Область применения изобретения
Настоящее изобретение имеет отношение к созданию системы соединения между элементами облицовки и конструктивными элементами, которые их поддерживают, особенно применимой к соединению между элементами облицовки (обшивки) и прочными конструктивными элементами самолета, которая может найти особое применение в области авиастроения и, вообще говоря, во всех областях, в которых элементы облицовки состоят из тонких листов, изготовленных из специфических сплавов или композиционных материалов, и в которых упрощение очистки, минимизация трения и отсутствие отверстий (которые ослабляют конструкцию) во внешних поверхностях являются желательными основными характеристиками.
Предпосылки к созданию изобретения
Проведенный анализ типов соединений, которые в настоящее время используют в машиностроении, позволяет подразделить их на заклепочные соединения (которые представляют собой любые соединения с функцией передачи напряжений между соединяемыми деталями) и сварные соединения. Известны хорошие результаты, получаемые за счет сварных соединений в различных отраслях промышленности, например, в кораблестроении, в автомобильной промышленности и т.п. Однако использование сварных соединений затруднено в ряде отраслей промышленности, например, в авиастроении, где критическим фактором является надежность и поэтому необходимость полной рабочей предсказуемости, а также низкий вес и возможность проведения очистки; поэтому сварку используют в авиастроении в ограниченном масштабе и только для внутренних деталей, при очень строгом контроле.
В настоящее время, тонкие листы, которые образуют элементы облицовки снаружи фюзеляжа самолета, соединяют в внутренними конструктивными деталями при помощи заклепок, так как они представляют собой наиболее предсказуемый тип соединения. Эту технологию используют как для соединения листов, которые образуют внешние элементы облицовки самолета, с формирователями и стрингерами, которые образуют прочную конструкцию самолета, такую как крылья и другие поверхности, так и для соединения ребер с внешними элементами облицовки и, в некоторых случаях, со стрингерами.
Как уже было указано здесь выше, эти элементы облицовки представляют собой тонкие листы из алюминиевых сплавов или из композиционных материалов, имеющие области вдоль их внутренней поверхности, где они входят в контакт с конструктивными элементами, которые их поддерживают, такими как формирователи и стрингеры, для поддержки и крепления на них, причем некоторые виды оборудования и другие элементы и компоненты могут быть прикреплены к элементам облицовки. Тонкие обшивочные листы подвергают обработке на их внутренней поверхности, чтобы создавать заглубленные области для снижения веса, называемые "нишами", которые ограничены сеткой ребер, которые образуют вышеупомянутые контактные области. Внутреннюю обработку листов в настоящее время обычно проводят за счет химического травления и фрезерования.
В настоящее время используют тонкие обшивочные листы, которые формуют для придания им окончательной аэродинамической формы при помощи процессов вытяжки или прокатки, в соответствии с типом получаемой деформации, во время которых заглубляют материал в тех областях, где в нем нет необходимости для выполнения функции конструктивной прочности листов, за счет процесса химического травления. В некоторых узлах с опорными поверхностями, когда это позволяет используемая технология изготовления и имеющиеся материалы, используют составляющие одно целое (объединенные, неразъемные) элементы облицовки, в особенности на поверхностях крыльев, изготовленных из более толстого материала, который в некоторых случаях подвергают обработке, чтобы получить аэродинамическую форму поверхностей относительно пяти осей на одной из сторон узла и стрингеры на другой, избегая необходимости заклепывания. В других случаях, составляющие одно целое (неразъемные) стрингеры подвергают обработке по трем осям и желательную форму детали затем получают при помощи процесса формовки. Описанные выше технологии явно приводят к повышению цены, что доказывает важность рентабельного исключения заклепочных соединений.
Решение относительно того, какой тип элемента облицовки следует использовать в специфическом случае, также зависит от производственных возможностей, наличия исходных материалов, необходимой прочности внутренней структуры элемента облицовки и, в определенной степени, от издержек производства и стоимости компоновки указанных элементов.
В авиационной промышленности также используют элементы облицовки, изготовленные из композиционных материалов, внешнюю конфигурацию которых получают при помощи формовки, а внутреннюю конфигурацию, которая аналогична конфигурации листов из металлических сплавов, получают за счет наложения друг на друга различных слоев ткани. Эти элементы облицовки также соединяют с внутренней конструкцией при помощи заклепок. Для обеспечения точности при использовании этой технологи требуется армирование в тех областях, где это необходимо.
Заклепочные соединения требуют сверления отверстий во внешних элементах облицовки. Эти отверстия создают проблемные области, так как материал в этих областях становится хрупким, что может приводить к образованию трещин, к потере давления при соединении области с повышенным давлением внешней детали самолета, и к точкам воздействия трения. Эти параметры являются жизненно важными для этого типа транспортных средств. Для минимизации указанных явлений, требуется применять особую осторожность при сверлении, снашивании кромок, раззенковывании и сборке, проводимых в этих типах соединений, при жестких допусках, достижимых при используемой технологии, с использованием герметиков для обеспечения герметичности и точности в процессах сверления и раззенковывания, так чтобы головки заклепок маскировались надлежащим образом. Все эти требования, которые должны выполняться при конструировании, делают изготовление и сборку очень длительными, сложными и дорогостоящими.
Технология химического травления в основном связана с разъедающим воздействием на поверхность детали, толщину которой желательно уменьшить, с использованием кислот, и с защитой тех областей, где толщину уменьшать не нужно, при помощи масок, чтобы сохранить их толщину. Это разъедающее воздействие осуществляют в чане, который содержит кислоты с контролируемыми параметрами, причем такая технология связана с использованием более сложного оборудования, так как ее применение предусматривает проведение операций маскирования, зачистки подлежащей обработке области, очистки, разъедающего воздействия и нейтрализации, для каждой глубины, которую желательно создать.
Несмотря на то, что любой тип элементов облицовки может быть изготовлен на базе этой технологии, следует иметь в виду, что эта технология позволяет одновременно осуществлять только механическую обработку указанных поверхностей параллельно с химическим травлением, так что эта технология может быть использована только при обработке больших поверхностей и при обработке на малую глубину, если это необходимо; дополнительно, этот процесс требует больших трудозатрат и, более того, он не соответствует все более жестким экологическим требованиям. Фактически, крупные фирмы-изготовители заявили о своем намерении отказаться от такого типа технологий и использовать только фрезерование для изготовления деталей такого же типа.
Подробное описание изобретения
В соответствии с настоящим изобретением предлагается система соединения между тонкими листами, которые образуют элементы облицовки, и конструктивными элементами, которые их поддерживают, в особенности для самолета, причем указанная система соединения позволяет исключить вышеупомянутые недостатки и обеспечивает существенные преимущества по сравнению с традиционными системами соединения на базе заклепок.
В системе соединения в соответствии с настоящим изобретением, как и в случае систем соединения на базе заклепок, тонкие листы, которые образуют элементы облицовки, имеют внутри заглубленные области или ниши, ограниченные не заглубленными полосами, имеющими большую толщину и в основном прямыми, которые образуют сеть ребер, позиционно совпадающих с конструктивными элементами для поддержки и крепления тонких листов. Тонкие листы, образующие элементы облицовки, также имеют ребра, позиционно совпадающие с оборудованием и другими компонентами, которые должны быть прикреплены или связаны с указанными элементами облицовки.
Система в соответствии с настоящим изобретением характеризуется тем, что листы, которые образуют элементы облицовки, и конструктивные элементы совместно образуют, вдоль их расположенных напротив друг друга поверхностей, средства соединения между указанными листами и конструктивными элементами, причем указанные средства соединения являются частью самих листов и конструктивных элементов или получены из них. В системе в соответствии с настоящим изобретением, вышеупомянутые средства соединения состоят из охватываемых и охватывающих шпунтовых образований, а преимущественно из образований в форме ласточкина хвоста. Эти образования расположены вдоль контактных областей между соединяемыми деталями. Например, в листах, которые образуют элементы облицовки, эти образования расположены вдоль по меньшей мере части ребер, которые ограничивают ниши, а в конструктивных элементах они расположены вдоль секций, совпадающих с указанными частями ребер.
Под соединением в форме ласточкина хвоста следует понимать любое соединение или сочленение (стык), образованное при помощи охватываемого образования в виде ребра и охватывающего образования в виде канавки, которые оба имеют одинаковое поперечное сечение, причем поперечное сечение охватываемого профиля увеличивается в направлении его свободной продольной кромки, а поперечное сечение охватывающего профиля увеличивается в направлении вниз, так что соединение между охватываемым и охватывающим образованиями может быть получено только за счет вставки у одного из его концов и скольжения между образованиями.
В соответствии с другой характеристикой настоящего изобретения, охватываемые и охватывающие образования обшивочных листов и конструктивных элементов могут быть прерывистыми вдоль сторон ниш, за счет чего образуются выступы и выемки в указанных образованиях, совпадающие по числу, положению и размерам. Охватываемые и охватывающие образования соединяют вместе за счет расположения напротив друг друга и вставки (введения) выступов одного из образований в выемки другого образования, и затем за счет относительного продольного скольжения между двумя образованиями по длине, равной длине указанных выступы, пока выступы охватываемых образований не будут расположены под выступами охватывающих образований и выемки обеих деталей не будут расположены напротив друг друга.
Несмотря на то, что охватываемые и охватывающие образования могут быть без разбора расположены на обшивочных листах или на конструктивных элементах, охватываемые образования будут преимущественно расположены на обшивочных листах вдоль кромок ребер указанных листов, в то время как охватывающие образования будут расположены на конструктивных элементах.
Ребра могут быть ограничены в боковом направлении при помощи продольных кромок, имеющих прямой профиль, которые являются в основном параллельными, причем образования расположены вдоль указанных продольных кромок. Продольные кромки могут иметь ступенчатый профиль, по меньшей мере вдоль участка, смежного с их свободным основанием, причем поперечное сечение ребра уменьшается в направлении к указанному свободному основанию, при этом образования могут быть расположены вдоль продольных кромок на любом уровне, а преимущественно на самом внешнем уровне.
Образования, ограниченные при помощи средств соединения, могут быть получены за счет фрезерования ребер и конструктивных элементов, в случае деталей, изготовленных из металлического сплава, или, в случае деталей, изготовленных из композиционного материала, за счет металлических профилей, заделанных в эти детали. Благодаря прогрессу, достигнутому при обработке крупных элементов облицовки, во время обработки внутренней поверхности листа для образования заглубленных областей или ниш, одновременно может быть проведена обработка соответствующих образований для соединения ласточкиным хвостом с конструктивными элементами. Обработка листов или образование в них заглубленных областей также могут быть осуществлены за счет химического травления и последующей обработки охватываемых и охватывающих образований при помощи фрезерования. В случае использования элементов облицовки и конструктивных элементов из композиционных материалов, охватываемые и охватывающие образования будут расположены на профилях, которые заделаны в детали из композиционных материалов во время их изготовления.
Для того, чтобы детали удерживали окончательное положение после сборки, и для того, чтобы избежать продольного скольжения между средствами соединения, может быть использована пластическая деформация образований, например охватывающей детали, или может быть использован монтажный клей, или же может быть использована комбинация того и другого.
Несмотря на то что система соединения в соответствии с настоящим изобретением особенно хорошо подходит для использования в области авиастроения, она также может быть использована и в других областях, в которых, как уже было указано здесь выше, упрощение очистки, минимизация трения и отсутствие отверстий (которые ослабляют конструкцию) во внешних поверхностях являются желательными основными характеристиками. Кроме того, система в соответствии с настоящим изобретением может быть использована для соединения между компонентами конструкции или рамы, а также для крепления оборудования, компонентов и вспомогательных элементов к элементу облицовки.
Система в соответствии с настоящим изобретением обладает существенными преимуществами по сравнению с традиционными системами соединений на базе заклепок. Одним из таких преимуществ является снижение трения за счет исключения заклепок, что позволяет улучшить очистку внешней поверхности элемента облицовки, а также избежать риска потери давления между внутренним пространством и внешней средой, приводящего к потере герметичности.
Дополнительным преимуществом системы в соответствии с настоящим изобретением является исключение слабых точек в местах отверстий под заклепки, в дополнение к улучшению остальных характеристик соединений, поддержанию существенного сопротивления трению и обеспечению стойкости к сдвигу.
Еще одним преимуществом является чрезвычайное упрощение операций сборки за счет исключения операций сверления отверстий под заклепки и установки заклепок, что позволяет также использовать более легкие материалы с металлическими свойствами. Одновременно, снижаются требования к техническому обслуживанию за счет исключения операций проверки состояния заклепок.
Еще одним преимуществом системы в соответствии с настоящим изобретением является снижение веса за счет исключения заклепок, исключения материала областей армирования за счет соединения ласточкиным хвостом образований и их заглубления или создания в них просветов, а также исключения необходимых герметиков во всех отверстиях в системах заклепок. Система в соответствии с настоящим изобретением также позволяет исключить соединительные детали, например, такие, которые расположены перпендикулярно относительно формирователей.
Еще одним преимуществом системы в соответствии с настоящим изобретением является снижения стоимости сборки и издержек производства за счет исключения времени, необходимого для сверления отверстий под заклепки и установки заклепок.
Система в соответствии с настоящим изобретением также позволяет располагать боковые соединения между соседними обшивочными листами, когда их кромки совпадают с конструктивным элементом, например, со стрингером или ребром, вследствие чего половина охватываемого образования будет расположена на каждом из обшивочных листов. Как уже было указано здесь выше, охватываемые и охватывающие образования являются прерывистыми и имеют небольшие просветы вдоль них, что позволяет снизить вес. При этом также повышается упругость, что является важным для упрощения сборки. Размеры просветов зависят от требуемой прочности, причем выступы и выемки преимущественно являются одинаковыми на ребрах листов и на конструктивных элементах. Вообще говоря, выемки могут иметь большую длину, чем выступы, что позволяет получить дополнительное снижение веса.
Система в соответствии с настоящим изобретением особенно хорошо подходит для использования в авиастроении, как для изготовления фюзеляжа и крыльев, так и других поверхностей, таких как стабилизаторы и крупные обтекатели. Как в ребрах, так и в конструктивных элементах, формовка охватываемых и охватывающих образований может быть проведена на вспомогательном профиле, которые затем прикрепляют к указанным ребрам или конструктивным элементам. Прикрепление вспомогательных профилей к ребрам может быть осуществлено, например, за счет соединения ласточкиным хвостом, за счет скольжения вспомогательного профиля поверх соответствующего образования, расположенного на ребрах. Прикрепление к конструктивным элементам может быть осуществлено аналогичным образом или при помощи заклепок. Система в соответствии с настоящим изобретением также может быть использована для соединения деталей из композиционного материала, за счет фрезерования деталей из углеродного волокна или за счет вставки металлических деталей в ткань, покрывающую детали. Например, в случае элементов облицовки из композиционного материала, листы могут иметь заделанный металлический профиль, в котором предварительно созданы охватываемые и охватывающие образования для формирования соединения типа ласточкина хвоста.
Система также может содержать охватываемые и охватывающие образования, имеющие совпадающие криволинейные контуры, расположенные, например, в узлах или точках пересечения ребер листов, которые могут быть использованы для соединения формирователя, стрингеров и элемента облицовки в одной точке за счет вращения.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
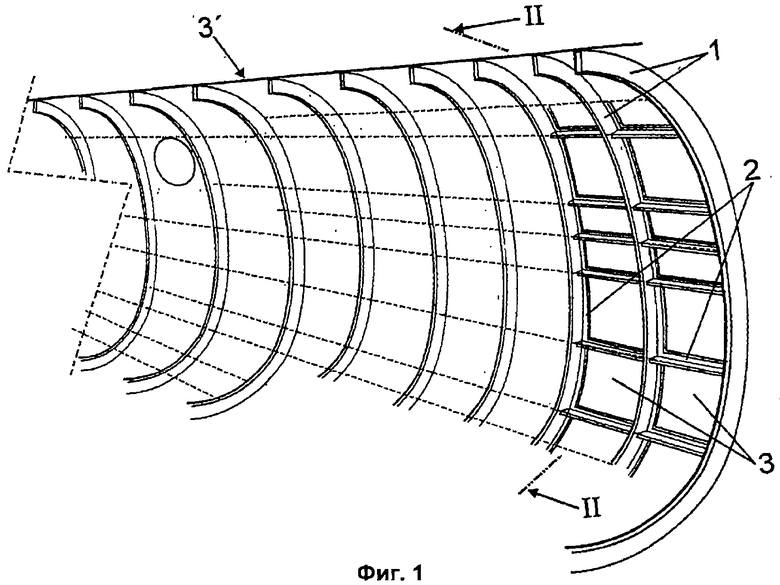
На фиг.1 показан внутренний вид в перспективе части фюзеляжа самолета, в котором листы, которые образуют элементы облицовки, скреплены с конструктивными элементами с использованием системы в соответствии с настоящим изобретением.
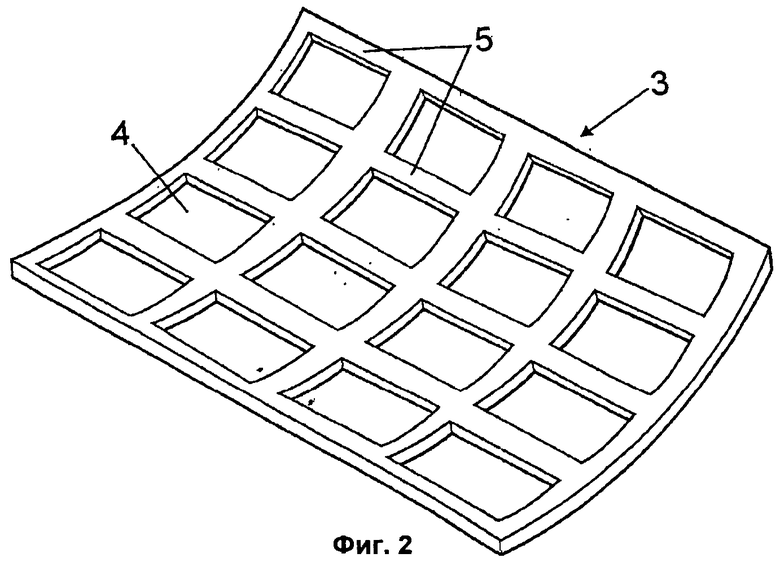
На фиг.2 показан внутренний вид в перспективе одного из обшивочных листов.
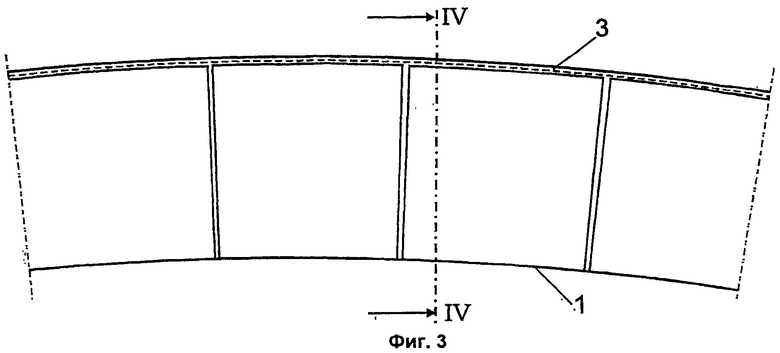
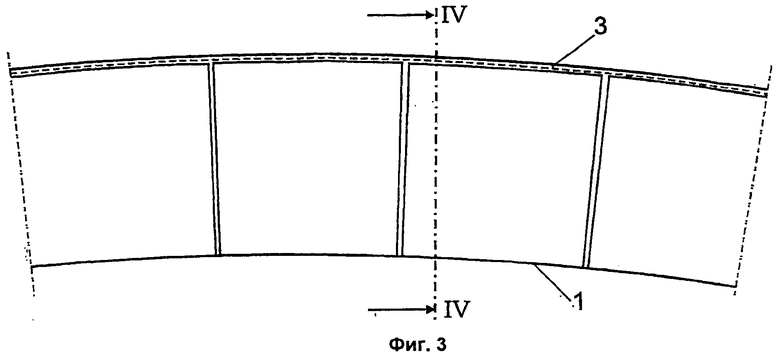
На фиг.3 показан разрез фюзеляжа по линии II-II, показанной на фиг.1, совпадающий с одним из формирователей прочной конструкции.
На фиг.4 показан частично разрез фюзеляжа по линии III-III, показанной на фиг.3.
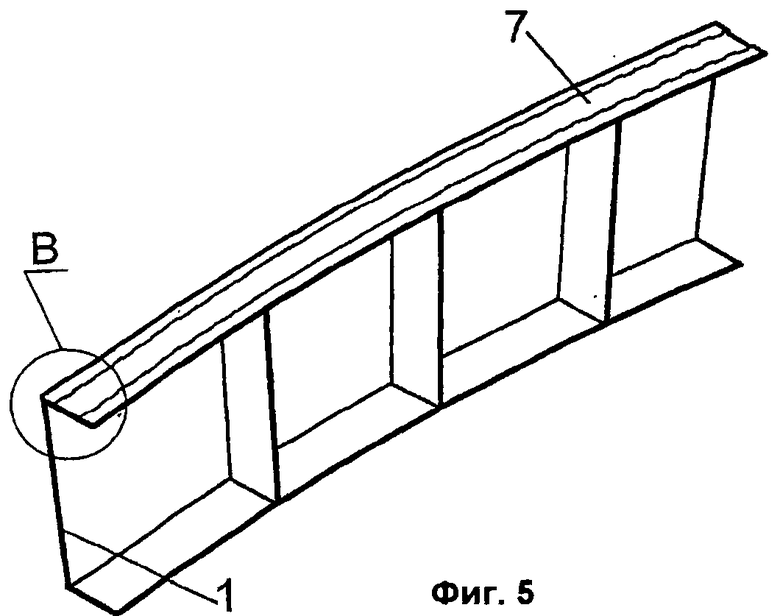
На фиг.5 показан частично вид в перспективе одного из формирователей прочной конструкции.
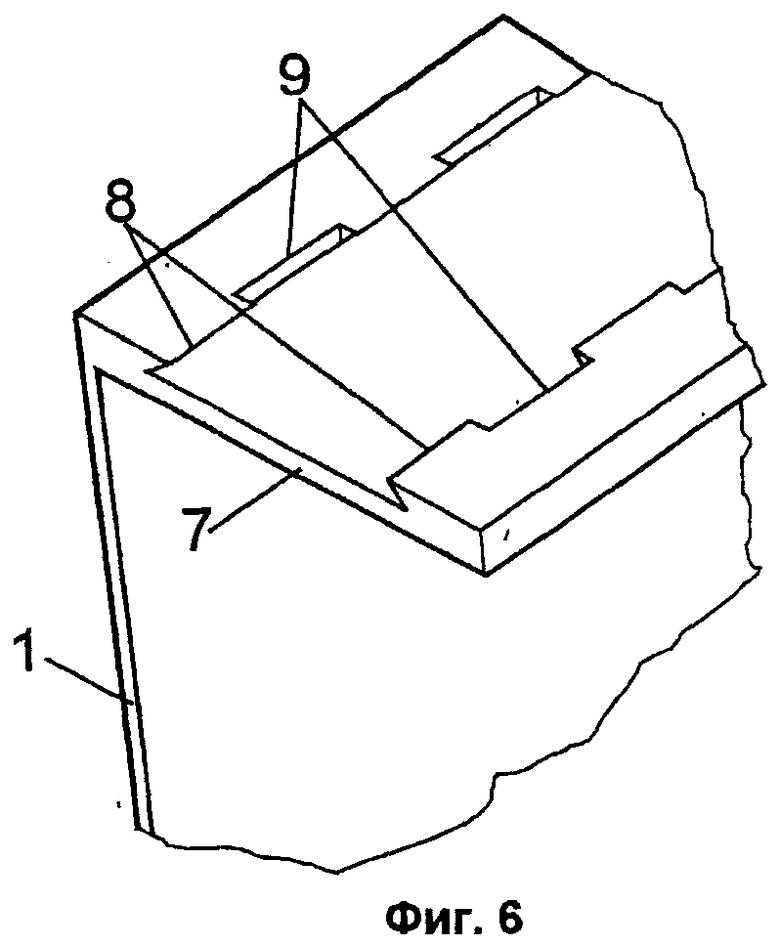
На фиг.6 показана с увеличением деталь А, показанная на фиг.5.
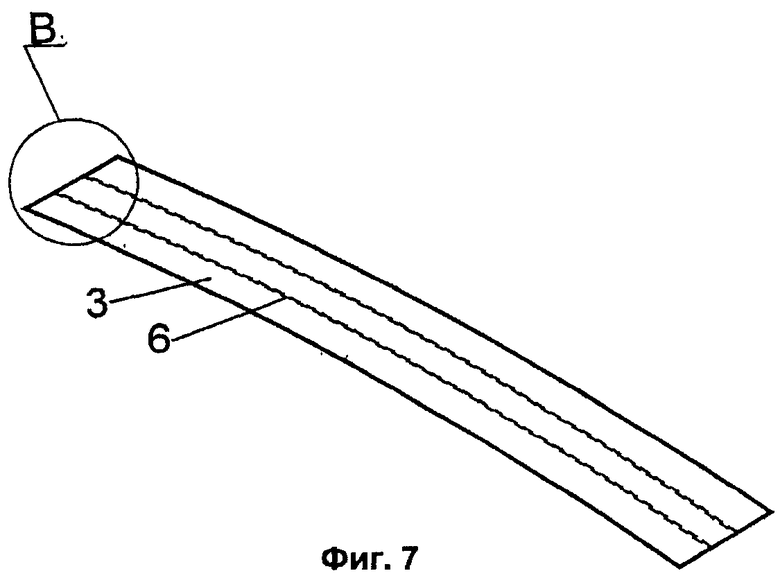
На фиг.7 показан внутренний вид в перспективе листов, которые образуют элемент облицовки, в области, совпадающей с формирователем, показанным на фиг.5.
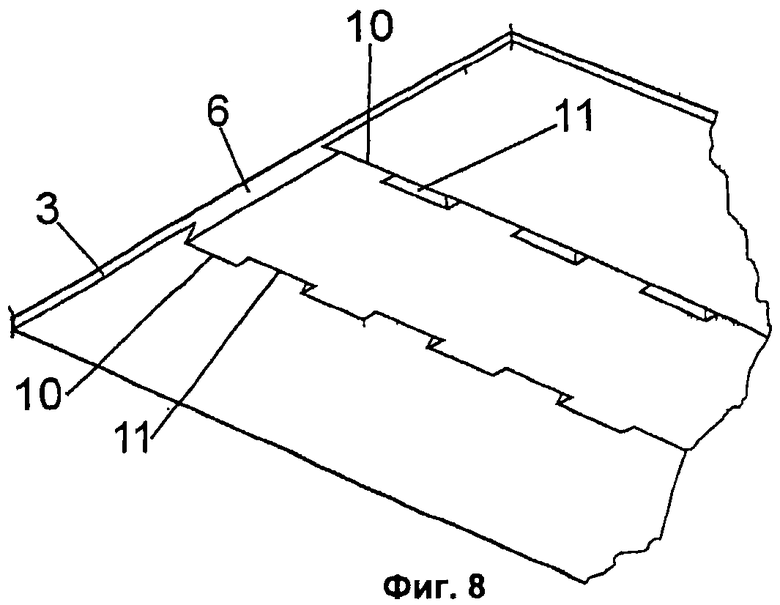
На фиг.8 показана с увеличением деталь В, показанная на фиг.7.
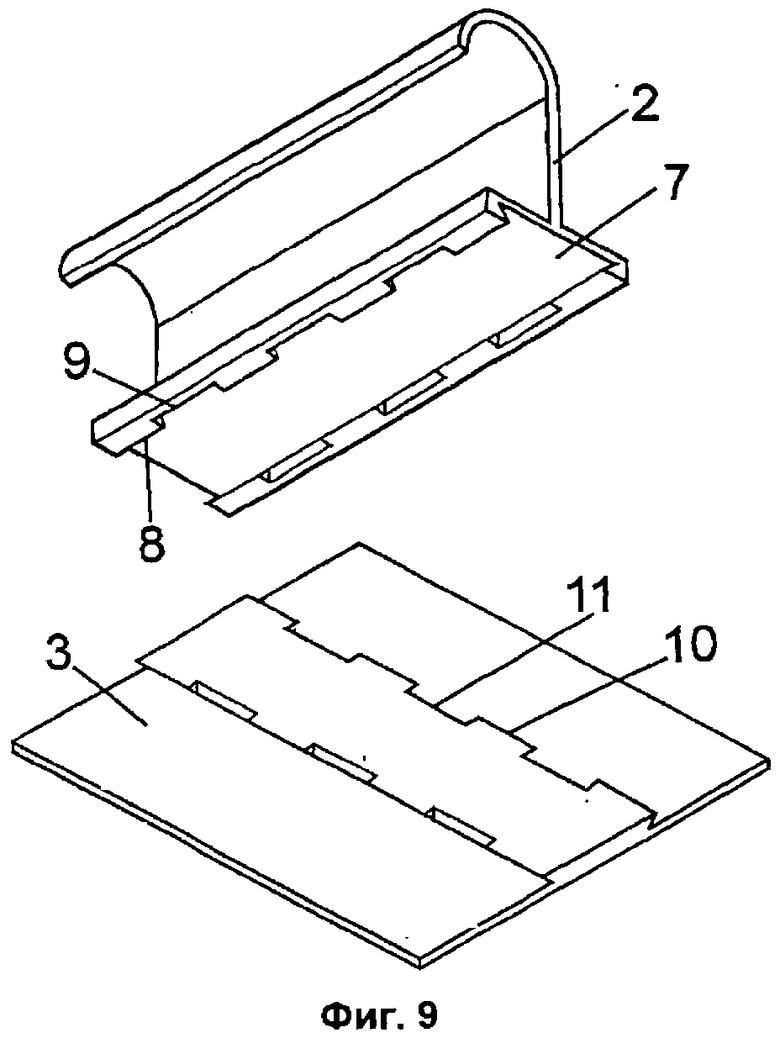
На фиг.9 показан вид в перспективе стыка (соединения, сочленения) между стрингером и обшивочным листом.
На фиг.10 показано поперечное сечение выступов охватываемых образований обшивочных листов, расположенных напротив охватывающих образований конструктивных элементов.
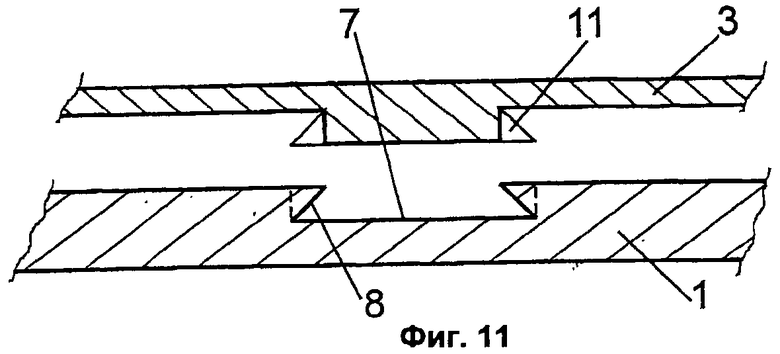
На фиг.11 показано поперечное сечение выемок охватываемых образований, расположенных напротив выемок охватывающих образований конструктивных элементов.
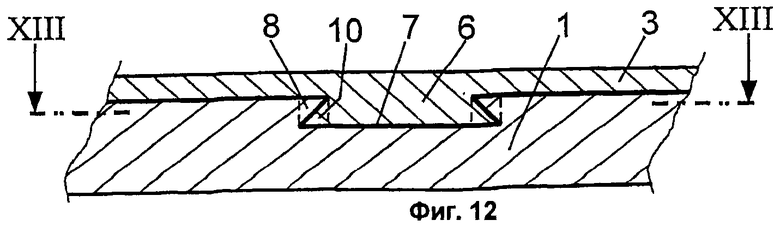
На фиг.12 показано с увеличением поперечное сечение соединения (coupling) между охватываемыми и охватывающими элементами, которые образуют средство соединения между обшивочными листами и конструктивными элементами.
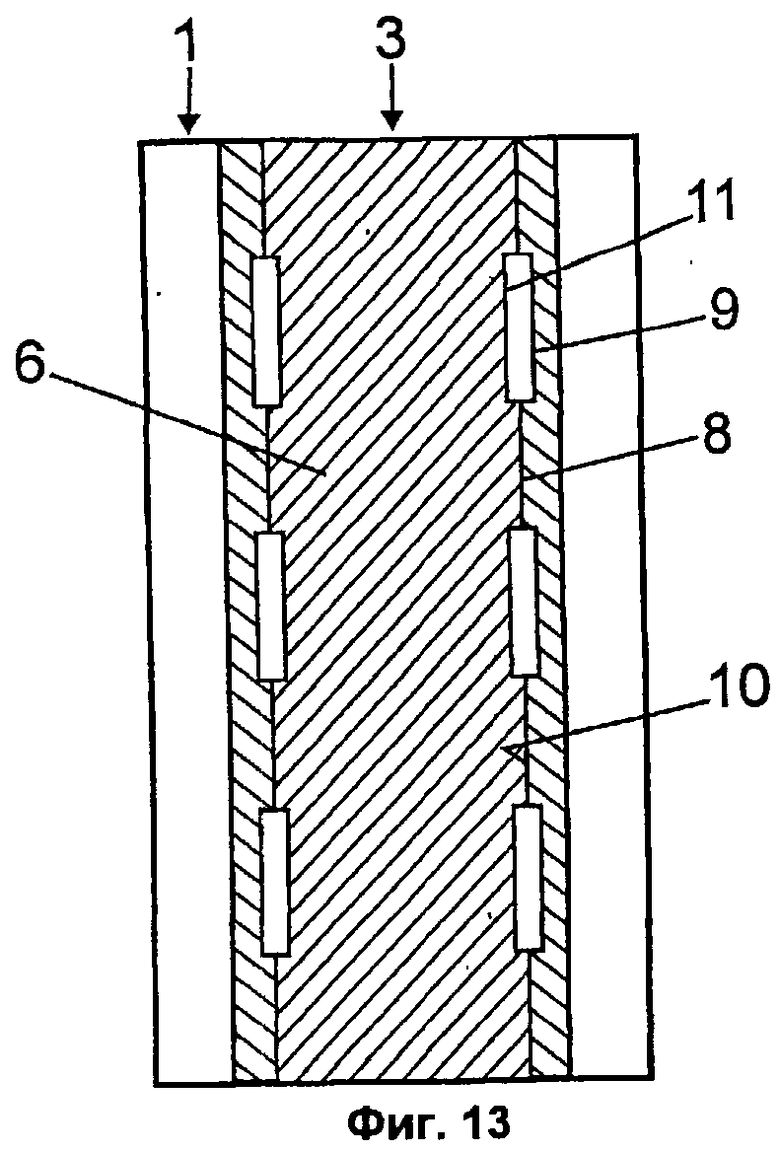
На фиг.13 показан разрез по линии XIII-XIII, показанной на фиг.12, средства соединения между охватываемыми и охватывающими элементами, где выемки охватываемых и охватывающих образований расположены напротив друг друга.
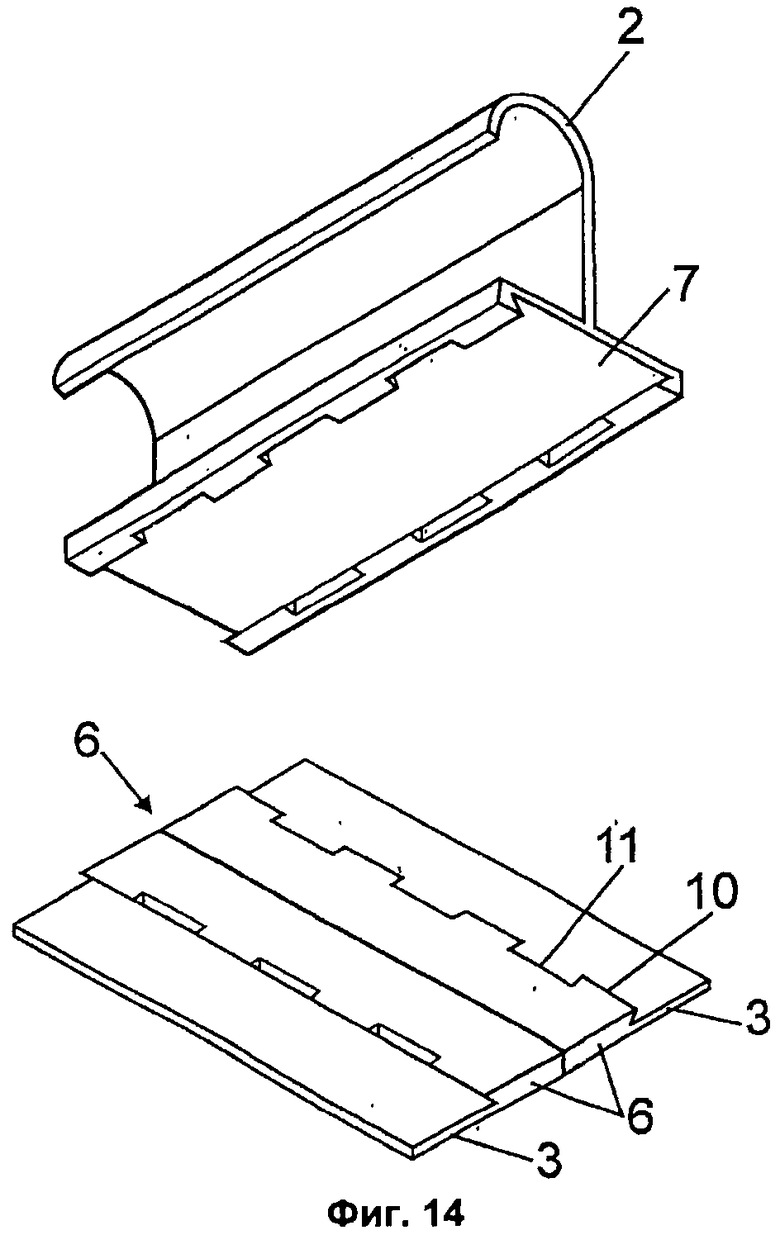
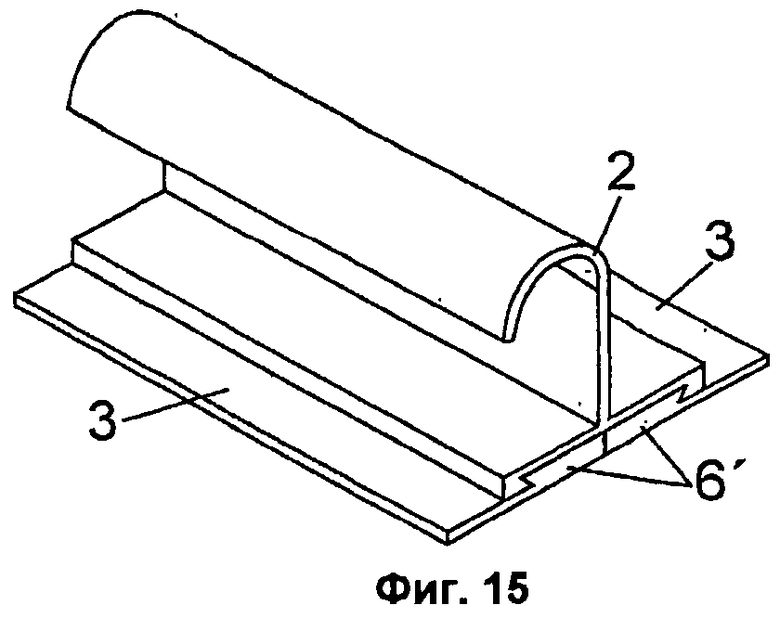
На фиг.14 показан вид в перспективе, аналогичный показанному на фиг.9, где можно видеть стык между двумя обшивочными листами.
На фиг.15 показан вид в перспективе двух обшивочных листов, соединенных при помощи стрингера.
Подробное описание изобретения
На фиг.1 показан внутренний вид в перспективе части фюзеляжа самолета, который содержит прочную конструкцию, образованную из поперечных формирователей (лонжеронов - прим. переводчика) 1 и стрингеров 2, к которым прикрепляют листы 3, показанные на фиг.2, которые образуют элемент 3' облицовки.
На фиг.2 показан внутренний вид в перспективе одного из этих листов 3, который имеет заглубленные области 4, называемые нишами (отсеками, ячейками), ограниченные не заглубленными полосами 5, которые образуют сеть ребер, совпадающих с формирователями 1 и стрингерами 2, для прикрепления к ним. Ниши 4 позволяют снизить вес обшивочных листов 3.
В соответствии с настоящим изобретением предлагаются конструктивные элементы, к которым прикрепляют листы 3 элемента 3' облицовки, задаваемые показанными на фиг.1 формирователями 1 и стрингерами 2, и которые в дополнение к обшивочным листам 3 содержат средства соединения, которые, как это показано на фиг.3 и 4, образованы охватываемыми образованиями 6 и охватывающими образованиями 7 в форме ласточкина хвоста. Охватываемые образования 6 преимущественно образуют часть обшивочных листов, полученную вдоль по меньшей мере части ребер 5, которые ограничивают ниши 4, не доходя до узлов или точек пересечения указанных ребер, в то время как охватывающие образования 7 будет расположены на конструктивных элементах, например, на формирователях 1, показанных на фиг.3, и в стрингерах 2, показанных на фиг.9. В дополнение к формирователям и стрингерам, любой тип элемента или оборудования, которые требуют прикрепления к элементу облицовки, может быть прикреплен к нему с использованием настоящего изобретения, за счет формирования соответствующих частей охватываемых и охватывающих образований в контактных областях присоединяемых деталей. Охватываемые образования 6 и охватывающие образования 7 являются прерывистыми, как это показано на фиг.5 и 8, причем охватывающие образования 7 образуют выступы 8 и выемки 9 (фиг.5 и 6), в то время как охватываемые образования 6 обшивочных листов 3 образуют выступы 10 и выемки 11, причем выступы 8 и выемки 9 охватывающих образований соответствуют по числу, положению и размерам выступам 10 и выемкам 11, соответственно, охватываемых образований 6 обшивочных листов 3. Охватываемые образования 6 обшивочных листов 3 и охватывающие образования 7 стрингеров 2 имеют такую же схему расположения, как это показано на фиг.9.
Выступы и выемки охватываемых и охватывающих образований образуют просветы, причем выемки 9 и 11 обеспечивают снижение веса охватываемых и охватывающих образований. Как охватываемые образования 6 и охватывающие образования 7, так и выемки 9 и 11 преимущественно могут быть получены при помощи операции фрезерования, проводимой одновременно для создания охватываемого образования 6 и заглубления ниш 4 обшивочного листа 3.
Для того чтобы соединять или сцеплять обшивочные листы 3 с конструктивными элементами, которые в показанном на фиг.1 примере образованы за счет формирователей 1 и стрингеров 2, выступы 10 охватываемых образований 6 листов 3 элемента 3' облицовки располагают напротив выемок 9 охватывающих образований 7 конструктивных элементов, например, формирователей 1, как это показано на фиг.10, и одновременно располагают выемки 11 охватываемых образований 6 обшивочных листов 3 напротив выступов 8 охватывающих образований 7 конструктивных элементов, как это показано на фиг.11. В этой ситуации, обшивочные листы 3 объединяют с конструктивными элементами 1 таким образом, что охватываемые образования 6 будут введены в охватывающие образования 7 в положении, показанном на фиг.10 и 11. Листы 3 затем перемещают продольно со скольжением относительно конструктивных элементов 1, так чтобы выступы 10 охватываемых образований 6 были расположены под выступами 8 конструктивных элементов, как это показано на фиг.12, завершая таким образом соединение ласточкиным хвостом между обшивочными листами 3 и конструктивными элементами, образованными формирователями 1 и стрингерами 2. Эта система позволяет осуществить плотную посадку, которая практически предотвращает разделение или скольжение между обшивочными листами и конструктивными элементами. Для повышения надежности применяют средство фиксации, состоящее из клеев, или производят пластическую деформацию, например, в охватывающих образованиях, или же применяют в этом соединении дополнительные элементы фиксации, такие как клинья или нажимные винты.
На фиг.13 показано окончательное положение выступов и выемок охватываемых и охватывающих образований в положении сцепления. Выступы 10 охватываемых образований 6 расположены в положении совпадения с выступами 8 охватывающих образований 7 и находятся под ними, как уже было описано здесь выше со ссылкой на фиг.12, в то время как выемки 9 охватывающих образований 7 конструктивных элементов расположены напротив выемок 11 охватываемых образований 6 обшивочных листов.
Несмотря на то, что ранее был описан пример соединения между листами и конструктивными элементами фюзеляжа самолета, следует иметь в виду, что система соединения в соответствии с настоящим изобретением также может быть использована для крыла и других поверхностей, таких как стабилизаторы и крупные обтекатели. Система соединения в соответствии с настоящим изобретением также может быть использована кроме авиации в других секторах промышленности, в которых, как уже было указано здесь выше, упрощение очистки, минимизация трения и отсутствие отверстий во внешних поверхностях являются желательными основными характеристиками.
Система в соответствии с настоящим изобретением также позволяет образовать боковые стыки между обшивочными листами 3, с использованием формирователей 1 и стрингеров 2, как это показано на фиг.14 и 15, где два обшивочных листа 3 расположены с прилеганием друг к другу, причем каждый из них содержит половину 6' охватываемых образований 6, а каждая из указанных половин имеет соответствующие выступы 10 и выемки 11. В этом положении, полное охватываемое образование 6 сцепляют с охватывающим образованием 7 стрингера 2, например, аналогично ранее описанному, после чего соединяют два обшивочных листа 3 при помощи стрингера или конструктивного элемента, совпадающего с охватываемым образованием 6.
Охватываемые образования 6 и охватывающие образования 7 могут быть сформированы во вспомогательных металлических профилях, которые встраивают в соединяемые детали и прикрепляют к ним, так что они будут содержать эти образования. Этот вариант особенно хорошо применим к случаю, когда элементы облицовки и конструктивные элементы изготовлены из композиционных материалов. Вышеупомянутые металлические профили может быть заделаны, по меньшей мере частично, в соответствующие детали. Вышеупомянутые профили могут быть изготовлены при помощи экструзии.
Следует иметь в виду, что для того, чтобы предотвратить концентрации напряжений, скругляют все продольные углы и кромки образований.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУКТУРНЫЕ ЭЛЕМЕНТЫ И СПОСОБЫ ИХ ПРИМЕНЕНИЯ | 2007 |
|
RU2418917C2 |
| ПАНЕЛЬ ДЛЯ ВНЕШНЕЙ ТЕПЛОВОЙ ИЗОЛЯЦИИ ФАСАДА С ПОМОЩЬЮ НАРУЖНОЙ КЕРАМИЧЕСКОЙ ОБШИВКИ | 2014 |
|
RU2674782C2 |
| КЕССОННЫЙ УЗЕЛ СТАБИЛИЗАТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2608774C2 |
| МЕТАЛЛИЧЕСКИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ОБШИВКИ | 2000 |
|
RU2249538C2 |
| КОНСТРУКТИВНЫЙ УЗЕЛ И КОНСТРУКЦИЯ, ИСПОЛЬЗУЕМЫЕ, В ЧАСТНОСТИ, В АВИАСТРОЕНИИ | 2009 |
|
RU2496678C2 |
| СБОРНАЯ ПАНЕЛЬ ОБШИВКИ КРЫЛА И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ПАНЕЛИ | 2007 |
|
RU2438925C2 |
| Самоходное ледокольно-ледоуборочное судно ВАДПИ-4 | 1981 |
|
SU1008079A1 |
| СТРУКТУРНЫЙ ЭЛЕМЕНТ КОНСТРУКЦИИ САМОЛЕТА | 2001 |
|
RU2271304C2 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОГО ЭЛЕМЕНТА | 2006 |
|
RU2431554C2 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2446986C2 |
Изобретение относится к авиационной технике. Конструктивный узел воздушного судна содержит листы, имеющие заглубленные области и полосы вдоль их внутренней поверхности, конструктивные элементы, средство соединения для создания стыка между листами и конструктивными элементами. Средство соединения содержит охватываемые образования и охватывающие образования в форме ласточкина хвоста и средство фиксации. Одно из образований образовано вдоль полос указанных листов, а другое из образований образовано на секциях конструктивных элементов, совпадающих с указанными полосами. Средство фиксации предотвращает относительное скольжение между охватываемыми образованиями и охватывающими образованиями в форме ласточкина хвоста. Охватываемые образования в форме ласточкина хвоста снабжены выступами и выемками, поочередно образованными в каждой боковой кромке. Охватывающие образования в форме ласточкина хвоста снабжены соответствующими выемками и выступами, поочередно образованными в каждой внутренней боковой кромке. Число, положение и размеры указанных выступов и выемок в каждом охватываемом или охватывающем образовании выбраны так, что они могут быть соединены за счет расположения напротив друг друга и введения выступов одного охватываемого или охватывающего образования в выемки другого из охватывающих и охватываемых образований. Выступы и выемки обоих образований в собранном за счет относительного продольного скольжения между ними состоянии расположены напротив друг друга. Достигается упрощение сборки, уменьшение веса с сохранением прочности воздушного судна. 9 з.п. ф-лы, 15 ил.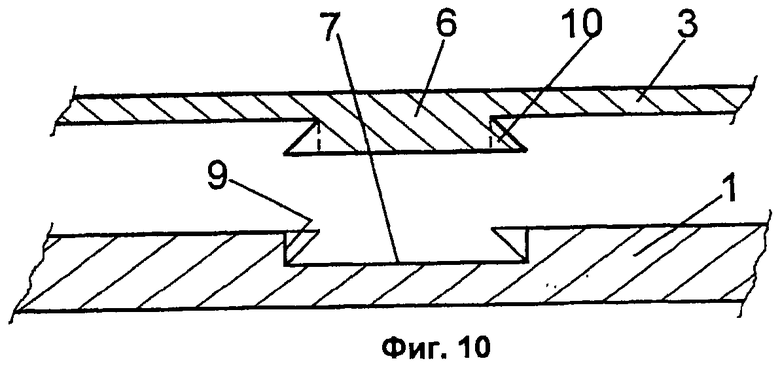
1. Конструктивный узел воздушного судна, который содержит:
листы (3), имеющие заглубленные области и полосы вдоль их внутренней поверхности,
конструктивные элементы (1, 2),
средство соединения для создания стыка между указанными листами (3) и указанными конструктивными элементами (1, 2), содержащее охватываемые образования (6) и охватывающие образования (7) в форме ласточкина хвоста, причем одно из указанных образований образовано вдоль по меньшей мере части полос указанных листов (3), а другое из указанных образований образовано на секциях конструктивных элементов (1, 2), совпадающих с указанными полосами, и
средство фиксации, которое предотвращает относительное скольжение между охватываемыми образованиями (6) и охватывающими образованиями (7) в форме ласточкина хвоста,
отличающийся тем, что
охватываемые образования (6) в форме ласточкина хвоста снабжены выступами (10) и выемками (11), поочередно образованными в каждой боковой кромке, а охватывающие образования (7) в форме ласточкина хвоста снабжены соответствующими выемками (9) и выступами (8), поочередно образованными в каждой внутренней боковой кромке,
причем число, положение и размеры указанных выступов (10, 8) и выемок (9, 11) в каждом охватываемом или охватывающем образовании выбрано так, что они могут быть соединены за счет расположения напротив друг друга и введения выступов (10, 8) одного охватываемого или охватывающего образования в выемки (9, 11) другого из охватывающих и охватываемых образований, и за счет относительного продольного скольжения между ними, пока выступы (10) охватываемых образований (6) не будут расположены напротив друг друга и под выступами (8) охватывающих образований (7), а выемки (9, 11) обоих образований (6, 7) не будут расположены напротив друг друга.
2. Конструктивный узел воздушного судна по п.1, отличающийся тем, что охватываемые образования (6) и охватывающие образования (7) в виде ласточкина хвоста образуют единые фрезерованные детали из сплава с соответствующим листом или конструктивным элементом.
3. Конструктивный узел воздушного судна по п.2, отличающийся тем, что охватываемые (6) образования фрезерованы на листах (3), а охватывающие образования фрезерованы на конструктивных элементах (1, 2).
4. Конструктивный узел воздушного судна по п.1, отличающийся тем, что средство фиксации представляет собой адгезив, нанесенный между охватываемыми образованиями (6) и охватывающими образованиями (7).
5. Конструктивный узел воздушного судна по п.1, отличающийся тем, что фиксацию производят за счет пластической деформации по меньшей мере одного из охватываемых образований (6) или охватывающих образований (7).
6. Конструктивный узел воздушного судна по п.1, отличающийся тем, что по меньшей мере часть охватываемых образований (6) образована между кромками двух соседних листов (3).
7. Конструктивный узел воздушного судна по п.1, отличающийся тем, что выемки (11, 9) охватываемых образований (6) и охватывающих образований (7) длиннее чем выступы (10, 8) охватываемых образований (6) и охватывающих образований (7).
8. Конструктивный узел воздушного судна по п.1, отличающийся тем, что охватываемые образования (6) и охватывающие образования (7) имеют совпадающие криволинейные контуры.
9. Конструктивный узел воздушного судна по п.1, отличающийся тем, что все продольные углы и кромки охватываемых образований (6) и охватывающих образований (7) имеют закругленный профиль.
10. Конструктивный узел воздушного судна по одному из пп.1, 4-9, отличающийся тем, что листы (3) изготовлены из композиционного материала, а образования в форме ласточкина хвоста выполнены в соответствующих вспомогательных металлических профилях, которые по меньшей мере частично заделаны в области контакта указанных листов (3) и в конструктивные элементы (1, 2).
| US 3296759 A, 10.01.1967 | |||
| JP 2003293462, 15.10.2003 | |||
| Парораспределительный механизм для машин компаунд прямого действия (воздушные или водяные насосы и т.п.) | 1933 |
|
SU33926A1 |
| УЗЕЛ СОЕДИНЕНИЯ ПЛОСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2263829C2 |

