Изобретение относится к области машиностроения, в частности, к обработке металлов резанием и может быть использовано при изготовлении режущих керамических пластин.
Известен способ изготовления режущих пластин из нитридной керамики РКС22 (Si3N4-Y2O3-Al2O3-TiC), включающий операцию доводки свободным абразивом (на чугунном притире) их рабочих поверхностей и последующее нанесение газофазового покрытия TiC-TiCN-TiN (Кузин В.В. «Разработка режущих пластин из нитридной керамики для предварительной механической обработки деталей», Диссертация на соискание степени доктора технических наук, стр.294, 2007).
Недостатком способа является невысокая производительность процесса доводки свободным абразивом и интенсивное шаржирование обрабатываемых поверхностей абразивными зернами, что сказывается на износостойкости режущих пластин и прочности адгезии с износостойким покрытием. Нанесение износостойкого покрытия методом химического осаждения вещества из парогазовой фазы, к которому относится газофазовое осаждение покрытия, имеет следующий недостаток - невозможность получения сложно-композиционных покрытий.
Наиболее близким техническим решением к предлагаемому изобретению является способ изготовления режущих пластин из нитридной керамики РКС22 (Si3N4-Y2O3-Al2O3-TiC), включающий операции предварительного торцевого шлифования кругами из синтетических алмазов марки АСВ зернистостью 63/50 на керамической связке К1 и операцию доводки свободным абразивом марки АСМ 20/14 различной зернистости на заключительном этапе механической обработки (Кузин В.В. «Технология заточки режущих пластин из нитридной керамики», М., Технология машиностроения, №9, с.33-37, 2006).
Недостатком известного способа является недостаточная изгибная прочность и трещиностойкость режущих пластин, что снижает их эксплуатационные характеристики.
Технический результат, на решение которого направлено заявленное изобретение, заключается в повышении изгибной прочности и трещиностойкости керамической пластины, что в итоге повышает надежность режущих керамических пластин за счет уменьшения количества дефектов в их поверхностном слое (пор, трещин полей растягивающих остаточных напряжений) и улучшения адгезии износостойкого покрытия с поверхностным слоем керамической заготовки.
Данный технический результат достигается посредством того, что в способе изготовления режущих пластин из нитридной керамики, заключающемся в получении заготовки в виде керамической пластины с последующим ее шлифованием двумя шлифовальными дисками, согласно изобретению, после шлифования осуществляют нанесение износостойкого покрытия на функциональную поверхность пластины посредством вакуумно-плазменного осаждения, в состав которого входят следующие компоненты (% масс.):
Титан (Ti) - 40%;
Ниобий (Nb) - 40%;
Алюминий (Al) - 20%.
при этом, перед шлифованием обрабатываемые пластины устанавливают между шлифовальными дисками с возможностью их планетарного вращения относительно последних, т.е. шлифовального диска и пластин, относительную частоту вращении которых определяют из следующего соотношения, где:
NL=n1/n2,
где n1 [мин-1] - частота вращения керамической пластины;
n2 [мин-1] - частота вращения шлифовальных дисков.
Сущность способа изготовления режущего инструмента из керамики поясняется графическими материалами, где:
- на фиг.1 изображена принципиальная схема процесса шлифования керамических пластин;
- на фиг.2 - вид сверху.
На фигурах изображено:
1 - верхний шлифовальный диск,
2 - нижний шлифовальный диск,
3 - внутренний (вращающийся) зубчатый венец,
4 - внешний (неподвижный) зубчатый венец,
5 - держатели пластин,
6 - заготовки керамических режущих пластин,
Vд. - скорость вращения шлифовальных дисков,
Vз. - скорость вращения внутреннего зубчатого венца 3.
Способ изготовления режущего инструмента из керамики осуществляется следующим образом.
Заготовки в виде керамических пластин устанавливаются на притирочном станке между шлифовальными дисками 1 и 2 с возможностью их планетарного вращения относительно дисков 1 и 2. Устройство для шлифования имеет планетарную головку с внутренним венцом 3 и внешним венцом 4, между которыми установлены дисковые держатели 5 пластин 6. При этом верхний диск 1 и нижний диск 2 вращаются со скоростью Vд, а шлифовальный диск 1 воздействует на обрабатываемые пластины 6 с постоянным давлением Р.
Держатели пластин 5 вращаются вокруг своих осей за счет их расположения с возможностью взаимодействия между внутренним венцом 3 и внешним венцом 4. Передача вращения держателям пластин 5 осуществляется от электродвигателя станка (на чертеже не показан) через внутренний венец 3, который вращается со скоростью Vз.
Для изготовления шлифовальных дисков в качестве абразивного материала может быть использован, например, карбид бора зернистостью F280 (размер частиц 39,9 мкм). На основании проведенных экспериментов установлено, что наилучшее качество поверхности (минимальные шероховатость обработанной поверхности, глубину дефектного слоя и остаточные напряжения в поверхностном слое), и, соответственно, наилучшую адгезионную связь с износостойким покрытием и высокую трещиностойкость, режущие пластины из нитридной керамики имеют после шлифования (доводки) при относительной частоте вращения NL=0,6.
После абразивной обработки на режущую пластину посредством вакуумно-плазменного метода осаждения наносят износостойкое покрытие, включающее следующие компоненты, в (% масс.):
Титан (Ti) - 40%,
Ниобий (Nb) - 40%,
Алюминий (Al) - 20%.
Износостойкое покрытие (NbTiAl)N, полученное методом физического осаждения в вакууме, включающим ионную очистку и непосредственно конденсацию покрытия, имеет толщину 2,8-3,1 мкм, коэффициент трения µ=0,25, оптимальную твердость 3708 HV0,05 в сочетании с высокой коррозионной стойкостью, а также высокую теплостойкость. Титан-алюминий-нитрид сам по себе относится к разряду твердых покрытий, характерный признак которого - это образование самостоятельно обновляющегося слоя оксида алюминия, препятствующего окислению и изнашиванию. Дополнительный компонент ниобий представляет собой эффективный барьер для коррозионных процессов и обладает химической инертностью. Данное покрытие с конкретным соотношением компонентов, нанесенное вакуумно-плазменным методом на предварительно отшлифованную поверхность керамических заготовок, обеспечивает эффект «залечивания» дефектов, замедляет распространение фронта трещин, идущих из глубины режущей пластины, увеличивает длину контакта стружки с передней поверхностью пластины, что ведет к снижению напряжений, действующих на режущую кромку пластины.
Таким образом, благодаря описанным взаимосвязанным действиям при изготовлении режущих керамических пластин обеспечивается существенное увеличение изгибной прочности (на 19%) и трещиностойкости (на 15%) пластин из нитридной керамики, а также снижение разброса ее значений, что в итоге повышает надежность их эксплуатации. Износостойкое покрытие, нанесенное вакуумно-плазменным методом на предварительно притертую поверхность керамических заготовок, обладает высокой адгезией к поверхностному слою керамики, обеспечивает эффект «залечивания» дефектов, замедляет распространение фронта трещин, идущих из глубины режущей пластины, увеличивает длину контакта стружки с передней поверхностью пластины, что ведет к снижению напряжений, действующих на режущую кромку пластины.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области, касается изготовления металлорежущего инструмента и может быть использовано при изготовлении керамических режущих пластин;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения износостойкости режущих пластин из оксидно-карбидной керамики при фрезеровании | 2019 |
|
RU2712154C1 |
| Способ изготовления режущих керамических пластин | 2022 |
|
RU2801704C1 |
| Способ формирования микротекстур на поверхности режущих пластин из диэлектрических керамик электроэрозионной обработкой | 2022 |
|
RU2801705C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2558306C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2548860C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2548550C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2561577C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2637860C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2630736C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ С ФОРМИРОВАНИЕМ САМООРГАНИЗУЮЩИХСЯ ИЗНОСОСТОЙКИХ СЛОЕВ КАРБИДОВ | 2001 |
|
RU2213160C2 |

Изобретение относится к области машиностроения, в частности к обработке металлов резанием, и может быть использовано при изготовлении износостойкого режущего инструмента из керамики. Способ изготовления режущих пластин из нитридной керамики включает получение заготовок в виде керамических пластин с последующим их шлифованием. Перед шлифованием обрабатываемые пластины устанавливают между шлифовальными дисками с возможностью их планетарного вращения относительно последних, относительную частоту вращении которых определяют из следующего соотношения: NL=n1/n2, где n1 - частота вращения керамической пластины, мин-1, n2 - частота вращения шлифовальных дисков, мин-1. После шлифования осуществляют нанесение износостойкого покрытия на функциональную поверхность пластин вакуумно-плазменным осаждением следующего состава, мас.%: титан - 40, ниобий - 40, алюминий - 20. Повышается изгибная прочность и трещиностойкость керамических пластин. Повышается надежность режущих пластин. 2 ил.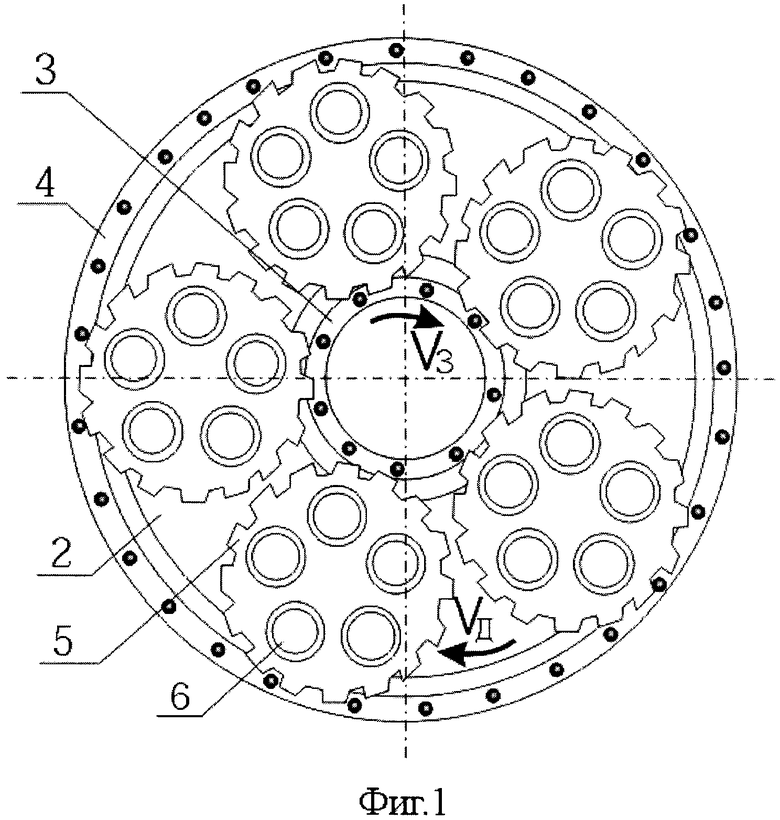
Способ изготовления режущих пластин из нитридной керамики, включающий получение заготовок в виде керамических пластин с последующим их шлифованием, отличающийся тем, что перед шлифованием обрабатываемые пластины устанавливают между шлифовальными дисками с возможностью их планетарного вращения относительно последних, относительную частоту вращении которых определяют из следующего соотношения:
NL=n1/n2,
где n1 - частота вращения керамической пластины, мин-1,
n2 - частота вращения шлифовальных дисков, мин-1,
а после шлифования осуществляют нанесение износостойкого покрытия на функциональную поверхность пластин вакуумно-плазменным осаждением следующего состава, мас.%:
| US 7056602 B2, 06.06.2006 | |||
| ВОЛОСОВА М.А | |||
| Технологические принципы нанесения износостойких вакуумно-плазменных покрытий на режущий инструмент из керамики | |||
| Справочник | |||
| - Инженерный журнал, 2005, №8, с.46-47 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |

