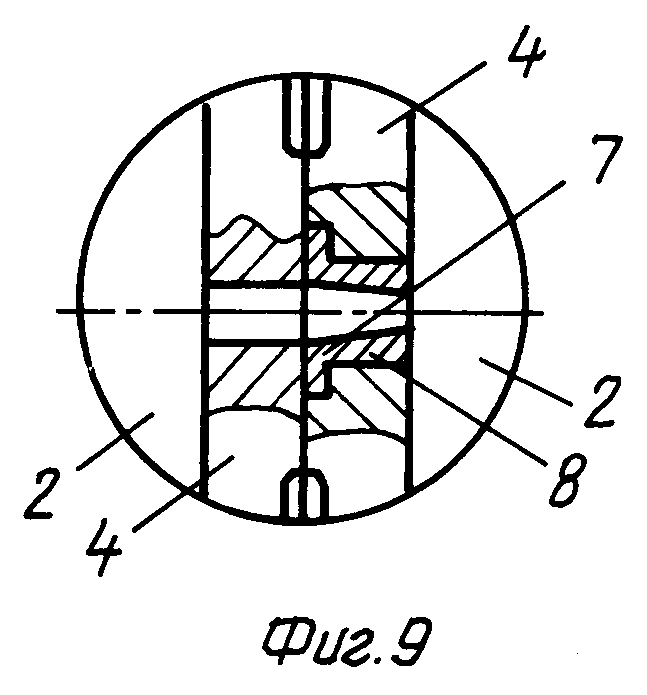
На чертежах изображены: на фиг. 1 показан раскрой исходной заготовки; на фиг. 2 - технология гибки исходного конуса; на фиг. 3 показан вариант с установленной распорной обечайкой; на фиг. 4 и 5 показана операция по сведению балок при окончательном сгибании заготовки (гибки за счет поворота балок); на фиг. 6 показан вид изделия после ротационной отбортовки; на фиг. 7 и 8 показан вариант крепления балок без сварки и на фиг. 9 показан узел фиксации балок между собой.
Предлагаемый способ осуществляется следующим образом.
Из плоского полотнища 1, размеры и конфигурация которого соответствует развертке заготовки 2 конической конструкции, вырезают развертку конусной заготовки 2. Затем к заготовке 2 прикрепляют вблизи кромок 3 балки 4 путем приварки прерывистым швом к внешней поверхности. Затем осуществляют подъем заготовки 2 за верхнюю часть заготовки с помощью грузозахватных устройств типа струбцин (условно не показаны), устанавливаемых на расстоянии одной четверти длины развертки от вертикальных кромок.
Такой подъем обеспечивает предварительное формообразование конической конструкции под собственным весом. Затем устанавливают стяжное устройство 5, обычно это ручная лебедка, либо винтовой или гидравлический домкрат, который закрепляют в проушинах рычагов 6, приваренных к балкам 4. Затем стяжным устройством 5 стягивают балки 4 так, чтобы штифты 7 вошли в гнезда 8, обеспечивая тем самым выравнивание смыкаемых кромок 3 в двух плоскостях: по высоте и по диаметру. После этого производят стягивание рычагов 6 так, чтобы балки 4, разворачиваясь под действием стяжного устройства 5, выгнули по дуге прилегающие к кромкам 3 участки заготовки 2. После приварки кромок 3 с обеих сторон балки отделяют от внешней поверхности с помощью фрез или абразивного инструмента. Кроме приварки балок 4 к внешней поверхности заготовки 2 возможен другой метод (разъемный), когда балки 4 крепят к заготовке 2, зажимая лист между двумя составными частями каждой балки 4, как показано на фиг. 7 и 8, создавая необходимый натяг с помощью резьбовых соединений 9. В балках 4 выполняют окна 10, через которые производят прихватку кромок 3 электросваркой с внешней стороны заготовки 2. Для предотвращения складывания верхней кромки заготовки 2 - после предварительного формообразования путем стягивания конуса под действием собственного веса в верхнее отверстие вставляют распорную обечайку 11 с диаметром, меньшим диаметра верхнего отверстия заготовки конуса (cм. фиг. 3). Для подъема заготовки 2 в случае большой толщины обечайки используют приварные проушины 12.
Пример. Изготавливали коническое днище из стали марки 12Х19Н10Т с диаметром основания 5000 мм и диаметром в верхней части 400 мм из листов толщиной 8 мм. Первоначально сваривали заготовку из листов шириной 1500 мм и длиной до 5000 мм. Затем производили раскрой развертки конического днища путем резки плазменным резаком с последующей абразивной зачисткой кромок. Накладные балки были сварены из состыкованных полками швеллеров 16. В качестве стяжного устройства использовали монтажную лебедку рычажного типа с усилием 5000 кг. Способ крепления балок к кромкам заготовки - прерывистым электросварным швом. Для калибровки верхнего отверстия в нем после предварительного формообразования устанавливали обечайку диаметром 395 мм.
В предлагаемом способе в процессе формообразования конуса за счет использования балок, снабженных фиксаторами положения и рычагами поворота балок, происходит более точное совмещение свариваемых кромок, что способствует повышению производительности и качества сварного шва, снижению затрат. Кроме того, предлагаемый способ прост и не требует дорогостоящего оборудования и позволяет использовать его в монтажных условиях, с большой точностью обеспечивая совмещение кромок под сварку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| ОБЪЕМНАЯ НАСАДКА ДЛЯ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 2002 |
|
RU2208478C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОИЗОЛЯЦИИ НА АППАРАТЫ | 2001 |
|
RU2211995C1 |
| БЫСТРОСЪЕМНАЯ ТЕПЛОВАЯ ИЗОЛЯЦИЯ | 2004 |
|
RU2259510C1 |
| Способ изготовления конических крупногабаритных конструкций | 1980 |
|
SU965572A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ СФЕРИЧЕСКОЙ ФОРМЫ СО СКВОЗНЫМ ТРУБЧАТЫМ КАНАЛОМ | 1998 |
|
RU2157290C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННОГО БЛОКА | 2005 |
|
RU2293235C1 |
| МЕМБРАННАЯ УСТАНОВКА | 2001 |
|
RU2200620C1 |
Изобретение относится к изготовлению сварных металлических конструкций, а именно к способам изготовления крупногабаритных емкостей из листового материала, например бункеров для сыпучих и жидких сред, газгольдеров, крышек и днищ технологических резервуаров. Способ изготовления конических крупногабаритных конструкций включает раскрой заготовки в виде развертки конуса, предварительное формообразование конуса, окончательное формообразование конуса, которое осуществляют после указанного предварительного формообразования, и последующее соединение кромок заготовки сваркой. Предварительное и окончательное формообразование производят путем подъема заготовки и стягивания ее соединяемых кромок стяжным устройством. На соединяемых кромках заготовки устанавливают балки, снабженные фиксаторами и рычагами, закрепленными на балках. Стяжное устройство размещают на упомянутых рычагах. Предварительное формообразование конуса осуществляют путем подъема заготовки с обеспечением частичной стяжки ее соединяемых кромок. Окончательное формообразование производят путем стягивания соединяемых кромок заготовки сведением рычагов. После соединения кромок сваркой балки удаляют. Отбортовку нижней кромки полученного конуса осуществляют методом ротационной вытяжки. В результате повышается качество изделий, снижаются затраты и повышается производительность. 1 з.п. ф-лы, 9 ил.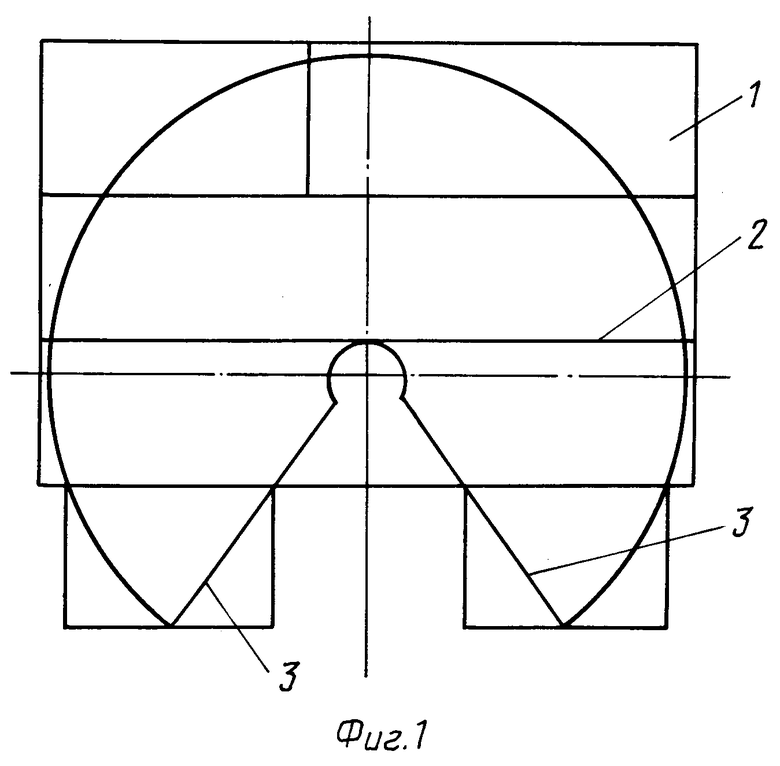
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СВАРНЫХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 0 |
|
SU330897A1 |
| Способ изготовления конических крупногабаритных конструкций | 1980 |
|
SU965572A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2098208C1 |
| US 3929321, 30.12.1975 | |||
| US 4735076, 05.04.1988 | |||
| Пуговица | 0 |
|
SU83A1 |

